О чем статья:
РДС сварка переменным током и её недостатки
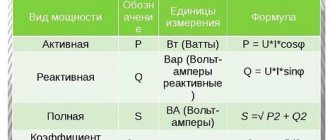
Качество сварных швов и сам процесс сварки во многом зависит от характеристик сварочного тока. Простые модели аппаратов варят переменным током. Однако сегодня в продаже есть и более современное оборудование, которое можно переключать с постоянки на переменку.
Для того чтобы разобраться, какими плюсами и минусами обладают аппараты, работающие на переменном токе, нужно сравнить их с оборудованием, для работы которого используется постоянное напряжение.
В этой статье:
Но в сварочных агрегатах, генерирующих постоянный и переменный ток, внутри происходят разные физические процессы, определяющие характеристики сварочной дуги. Природа тока при этом тоже отличается.
- Что такое переменный ток
. В переменном токе есть частота или колебания. В бытовой сети — это 50 Гц. Это означает, что движущиеся хаотично электроны, перемещающиеся по синусоиде, способны поменять свое направление до 100 раз в секунду (2 раза за цикл). Аппараты, работающие на переменном токе обозначаются как AC (alternating current). - Что такое постоянный ток
. В постоянном токе электроны (отрицательно заряженные частицы, движущиеся от минуса к плюсу) перемещаются только в одном направлении. Движение не хаотичное, а упорядоченное. Здесь нет колебаний (частот), напряжение более стабильно. Сварочные аппараты, работающие на постоянном токе обозначаются как DC (direct current).
Что такое полярность?
Говоря о постоянном токе, стоит упомянуть о полярности. Полярность — это направление движения отрицательно заряженных частиц. В физике они всегда движутся от клеммы минуса к клемме плюса. У переменного тока такой четко заданной направленности нет.
В сварочных аппаратах, работающих на постоянном токе, сварщик может выбрать, в какое гнездо установить разъем держателя (горелки), а в какой кабель массы. Поскольку электроны всегда движутся от минуса к плюсу, в каждом случае сварочный ток получит определенные свойства.
При прямой полярности (держатель на минус, а масса на плюс) отрицательно заряженные частицы перемещаются от держателя к изделию. Это содействует:
- скорейшему прогреву металла;
- повышает глубину проплавления;
- экономит расход покрытого электрода.
Прямая полярность актуальна для сварки толстых сталей.
Обратная полярность подразумевает подключение держателя к плюсу, а кабеля массы к минусу. Это запускает электроны в обратном порядке — тепло концентрируется не на изделии, а на кончике электрода, снижая тепловложение на изделии. Обратная полярность применяется при сварке тонких листов железа, чтобы избежать прожогов. Но использование обратной полярности ведет к перегреву кончика электрода и его ускоренному плавлению.
Схема инвертора напряжения
Наиболее распространённая схема инвертора напряжения состоит из четырех IGBT транзисторов VT1…VT4, включенных по схеме моста, и четырех обратных диодов, обозначенных VD1…VD4, параллельно соединенных с управляемыми полупроводниковыми ключами во встречном направлении. Преобразователь питает активно-индуктивную нагрузку. Именно она является самой распространенной, поэтому была взята за основу.
Входные клеммы инвертора подключаются к Uип. Если таким источником служит диодный выпрямитель, то выход его обязательно шунтируется конденсатором C.
В силовой электронике наибольшее применение нашли транзисторы с изолированным затвором IGBT (именно они показаны на схеме) и GTO, IGCT тиристоры. При оперировании меньшими мощностями вне конкуренции полевые транзисторы MOSFET.
В момент времени t1 открываются VT1 и VT4, а VT2 и VT3 – закрыты. Образуется единственный путь для протекания тока через нагрузку: «+» Uип – VT1 – нагрузка RнLн – VT4 – «-» Uип. Таким образом, на интервале времени t1 ‑ t2 создается замкнутая цепь для протекания iн в соответствующем направлении.
Режим работы схемы
Для изменения направления iн снимаются управляющие импульсы с баз VT1 и VT4 и подаются сигналы на открытие второго и третьего VT2,3. В точке t2 на оси времени t, первый и четвертый VT1,4 закрыты, а второй и третий – открыты. Однако, поскольку нагрузка активно-индуктивная, то iн не может мгновенно изменить направление на противоположное. Этому будет препятствовать энергия, запасенная на индуктивности Lн. Поэтому он будет сохранять прежнее направление до тех пор, пока не рассеется все энергия, запасенная на индуктивности в виде магнитного поля, равная Wм = (Lн∙i2)/2.
В связи с этим, на отрезке времени t2 – t3 ток будет протекать через диоды VD2 и VD3, сохраняя прежнее направление на RнLн, но пройдет в обратном направлении через Uипили конденсатор C, если источником энергии является диодный выпрямитель. Поэтому следует обязательно установить конденсатор C, если преобразователь подключен к диодному выпрямителю. Иначе прервется путь протекания iн, в результате чего возникнут сильное перенапряжение, которое может повредить изоляцию потребителя и выведет из строя полупроводниковые приборы.
В момент времени t3 вся запасенная на индуктивности энергия снизится до нуля. Начиная с момента t3 до момента t4 под действием приложенного Uип через открытые полупроводниковые ключи VT2 и VT3 будет протекать iн через LнRн уже в другую сторону.
В точке t4, расположенной на оси времени t, снимается управляющий сигнал с VT1,3, а VT1 и VT4 открываются. Однако iн продолжает протекать в ту же сторону, пока не расходуется энергия, запасенная в индуктивности. Это будет происходить на интервале времени t4 – t5.
Работа схемы
Начиная с момента t5 iн изменить направление и потечет от Uип через LнRн по пути через VT1 и VT4. Далее все процессы, протекающие в электрической цепи, будут повторяться. На LнRн форма напряжения будет прямоугольной, но ток на активно-индуктивной нагрузке будет иметь пилообразную форму за счет наличия индуктивности, которая не позволяет ему мгновенно вырасти и снизиться. Если потребитель имеет чисто активный характер (индуктивность и емкость практически равны нулю), то формы iн и uн будет в виде прямоугольников.
Поскольку VT1…VT4 попарно открывались на всей протяженности соответствующих полупериодов, то на выходе преобразователя формировалось максимально возможное uн, поэтому через LнRн протекал iн максимальной величины. Однако часто требуется обеспечить плавное нарастание мощности на потребителе, например для постепенного увеличения яркости освещения или частоты вращения вала двигателя.
Следует пояснить, что сигналы, поступающие из системы управления СУ, подаются не сразу на базы полупроводниковых ключей, а посредством драйвера. Так как современные СУ построены на безе микроконтроллеров, которые выдают маломощные сигналы, не способные открыть IGBT, то для увеличения мощности открывающего импульса применяется промежуточное звено – драйвер. Кроме того на часто драйвер выполняет множество дополнительных функций – защищает транзистор от короткого замыкания, перегрева и т.п.
Какие аппараты какой ток вырабатывают
Теперь рассмотрим, какие сварочные аппараты вырабатывают переменный или постоянный сварочный ток.
Трансформаторы
Выпрямители
Инверторы
Именно трансформаторы вырабатывают переменный ток для сварки. Для этого в их конструкции используется две обмотки — первичная и вторичная. Они наматываются на стальной сердечник, который значительно утяжеляет массу аппарата. Переменный ток из бытовой сети 220 V или трехфазной 380 V поступает на первичную обмотку. За счет большого количества витков возникает электромагнитное поле с концентрацией на сердечнике. На вторичную обмотку подается уже сниженное напряжение около 70-90 V и увеличенная сила тока до 160-300 А, в зависимости от количества витков обмотки трансформатора.
Трансформаторы используются только для РДС сварки покрытыми электродами. В зависимости от мощности сварочного тока определяется толщина проплавляемого металла.
Сварочные выпрямители содержат внутри две обмотки трансформатора, но дополнены блоком выпрямления, преобразовывающим переменный ток в постоянный. Чаще всего преобразователи рассчитаны на сеть 380 V, чтобы равномерно нагружать фазы питания.
Выпрямители используются на производствах и в мастерских, где требуется качественный провар толстых металлов 5-20 мм. Но за счет массивной конструкции занимают много места. Часто комплектуются колесами для перемещения по цеху. Чтобы подать их на высоту, предусмотрены петли под крюк крана или тельфера.
Инверторы бывают на 220 и 380 V. У них входящий переменный ток с частотой 50 Гц выпрямляется и сглаживается при помощи фильтра. Затем ток возвращается снова в переменный, но его частота значительно возрастает и составляет 20-50 кГц. Есть модели, способные вывести частоту до 100 кГц. После этого ток снова преобразовывается в постоянный и фильтруется.
Такой процесс обеспечивает чрезвычайно ровный ток, содействующий стабильному горению дуги и высокому качеству шва. Инверторные аппараты применяются при сварке ММА, MIG, TIG. Благодаря компактности внутренних узлов некоторые инверторы весят всего 3-4 кг. Большинство бытовых моделей для РДС не превышает по массе 10 кг. Но есть и промышленные версии с силой тока 400-500 А и весом 30-50 кг.
Большинство инверторных аппаратов работают только с постоянным током, но есть профессиональные версии AC/DC, способные переключаться на переменный ток. Это расширяет их возможности применения.
Трансформатор КаВик ТДМ-252 AL
Быстрый просмотр
Выпрямитель ЭСВА ВС-300Б
Быстрый просмотр
Инвертор БАРСВЕЛД Profi TIG-217
Быстрый просмотр
Сварочные инверторы
Отдельно стоит выделить специальные инверторы, которые позволяют значительно повысить эффективность работы сварочного аппарата и быстро соединить две металлические детали без усилий и сделать конструкцию надежной. Эти инверторы обладают множеством преимуществ:
- Отличаются высокой мощностью и производительностью.
- Надежность и долговечность сварных швов.
- Возможность выбрать компактную модель и переносить ее в место, где человек будет работать.
- Высокий КПД, составляющий почти 90%. Этот показатель гораздо выше, чем у обычных трансформаторов.
- Умеренное расходование электрической энергии и экономичность.
- Во время работы сварочного аппарата брызги металла отделяются в меньшем количестве, что позволяет экономить не только электроэнергию.
- Возможность регулировать подачу тока, делая ее плавной.
- Сварщик может выполнять работу по металлу даже при отсутствии большого опыта в этой сфере.
Универсальность устройства позволяет использовать его в разных областях, а возможность выбрать лучшую модель по соотношению цены и качества считается одним из важных преимуществ.
Разница между сваркой переменным и постоянным током
Понимая отличия переменного и постоянного тока, а также особенности сварочных аппаратов, вырабатывающие их, рассмотрим разницу в сварке.
Сварка переменным током
Сварка постоянным током
Дуга на переменном токе горит менее стабильно, возможно случайное затухание при небольшом изменении зазора между электродом и изделием. Присутствует характерный треск. Манипулировать дугой сложнее, порой она «гуляет», труднее задавать форму шва.
При сварке на переменном токе присутствует разбрызгивание металла, дуга «плюется». Электроды на переменном токе расходуются быстрее. Во время выполнения потолочных и вертикальных швов перенос присадочного металла осложняется, некоторая его часть скапывает под действием силы тяжести вниз.
Но сварочные аппараты, работающие на переменном токе, стоят дешевле выпрямителей и инверторов. У них простейшая конструкция и внутренние узлы, которые легко переносят суровые условия на стройке, в гараже, цеху. Ломаться здесь практически нечему — может только сгореть обмотка от перегрева. Если не перегревать трансформатор, то он будет служить долгие годы.
Аппараты не боятся пыли, а регулировка силы тока осуществляется приближением или отдалением первичной обмотки от вторичной. Все элементы простые и надежные, оборудование имеет повышенную ремонтопригодность с низкой стоимостью комплектующих.
Сварка на постоянном токе отличается стабильной дугой, шов вести легче, контролируя чешуйчатость, ширину и высоту валика. Дуга не трещит, а шелестит. Жидкий металл разбрызгивается меньше, капля лучше переносится на изделие. Постоянный ток более удобен для сварки не только в нижнем, но и в вертикальном и в потолочном положении.
Когда входящее напряжение «скачет», аппараты с постоянным током теряют только силу рабочего тока, но дуга остается стабильной. Качество шва уже не зависит на 100% от опытности сварщика, а обеспечивается лучшими характеристиками сварочного тока.
Но инверторы стоят дороже, чем трансформаторы. У них более сложное внутреннее оснащение и дорогостоящий ремонт. Инверторные сварочные аппараты чувствительны к пыли и ударам, тряске. При использовании на стройке или в цеху следует быть осторожным, а также регулярно продувать внутренние схемы от пыли.
Инверторы с чистым синусом
Инверторы с чистым синусом позволяют подключать любые устройства, так как имеют на выходе правильную форму напряжения, что позволяет без риска выхода из строя подключать любое оборудование и устройства, поэтому чаще всего именно эти инверторы и используются в домах для организации резервного питания. К ним можно подключать насосы, энергозависимые котлы отопления с электроникой, современные холодильники и другую бытовую технику. Не оказывая негативного влияния на ее работу. Часто эти устройства совмещают в себе функции источника бесперебойного питания (ИБП) и инвертора. Т.е. при отключении центральной электросети, автоматически за доли секунд переводят работу подключенных к нему устройств на питание от аккумуляторных батарей. Не прерывая при этом работу подключенных устройств.
Области применения
Исходя из этого сравнения работы аппаратов с переменным и постоянным током можно сделать вывод, что трансформатор подойдет для периодической сварки неответственных конструкций из малоуглеродистых сталей. Желательно, чтобы сварка велась в нижнем положении. При этом у сварщика должна быть определенная квалификация, иначе швы будут очень плохими. Трансформатор «выживет» в строительных условиях, частых транспортировках, запыленных помещениях. Это оптимальный варит для дачи, гаража, чтобы сэкономить.
Источник видео: Виталий М
Но трансформаторы с переменным током могут пригодиться и для профессиональных задач. Например, при сварке покрытыми электродами алюминия или ржавого металла, который невозможно очистить. Они лучше инверторов, поскольку постоянное изменение направления движения электронов содействует разрушению оксида алюминия или загрязнений на поверхности. Постоянный ток на такое не способен (только в сочетании с импульсом)
Инверторы лучше подойдут для новичков, чтобы учиться варить. С ними легче работать во всех пространственных положениях, а также сваривать:
Изменение полярности поможет сварить тонкий металл 1-2 мм без прожогов. Но за инверторами требуется более тщательный уход и бережное обращение, иначе частые поломки дорого обойдутся.
Для профессиональной деятельности или частной мастерской лучше купить сварочные аппараты AC/DC. Переключаясь с переменного на постоянный ток, вы сможете качественно варить любые металлы и наслаждаться приятным шелестом электрической дуги.
Автомобильные инверторы
Преобразователи напряжения с модифицированной синусоидой (квази синус), их еще часто называют автомобильные инверторы, позволяют подключать не слишком точное оборудование, не имеющее электроники и схем управления, например дрель, болгарка, лампочки и другие устройства подобного рода. Они имеют достаточно низкий КПД и большое потребление тока на собственные нужды, и по большей части рассчитанные на непродолжительное время непрерывной работы.
Как определить?
Узнать это не так сложно. Для начала нужно повернуть батарею лицевой стороной к себе. Она находится со стороны расположения наклеек с характеристиками и логотипом. Также и полюсные выводы находятся ближе к лицевой стороне.
На многих аккумуляторах можно сразу увидеть знаки «+» и «−», которые точно указывают полярность контактов. Другие производители указывают информацию в маркировке или выделяют токовыводы цветом. Обычно плюс имеет красный цвет, а минус синий или черный.
В маркировке обратная полярность обозначается литерой «R» или «0», а прямая литерой – «L» или «1».
Полярность аккумулятора
Полярностью называют схему расположения токовыводящих элементов на верхней крышке или лицевой стороне аккумулятора. Другими словами, это положение плюса и минуса. Токовыводы также выполнены из свинца, как и пластины внутри.
Прямая и обратная полярности
Существуют две распространенные схемы расположения:
- прямая полярность;
- обратная полярность.
Прямая
В советский период все аккумуляторы отечественного производства были с прямой полярностью. Полюсные выводы располагаются по схеме – плюс (+) слева и минус (-) справа. Аккумуляторы с такой же схемой выпускаются и сейчас в России и на постсоветском пространстве. АКБ иностранного производства, которые сделаны в России, также имеют данную схему расположения выводов.
Обратная
На таких аккумуляторах слева расположен минус, а справа плюс. Данное расположение характерно для АКБ европейского производства и поэтому такую полярность часто называют «европолярностью».
Аккумуляторная батарея
Каких-то особых преимуществ разная схема положения не дает. Она не влияет на конструкцию и эксплуатационные особенности. Проблемы могут возникнуть при установке нового аккумулятора. Другая полярность заставит поменять положение батареи и длины провода может не хватить. Также водитель может просто перепутать контакты, что приведет к замыканию. Поэтому важно уже при покупке определиться с типом АКБ для своего автомобиля.
Особенности обратной полярности при сварке
Сварка металла при таком способе подключения оборудования имеет следующие характеристики:
- Шов сварочного соединения менее глубок по проникновению в металл, с более выраженной шириной;
- Метод наиболее подходит для соединения средних по толщине заготовок либо тонких листов металла;
- При операциях с толстыми заготовками наблюдается хрупкость шва под воздействием нагрузок;
- Для работы не подходят электроды, структура которых разрушается при перегреве;
- Электрическая дуга отличается меньшей стабильностью, особенно в режиме работы на низких токах, что ведет к неравномерности соединения;
- Осуществляя сварку высоколегированных сталей, необходимо строго выполнять технологический процесс рабочего цикла.
Основы техобслуживания
По своему устройству и принципам работы инвертор достаточно прост. Но примененные в нем электросхемы должны грамотно и вовремя обслужены.
Очищение аппарата от пылевой грязи должно войти у вас в привычку. Желательно, чтобы корпус регулярно протирался. Инвертор может поломаться, если пыль попадет через вентиляционные отверстия внутрь.
В сервисном центре сжатой воздушной струей могут полностью почистить аппарат от пыли.
Обязательно протирайте кабеля сварочного инструмента. Перед манипуляцией отключите его от сети энергоснабжения. Кабеля не стоит протирать влажной тканью. Избегайте заламывания проводов.
Эти не сложные меры ухода за инвертором стоит выполнять по интенсивности применения. Перед зимним хранением, все-таки имеет смысл отнести его в сервисный центр, а потом очищать от пыли один-два раза в месяц.
Виды инверторов на современном рынке
Сварочные инверторы, представленные на современном рынке, можно разделить на два основных типа.
Бытовые
Такое устройство, как бытовой инвертор, предназначено для выполнения периодических сварочных работ. Стоят эти аппараты недорого, но эксплуатировать их можно время от времени, для интенсивной ежедневной работы они не предназначены. Оптимальными такие инверторы являются в том случае, если вам иногда необходимо выполнять несложные и непродолжительные сварочные работы. Большинство подобных устройств производится в Китае.
Профессиональные
Такое оборудование предназначено для ежедневного многочасового использования, его конструкция изначально рассчитана на активную эксплуатацию. Стоимость этих инверторов, естественно, достаточно велика, но она адекватна их качественным характеристикам.
На рынке также представлены полупрофессиональные инверторные устройства, находящиеся по своим техническим характеристикам и стоимости между бытовым и профессиональным оборудованием. Кроме вышеперечисленных типов, существуют универсальные устройства, которые также называют комбинированными. Универсальность их состоит в том, что с их помощью можно выполнять сварку по различным технологиям. Такое инверторное оборудование из-за своей широкой функциональности также относится к категории профессионального.
Преимущества инверторного агрегата
Инверторы имеют небольшой вес и габариты, что очень важно при выполнении сварочных работ, вес аппарата всего 4-4,5 кг. Высокий КПД и электробезопасность, которая обеспечивается большим количеством схем защиты — перегрев, перегрузка или электрическое перенапряжение. Низкий уровень электропотребления, инверторы потребляют в 1,5-3 раза меньше, чем привычные сварочные аппараты. Такая особенность позволяет использовать агрегат даже при напряжении в сети в 180В
При включении он создает минимальные электромагнитные помехи в сети. Плавное и легкое управление силой тока. В итоге получаются качественные сварные швы, такой высокий результат достигается благодаря легкому зажиганию электрической дуги с ее устойчивым горением. В процессе работы не наблюдается большого разбрызгивания сварного металла. Можно использовать различные электроды. Есть система быстрого зажигания электродов — Hot Start.
Руководство пользователя
Не стоит забывать, что инверторный аппарат относится к электрической технике, поэтому должен правильно эксплуатироваться, обслуживаться и храниться.
Ниже приведены основные постулаты, которых нужно придерживаться. Тогда ваш инвертор прослужит длительное время.
Если же защита от пыли и воды будет высокая, то вы сможете применять его даже в поле.
Корпусы, всех без исключения, аппаратов оснащены сигнализирующими лампочками — световыми индикаторами. Следите за ними во время сварочных работ.
Если лампа загорается, то нужно прекратить работу до полного остывания сварочного устройства. Эта система предохраняет ваш сварочный аппарат от перегревания.
Перед началом наложения шва, металлические детали осмотрите на присутствие ржавчины, окалины, загрязненности, остатков лакокрасочных веществ. Обязательно зачистите металлические поверхности и обезжирьте их.
По завершении сварки (даже если вы прерываетесь минут на десять) отсоединяйте прибор от сети питания. Правилами безопасности запрещено проводить сварочные работы в присутствии людей или домашних животных.
Работа платы управления
Для питания элементов платы применяется стабилизатор напряжения, рассчитанный на 15 В и установленный на теплоотводящий радиатор. Напряжение питания поступает из основного выпрямителя. Одна из функций стабилизатора питания – подача напряжения на реле, обеспечивающее «плавный пуск» устройства. При подаче напряжения начинают заряжаться конденсаторы: при этом напряжение возрастает и, чтобы защитить диодную сборку, применяется схема ограничения, в которую входит мощный (на 8 Вт) резистор. Как только конденсаторы зарядятся, инвертор заработает, реле замкнет свои контакты, и резистор в дальнейшей работе участвовать не будет.
Управление сварочным аппаратом.
Помимо стабилизатора напряжения, в электронной схеме инвертора есть множество других систем, обеспечивающих высокие эксплуатационные качества устройства. Основными из этих электронных блоков является:
- Система управления и драйверы: здесь главный элемент – микросхема ШИМ-контроллера, которая «занимается» управлением работы мощных транзисторов;
- Регулировочные и контрольные цепи: основной элемент – трансформатор тока, чья задача заключается в контролировании силы тока выходного трансформатора;
- Система контроля напряжения питающей сети и тока на выходе: состоит из ОУ (операционного усилителя), собранного на микросхеме (например, LM324). Назначение системы – при необходимости включать аварийную защиту, отслеживать работу и исправность основных элементов электронного блока.