Разновидности
Для подразделения разверток на виды используются разные критерии.
- Способ использования – машинные либо ручные.
- Форма подвергаемого обработке отверстия и собственная конфигурация – конусообразные или цилиндрические.
- Способ закрепления – насадные либо хвостовые.
- Расположение по окружности режущих кромок – неравномерное или с определенным шагом, то есть равномерное. Шероховатость обработанной поверхности напрямую зависит от примененного варианта исполнения.
Развертки машинные (устанавливаются на станках) и с ручным приводом конструктивно отличаются. В частности, у инструмента второго типа режущие кромки, находящиеся на рабочей части, удлиненные. А хвостовик имеет квадратное сечение, что позволяет надежно зафиксировать ручную развертку в имеющемся воротке. Машинным инструментом можно проводить развертывание гнезд, характеризующихся достаточно большой глубиной. Обеспечивается это следующими его особенностями:
- рабочая часть заметно короче;
- шейка же, наоборот, длиннее.
Выбирать подходящую развертку нужно с учетом:
- диаметра планируемого к обработке отверстия;
- разновидности инструмента: машинного либо ручного типа; для какой обработки он пригоден – чистовой-финишной либо предварительной-черновой. В последнем случае при выборе нужно руководствоваться такими цифрами необходимого припуска: чистовое развертывание – min 0,05 мм; max 0,10 мм; черновая операция – min 0,1 мм; max 0,15 мм.
Более полная информация по этому вопросу отображена в таблице. Численные значения приведены в миллиметрах.
| Припуск на операцию | Диаметры отверстий и соответствующие им припуски | ||||
| 100,0 | 50,0-75,0 | 30,0-50,0 | 18,0-30,0 | 12,0-18,0 | |
| Чистового развертывание | 0,1 | 0,08-0,1 | 0,07 | 0,06 | 0,04-0,05 |
| Чернового развертывания | 0,3 | 0,2-0,22 | 0,18 | 0,14 | 0,1-0,11 |
| Общее значение для обеих разновидностей обработки | 0,4 | 0,3 | 0,25 | 0,2 | 0,15 |
Используемый инструмент
Доводка отверстия производится специальным инструментом, «разверткой», вручную, на сверлильном или токарном станке. Он подразделяется:
- В зависимости от места установки на ручной и машинный.
- По форме отверстия – цилиндрический и конический.
- В зависимости от типа фиксации в патроне – хвостовые и насадные.
- По расположению режущих кромок – с равномерным и
неравномерным. Последние позволяют придавать участкам обрабатываемой поверхности различную степень шероховатости. Ручные развертки отличаются от машинных удлиненными режущими зубьями и квадратным хвостовиком для установки в воротке. Инструмент предназначенный для сверлильных станков и электродрелей позволяет обрабатывать глубокие отверстия благодаря короткой рабочей части и длинной шейке. Хвостовик имеет цилиндрическую или конусную форму.
Методика развертывания
Для полного понимания методики проведения данной процедуры, целесообразно будет привести конкретный пример. Пусть требуется создать отверстие диаметром Ø30,0 мм по квалитетам ІТ6 – ІТ7. Последовательность этапов выполнения этого задания выглядит так:
- сначала высверливается гнездо диаметром Ø28,0 мм;
- затем проводится операция зенкерования с использованием зенкера диаметром Ø29,60 мм:
- далее –черновое развертывание с помощью инструмента с диаметром Ø29,90 мм;
- финишное развертывание посредством чистовой развертки диаметром 30,0 мм
На степень точности отверстия, сформированного в результате проведения данной процедуры, а также на уровень шероховатости полученной поверхности влияет, наряду с геометрическими характеристиками примененного инструмента, еще и тип СОЖ (здесь и далее Смазочно-Охлаждающая Жидкость). Если развертываются отверстия в стальных элементах конструкции, используются специальные дисперсные системы, проще говоря, эмульсии с добавками минеральных масел. Когда обрабатываются детали из латуни и бронзы, применяется СОЖ без таких компонентов. Более подробно эта тема будет раскрыта ниже.
Работа с ручным инструментом
Ручное развертывание предполагает выполнение следующих действий:
- анализируются параметры исходного отверстия и заданные условиями Т.З. его конечные технические характеристики;
- на основе полученных данных выбирается инструмент для проведения процедур предварительного-чернового и окончательного-чистового развертывания;
- заготовка прочно закрепляется в тисках;
- в отверстие, проделанное в заготовке на этапе литья либо путем ее сверления, устанавливается инструмент, с помощью которого будет выполняться операция чернового развертывания;
- затем на его хвостовик надевается вороток;
- потом на обе рабочие поверхности — внутреннюю обрабатываемого отверстия и наружную развертки – наносится специальное смазывающее вещество;
- следующий этап – собственно, черновое развертывание. Оно проводится путем медленного, без каких-либо резких движений, вращения. При этом необходимо постоянно наносить материал для смазки;
- по окончании данного этапа инструмент следует аккуратно извлечь. Делать это нужно так, чтобы он не проворачивался в обратном направлении;
- далее в отверстие вставляется чистовой инструмент, и на его квадратный хвостовик насаживается вороток;
- чистовое развертывание осуществляется вращением воротка в направлении движения часовой стрелки. Для получения поверхности с низким уровнем шероховатости интенсивность подачи инструмента должна быть очень невысокой, а еще лучше – минимальной из допустимых по технологической карте;
- после завершения процедуры чистового-финишного развертывания, нужно проконтролировать качество обработанной поверхности и корректность геометрии отверстия. С этой целью используется такое безшкальное приспособление, как гладкий предельный метрологический калибр-пробка.
На рисунке представлены приемы проведения процедуры развертывания.
Как пользоваться ручными, механическими, регулируемыми и разжимными развертками
Рассмотрим особенности инструментов.
Как пользоваться ручными развертками
Ручные развертки по металлу изготавливаются по ГОСТу 7722-77. Размерный ряд — 3–58 мм. Шаги могут варьироваться.
При выборе ручных разверток по металлу мастера обращают внимание на следующие параметры.
- Габариты инструмента.
- Количество зубьев.
- Равномерность их распределения.
- Тип режущей части.
- Профиль канавок.
- Тип зажимной части.
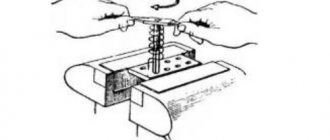
Развертывание отверстий ручным инструментом производится при помощи воротка. Для его закрепления на конце хвостовика имеется специальный паз. Обычно все происходит по такой схеме.
- Выполняются разметка и накернивание.
- Отверстие высверливается.
- Развертка закрепляется в воротке, смазывается и вставляется в отверстие.
- Для его развертывания инструмент вращают по часовой стрелке.
- Финальный этап — проверка параметров отверстия при помощи калибра.
Изображение №2: развертывание отверстий ручной разверткой
Расскажем о важных особенностях.
- Ручные развертки очень эффективны. Режущие зубья имеют острые грани по всей длине.
- Диаметры передних поверхностей рабочих частей уменьшены. Инструменты легко входят в заранее подготовленные отверстия нужных диаметров.
- При увеличении количества режущих кромок повышается качество обрабатываемых отверстий.
- Развертывать отверстия необходимо плавно. Не ускоряйтесь даже при легком ходе. Избегайте рывков.
- В обратную сторону развертку вращать нельзя. Это приводит к поломке режущих кромок, а также к появлению задиров в отверстиях.
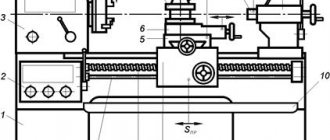
Как пользоваться машинными развертками
Машинные развертки закрепляют в патронах токарных, сверлильных и фрезерных станков. Эти инструменты имеют короткие рабочие части с крутыми углами передних кромок (до 45°). Машинное развертывание существенно повышает производительность труда.
Для обработки отверстия нужно закрепить развертку, добавить СОЖ и совместить оси. Далее необходимо задать нужную скорость вращения и запустить оборудование.
Машинные развертки и их применение имеют следующие особенности.
- Инструменты имеют большое количество режущих кромок. Качество получаемых отверстий находится на очень высоком уровне.
- Машинное развертывание требует компенсации биения шпинделя. Для устранения этого негативного фактора служат шарнирные оправки.
Фотография №6: машинное развертывание
Обработка производится на высоких скоростях. Машинные развертки имеют повышенную износостойкость.
Развертка позиционируется точно. За счет этого инструмент плавно входит в отверстие. На все зубья оказывается одинаковой давление. Это значительно повышает точность и минимизирует биение.
Скорость при развертывании меньше, чем при сверлении, примерно в 2–3 раза. Инструменты не перегреваются.
Машинное развертывание требует использования значительного количества смазывающе-охлаждающей жидкости.
Как пользоваться регулируемыми развертками
Регулируемые развертки позволяют изменять наружные диаметры режущих частей под конкретные диаметры отверстий. Это особенно полезно при обработке отверстий с дробными диаметрами.
При помощи небольших регулируемых разверток можно изменять диаметр в пределах до 1 мм. У крупногабаритных инструментов диапазоны настройки расширяются. Диаметры можно варьировать в пределах до 3 мм.
Фотография №7: регулируемая развертка по металлу
Регулируемые развертки используют так же, как и обычные. Основное отличие заключается в том, что инструменты этого типа оснащают сменными ножами, которые надежно фиксируются клиновыми вставками с накладками. Настройка производится при помощи контргайки. При затягивании диаметр обработки увеличивается, а при ослаблении — уменьшается. После настройки диаметр выверяется при помощи штангенциркуля и микрометра.
Как пользоваться разжимными развертками
Их еще называют раздвижными.
Фотография №8: разжимная развертка по металлу
Внутри такой развертки есть шарик и винт. При его закручивании шарик перемещается и распирает грани инструмента. Диаметр немного увеличивается. Использование разжимных разверток позволяет увеличивать диаметры обработки на 0,15–0,5 мм.
При закручивании винтов не рекомендуется прилагать слишком большие усилия. Корпус развертки может треснуть.
Развертывание отверстий с коническим сечением
Схема обработки конусообразных гнезд, практически, идентична операции развертывания отверстий с цилиндрическим поперечным сечением или имеющим уступы по причине использования сверл различного диаметра. Проведение данной процедуры с гнездами последней (ступенчатой) конфигурации отличается тем, что можно оставить меньший припуск. Другая ее особенность – это применение, наряду с черновым и чистовым, еще и промежуточного инструмента.
Последовательность этапов развертывания отверстий конической конфигурации изображена на рисунке.
Контроль результатов проведения такой операции осуществляется с использованием конусного метрологического калибра. Эта проверка выполняется:
- определением глубины прохода применяемого для контроля приспособления;
- по конфигурации линий соприкосновения поверхностей метрологического калибра и созданного отверстия.
Осуществляется проверка качества процедуры развертывания конусообразного гнезда так:
- На боковую грань безшкального контрольного инструмента вдоль его продольной оси наносятся карандашом не больше 3-4 линий. Расстояние между ними должно быть примерно одинаковым.
- Под небольшим нажимом в коническое отверстие заготовки вставляется калибр и поворачивается на треть оборота.
- После извлечения контрольного инструмента осуществляется проверка состояния линий, нанесенных на этапе №1.
О качественном выполнении процедуры развертывания говорит факт равномерного истирания всех вышеуказанных линий.
Выполнение машинного развертывания
Выбор режимов проведения такой технологической операции предполагает использование специальных таблиц. В качестве исходных служат следующие параметры: материал изготовления развертки; марка сплава, подвергаемого обработке; диаметр создаваемого отверстия. К числу основных характеристик машинного развертывания относятся: скорость вращения шпинделя станка, а также скорость проникновения инструмента в гнездо. Проводят эту операцию с минимальной скоростью, когда обрабатываются отверстия в вязких сплавах/металлах. Развертывание гнезд в нормализованных сталях выполняется обычно на максимально возможной по технологической карте скорости.
Виды применяемых СОЖ
Смазочно-охлаждающая жидкость подбирается под материал, в котором проделано подлежащее развертыванию отверстие. Рекомендации экспертов по этому вопросу формулируются следующим образом:
- стальные сплавы инструментальные (с содержанием элемента углерод С, превышающим 0,7%), конструкционные различного качества и углеродистые (содержание элемента углерод достигает отметки 2,14%) – смесь минеральных либо нефтяных масел; масла с добавками серы (элемент S); эмульсия, в том числе на основе 2-фазной системы; мыльный раствор (водный);
- бронза – при развертывании СОЖ не используется;
- алюминий – сурепное масло (в качестве сырья для его производства используются семена сурепицы); смесь скипидара (по-научному – масло терпентинное) с керосином; очищенный керосин; эмульсия;
- медь и медьсодержащие сплавы – эмульсии;
- чугун – в качестве СОЖ используется керосин. Допускается развертывание данного материала и без охлаждающей жидкости.
Некоторые нюансы процедуры машинного развертывания
Прежде чем приступить к развертыванию отверстия машинным способом, особое внимание следует уделить подготовке оборудования. Заключается она в выполнении следующих действий:
- посадочное место в шпинделе агрегата, а также конусообразный хвостовик инструмента с максимальной тщательностью протираются;
- затем развертку нужно вставить в подготовленный шпиндель;
- подвергаемая обработке деталь закрепляется на рабочем столе станка. При этом нужно добиться совпадения осей отверстия и развертки;
Сама процедура машинного развертывания включает следующие этапы:
- по завершении создания гнезда в обрабатываемой детали, нужно извлечь сверло из шпинделя сверлильного агрегата и вставить вместо него черновую развертку;
- проводится операция чернового развертывания;
- затем нужно сделать замену черновой развертки на чистовую, после чего выполнить процедуру еще раз;
- завершив чистовое-финишное развертывание, необходимо вывести инструмент из рабочей зоны, выключить электрический двигатель станка и, воспользовавшись калибром-пробкой, проверить качество проведенных работ.
Иногда рекомендуется для проведения чистовой обработки закреплять развертку в оправку шарнирного типа либо плавающий патрон.
Назначение и принцип действия
Развертка применяется для развертывания отверстий – процесса их чистовой механической обработки после сверления или зенкерования.
Использование этого инструмента позволяет добиться высокого класса шероховатости стенок отверстия и точности их геометрии. В зависимости от типа и характеристик ее применяют для выполнения специфических технологических задач, включая калибровку отверстий, их очистку от заусенцев на финальном этапе обработки детали.
- Особенностью этого инструмента является большое количество зубьев (обычно от 6 до 16), что позволяет снимать небольшой припуск, тем самым подгоняя реальные размеры отверстия под требуемые с высокой точностью.
- Что касается формы отверстий, работать разверткой можно как по цилиндру, так и подгонять конусы под различные задачи, например, под установку конусных штифтов.
- Зубья инструмента снимают слой материала на доли миллиметра, обработка происходит посредством его вращения, а также одновременной продольной подачи.
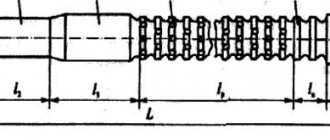
Устройство и характеристики
Стандартная развертка состоит из следующих частей:
- Рабочая часть – оказывает непосредственное воздействие на материал, формируется продольными зубьями.
- Переходная шейка – цилиндрическая зона инструмента, выступающая переходным звеном между предыдущей и следующей частями.
- Хвостовик – необходим для зажима инструмента в воротке, либо же патроне машинного оборудования.
Рабочая часть делится на несколько зон, сформированных гранями зубьев:
- Заборная часть, в самом начале которой находится направляющий конус. В этой зоне на каждом зубе имеется до остра заточенная режущая кромка, выбирающая материал с внутренней части отверстия.
- Калибрующая часть – отвечает за калибровку отверстия. Тут грани зубьев образуют так называемую цилиндрическую ленточку (плоскую поверхность), повышающую размерную стойкость инструмента.
- Задний конус – место примыкания зубьев к переходной шейке.
- Между зубьями находятся канавки, отводящие стружку.
- Они бывают прямые (встречаются чаще всего) и спиральные (винтовые, предпочтительны при работе с прерывистыми поверхностями).
- В последнем случае направление винта, формируемого канавками, противоположно направлению вращения инструмента.
- Так достигается устойчивость к заеданию и самозатягиванию.
Материал
При изготовлении развертки используется в основном инструментальная легированная сталь марки 9ХС, а также быстрорежущие стали P18 и P9.
Марка стали, используемая в производстве инструмента, подбирается с учетом материала, который предполагается обрабатывать.
Размеры
- Цилиндрические ручные модели в длину достигают 80 – 360 мм, где рабочая часть занимает 40 – 190 мм.
- Диаметр инструмента находится в пределах 3-50 мм, а длина режущей части составляет 4 – 10 диаметров.
- Величина переднего угла от 5° до 10°, а заднего от 5° до 12°.
- Длина конических ручных вариантов составляет 55 – 170 мм, из которых режущая часть занимает 24 – 90 мм.
- Максимальный и минимальный диаметры конуса достигают соответственно 7,67 – 45,715 мм и 6,39 – 40,978 мм.
- Что касается машинных разверток, кроме стандартных вариантов, существуют модели с удлиненной рабочей частью, конструкция и размеры которых указаны в ГОСТ 11175-70.
- Развертки диаметром 1 – 120 мм с припуском под доводку обозначаются номерами от 1 до 6.
- Такая нумерация устанавливает соответствие между номинальным диаметром инструмента и его предельным отклонениям.
Зубья
- Количество зубьев варьируется в пределах 6 – 14 штук, однако, существуют варианты на 16 зубьев, которые применяются в основном на высокоточном оборудовании.
- Вообще число зубьев зависит от их собственной жесткости, причем в обратной пропорции.
- Чем их больше, тем выше чистота итогового отверстия, но хуже отводится стружка и ниже прочность каждого зуба.
Чтобы проще контролировать диаметр развертки, количество зубьев всегда устанавливается четным.
- В зависимости от наклона зубьев относительно оси вращения инструмента, развертка бывает прямозубая и косозубая.
- Кроме того, разные модели могут иметь равный и разный шаг, то есть расстояние между соседними зубьями.
- Что касается заточки, различают острозаточенные (остроконечные) и затылованные зубья.
ГОСТ
Для разверток разработано достаточно большое количество нормативных документов, среди которых основные:
- ГОСТ 29240-91 – типы, определения и термины.
- ГОСТ 11173-76 – для моделей с припуском под доводку.
- ГОСТ 7722-77 – для ручных вариантов.
- ГОСТ 1672-80 – для цельных машинных моделей.
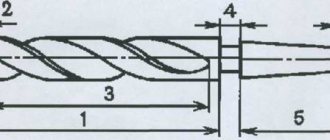
Чем отличается развертка от сверла?
Сверло – инструмент, которым создаются отверстия посредством сверления материала. Развертки сверлить физически не способны, а вот доведение уже сформированных отверстий до требуемых размеров – это как раз то, для чего они созданы.
Оба инструмента внешне похожи между собой, однако, они не взаимозаменяемы, то есть, каждый из них способен выполнять только ту задачу, для которой он создан.
Следует отметить, что отверстия после сверла почти всегда имеют отклонения по геометрии, которые и устраняются развертками. Точность поверхности после применения последних равна квалитету от 6 до 9, шероховатость же (Ra) составляет 0,32 – 1,25 мкм.
Виды разверток и их цена
Механическая обработка отверстий может выполняться различным по конструкции инструментом.
Цельная развертка
Имеет монолитную конструкцию, получила самое широкое распространение из-за относительно невысокой стоимости (от 20 рублей за штуку). Цельные варианты отливаются из быстрорежущей или инструментальной стали.
Насадная
- Представляет собой трубку, на внешней стороне которой находятся зубья, а по центру расположено отверстие для установки на хвостовик, который затем монтируется в патроне станка.
- Диаметр такого инструмента может достигать 30 см.
- Стоимость 300 – 1300 рублей.
Комбинированная
Представляет собой сочетание одновременно двух инструментов, и/или имеет две рабочие поверхности. Яркий пример: зенкер-развертка.
Нерегулируемая
С фиксированным диаметром.
Регулируемая
По сути универсальная развертка, диаметр которой может достигать 50 мм. Это особый инструмент, который за счет возможности регулировки диаметра (хоть и в небольших пределах) способен заменить несколько нерегулируемых вариантов.
По способу регулировки может быть разжимной и раздвижной. Цена в среднем от 350 рублей, может превышать 3 тыс. рублей.
Шило-развертка
Предназначено для ручной подгонки отверстий в мягких и тонких материалах, например таких, как: пластмасса, картон, фанера, тонкий и мягкий металл.
Бывает двух вариантов:
- четырехгранная , отличается от обычного шила четырехгранным острием малого диаметра, в основном используется для бумаги;
- разборная – состоит из двух частей: ручка и непосредственно острие. Здесь диаметр отверстия можно расширить до 14мм.
По форме рабочей части развертка бывает:
Цилиндрическая
Для работы по стандартным отверстиям. Стоимость – от 50 до 100 рублей.
Коническая
Для обработки как стандартных, так и конических отверстий, результатом чего становится только коническое отверстие по размерам самого инструмента. Формой напоминает конус со срезанной вершиной.
Цена – от 50 рублей за штуку, в зависимости от конусности и диаметра.
Ступенчатая
Встречается намного реже, выглядит, как конический вариант, но со ступенчатым скосом. Используется для работы с отверстиями в листовых металлах.
Также деление инструмента осуществляется по точности его работы:
- По квалитету для цилиндрических моделей.
- По качеству обработки для конических. Это может быть черновая развертка (обдирочная, с расположением зубьев непрерывно по всей длине), промежуточная и для окончательной доводки чистовая.
- По номерам от N1 до N6 для цилиндрических вариантов с калибровочным припуском.
По способу эксплуатации, под который изготавливается хвостовая часть, развертка бывает:
Ручная
- Для установки в вороток, с квадратным хвостовиком.
- Диаметр обычно не превышает 50 мм, а с его возрастанием увеличивается сложность проворачивания инструмента из-за повышения силы трения.
- Цена – от 20 рублей.