Встретить кованые изделия можно в различных сферах жизни человека. Оконные решётки, ограждения, фонари, садовая мебель и другие изделия, сделанные в процессе ковки, смотрятся изысканно и привлекают взгляды прохожих. Даже при развитии самодельных технологий, ковка металла не отошла на второй план. Она продолжает набирать популярность с новой силой.
Кованные ворота
Интересно о ковке металла
Интересный факт, одна из самых распространенных фамилий в мире произошла от кузнечного дела. Это Кузнецов в России, во Франции – Ферран, в Британии – Смит. Это говорит о распространенности этого ремесла по всему миру.
Кузнечное дело
Основой слова коварство, является глагол ковать. Дело в том, что многие народы и племена считали кузнечное дело малопонятным и покрытым тайной. Коварь (кузнец) изготавливает ковы, вяжет путы, так со временем существительное коварство обозначало мудрость, навыки, умение. Со временем, оно стало означать злобные планы и умыслы. Одновременно появились и словосочетания ковать свое счастье и ковать свою судьбу, носящие позитивный смысл.
Во время массовой унификации производства и применения такого оборудования, как прокатное, штамповочное, использование компьютерного управления практически вытеснило кузнечное дело из тяжелой индустрии, но оно осталось и пользуется популярностью и дизайнеров и специалистов по проектированию интерьеров. Современные кузнецы изготавливают продукцию, которая применяется при создании ограждений, лестниц, архитектурного оформления зданий и пр.
Прокатное оборудование для холодной ковки
Горячая штамповка
Но наш век, привел к тому, что проектирование кованых изделий выполняют на специальных конструкторских 3D программах, предназначенных для разработки деталей различного назначения.
Свободную ковку применяют ко множеству металлов. С помощью этой операции выполняют и предметы обихода, и предметы, представляющие собой художественную ценность. Кстати, этот способ обработки металла применяют и в ювелирном деле. В самом деле, самый ковкий металл – это золото. Оно обладает пластичностью, текучестью, тягучестью и многими другими свойствами, позволяющие получать из него бесценные изделия.
Ковка ювелирных изделий
На практике применяют два основных вида ковки – горячую и холодную.
Чистка кованых изделий
Обычно кованые изделия покрываются краской. После образования ржавчины на краске остаются следы. В большинстве случаев старую краску и ржавчину можно снять с помощью пескоструйной очистки. Однако прибегать к этому способу сразу не стоит, поскольку такая очистка повредит вторичную окалину, образующуюся при прокатке железа. Повреждать и тем более удалять ее нельзя, в противном случае кованое изделие начнет быстро разрушаться.
Поэтому во всех возможных случаях специалисты рекомендуют химическую очистку кованых изделий от старой краски с последующей паровой очисткой от химических реагентов. Таким образом, кованое изделие предстанет перед вами в первозданном виде, так как оно выглядело изначально до первой покраски. От ржавчины обычно избавляются с помощью тепловой обработки изделия, она не распространяется дальше, если металл прокалить. При расширении металла ржавчина осыпается, и ее легко удалить. Кроме того, если кованое изделие раскалить до красна, оно покроется защитной пленкой, подобной вторичной окалине. Очень часто детали кованого изделия со следами ржавчины нуждаются в прокаливании как в одном из этапов восстановительной процедуры.
Внимание: кованые изделия нередко покрываются красками, содержащими свинец (до 75%). При очистке кованых изделий от красок такого типа с помощью пескоструйного метода, необходимо соблюдать соответствующие меры безопасности.
Горячий метод ковки
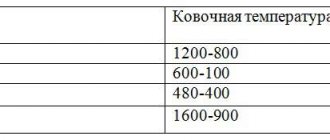
Как уже отмечалось выполнение горячей ковки, возможно, при нагреве металла до температур, при которых он изменяет свои прочностные характеристики и приобретает пластичность, которая позволяет его относительно легко обрабатывать, используя ударный инструмент и различные приспособления. Горячая обработка металла предполагает использование некоторых технологий обработки металла, позволяющих разнообразить готовые изделия.
Между тем нагрев металла имеет и определенные недостатки. Во-первых, нагрев металла, подразумевает то, что в мастерской должен быть установлен кузнечный горн или муфельная печь. Надо сразу отметить, что наличие такого оборудования подразумевает наличие расходов на его обслуживание и на топливо. Во-вторых, использование открытого огня – это небезопасное занятие и требует от мастера соблюдения повышенных мер безопасности. В-третьих, горячая ковка требует того, чтобы мастер обладал определенными знаниями и навыками в части температурных параметров металла.
Пробивка отверстий, гибка и закручивание
Чтобы проделать отверстие в металлической заготовке, его необходимо пробить. Эта манипуляция производится в условиях высокой температуры. На участок, в котором планируется отверстие, монтируется бородок (пробойник), затем наносятся удары такой силы, чтобы пробойник вошел на 75 процентов толщины заготовки.
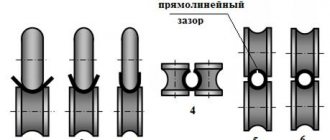
Пробивка отверстия в изделии: 1. Предварительная пробивка. 2. Переворот заготовки. 3. Окончательная пробивка.
Часть заготовки, где будет делаться отверстие, нужно положить на наковальню четко над ее круглым отверстием. Если оно не подходит по размеру (очень мало), тогда применяют отверстие в форме квадрата. После первых ударов под пробойником в нижнем слое заготовки наблюдается выпучивание. После этого изделие передвигается на лицевую сторону наковальни, при этом пробойник не вынимается, и производится небольшой силы удар по пробойнику. На выпуклом месте должен остаться четкий след того участка, в котором нужно установить пробойник для второго раза. Пробойник извлекается, затем изделие переворачивается и остуженный водой пробойник устанавливается точно на возвышение над отверстием, полученным после первых ударов. Необходимо учесть, что для этой работы нужно, чтобы у пробойника была конусообразная рабочая часть. Получаемое отверстие по размеру немного меньше диаметра пробойника. После этого в дырочку монтируют оправку такого же диаметра.
Гибка изделия под прямым углом: 1. На наковальне. 2. На образной оправке. 3. На скобе. 4. На выступе. 5. На вилке. 6. На плите со съемными штырями.
Чтобы полученное отверстие в заготовке имело форму квадрата, применяют нижнюю часть подкладки, удерживающей квадрат во время удара. Для формирования отверстия большого сечения используют рог наковальни: изделие прорубается, разводится самой большой оправкой, нагретое насаживается на рог наковальни и проковывается ручником.
При формировании отверстий могут применять секач, лезвие которого будет не прямым, а выгнутым.
Гибка поковки производится затем, чтобы придать изделию изогнутые очертания. Гибка толстых слоев металла подразумевает искривление исходной формы и величины поперечного сечения в области изгиба, тогда как при изгибании тонких заготовок этим можно пренебречь. Для устранения утяжки и искривления формы нужно перед тем, как начинать гибку, сделать осадку рабочей области. Заготовка будет утягиваться тем больше, чем меньше радиус закругления и чем больше угол сгиба. Посредством правки устранить утяжку нельзя, но можно вернуть путем проглаживания и правки исходную форму поперечного сечения.
Есть несколько типов гибки поковки:
- Гибка изделия по радиусу: 1. На роге наковальни. 2. В приспособлении. 3. В вилке. 4. В вилке (с молотом). 5.На радиусной вставке. 6. На спирали с приподнятой центральной частью. 7. На оправке. 8. На клине.
Гибка под прямым углом с отсутствующим радиусом округления; выполняется в тисках. Нагретый металл сгибается на наковальне, зажимается тисами, затем происходит удар по торцу заготовки. В области сгиба наблюдается осадка материала (уплотнение), запас которого понадобится для выправления сгиба. - Гибка с углом. Проводится на ребре наковальни с нагретой областью сгиба. Металл монтируется таким образом, чтобы предполагаемое на нем ребро гибки соотносилось с лицевым ребром наковальни, после чего сверху прижимается кувалдой. Бьют ручником не по задней части изделия, а поближе к ребру.
Операция закручивания предназначена для того, чтобы развернуть один фрагмент заготовки относительно другого вокруг одной оси.
Возможны два способа закручивания:
- Фрагмент изделия закручивается на угол до 180 градусов. Операция проводится на роге наковальни на шпераке при помощи ручника. Если заготовки имеют незначительный размер — при помощи круглогубцев.
- Фрагмент заготовки закручивается несколько раз на 360 градусов. Относительно тонкие изделия закручиваются парой кузнецов: они вращают заготовку в противоположные стороны, захватив ее с обоих концов клещами. Для закручивания толстых изделий применяются вороток и тиски. Вилкой удобно фиксировать широкие ленты поковки.
В процессе скручивания металл должен нагреваться до температуры ярко-красного каления, иначе операция потребует гораздо больше усилий от мастера, а само изделие может деформироваться.
Ручная ковка
Ручная ковка металла должна выполняться в специально оснащенной мастерской. В перечень оснащения входит следующее оборудование и устройства:
- горн или муфельная печь;
- система отвода воздуха;
Наковальня, представляющая собой солидных размеров (до 250 кг весом) металлическую чушку, которая может обладать такими технологическими приспособлениями, как рога, калиброванные отверстия. Для ее изготовления применяют сталь 45Л.
На наковальне может быть выполнена ковка металла своими руками и придание нагретым заготовкам необходимых форм и размеров.
Кроме того, на поверхности наковальни существует возможность ковки листа.
Сборка кованых изделий
Чаще всего кованые изделия начинают подвергаться коррозии из-за постоянного скопления воды на горизонтальных поверхностях, в местах сгибов и в углублениях, а также на поверхностях, контактирующих с растениями. Если полностью исключить попадание воды на кованое изделие, оно может просуществовать вечность. После сборки кованого изделия места стыков и соединений необходимо покрыть краской также как и все видимые поверхности. В качестве присадочного материала рекомендуется использовать водостойкую, но клейкую силиконовую смолу. Кроме того, свинцовосуриковая замазка является традиционным присадочным материалом, и если ее хорошо заизолировать краской, она долго прослужит. Стыковые углубления можно заполнить эпоксидной смолой или дегтем, которые летом будут плавиться и еще лучше сцепляться с металлом. Раньше для этого часто использовали расплавленный свинец, но он плохо сцепляется с железом, в результате чего вода проникает в стык, и ситуация только усугубляется.
Холодный метод ковки
Большая часть работ холодной ковки выполняется на специально спроектированном для этих целей оборудовании. Можно назвать определенный перечень оборудования, который применяют для холодной обработки металла. Как правило, такое оборудование показывает свою эффективность при выполнении больших объемов работ при архитектурном оформлении зданий и сооружений.
Среди оборудования, применяемого при получении изделий холодной ковкой можно назвать следующее:
- торсионный, с его помощью выполняют кручение прутка вдоль оси;
- волновой, на нем выполняют различные волнообразные детали.
Всего парк оборудования для холодной ковки насчитывает порядка десятка единиц. Некоторые работают от мускульной силы оператора, некоторые от электрического привода. Некоторые умельцы занимаются самостоятельным изготовлением подобного оборудования.
Виды кузнечных работ
Ковку выполняют с помощью ручных или механических ударных инструментов, это может быть, кувалда или пресс, который может работать от электрического, пневматического или гидравлического привода.
Ковка и штамповка обеспечивают получение деталей, которые имеют разные габаритно-весовые параметры и форму.
Использование ковки приводит к повышению механических параметров стали и оптимизирует его внутреннюю структуру. Именно поэтому ответственные детали, например, шатуны, производят применяя свободную ковку или штамповку. Ковку можно разделить на следующие типы — ручную и машинную. Для первой применяют ручной ударный инструмент (молот, кувалда и пр.) все работы по обработке металла выполняют на наковальне. Второй тип ковки выполняют на кузнечном оборудовании, оснащенными молотом и пр. При машинной обработке тяжелые и объемные заготовки обрабатываются под прессовым оборудованием, а менее размерные, и с меньшим весом обрабатывают на молоте.
Обработку металла с помощью ударов можно разделить на свободную ковку и обработку в штампах. Свободная ковка подразумевает то, что заготовку сжимают между прессом и основанием. Формирование готовой детали происходит за счет вспомогательного инструмента, которые применяет кузнец.
Кузнечные работы
При штамповке, металл приобретает форму и размеры в пределах инструментального штампа. Для изготовления отдельной детали необходимо изготавливать новый штамп. По сути, ковка и штамповка – это промежуточные технологические операции, которые приводят к получению заготовок, которые в дальнейшем будут проходить через дополнительную обработку, например, фрезеровку или сварку.
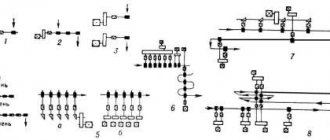
Виды современного кузнечного оборудования
В промышленности широко применяют множество кузнечно-штамповочного оборудования. Его можно классифицировать по следующим параметрам:
- по температуре обрабатываемой заготовки. Для этой операции применяют ковочные машины, оборудование для горячей и холодной штамповки как плоской, так и объемной;
- по операциям, выполняемым на оборудовании. Разделяют заготовительное, основное и финишное КШО;
- по методу подачи и удаления готовых изделий из рабочего пространства КШО. На практике применяют оборудование, на котором все эти операции выполняют вручную, в полу- и автоматическом режиме.
- по виду привода. Прессы и штамповочные машины работают от электричества, сжатого воздуха, гидравлики и пр.
- по ключевому параметру. Как правило – это номинальное усилие, создаваемое прессом или рабочий момент.