Процесс изготовления роликов для гриндера
Раскраиваем на циркулярной пиле многослойную фанеру на шесть прямоугольных фрагментов, у которых длинная сторона точно в два раза больше меньшей стороны.
Отмечаем карандашом с помощью приспособления для центровки квадратных заготовок середины половинок прямоугольных фрагментов и намечаем найденные центры кернером.
Выполняем на сверлильном станке сверлом Форстнера глухие отверстия под шариковые подшипники.
Затем корончатым сверлом большего диаметра из каждого прямоугольного фрагмента получаем по две круглых диска.
В глухие отверстия заподлицо впрессовываем, пользуясь молотком и куском многослойной фанеры, закрытые шариковые подшипники.
Выполняем во всех дисках по центру сквозные отверстия сверлом диаметром, соответствующим размеру внутреннего кольца подшипников.
На болт с шайбой нанизываем три круглых диска, используя клей. Сверху укладываем широкую шайбу и гаечными ключами стягиваем блок и оставляем его до отвердения клея.
Далее откручиваем гайку и удаляем стягивающий болт. Теперь в нашем распоряжении находятся три моноблока с впрессованными в крайние диски подшипниками.
Используя маятниковую пилу, от пластиковой трубы нужного диаметра отрезаем три куска, по длине равных высоте моноблоков из трех дисков, выполненных из многослойной фанеры.
Что лучше: теплый пол или батареи?
Теплый полБатареи
Обтачиваем боковые поверхности моноблоков, закрепив их в патроне сверлильного станка, вначале обдирочным напильником, затем наждачной бумагой, под внутренний диаметр кусков пластиковой трубы, контролируя обточку штангенциркулем.
Мнение эксперта
Стребиж Виктор Федорович, ведущий мастер строительных работ
Отмечаем карандашом с помощью приспособления для центровки квадратных заготовок середины половинок прямоугольных фрагментов и намечаем найденные центры кернером. Если же вы хотите что-то уточнить, обращайтесь ко мне!
Какие еще типы станков можно сделать?
Прежде, чем создавать свой токарный станок следует изучить те его разновидности, которые изобрели множество заинтересованных людей. Среди станков как самодельных, так и заводских выделяют следующие типы.
Токарно-фрезерный
Подобный станок является уже мощной модификацией предыдущих вариантов станков. Чаще всего токарно-фрезерный станок оснащен ЧПУ, потому что крайне сложно вручную управлять фрезером с высокой точностью. Однако подобный станок имеет право на существование и широко применяется в бытовых нуждах. Его конструкция состоит из:
- Станины.
- Электродвигателя для вращения передней бабки.
- Ручной фрезер, поставленный на направляющие, которое обеспечивают его движение вдоль оси вращения заготовки.
С копиром
Токарно-копировальный станок необходим при создании большого количества одинаковых изделий, чаще всего можно услышать о посуде и балясинах для лестниц.
Есть несколько вариантов изготовления копировального токарного станка: с фрезером, с циркулярной пилой и со стамеской. Все эти способы подразумевают использование лекала. Лекало – это профиль будущего изделия, который вырезается из фанеры небольшой толщины.
Вдоль токарного станка крепится поручень во всю длину заготовки. За токарным станком монтируется лекало. На поручне крепится фреза или резец, движения которого регулируются благодаря упору, идущему от резца, фрезы или пила к лекалу.
Таким образом, во время вращения бруска, режущий инструмент полностью с достаточной точностью повторяет силуэт профиля из фанеры.
Мини
Для многих бытовых нужд необязательно создавать агрегат внушительных размеров, способный вращать бревно радиусом 300 мм. Бывает достаточно станка с крайне простой конструкцией, в которой двигателем может выступать привод от старого магнитофона, питающегося через блок питания. Для станины подобного станка можно использовать доску 150*20 и длинной, которая зависит только от нужд умельца.
Для такого мини-станка ременная передача будет лишней, поэтому чаще всего передняя бабка крепится прямо на вал двигателя. А в качестве планшайбы служит головка от дрели или самодельный патрон с тремя зажимными винтами.
Задняя бабка изготавливается из бруска, в центре которого точно по высоте оси мотора сверлится отверстие для вала, в роли которого может выступать дюбель-гвоздь. Если обеспечить станок блоком питания с регулировкой выходного напряжения, можно получить агрегат регулятором оборотов.
Из электродрели
Электродрель можно найти практически в каждом дому. Плюсом станка с приводом от электродрели служит отсутствие необходимости покупать отдельный двигатель. Конструкция с приводом от дрели варьируется от самой элементарной, где дрель прикрепляется зажимами к столу.
Напротив монтируется задняя бабка с помощью пары уголков и гвоздя или заточенного винта, до более совершенной, в которой дрель служит источником вращающей силы, но не участвует непосредственно в процессе вращения заготовки. Второй способ бережет мотор от перегрева и срыва при перегрузках.
Из мотора стиральной машины
Представляет собой стандартную схему токарного станка с двигателем, прямой или ременной передачей, станиной и двумя бабками.
При устройстве токарного станка из мотора стиральной машины необходимо помнить, что двигатель бытового прибора разработан для циркуляции с несбалансированной нагрузкой, однако это не значит, что от задней бабки можно отказаться. Ее наличие обязательно особенно при работе с длинной и тяжелой заготовкой. Устройство подобного токарного станка просто реализовать в домашних условиях. Для этого необходимо:
Сварить или скрутить болтами две трубы из стали, на одном конце закрепить двигатель от бытовой техники. Между трубами закрепить брусок с возможностью передвигать его вдоль станины, на нем будет крепится уголок подручника. На противоположной стороне обустраивается задняя бабка в соответствии с инструкциями, изложенными выше.
Собираем ролики
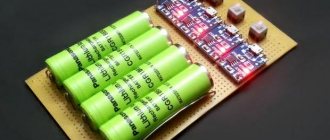
Ведущий ролик на двигатель делаем из фанеры. Вырезаем 10 кругов диаметром 85 мм. Размечаем центр, сверлим отверстие сверлом 8 мм. Промазываем между собой каждый диск клеем ПВА. Собираем в пакет на шпильку М8 и сдавливаем с обоих концов через шайбы гайками.
Сушим сутки для дальнейшей чистовой обработки. Далее, сверлим отверстие на 24 глубиной 35 мм. Если нет пальчиковой фрезы, можно обойтись любым сверлом. В нашем случае конус от сверла не помеха.
Вал вашего двигателя может быть другим, не такой как на чертеже, но это не проблема. Принцип крепления остается тоже, поменяются только размеры, которые можно измерить специальным инструментом. Как пользоваться штангенциркулем читайте тут.
После подготовки ролика и вала можно приступить к чистовой обработке ведущего шкива. Закрепите двигатель на платформе, оденьте ведущий шкив, включите мотор и аккуратно обработайте ролик лепестковым абразивным кругом.
После зачистки, края нужно немного скосить, чтобы получить вид бочонка.
Мнение эксперта
Стребиж Виктор Федорович, ведущий мастер строительных работ
Часто в ней что-то ломается, корпус или якорь, а, может, просто выходит новая, более мощная и удобная модель, так что старая пылится где-нибудь в коробке в гараже. Если же вы хотите что-то уточнить, обращайтесь ко мне!
Понятие шкива
Он предназначен для передачи крутящего момента с ведущего вала на ведомый. Для работы такого привода оба вала располагают параллельно. На каждый вал надевают и закрепляют плоское колесо, их располагают в одной плоскости. Колеса соединяют бесконечным гибким приводным ремнем. При вращении приводного шкива сила трения заставляет двигаться ремень, облегающий часть его поверхности. Это движение передается ведомому шкиву, заставляя его вращаться.
Ременная передача распространена среди бытовой техники, механизмов станков малой и средней мощности, в различных двигателях внутреннего сгорания.
Она обладает следующими достоинствами:
- простое устройство;
- возможность передачи значительной мощности, современные клиноременные пары транслируют до 400 квт;
- высокая скорость вращения, до 50 м/с;
- плавный и малошумный ход;
- демпфирование вибраций и рывков приводного вала при передаче вращения;
- проскальзывание при перегрузках срабатывает как предохранительный механизм.
Сам шкив – это диск на валу. Он состоит из двух основных частей: обода и ступицы. Обод- это внешняя часть детали. Она входит в зацепление с ремнем и в зависимости от типа привода может быть плоской или иметь углубление по форме ремня. Боковые выступы над ободом называют щеками. Они удерживают ремень от соскальзывания. Если привод клиновой, то щеки делают наклонными, они несут дополнительную функцию- увеличивают площадь зацепления.
Если используется зубчатый привод, то на поверхности обода делают зубья соответствующей формы.
Если используется параллельно несколько ручьев, на ободе делают несколько канавок.
Ступица- внутренняя част шкива. Он имеет отверстие для крепления на валу. Часто обод и ступица отливаются, вытачиваются или фрезеруются в виде единой детали.
Для снижения веса изделия в теле шкива оставляют пустоты, формируя спицы. При изготовлении из дерева наличие спиц обуславливалось технологией изготовления.
Для обеспечения взаимозаменяемости шкивов их типоразмеры, технологические требования, маркировка стандартизованы. Они описаны в ГОСТ 20889-94. «Шкивы для приводных клиновых ремней» и в ГОСТ Р 50641-94 (ИСО 4183-89).
В стандартную маркировку входят следующие параметры:
- число ручьев;
- профиль используемого приводного ремня;
- диаметр (считается по корду);
- обозначение втулки.
Так, маркировка 8 SPC 500 обозначает восьмиручьевый шкив под профиль SPC с диаметром 500 мм.
Стандартизованы также и правила изображения шкивов на чертеже. Чертеж должен быть построен так, чтобы изделие можно было изготовить, точно соблюдая форму и размер.
Гриндер своими руками: чертежи с размерами и схемы
- Квадратная труба 30х30х2 – 250 мм.
- Квадратная труба 25х25х1,5 – 1250 мм. С учетом реза.
- Швеллер №21 – 350 мм.
- Полоса стальная 50х8 – 700 мм. (С запасом). Либо проушины от серьги рессоры Газели.
- Старая дверная петля.
- Лист 170х190х4 для изготовления упора.
- Лист фанеры 500х200х8 мм.
- Подшипники 201 – 9 шт.
- Полипропиленовые муфты на 32 – 6 шт.
- Полипропиленовая труба PN20 – 250 мм.
- Шпилька М8 – 1 шт.
- Шпилька М12 – 1 шт.
- Гайки М8.
- Пружина для натяжного рычага.
- Уголок № 5.0 для крепления двигателя к раме.
- Двигатель от стиральной машины.
Рычаг натяжного ролика
Изготовление рычага несложное, достаточно посмотреть на фото и сборочный чертеж, сразу становится все понятно.
Обратите внимание на возможность регулировки. Она поможет компенсировать возможные неточности в процессе сварки рычага к основанию гриндера.
Мнение эксперта
Стребиж Виктор Федорович, ведущий мастер строительных работ
Для самостоятельного склеивания ленты потребуется клей, наждачная бумага двух соседних типов по уровню зернистости, и кусок ткани. Если же вы хотите что-то уточнить, обращайтесь ко мне!
Гриндер из шлифмашинки
Один из самых простых вариантов ленточно-шлифовального станка – фиксация в деревянной или металлической конструкции шлифмашинки. Для этого делается угловая основа. Снизу прорезается отверстие под кабель, и шлифмашинка крепко фиксируется к вертикальной стенке основы. Остается сделать рабочий столик и все, можно приступать к заточке.
Для самостоятельного склеивания ленты потребуется клей, наждачная бумага двух «соседних» типов по уровню зернистости, и кусок ткани.
Необходимо более зернистую наждачную бумагу нарезать на полосы нужной длины и ширины. Затем зачистить абразивный слой с обеих сторон на 2-3 см. На клей к зачищенным краям приклеить кусок ткани и дать высохнуть. Из более мелкой наждачки вырезаем «заплатку» и приклеиваем на ткань.
Как сделать ролики для гриндера — Ручнаяя мастерская
Обратите внимание на возможность регулировки. Она поможет компенсировать возможные неточности в процессе сварки рычага к основанию гриндера.
Мнение эксперта
Стребиж Виктор Федорович, ведущий мастер строительных работ
При самостоятельной сборке гриндера важно расположить ролики строго перпендикулярно над друг другом, чтобы избежать перекосов ленты, что может привести к её обрывам. Если же вы хотите что-то уточнить, обращайтесь ко мне!
Гриндеры от Чапая
В настоящее время в литературе и на просторах интернета предлагается большое количество конструкций ленточных шлифовальных инструментов. Отдельные из них признаются более удачными, другие сложны в реализации.
Одними из удачных разработок признаются конструкции гриндеров от Чапая. Разработчик Андрей Чапай предлагает профессиональные инструменты и версии для домашней мастерской. Одним из существенных преимуществ этих моделей является широкий диапазон изменения углов обработки. Для решения этой задачи автором была предложена оригинальная конструкция поворотного стола. Такая конструкция легла в основу всех гриндеров профессиональной линейки. К ним относятся: ГЧ 10, ГЧ 12 и ГЧ 16. Они получили достаточно высокую оценку среди специалистов. Для расширения функциональных возможностей автор снабдил свои изделия устройством для крепления диска. Поворотная станина собранная из двух металлических листов толщиной в 12 миллиметров обеспечивает высокую надёжность работы всего инструмента.
Кроме профессиональных вариантов Чапай разработал мобильные версии (ГЧ610-63 и ГЧ610-71). Они удобны в работе и демонстрируют хорошие потребительские характеристики.
Гриндер своими руками в домашних условиях: как сделать
- Продумать конструкцию устройства и сделать чертежи. Исходя их конструкционных особенностей вашей модели, станет понятно, что потребуется для сборки. Прорабатываю конструкцию, желательно предусмотреть возможность шлифовки деталей как в вертикальном, так и горизонтальном направлениях.
- Приготовить ручной электроинструмент: лобзик, ШМУ, дрель.
- Договориться с токарем, для выточки отдельных деталей. Или сам токарный станок.
Как склеить ленту для гриндера своими руками и особые к ней требования
Разрабатывая самодельный гриндер своими руками, лучше предусмотреть использование ленты из наждака стандартных размеров. Стандартные размеры – это длина в 1830, 1600, 1230, 915 и 610 мм и ширина 100 и 50 мм. Тогда не придётся ломать голову, как сделать ленту для гриндера своими руками. Лента, самодельная или заводская, должна соответствовать следующим требованиям:
- эластичная основа из ткани;
- высокая способность выдерживать угловые скорости;
- абразивная стойкость;
- возможность удлинения без нарушения целостности на 10-15%;
- минимальный нагрев при длительной работе.
Совет! Не используйте для своего самодельного инструмента ленты длиной больше 1230 мм, для них придётся увеличивать габариты конструкции, а это выдвигает дополнительные требования к её размещению.
Изготавливая ленту самостоятельно, старайтесь не делать больше одного стыка. Все места склейки в процессе шлифовки растягиваются, и лента ослабевает
- Вырежьте из листа наждака полосу нужной длины и ширины. Края ленты сделайте разрезом наискосок.
- Соедините края и предварительно склейте их с абразивной стороны малярным скотчем.
- Зафиксируйте срез несколькими каплями суперклея.
- Обработайте клеем место среза и кусок шёлковой ленты, прижмите поверхности друг к другу.
- Оберните место склейки бумагой и зафиксируйте его прессом на ночь.
Перед тем как использовать ленту на ленточной шлифмашине, дайте ей немного отвисеться с небольшой нагрузкой
Мнение эксперта
Стребиж Виктор Федорович, ведущий мастер строительных работ
Отмечаем карандашом с помощью приспособления для центровки квадратных заготовок середины половинок прямоугольных фрагментов и намечаем найденные центры кернером. Если же вы хотите что-то уточнить, обращайтесь ко мне!
Виды шкивов
За тысячелетия применения конструкторы разработали множество конструкций шкивов ременных передач. Их классификация проводится по различным признакам.
По типу применяемого ремня различают:
Клиновидные
Самый распространенный вид изделия. Применяются с клиновидными ремнями. Боковые щеки дают дополнительную площадь зацепления, увеличивая возможности передачи по крутящему моменту и скорости вращения.
Наклон канавки обязательно указывается на чертеже детали.
Для того, чтобы снизить габариты передачи или повысить ее мощность, параллельно запускают несколько ручьев. Такие шкивы называются многоручьевыми, они имеют соответствующее количество канавок. Иногда на такой шкив надевают единый ремень с несколькими клиновидными выступами. Это поликлиновая передача.
На чертеже допустимо дать подробно изображение одной канавки и указать их количество. Детализация остальных на чертеже не требуется
При аварийном превышении допустимой нагрузки начинается проскальзывание, защищающее оборудование от повреждения.
Клиноременные передачи позволяют передавать наибольший крутящий момент.
Зубчатые
На внутренней поверхности ремня имеются зубчатые выступы, соответствующие их по шагу зубья сделаны и на поверхности обода. Зубчатоременные пары не проскальзывают и могут передавать больший крутящий момент. Они отличаются также точностью передачи углового положения вала, поэтому применяются в газораспределительных механизмах двигателей внутреннего сгорания. Оборотной стороной является отсутствие защитной функции от перегрузок. Обод изготавливается путем фрезерования. Встречается и изготовление методом обкатки. На чертеже детали обязательно следует указать точные параметры зуба, его шаг, высоту, профиль.
Плоскоременные
Классическая конструкция, применявшаяся в самых первых передачах. Гасит вибрацию и динамические нагрузки от ведущего вала. Отличаются низкой шумностью, ограниченным моментом и скоростью вращения.
С помощью дополнительных роликов можно связывать ведомые и ведущие валы, находящиеся в разных плоскостях, не соосные, изменять направление вращения. Таким образом можно заменить карданные и червячные передачи. Чертеж такого изделия наиболее простой, однако на нем следует указать радиусы сопряжения обода и щечек, если они предусмотрены. Иногда щек не предусматривают, а профиль обода делают выпуклым. В этом случае на чертеже следует указывать его радиус.
Круглоременные
Проточка в ободе имеет полукруглый профиль. Такие ременные передачи используют при небольших предаваемых моментах и скоростях вращения. Они также позволяют изменят направление вращения и связывать оси, находящиеся в разных плоскостях. На чертежах таких деталей указывается лишь радиус проточки канавки.
Вариаторные
Это наиболее сложные по конструкции устройства. обод выполнен в виде конуса с конической перемещающейся щекой. Клиноременное кольцо имеет возможность перемещаться по конусу в осевом направлении, с меньшего радиуса на больший. Второй шкив имеет обратную конусность, и привод при этом на нем перемещается с меньшего радиуса на больший. При этом передаточное число передачи меняется. Щеки обеих шкивов могут двигаться и в обратном направлении, меняя передаточное число в обратную сторону.
Преимущество конструкции заключается в том, что передаточное число можно менять без остановки вращения и не снимая с привода нагрузки. По чертежу бывает сложно понять принцип действия устройства. Трехмерное моделирование позволяет дополнять модели кинематическими симуляциями, наглядно демонстрирующими взаимодействие деталей механизма.
Источник
Процесс изготовления роликов для гриндера
Раскраиваем на циркулярной пиле многослойную фанеру на шесть прямоугольных фрагментов, у которых длинная сторона точно в два раза больше меньшей стороны.
Отмечаем карандашом с помощью приспособления для центровки квадратных заготовок середины половинок прямоугольных фрагментов и намечаем найденные центры кернером.
Выполняем на сверлильном станке сверлом Форстнера глухие отверстия под шариковые подшипники.
Затем корончатым сверлом большего диаметра из каждого прямоугольного фрагмента получаем по две круглых диска.
В глухие отверстия заподлицо впрессовываем, пользуясь молотком и куском многослойной фанеры, закрытые шариковые подшипники.
Выполняем во всех дисках по центру сквозные отверстия сверлом диаметром, соответствующим размеру внутреннего кольца подшипников.
На болт с шайбой нанизываем три круглых диска, используя клей. Сверху укладываем широкую шайбу и гаечными ключами стягиваем блок и оставляем его до отвердения клея.
Далее откручиваем гайку и удаляем стягивающий болт. Теперь в нашем распоряжении находятся три моноблока с впрессованными в крайние диски подшипниками.
Используя маятниковую пилу, от пластиковой трубы нужного диаметра отрезаем три куска, по длине равных высоте моноблоков из трех дисков, выполненных из многослойной фанеры.
Обтачиваем боковые поверхности моноблоков, закрепив их в патроне сверлильного станка, вначале обдирочным напильником, затем наждачной бумагой, под внутренний диаметр кусков пластиковой трубы, контролируя обточку штангенциркулем.
Мнение эксперта
Стребиж Виктор Федорович, ведущий мастер строительных работ
Работу будем выполнять с помощью следующих инструментов и приспособлений циркулярной, дисковой и лобзиковой пилы, сверлильного и токарного станка, напильника и наждачной бумаги, молотка и гаечных ключей, приспособления для центровки квадратов и т. Если же вы хотите что-то уточнить, обращайтесь ко мне!
Общая конструкция и устройство самодельного агрегата
При проектировании самодельного станка для токарных работ можно рассмотреть два варианта конструкций: с электроприводом и без электродвигателя. Несмотря на древность метода обработки древесины с помощью мускулатуры человека, этот вариант имеет право на существование в условиях, когда необходимо обработать древесину, но возможности использовать электричество нет.
Основными конструктивными элементами токарного станка перечислены ниже.
Станина
Станина представляет собой раму всего механизма. Именно от надежности станины зависит безопасность мастера и качество будущего изделия.
Привод: ротор двигателя или педаль для ножного привода.
Передняя бабка
Передняя бабка — патрон для зажима изделия и последующего его вращения. На нее через шестеренчатую передачу передается, шкивы или ремень передается вращение от двигателя. На конце бабки установлен шпиндель с планшайбой для фиксации изделия.
Задняя бабка
Задняя бабка нужна для дополнительной фиксации заготовки, что поможет повысить точность соблюдения оси вращения и избежать лишних вибраций. Она представляет собой свободно вращающееся острее, которое можно передвигать вдоль оси вращения изделия, для регулировки расстояния между бабками.
Подручник
Подручник необходим для опоры стамески во время обработки древесины. Без подставки под ручной инструмент невозможно соблюдать высокую точность попадания острия лезвия в эскизные линии и крайне сложно регулировать силу нажатия резца.