Общая информация
Правильная организация рабочего места (сварочного поста) — обязательное условие для продуктивной работы сварщика. Чем лучше организовано рабочее место, тем удобнее мастеру выполнять свои обязанности.
У рабочего места сварщика есть множество вариаций. Сварщик может работать один или в команде, он может выполнять работу всегда на одном месте или быть мобильным. И от каждого типа работ будет зависеть организация пространства.
К любому сварочному посту предъявляются следующие требования:
- Площадь, отведенная под выполнение работ, должны быть достаточной не только для рабочих манипуляций, но и для свободного передвижения самого сварщика.
- Рабочее место должно оснащаться всем необходимым инструментарием и рабочими поверхностями.
- На рабочем месте должны быть предусмотрены места для удобного хранения рабочих вещей.
- Рабочее место должно вентилироваться, а также должно иметь достаточное количество источников света.
- Сварочный пост должен быть безопасным, огнеупорным.
Это краткое описание стандартного сварочного места. В последствии к этим пунктам добавляются другие требования, предусмотренные для выполнения тех или иных работ.
Иные требования
Также не стоит забывать о следующих дополнительных инструментах, которые облегчают работу сварщика. Это:
- винтовые зажимы для плотного контакта с изделием;
- проволочные щетки (ручные и с электроприводом) – для удаления шлака и ржавчины;
- узкая и широкая стальная щетка для очистки кромки и швов;
- зубила, клейма и молотки – для врубки мест с дефектами, устранения брызг, установки клейма и пр.;
- молоток с заостренным концом для отбивания шлака;
- набор шаблонов для промера величины швов;
- брезентовые сумки или стаканы – для хранения электродов.
Сварщику должны быть легко доступны расходные материалы: электроды, проволока, флюс и пр., чтобы у него была возможность их легкой смены в процессе работы. Необходимо соблюдать инструкцию по охране труда в индивидуальном и общем плане.
Если сварщик работает с неплавящимся электродом, то он должен иметь набор заточенных вольфрамовых электродов, пассатижи, гаечные ключи, кусачки, пассатижи и пр. Инструмент следует хранить в специальном ящике или сумке.
Таким образом, от того, насколько грамотно было организовано рабочее место сварщика, использующего метод ручной дуговой сварки, зависит в целом эффективность и безопасность работ. Под рабочим местом понимается участок, закрепленный за сварщиком, который оснащен оборудованием, инструментами и приспособлениями для проведения сварки. Правильно организованное место снижает травматизм и несчастные случаи на производстве.
Типы сварочных мест
Любая подготовка рабочего места сварщика начинается с определения работ. Какой работой будет заниматься мастер? Это будет ручная дуговая сварка, он будет варить на полуавтомате или использовать иное оборудование? Ведь рабочее место электрогазосварщика абсолютно точно будет отличаться от рабочего места электросварщика.
В этой статье мы будем говорить о сварочном месте для электросварщика. На данный момент для таких работ организуют два типа сварочных мест: стационарные и передвижные. Стационарное место используется на заводах, в цехах и мастерских, а передвижное — на стройплощадках, выездных работах и пр.
После обустройства стационарного поста он напряжении долгого времени остается неизменным. Меняется лишь сварочное оборудование, комплектующие, износившиеся конструкции. Проще говоря, стационарное рабочее место — это своеобразный «скелет», к которому в последствии можно добавлять другое оборудование, но при этом сам пост остается на том же месте.
Передвижные посты более гибкие. Их можно многократно изменять и перевозить, меняя комплект оборудования. Давайте подробнее разберем, какие требования предъявляются к этим рабочим местам.
Стационарное рабочее место
Стандартное стационарное сварочное место сварщика используется чаще всего на крупных и малых производствах. Стационарное рабочее место имеет компактные размеры (в среднем около 4 кв.м.), может располагаться на открытом пространстве цеха или быть отделено специальными шумопоглащающими перегородками.
Такое рабочее место располагается на постоянной основе на предприятии, оно не разбирается и не перевозится. Соответственно, все оборудование остается прямо на рабочем месте, в какую бы смену ни пришел сварщик. На стационарном посту можно сварить варить относительно небольшие детали, поскольку их размер ограничен размерами самой рабочей зоны.
На стационарном рабочем месте у сварщика должен быть удобный стол, стул, места для хранения. Расходники должны храниться в непосредственной близости от сварочного стола, чтобы мастер мог оперативно заменить их во время выполнения работы.
Если рабочее место огорожено перегородками, следует уделить особое внимание его освещению и вентиляции.
Передвижное рабочее место
Главная характеристика передвижного поста — мобильность. Укомплектовав такое рабочее место, вы можете взять его с собой и выполнить работу за пределами цеха. Передвижное рабочее место в разы компактнее, чем стационарное. В большинстве случаев, оно представляет собой тележку, на которую помещают сварочное оборудование и расходные материалы.
Читать также: Как правильно ставить размеры на чертеже гост
У передвижного поста нет вентиляции и специального освещения, поскольку зачастую он используется на улице, где есть естественный обмен воздуха и солнечный свет.
Главный минус передвижного поста — отсутствие защищенности от осадков. Если вы вынуждены работать на улице под дождем, необходимо использовать специальный навес.
Создание собственного поста
Рабочее пространство можно организовать своими руками. При создании мобильного сварочного поста требуются дополнительные компоненты для переноса инструментов и расходных материалов.
Сбор инструментов и материалов
При организации рабочего пространства сварщика потребуются:
- Устройства подачи тока. К ним относят трансформаторы или генераторы, часто работающие от сети 380 В.
- Баллоны с инертным или активным газом. На стационарных постах устанавливают емкости большого объема.
- Комплект фиксирующих инструментов. К ним относятся тиски и струбцины.
- Средства предварительной обработки металлических деталей – устройства холодного проката и вальцовки, трубогибы.
- Инверторы, сварочные полуавтоматы для мобильного поста.
- Электроды, присадочная проволока. Рекомендуется приобрести разные виды материалов.
Рекомендуем к прочтению Как разделывать металлические кромки под сварку
Как собрать
В процессе создания сварочной кабины своими руками соблюдают следующие правила:
- Рекомендованная длина рабочей зоны – 2 м, ширина – 2,5 м. Высота потолка должна составлять не менее 2 м. Нельзя делать верхнюю часть кабинета закрытой.
- Для сборки стен используют листовую сталь или фанеру, обработанную негорючим составом.
- Для предварительной подготовки и сварки металлических деталей организуют удобный сварочный стол. Его можно делать стационарным или складным. Для сборки используют профильные трубы, толстые стальные листы. Столы должны снабжаться металлическими держателями, фиксирующими идущий от источника питания токопроводящий кабель, заземляющий провод.
- В боковой части стола размещают контейнеры для складирования электродов, сварочной проволоки. Устанавливают выдвижные ящики, в которых будут храниться мелкие инструменты, техническая документация.
- Устанавливают одно- или многопостовые источники питания дуги. Первый вариант предпочтителен при самостоятельной организации рабочего пространства. Во втором случае потребуется использование токоподводящих шин.
- Монтируют рубильник для управления сварным током.
Устройство по этапам
Сварочный кабинет можно обустроить в гараже, на производственной площадке, станции технического осмотра. При этом используют следующую схему выполнения работ:
- Выбирают место. Рекомендуется располагать пост вдали от легковоспламеняющихся жидкостей, материалов и газов.
- Собирают кабину. От пола до нижнего края стен оставляют зазоры в 5 см для проветривания. При работе с инертными газами это расстояние увеличивают до 30 см. Устанавливают вентиляционные сетки. На входе вешают брезентовую или пластиковую негорючую ширму.
- Монтируют стол со столешницей. Предусматривают возможность регулирования высоты стоек и площади столешницы.
- Устанавливают осветительные приборы.
- Окрашивают стенки кабины светло-серой краской, поглощающей ультрафиолетовые лучи. Выбирают красящие составы на основе титана или цинка.
- Монтируют вытяжную установку принудительного типа. Подключают оборудование к централизованной системе воздухообмена.
- Заливают пол бетоном. Можно использовать для формирования напольного покрытия кирпич.
- Монтируют рубильник для аварийного отключения сварочных аппаратов.
На последнем этапе подключают оборудование к источникам питания.
Подробнее о вентиляции
Вентиляция — один из важнейших элементов, который нужно учесть при организации стационарного поста. Особенно это касается тех рабочих мест, где планируется использование газа. Вентиляция необходима для забора паров, возникающих при проведении работ.
При работе на стационарном рабочем месте образовывается огромное количество опасных паров и мелкой пыли. Они негативно сказываются на здоровье сварщика и в некоторых случаях способны воспламеняться или взрываться.
Чтобы избежать этого, над рабочим постом монтируется воздуховод с принудительной вентиляцией. Она работает на протяжении всего выполнения сварочных работ, и помогает не только избавлять от опасных паров, но и охлаждает оборудование.
При работе на улице специальная вентиляция не нужна. Естественного движения воздуха более чем достаточно.
Кабина
Организация рабочего места электросварщика, который трудится на постоянном месте в цеху, начинается с обустройства кабины. Это помогает спокойно выполнять сварочные работы, и ограждает других от искр и световых вспышек.
Кабина должна иметь размеры, позволяющие заносить в нее изделия предназначенные для сварки. Если производимые конструкции небольшие, то минимальная площадь кабины должна составлять 2 х 2 метра. Это даст расположить все необходимое и свободно перемещаться вокруг изделия. Чтобы излучение от сварки не мешало окружающим, высота стенок кабины устанавливается до 1,8 м. Поскольку большинство сварочных манипуляций производится на уровне стола, этой высоты будет достаточно. Каркас кабины выполняется из профильной трубы или уголков. Стойки крепятся к полу анкерами. Можно предусмотреть дверь, которая будет полностью изолировать рабочее пространство сварщика по периметру.
Для улучшения естественной вентиляции, между полом и началом стенки кабинки выставляется зазор в 150 мм. Это содействует притоку воздуха и поднятию вредных газов от сварки вверх. Стороны кабины можно изготовить из листового шифера или тонкого железа. Допускаются варианты из брезента и даже фанеры, но эти материалы необходимо пропитать огнестойкими составами. Окрашивать стенки желательно в цинковые или титановые белила. Подойдет желтый крон. Эти вещества на поверхности кабины будут хорошо поглощать ультрафиолетовое излучение. Если покрасить подобную конструкцию в черный или темно-синий цвет, то ухудшится общая освещенность, т. к. будет поглощение света, исходящего от лампы над рабочим местом.
Дополнительная информация
Организация сварочного места важна, но правила будут работать только в комплексе с правильным подбором экипировки и сварочных инструментов. Мы дадим пару рекомендаций касаемо сварочной одежды, маски, проводов и держака. Это минимальный набор инструментов для сварщика, не считая сварочного аппарата, конечно.
Защитная одежда и маска
Защитная одежда и обувь необходимы любому сварщику. Если не использовать средства защиты, вам не поможет ни один сварочный пост. Даже хорошо укомплектованный.
На сварщике должна быть надета специальная рабочая форма (брюки и куртка), перчатки, обувь. Одежда должна быть выполнена из негорючих материалов, стойких к загрязнениям. Обувь не должна проводить ток. Также одежда должна быть стойкой к попаданию расплавленного металла.
Маска необходима для защиты глаз, волос и кожи. Проведение сварочных работ без маски запрещено. Маска должна быть оснащена светофильтром, защищающих глаза от излучения. Ее вес не должен превышать полкилограмма, иначе мастер будет быстро уставать от постоянного ношения маски на голове.
Ранее мы уже рассказывали о масках, прочтите об этом здесь. Мы рекомендуем выбирать маски типа «хамелеон» из средней ценовой категории или выше. Они отлично подходят для регулярного выполнения работ и хорошо справляются с задачей.
Сварочные провода
Сварочный провода так же необходимо правильно выбрать, чтобы они не стали причиной короткого замыкания или возгорания. Чем качественнее изоляция у кабеля, тем выше его прочность и надежность.
Обращайте внимание на качество изготовления и на сечение провода. Если сечение будет слишком маленьким, кабель не сможет выдержать нагрузки и расплавится, что может привести к печальным последствиям. При этом не стоит выбирать кабели с избыточным сечением, поскольку они довольно дороги, их неудобно переносить, хранить и использовать.
При организации сварочного рабочего места проследите, чтобы у него было предусмотрено отдельное место для хранения различных кабелей. Они не должны постоянно запутываться и пылиться. Также их нужно разместить поближе к мастеру, но подальше от взрывоопасных веществ и материалов.
Держатель электрода
От «держака» так же зависит правильная организация рабочего пространства. Он должен быть удобным в применении, чтобы мастер работал продуктивно. Если приобрести некачественный держатель, все удобство сварочного поста сходит на «нет».
Любое сварочное место должно быть снабжено сразу несколькими сварочными держателями. Во-первых, для их оперативной замены в случае необходимости, во-вторых для выполнения различных сварочных работ.
При выборе держака убедитесь, что его вес не слишком большой, но и не слишком маленький. Вы не должны испытывать постоянную усталость в руках от использования тяжелого держателя. Но при этом, слишком легкий держак может понизить точность выполнения работ. Подбирайте инструмент индивидуально.
Рукоятка у держака должны быть сделана из прорезиненного материала. Она должна быть удобной для хвата и не пропускать ток или высокие температуры. Если рукоятка будет нагреваться, сварщик может почувствовать это даже через защитные рукавицы.
Электроды должны плотно прикрепляться к держаку, не «гулять» из стороны в сторону.
Для держаков нужно предусмотреть отдельное место, в котором они будут храниться. Оно так же должно быть в достаточной близости от руки мастера, чтобы ему не приходилось тратить время на поиск нужного инструмента.
Оборудование поста электросварщика
При оборудовании сварочного поста (стационарного или передвижного) для электросварки должны соблюдаться следующие условия:
- заземление подключается к рабочему столу и корпусам оборудования;
- хорошая освещенность поверхности рабочего стола (допускается сочетание искусственного света с естественным);
- пол из огнестойкого материала;
- крышка стола из стали или чугуна, толщиной не меньше 20 мм, с подключенным кабелем массы;
- ящики или карманы для хранения инструмента, электродов, технической документации;
- табурет с сидением из изоляционного материала для сварки сидя;
- наличие на полу возле стола резинового коврика.
Когда сварка проводится на открытом воздухе, рабочее место накрывают навесом или тентом из водонепроницаемого материала для защиты от дождя, снега, солнца.
Стационарный
Сварочные посты стационарного типа делают в виде кабинок без верхнего перекрытия.
Пример стационарного сварочного поста
При обустройстве учитывают требования нормативных документов:
- Площадь не ниже 3 м², стенки высотой от 2 м. На входе навешивают ширму из брезента или негорючего пластика.
- От пола до нижнего края стенок оставляют вентиляционные зазоры размером не меньше 50 мм. При работе с инертным газом промежуток увеличивают до 300 мм. Зазоры закрывают металлической сеткой с мелкими ячейками.
- Устанавливают стол со столешницей не меньше 1 м². Для работы в положении сидя его высота 60 — 70 см, для сварки стоя от 85 см.
- Стенки делают из листового железа, асбоцементных плит или негорючих материалов, обработанных огнеупорным составом.
- Над столом устанавливают светильник.
- Стенки покрывают краской светло-серого цвета, обладающей способностью поглощения ультрафиолетового излучения (составы на цинковой основе или титановые белила).
- Устанавливают вытяжку или при организации сварочного поста в цеху подключают к централизованной системе приточно-вытяжного воздухообмена.
- Пол заливают бетоном или закладывают кирпичом.
- Внутри кабины устанавливают рубильник для быстрого отключения электрооборудования, если возникнет нештатная ситуация.
Общий вид типового сварочного поста
Передвижной
При оборудовании передвижных сварочных постов для ручной сварки не требуется организация воздухообмена, соблюдение размеров рабочего места. Однако требования ПБ, которые предъявляются к стационарному типу, должны соблюдаться. Тележка для перемещения оборудования должна быть с удобными колесами, обеспечивающих перевозку поста без приложения чрезмерных усилий.
Пример передвижного сварочного поста
Для проведения сварки используют переносной сварочный аппарат с комплектом кабелей, который перемещают вдоль объекта. Для защиты от непогоды передвижной пост комплектуется щитами для установки навеса. Инструменты и электроды хранят в тумбах и креплениях. Чтобы защитить находящихся рядом людей от светового излучения, рабочее место огораживают переносными щитами. При прокладке протяженных трубопроводов передвижные сварочные посты обустраивают в небольших вагончиках на колесах от автомобилей с автономным электрогенератором.
Предназначение оснащения рабочего места сварщика
Организация рабочего места сварщика – процедура, которая предусматривает обеспечение наиболее благоприятных условий для выполнения сварки. За участок может отвечать один сварщик или целая бригада. Среди особенностей можно отметить следующие моменты:
- Как правило, в качестве места сварщика выступает определенная площадь, находящаяся в сооружении или на месте строительства и ремонта.
- При рассмотрении требований к рабочим местам уделяется больше всего внимание тому, что оно должно быть оснащено требуемыми инструментами и техникой.
- Подготовка рабочего места также предусматривает уборку лишних вещей, которые могут снизить безопасность сварки.
- Организация проводится с учетом того, какого размера и типа обрабатываемая конструкция. Особое внимание уделяется тому, чтобы сварщику или помощникам не пришлось фиксировать обрабатываемые изделия. Это запрещается принятой техникой безопасности.
Схематичное изображение кабины сварщика
В целом можно сказать, что только при правильной организации рабочего места в соответствии с техникой безопасности можно выполнить сварку качественно. При этом учитывается место сварки, условия окружающей среды и многие другие моменты.
Столы сварщиков
Сварочные кабины должны быть изолированы от посторонних. В них располагается сварочный стол и прочие рабочие принадлежности, поэтому они достаточно просторные. Размер кабин составляет 2*2 или 2*3 метра, а высота – до 2 метров. Для улучшения вентиляции стены монтируются так, чтобы оставался зазор от пола в 20 см.
Сварочные столы используются для сварки и сборки деталей. Они располагаются внутри сварочной кабины на высоте 50-60 см, если пост предполагает проведение сварки в сидячем положении, или на высоте 90 см – если работы производят стоя.
Площадь стола составляет не менее квадратного метра. Требование к рабочему месту сварщика предполагает использование специальных болтов, к которым прикрепляются провода от сварочного аппарата. Для отсоса пыли от сварочной дуги не допускается располагать вытяжной зонт, так как иначе поток газов и пыли будет проходить через дыхательные пути сварщика.
На столе должны располагаться гнезда для электродов. Если в столе есть выдвижной ящик, то документы и инструменты должны храниться там. Есть еще одно требование: под ногами сварщика должен быть резиновый коврик.
Если стол оборудуется местным отсосом, то он может быть установлен как на столе, так и за пределами помещения. Встроенный в стол вентилятор создает шум, который снижает работоспособность. Оптимальной считается конструкция стола сварщика с нижнебоковым отсосом и установкой вентилятора за пределами помещения: тогда пыль и газ не попадают в зону дыхания сварщика.
В столах для сварщиков могут быть предусмотрены дополнительные удобства. Например, многие сварщики практикуют зачистку конца электрода путем его прикосновения к поверхности стола. В результате этого через определенный промежуток времени на столе образуются металлические наросты, которые мешают передвижению по столу изделий и ухудшающие его эстетические свойства. Для того чтобы этого не случилось, поверхность стола по краям кантуется медными пластинами. В результате поверхность стола не загрязняется электродами, так как к меди металл не пристает.
В столе может предусматриваться местное освещение. Для сварки мелких деталей, когда швы наносятся по периметру, целесообразно применение вращающегося стола, который регулируется по высоте винтами. Это позволяет поднимать и опускать детали в удобное положение. Сварщик при такой работе меньше устает и менее подвергается вредным выделением.
Для устранения неудобного положения нужно снабжать сварщика сиденьем, которое регулируется по высоте.
Какие выделяют места осуществления сварочных работ
Техника безопасности и многие другие нормативные документы определяют классификацию рабочего места на несколько типов. Примером можно назвать нижеприведенную информацию:
Первый тип чаще всего связан со специальными помещениями в мастерских, второй – передвижные, требующиеся для выезда на место аварии или проведения строительства. Кабина сварщика обустраивается только один раз в соответствии с техникой безопасности, после чего уделяется внимание только техническому состоянию ответственных механизмов и конструкций.
Читать также: Как закалить цепь на бензопилу
Оборудование поста электросварщика
При оборудовании сварочного поста (стационарного или передвижного) для электросварки должны соблюдаться следующие условия:
- заземление подключается к рабочему столу и корпусам оборудования;
- хорошая освещенность поверхности рабочего стола (допускается сочетание искусственного света с естественным);
- пол из огнестойкого материала;
- крышка стола из стали или чугуна, толщиной не меньше 20 мм, с подключенным кабелем массы;
- ящики или карманы для хранения инструмента, электродов, технической документации;
- табурет с сидением из изоляционного материала для сварки сидя;
- наличие на полу возле стола резинового коврика.
Когда сварка проводится на открытом воздухе, рабочее место накрывают навесом или тентом из водонепроницаемого материала для защиты от дождя, снега, солнца.
Стационарный
Сварочные посты стационарного типа делают в виде кабинок без верхнего перекрытия.
Пример стационарного сварочного поста
При обустройстве учитывают требования нормативных документов:
- Площадь не ниже 3 м², стенки высотой от 2 м. На входе навешивают ширму из брезента или негорючего пластика.
- От пола до нижнего края стенок оставляют вентиляционные зазоры размером не меньше 50 мм. При работе с инертным газом промежуток увеличивают до 300 мм. Зазоры закрывают металлической сеткой с мелкими ячейками.
- Устанавливают стол со столешницей не меньше 1 м². Для работы в положении сидя его высота 60 — 70 см, для сварки стоя от 85 см.
- Стенки делают из листового железа, асбоцементных плит или негорючих материалов, обработанных огнеупорным составом.
- Над столом устанавливают светильник.
- Стенки покрывают краской светло-серого цвета, обладающей способностью поглощения ультрафиолетового излучения (составы на цинковой основе или титановые белила).
- Устанавливают вытяжку или при организации сварочного поста в цеху подключают к централизованной системе приточно-вытяжного воздухообмена.
- Пол заливают бетоном или закладывают кирпичом.
- Внутри кабины устанавливают рубильник для быстрого отключения электрооборудования, если возникнет нештатная ситуация.
Общий вид типового сварочного поста
Передвижной
При оборудовании передвижных сварочных постов для ручной сварки не требуется организация воздухообмена, соблюдение размеров рабочего места. Однако требования ПБ, которые предъявляются к стационарному типу, должны соблюдаться. Тележка для перемещения оборудования должна быть с удобными колесами, обеспечивающих перевозку поста без приложения чрезмерных усилий.
Пример передвижного сварочного поста
Для проведения сварки используют переносной сварочный аппарат с комплектом кабелей, который перемещают вдоль объекта. Для защиты от непогоды передвижной пост комплектуется щитами для установки навеса. Инструменты и электроды хранят в тумбах и креплениях. Чтобы защитить находящихся рядом людей от светового излучения, рабочее место огораживают переносными щитами. При прокладке протяженных трубопроводов передвижные сварочные посты обустраивают в небольших вагончиках на колесах от автомобилей с автономным электрогенератором.
Стационарное рабочее место
Стационарное место сварщика встречается в различных производственных цехах. Они подходят для сваривания небольших изделий. Среди особенностей оснащения подобных помещений можно отметить следующие моменты:
- При правильном оснащении помещений обеспечивается беспрепятственный доступ к заготовкам.
- Поблизости не должны быть распложены взрывоопасные и легковоспламеняющиеся вещества.
- При использовании инверторов, которые работают на горючем веществе, баллоны должны быть расположены вдали от открытого пламени.
- Беспрепятственный доступ должен обеспечиваться расходным материалам, к примеру, электродам и проволоке. Это связано с тем, что во время сварки нужно быстро сменить некоторые элементы.
- Стационарное место подготавливается с учетом того, какие именно элементы будут свариваться между собой. Техника безопасности предусматривает, чтобы рабочее место сварщика обеспечивало неподвижное состояние заготовок во время ее обработки.
Стационарное место сварочных работ
Подготовка проводится при следовании определенной инструкции, которая разрабатывается сотрудником организации.
Как оборудовать пост электросварщика
Независимо от функциональности (неподвижный или передвижной) место работы электросварщика должно соответствовать таким требованиям.
- Обязательное заземление оборудования.
- Достаточная освещенность (лучше всего, когда сочетается естественный и искусственный свет).
- Бетонные или кирпичные полы.
- Столешница из стали и чугуна, к которой подведен кабель массы.
- Наличие ящиков или карманов, где можно уложить электроды.
- Для возможности работать сидя — сидение из диэлектрического материала.
- Резиновый коврик, на котором можно стоять.
Также для работы на улице обустраивают накрытие для защиты места от осадков.
Стационарный пост
Стационарные посты должны соответствовать следующим требованиям.
- Неподвижное рабочее место обычно изготавливают в виде закрытой кабины без кровли. Площадь такого поста не должна быть меньше 3-х м². Высота стен 2 метра. Вход в кабину прикрывается ширмой из брезента.
- Внизу кабины должен быть зазор между стенами и полом (250-300 миллиметров).
- Рабочий стол изготавливается из стали или чугуна. Площадь столешницы не менее одного квадратного метра.
- Сам стол может регулироваться по высоте, чтобы сварщик мог работать стоя или сидя. Для стоячей работы столешница устанавливается на расстоянии 90 см от пола. Для сидячих работ — 50-60 см.
- Окружающие стены такой кабинки должны быть из негорючего материала. Окрашивают их краской в светло-серые тона. Сами белила должны поглощать ультрафиолетовое излучение.
- Обязательно устанавливается хорошая вытяжка для удаления дыма и других продуктов горения. Также нужна и приточная вентиляция. При этом по требованиям безопасности вентилирование должно обеспечивать обмен воздуха объемом не менее 40 куб. метров в час.
- Освещение должно быть не менее 60-80 люменов по яркости. Очень хорошо, когда такой пост может сочетать уличный свет с ламповым искусственным.
Стационарные посты в обязательном порядке имеют заземление всего оборудования!
Кроме этого, обязательно устанавливается стационарное сварочное оборудование. Обязательно наличие рубильника, позволяющего обесточить все аппараты в экстренном случае.
Также оборудуются дополнительные ящики и крепления для расходников и инструментов.
Передвижной пост
Такие посты очень удобны при сварке на больших пространствах и работе с большими по параметрам конструкциями.
- Все оборудование для электросварки располагается на передвижной тележке.
- Длина кабелей должна обеспечивать удобства перемещения при работе.
- При сварке на улице не стоит устраивать дополнительную вентиляцию. Продукты горения, выделяемые в процессе сварки, сами быстро разносятся.
- Переносной сварочный пост для работы вне помещений должен иметь щиты для быстрой сборки навеса в случае выпадения осадков.
- Для защиты окружающих от воздействия вспышек электрической дуги такие посты дополнительно должны комплектоваться разборными щитами, которые можно легко перемещать по территории.
- Чтобы сварщику было удобно работать, передвижные посты дополнительно имеют специальные тумбы и крепления для размещения электродов и инструментов.
Передвижной пост
Передвижное место может создаваться для газового и электронного инвертора. Стоит учитывать, что сварочная кабина требуется для его установки в случае повышенной влажности окружающей среды.
Меньше всего проблем возникает при применении газовой сварки. Это связано с тем, что электрическое оборудование должно надежно питаться.
Дополнительные приспособления и инструменты
К дополнительным инструментам относятся: стальная щётка – необходима для зачистки металла от грязи, ржавчины перед сваркой и шлака по завершении сварочного шва; молоток с заострённым концом, который применяется для отбивки шлака с поверхности шва; зубило для вырубки дефектного места сварного шва – применяется для срезания капель застывшего металла с поверхности изделия.
Для проведения измерительных работ сварщику необходима рулетка, линейка, угольник, а также белый маркер – для нанесения разметки на подготавливаемое изделие.
Сварочные провода: предназначение, рекомендуемые сечения
Организация сварочного поста предусматривает использование кабеля наиболее подходящего сечения. Этот показатель следует учитывать по следующим причинам:
- Слишком малое сечение приводит к тому, что кабель не выдерживает нагрузку и начинает перегреваться. В результате этого тепло оказывает воздействие на изоляцию, за счет чего она плавится. При сильном повреждении может возникнуть короткое замыкание.
- Кабель большого сечения обходится дорого. При этом они менее практичны в применении, транспортировка и хранение создает много проблем.
Выбор кабеля проводится в соответствии с нормативной документации. Организация рабочего места сварщика проводится с учетом того, что кабеля не должны переплетаться, все контакты фиксируются. Кабель и другое электрическое оборудование не должны быть расположены вблизи горючих материалов и воды.
Оптимальные сечения сварочного провода представлены в следующей таблице Как ранее было отмечено, выбор проводов подбирается в зависимости от мощности используемого сварщиком оборудования. Оптимальный показатель выбирается в соответствии с таблицей.
Таблица сечений кабеля в зависимости от мощности
Использование табличных данных позволяет избежать довольно большого количества проблем. Качественный кабель имеет эффективную изоляцию, которая исключает вероятность короткого замыкания.
Держатель
Главный инструмент сварщика — это держатель. От его удобства и продуманности зависит производительность и качество. Держатель может быть двух видов: зажимать электрод как прищепка, или стягивать путем закручивания рукоятки. Независимо от типа, он должен позволять сменить электрод за 4 секунды.
Конструкция хорошо изолируется для предотвращения поражения током. Кабель и сам держатель постоянно оказывают воздействие на руку сварщика своим весом. Поэтому масса этих элементов должна быть минимальной, чтобы не переутомлять сварщика и не ограничивать в движении.
Если работа ведется на большой силе тока (от 500 А), то держатель снабжается защитной накладкой, предотвращающей поражение руки сварщика высокими температурами дуги. Когда сварочный ток превышает показатели в 600 А, кабель проводится к электродержателю минуя рукоятку за которую берется рабочий. Стороны, которые фиксируют электрод, подвергаются налипанию брызг расплавленного металла, поэтому осложняют замену нового расходного элемента. Это замедляет весь процесс и сварщик быстрее утомляется. Для предотвращения этого эффекта поверхность держателя, на которую летят капли металла, смазывается автолом и чистится в конце дня надфилем.
Как выбрать электродержатель
Правильно выбрать при организации рабочего места нужно и электродержатель. От его технического состояния зависит, насколько безопасно будет рабочее место и какова производительность труда. Сварочный пост может снабжаться несколькими видами держателей, все зависит от типа проводимых работ.
При выборе подобного устройства уделяется внимание следующим моментам:
- Вес не должен быть более 0,5 килограмм. Слишком тяжелые варианты исполнения усложняют задачу сварщика. При длительной сварке будут уставать руки, что в конечном итоге снизит показатель производительности.
- Уделяется внимание тому, насколько удобен хват. Для того, чтобы рукоятка не соскальзывала, ее поверхность часто делают рифленой.
- При эксплуатации конструкция не должна сильно нагреваться. В противном случае могут возникнуть проблемы при длительной сварке. Несмотря на то, что сварщик должен использовать специальные рукавицы, сильный нагрев приводит к существенному дискомфорту.
- Поверхность должна быть изолирована, так как подобный элемент должен стать преградой электричеству в случае неполадки. При организации рабочего места уделяется внимание качеству и целостности изоляции.
- Крепление электродов должно быть прочным, так как на момент контакта с поверхностью на них оказывается механическое воздействие.
Рекомендуется приобретать оригинальные электродержатели, которые советует производитель для организации рабочего места. Перед каждой работай проверяется состояние конструкции.
Виды систем вентиляции и правила обустройства
Вытяжка для сварочного поста, установленная по правилам, способна заметно уменьшить концентрацию опасных веществ в атмосфере и минимизировать вред, наносимый окружающей среде. Тип и мощность вентиляторов, а также трассировку воздуховодов выбирают с учетом количества и расположения мест для сварщиков. Вытяжные конструкции можно размещать на крышах цехов или возле них, забор воздуха при этом не должен находиться на участке для выброса загазованной среды.
Местная
Сварочный цех или мастерская имеют местную и общую вытяжки
При создании вытяжки местного типа вентиляцию постов выбирают с учетом величины свариваемых элементов и интенсивности работ. От этих нюансов зависит количество и состав образующихся газов. Благодаря простой схеме и устройству производительность такой системы достигает 5,5 тыс. м3/час. Во время сварки и наплавки крупных изделий на столах, не дополненных устройствами, сварочные аэрозоли убирают с помощью отсосов мобильных агрегатов с фильтрационной вентиляцией. Для некоторых типов работ целесообразно использовать вытяжки подъемно-поворотного вида. Их конструкция включает гибкий шланг диаметром до 200 мм, закрепленный на консоли и направленный в нужную зону. Приемный патрубок при этом размещают на дистанции в 7-8 метров от работника.
Общеобменная
Вытяжные вентиляторы на сварочных постах
Система общеобменного типа включает в себя нагнетающий и вытяжной вентиляторы, а также воздуховоды, оснащенные фильтрами и регулируемыми приточными конструкциями. Такая вентиляция предназначена для обеспечения свежим воздухом всех помещений цеха и уменьшения содержания вредных примесей в атмосфере. Ее стоит выбирать, если в процессе работ используют более 200 г/час электродов на 1 м3 от общего объема помещения. В противном случае притоки воздушных масс будут обеспечиваться естественным путем.
Зимой наружный воздух подают в цех при температуре не ниже +18 градусов. Общеобменная вентиляция для сварочного поста должна быть дополнена фильтрационными элементами, очищающими воздух перед выбросом в пространство. Производительность устройств подбирают так, чтобы обеспечить 10-кратный воздушный обмен. Вертикальная скорость перемещения масс воздуха сохраняется на отметке не ниже 0,1 м/с. Этого значения достаточно для смешивания сред и ликвидации сварочных аэрозолей из зон вне постов.
Внутри замкнутых и полузамкнутых пространств
Для организации вентиляционной системы внутри замкнутого или полузамкнутого пространства предусмотрено несколько доступных схем. В цехе можно создать организованный воздухообмен в одной емкости, куда будет осуществляться подача чистого воздуха снаружи. Далее воздушные массы удаляются механическим способом за счет совместного действия притока и вытяжки. Второй способ включает удаление загрязненных масс возле электросварочных дуг, также существует третий вариант, подразумевающий вентилирование только зоны дыхания работника за счет подачи чистого воздуха под щиток.
Самым распространенным типом системы является схема вентилирования емкости при помощи приточной струи, в которой предусмотрен монтаж гибких шлангов и вентиляторов с высоким давлением. Главное преимущество этого способа заключается в подаче чистого и подогреваемого в холодное время года воздуха с улицы. Цистерны в такой схеме располагают на специально отведенных для этого местах. Чтобы определить объем подаваемого воздуха, его скорость на рабочем участке не должна превышать 0,7-2,0 м/с для ручной сварки. Избежать попадания загрязненного воздуха в цех можно, установив подачу масс с противоположной стороны.
Маска электросварщика как средство защиты
Техника безопасности по организации места для сварщиков, предусматривает использование специальных щитков и шлема. При их изготовлении должны учитываться нормы, установленные в ГОСТ 12.4035-78. Среди основных стандартов отметим следующие:
- Конструкция не должна быть тяжелее 0,5 килограмм. В противном случае работы будет проводить сложно.
- Для того чтобы защитить глаза устанавливаются светофильтры. Они делятся на 13 классов, выбор проводится в зависимости от мощности.
- При выборе маски уделяется внимание тому, чтобы она удобно крепилась. Время от времени сварщику приходится ее открывать для визуального осмотра шва.
В продаже встречаются самые различные варианты исполнения защитных масок. Более дорогие варианты исполнения характеризуются большей эффективностью. При частом проведении сварочных работ рекомендуется приобретать качественное изделие, так как ультрафиолетовое и другое излучение может навредить здоровью.
Инструменты сварщика
Инструмент сварщика комплектуется с учетом специфики предстоящих сварочных работ. Однако есть определенный список инструментов, наличие которых для грамотного специалиста является строго обязательным. Без этих элементов сварочный процесс невозможен по определению.
К таким инструментам относятся:
1. Электрододержатель, от качества и надежности которого зависит удобство работы и безопасность труда. Электрододержатель не может превышать веса в 0,5 кг, должен быть исправным, необходимо, чтобы электрод в нем не болтался, и рукоятка была прорезинена.
2. Сварочные электроды. Электроды классифицируют по маркам, типу, толщине покрытия, качеству, назначению и допустимым пространственным положениям. Конечно, электрод должен соответствовать типу свариваемого металла. Перед работами нужно убедиться в том, что покрытие электрода однородное, плотное, прочное, без трещин и наплывов. Помимо всего прочего, сварщик, работающий с неплавящимся электродом, должен иметь при себе набор сточенных вольфрамовых электродов, комплект ключей, пассатижи либо кусачки.
Требования к вентиляции
Нужно уделять внимание и эффективности вентиляции при организации места, особенно в случае работы с газовым аппаратом. Ее предназначение заключается в удалении теплого воздуха и подвода холодного, который требуется для охлаждения инструментов и техники.
При работе может образовываться достаточно большое количество токсичных газов. При высокой их концентрации есть вероятность отравления. Если концентрация газов высока, то есть вероятность их детонации.
Как правило, искусственная вентиляция представлена воздуховодами, которые подводят и отводят воздух. Для повышения эффективности работы устанавливается вентилятор. Проблем с охлаждением оборудования и загазованностью практически не возникает в случае, когда работы проводятся на улице.
Вентиляция
При использовании в процессе сварки газа необходимо обеспечить хорошую вентиляцию помещения.
Вентиляция нужна по нескольким причинам:
- Для снижения концентрации токсичных веществ, которые могут выделяться из свариваемых металлов. При проведении сварочных работ в воздух могут выделяться различные вредные примеси: окись углерода, азота и фтористые включения.
- Для того чтобы убрать загазованность из помещения, которая может привести к детонации.
- Для обеспечения охлаждения рабочих инструментов и техники, которая сильно перегревается при эксплуатации.
Вентиляция бывает естественной, которая осуществляется с помощью притока воздуха с улицы, а также искусственной. Для искусственной вентиляции используются специальные вытяжки, вентиляторы и прочие средства для циркуляции воздуха.
Вытяжная вентиляция обустроена так, чтобы максимально удалить вредные газы из помещения, приточная – для компенсации организованной вытяжки через разбавление веществ до допустимых для здоровья рабочих концентраций.
Наиболее оптимальным вариантом рабочего стола сварщика выступают такие, которые обустроены вытяжкой пыли с направлением ее вниз или в сторону. Эффективность отсоса вредных веществ из зоны вдыхания обеспечивается близким расположением вытяжных заборников к месту дуги.
Требования к специальной одежде
Индивидуальным средством защиты можно считать специальную одежду. Она изготавливается с учетом особенностей обработки металла, а также возможном воздействии. К комплект входит:
В большинстве случаев при их изготовлении применяется брезент, в который добавляется асбест. За счет подобного состава поверхность становится намного устойчивой к попаданию расплавленного металла.
Одежда сварщика
Костюм сварщика производится из специализированной огнестойкой ткани, которая призвана защитить специалиста от искр, брызг расплавленного металла и при этом не плавится от контакта с нагретыми поверхностями, что исключает ожоги.
Более того, сварщик не имеет права выполнять любые виды огнесварочных работ без защитного комплекта одежды, в список которого входит:
- Собственно сам костюм сварщика, соответствующий требуемому ГОСТу.
- Специальная обувь, стойкая к термическому воздействию искр и стальных брызг.
- Рабочие рукавицы или перчатки, в основном сделанные из брезента.
Преимущества сварочных штор
Большой популярностью пользуются специальные шторки. Они позволяют существенно упростить работу, разделить участок на несколько секторов. К особенностям подобной оснастки можно отнести следующие моменты:
- При изготовлении применяется огнеупорная ткань.
- Используемый материал также может выдержать несущественно механическое воздействие.
Разнообразие сварочных штор
Выделяют несколько вариантов исполнения подобной оснастки, каждая характеризуется своими особенностями.
Оборудование для организации сварочного поста
Рабочее место сварщика (сварочный пост) должно оснащаться в соответствии с требованиями СНиПа и осуществляемого технологического процесса определенным оборудованием, инструментом, приспособлениями и т. д. В зависимости от выполняемой работы и габаритов свариваемых конструкций сварочный пост располагают в специальных сварочных кабинах. Кабины должны быть освещены дневным или искусственным светом, а также оснащены вентиляцией.
Защитные ограждения
Верстак слесарный универсальный
Универсальный верстак предназначен для слесарно-сборочных, рихтовочных, доводочных, монтажных, регулировочных, наладочных и других видов работ.
Стол сварщика комбинированный
Стол сварщика с комбинированной рабочей поверхностью применяется в качестве стационарного сварочного поста. Стол предназначен для проведения сварочных, а также слесарных, сборочных, доводочных, рихтовочных, зачистных, шлифовальных и др. работ.
Сплошная стандартная штора
Чаще всего устанавливаются сплошную штору. Она представлена сплошным материалом, который крепится на специальных несущих элементах. Среди особенностей отметим:
- Визуальная защита и преграда ультрафиолетовому излучению.
- Защита окружения от брызг и расплавленного металла.
- Снижается отрицательное воздействие воздушных боковых потоков.
Сплошная стандартная штора
При выборе наиболее подходящей шторы уделяется внимание ширине швов, толщине материала и некоторым другим моментам.
Текст книги «Безопасность труда при производстве сварочных работ»
3.3. Рабочее место газосварщика и газорезчика
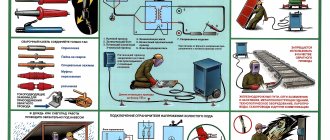
Для производства газосварочных работ необходимы баллоны с кислородом и горючими газами, ацетиленовый генератор, редукторы, резиновые шланги (рукава), предохранительные затворы, сварочные горелки, резаки и др.
Рабочим местом газосварщика и газорезчика является сварочный пост. Под термином «сварочный пост»
понимают рабочее место, где производится газопламенная обработка металлов. Рабочие посты могут быть передвижными или стационарными.
Передвижной рабочий пост
используется, как правило, для ручных сварочных работ, выполняемых в цехе, а также при монтаже и на строительных площадках. Подвод газа к передвижным рабочим постам выполняется по схемам, приведенным на рис. 3.1. В качестве источников питания обычно используют баллоны для кислорода и горючего газа с соответствующими редукторами для снижения давления. Газы к рабочему инструменту (горелке или резаку) подаются по рукаву длиной не менее 10 м (рис. 3.1,
а).
Вместо ацетиленового баллона иногда применяют передвижной генератор с предохранительным затвором (рис. 3.1,
б).
Для удобства перемещения передвижного поста допускается установка оборудования на одной тележке. Ацетиленовый передвижной генератор во время работы должен находиться не ближе 5 м от кислородного баллона. Перевозка генератора в заряженном состоянии запрещается.
Газосварщик (газорезчик) должен иметь на рабочем месте плоскогубцы, молоток, металлическую щетку для очистки поверхности металла, иглы для прочистки мундштуков и небольшой ломик для кантовки обрабатываемых изделий (деталей), а также инструмент (ключи) для крепления редукторов, открывания (закрывания) вентилей баллонов и устранения мелких неисправностей горелок (резаков).
Рис. 3.1.
Схема питания газами передвижного сварочного поста:
а —
от баллонов;
б —
от ацетиленового генератора;
1 —
баллон с кислородом;
2 —
кислородный редуктор;
3 —
баллон с ацетиленом;
4 —
рукава;
5 —
горелка;
6 —
передвижной ацетиленовый генератор
Сварщики (газорезчики) снабжаются спецодеждой по установленным нормам и защитными очками (с плотностью светофильтров С-3 при работе с резаками и С-4 при сварочных работах с расходом ацетилена до 2500 л/ч).
При использовании передвижных постов в закрытых помещениях необходимо обеспечить их естественную либо принудительную вентиляцию.
Стационарный рабочий пост
(рис. 3.2) предназначен для выполнения ручных и механизированных работ в условиях цеха, участка или мастерской.
Газопитание (газоснабжение) стационарных постов осуществляется централизованно: газ подается по газопроводам к местам потребления, если количество постов превышает 10. При меньшем количестве постов, когда устройство газопроводов нерационально, разрешается подача газа от индивидуальных баллонов.
Кислород поступает к стационарным рабочим постам по газопроводу от кислородной установки, газификатора или перепускной рампы, а ацетилен по газопроводу от ацетиленовой установки, стационарного генератора или перепускной рампы. В последнем случае ацетилен подается непосредственнов цеховой газопровод.
Рис. 3.2.
Стационарный рабочий пост газосварщика:
1 —
сварочный стол;
2 —
крышка;
3 —
ящик для хранения материалов;
4 —
присадочный материал;
5 —
редуктор для подачи кислорода в горелку (резак);
6 —
кислородопровод; 7 – предохранительный затвор;
8, 9 —
рукава для подачи ацетилена и кислорода;
10 —
экономизатор;
11 —
горелка;
12 —
ящик для воды;
13 —
стул поворотный; вентиляция с местным отсосом воздуха в количестве 1700–2500 м3/ч на рисунке не показана
При использовании других источников питания ацетиленом на входе ацетиленопровода в цех устанавливается центральный (групповой) предохранительный жидкостный или сухой затвор, предназначенный для защиты межцехового газопровода от обратного удара пламени. Тип затвора выбирают в зависимости от давления и расхода ацетилена.
Непосредственно за затвором (по ходу газа) на вводе газа в цех устанавливается шкаф ввода ацетилена с запорным вентилем и манометром, которые должны располагаться в доступном и удобном месте. Запорные вентили имеются на ответвлениях ацетиленопроводов, предназначенных для подачи ацетилена на отдельные участки цеха.
К ацетиленопроводу через запорный вентиль присоединяется трубопровод для сброса продувочных газов в атмосферу. Этот трубопровод располагается не менее чем на 1 м выше конька перекрытия. Аналогично к кислородопроводу через запорный вентиль присоединяется сбросной трубопровод.
На входе кислородопровода в цех, как и на каждом ответвлении внутрицеховой разводки газопроводов, устанавливается запорная арматура.
Высота прокладки ацетиленопровода над полом должна быть не менее 2,2 м, а кислородопровода – не менее 1,6–1,8 м. Кислородопровод прокладывают не менее чем на 250 мм ниже ацетиленопровода (при параллельном расположении). Расстояние между газопроводами при их пересечении должно составлять не менее 100 мм.
В местах потребления газов на газопроводах ацетилена и кислорода устанавливают газоразборные посты, в состав которых входят соответствующие запорные, регулирующие и предохранительные устройства, обеспечивающие нормальную работу газосварочной аппаратуры. Питание ее кислородом ведется от редуктора газоразборного поста, если давление кислорода в газопроводе не превышает 1,6 МПа (16 кгс/см2).
Когда давление кислорода в газопроводе не может быть более 1,6 МПа и расход кислорода не превышает 10 м3/ч, используют газоразборный пост с сетевым редуктором. В этом случае присоединение аппаратуры к газопроводу допускается непосредственно (без редуктора) через запорный вентиль и газоразборный пост не имеет регулирующего устройства.
К ацетиленовому газопроводу подсоединение инструмента (горелки или резака) во всех случаях должно осуществляться через предохранительное устройство: жидкостный или сухой затвор.
При питании цеховых газопроводов для ацетилна от перепускных рамп, когда давление в сети может превышать 0,12 МПа (1,2 кгс/см2), используют газоразборный пост с сухим затвором. Если давление в ацетиленопроводе не может превышать 0,07 МПа (0,7 кгс/см2), применяют газоразборные посты с жидкостным или сухим затвором.
Предохранительные затворы должны соответствовать максимально возможному давлению в ацетиленопроводе и расходу газа. Для присоединения аппаратуры (горелки, резаки) к газораздаточным постам применяют рукава: для ацетилена – класса I, для кислорода – класса III.
При использовании газов-заменителей ацетилена с давлением газа до 0,15 МПа (1,5 кгс/см2) для защиты газопровода от перетекания в него кислорода на каждом газоразборном посту устанавливают обратный клапан вместо постового предохранительного жидкостного или сухого затвора. В том случае, когда давление горючего газа в газопроводе может превысить 0,15 МПа, устанавливают редуктор, который снижает давление газа и защищает газопровод от попадания в него кислорода.
Пропан-бутановая смесь поступает к стационарным рабочим постам по газопроводам от раздаточной станции или от перепускных (разрядных) рамп. Типовая схема газопитания стационарных рабочих постов с использованием кислорода и пропан-бутана отличается от типовых схем с применением других газов-заменителей ацетилена только составом оборудования. Причем кислородопровод прокладывают над газопроводом для горючего газа на расстоянии 250 мм. Выбор источников питания, запорной и редуцирующей аппаратуры, а также предохранительных устройств зависит от расхода и давления газа.
В состав стационарного рабочего поста для ручных работ входят:
♦ газоразборный пост для питания газами горелок или резаков;
♦ стол с приспособлениями для крепления обрабатываемых деталей;
♦ система местной вытяжной вентиляции для удаления вредных выделений, образующихся при проведении газопламенных работ;
♦ грузоподъемное приспособление для перемещения обрабатываемых изделий;
♦ противопожарный инвентарь и оборудование.
Газоразборные посты, входящие в состав рабочего поста, встраивают в стол или располагают на трубопроводах потребления газов.
Рабочие столы для сварки покрывают металлической плитой или кирпичом. Оснащение столов общим или местным вентиляционным устройством производится с учетом вида выполняемых работ.
На каждом рабочем посту должен быть инструмент (ключи) для подключения аппаратуры к источникам питания и устранения возможных неполадок в работе горелок и резаков.
Рядом со сварочным столом должно стоять ведро с водой для охлаждения горелок в процессе работы.
При газовой сварке чугуна кроме перечисленного оборудования на рабочем посту устанавливают нагревательные устройства (печь, горн и т. д.) – на расстоянии не менее 5 м от места работы. Вблизи должны располагаться также ящики с песком для охлаждения деталей, склонных к образованию трещин.
В состав оборудования стационарного поста для механизированных работ входит механизм перемещения инструмента и изделия (или одного из них).
При кислородно-флюсовой резке флюсопитатель следует располагать на расстоянии не менее 5 м от места резки.
Причины несчастных случаев при выполнении газосварочных работ.
Основными причинами несчастных случаев при выполнении газосварочных работ являются:
♦ взрыв смесей горючих газов с воздухом и кислородом;
♦ взрыв ацетиленовых генераторов при обратных ударах пламени и попадании в них кислорода;
♦ взрыв карбидных барабанов при их открывании вследствие наличия в них ацетиленовоздушной смеси;
♦ взрыв кислородных редукторов при попадании в них твердых предметов в виде отдельных песчинок и резком открывании вентиля кислородного баллона;
♦ взрыв баллонов и других сосудов, находящихся во время работы под высоким давлением, вследствие нагрева, падений, ударов и других нарушений правил пользования баллонами, а также пожара;
♦ воспламенение кислородных шлангов при обратных ударах пламени;
♦ самовоспламенение и взрыв при соединении находящегося под высоким давлением кислорода с горючесмазочными материалами;
♦ воспламенение и взрыв бачков с горючим и жидкостями во время резки при размещении их около источника огня и неправильном закреплении шланга, подающего горючий газ.
Кроме того, возможно отравление продуктами сгорания горючих газов или парами свариваемого материала при отсутствии вентиляции или средств индивидуальной защиты (противогазы, респираторы и т. п.).
Выполнение работ без соответствующей спецодежды и обуви, а также без защитных очков приводит к ожогам тела и заболеванию глаз.
3.4. Газы для газовой сварки и резки
Кислород —
бесцветный газ, не имеющий запаха, тяжелее воздуха (плотность кислорода при температуре О °С составляет 1,429 кг/м3). Кислород не горит, но поддерживает горение, образуя химические соединения почти со всеми веществами. При газовой резке кислород применяется для получения высокой температуры подогревающего пламени и сжигания металла в месте разреза. Масло и жир в струе кислорода самовоспламеняются в результате быстрого окисления.
Ацетилен
—
бесцветный горючий газ, легче воздуха, со слабым эфирным запахом – представляет собой химическое соединение углерода и водорода. Технический ацетилен, применяемый для газовой сварки и резки металлов, содержит примеси, которые придают ему резкий неприятный запах.
При сгорании ацетилена в кислороде температура пламени достигает 3200 °С. Смеси ацетилена с воздухом и кислородом взрывоопасны, если в них содержится соответственно 1,5—82 % и 1,5—93,0 % ацетилена по объему. Они могут взрываться от искры, открытого пламени или сильного нагрева.
При нагревании до температуры 450–500 °С и одновременном повышении давления до 153 кПа ацетилен взрывается, образуя взрывную волну, в которой давление газа в 10 раз больше первоначального давления ацетилена.
Взрывоопасность ацетилена снижается, если он находится в тонких (капиллярных) сосудах. Это свойство ацетилена используется при наполнении им баллонов под давлением. Плотность ацетилена по отношению к воздуху составляет 0,9, а по отношению к кислороду – 0,8.
Причинами взрыва ацетилена могут служить:
♦ образование взрывоопасной смеси при наличии источника воспламенения; присутствие катализатора (медь, латунь, оксиды меди и железа);
♦ температура свыше 530 °С и давление 0,3 МПа (3 кгс/см2), при которых происходит полимеризация ацетилена с выделением значительного количества теплоты;
♦ сильные толчки или удары баллонов с ацетиленом; длительное соприкосновение газа с медью или серебром, в результате которого образуется ацетиленистая медь (ацетиленистое серебро), взрывающаяся при ударе или повышении температуры (допустимое содержание меди в сплавах, из которых изготавливают ацетиленовую аппаратуру, не превышает 70 %).
Температура самовоспламенения ацетилена зависит от его давления и наличия в нем примесей.
Пропан-бутановые смеси
состоят из технического пропана (С3Н8) с примесью (5-30 %) технического бутана (С4Н10). Пропан, бутан и их смеси образуются при переработке нефти и нефтепродуктов. Эти газообразные вещества тяжелее воздуха, бесцветны и имеют специфический запах. При небольшом давлении они сжижаются, тогда как при нормальном давлении пропан-бутановая смесь переходит в жидкое состояние при температуре около -40 °С.
Природные газы
—
это все горючие газы, которые добывают из недр земли. Они могут находиться в нефтяных месторождениях и сопутствовать нефти при ее добыче. Основной компонент природного газа – метан (СН4), объемное содержание которого составляет 85–98 %. Остальные 2-15 % приходятся на азот, этан, пропан, сероводород и др.
Природный газ легкий, бесцветный, не имеет запаха, не ядовит, но является удушающим газом. Для придания ему характерного резкого неприятного запаха добавляют одорант (16 г на 1000 м3 газа). Природный газ опасен тем, что при его неполном сгорании выделяется бесцветный и очень ядовитый угарный газ. При его содержании в воздухе 0,5 % через 20–30 мин наступает смерть, при содержании 1 % после нескольких вдохов – потеря сознания и через 1–2 мин – смерть.
Газ МАФ
(метилацетилен-алленовая фракция), относящийся к группе сжиженных газов начали применять в последние годы для газокислородной сварки и резки металлов. Газ МАФ выпускают по ТУ 38.102.1267; марка А – для газопламенной обработки, марка Б – для органического синтеза.
Основными горючими компонентами, определяющими свойства газа МАФ, являются метилацетилен и аллеи. Их содержание в смеси составляет 70–75 %, остальные 25 % – пропан и пропилен. По пожарным и взрывоопасным свойствам газ МАФ аналогичен пропану.
Температуры горения ацетилена (3200 °С) и МАФ (2927 °С) близки между собой.
Характерным показателем процесса горения является количество кислорода, которое необходимо подавать в резак (горелку). Для ацетилена и МАФ количество подогревающего кислорода, подаваемого в резак (горелку) на 10000 ккал, примерно одинаковое: соответственно 0,95 и 1,04 м3; для пропана – 1,68 м3. Таким образом, при замене пропан-бутана на МАФ расход подогревающего кислорода уменьшается в 1,6 раза. При сжигании 1 м3 МАФ экономится 1,3 м3 подогревающего кислорода по сравнению с работой на пропан-бутане.
Газы склонны к взрывному самораспаду, поэтому для получения устойчивого процесса горения необходимо обеспечить хорошее перемешивание горючего газа и подогревающего кислорода, подаваемого в резак (горелку).
При плохом смешивании кислорода и газа пламя коптит и имеет вид «метелки».
Газ МАФ имеет свои особенности, поэтому для его применения необходима доработка оборудования (сварочных горелок и резаков). Номер наконечников для МАФ увеличен по сравнению с аналогичными наконечниками для ацетилена.
Для замены 1 м3 ацетилена необходимо 0,62 м3 газа МАФ, или 1,06 кг (плотность 1,7 кг/м3). Таким образом, 1 кг газа МАФ заменяет 3,2 кг карбида кальция. Один баллон газа МАФ массой 21,2 кг заменяет четыре баллона ацетилена (вместимость баллона ацетилена 5,5–6,0 м3).
Один баллон газа МАФ заменяет два баллона пропан-бутана, а экономия кислорода при этом составляет 22 м3. При работе в зимнее время нет необходимости в обогреве баллонов с газом МАФ, полное испарение газа происходит при температуре не ниже минус 27 °С.
При газокислородной резке металла совмещаются два процесса: нагрев металла до температуры воспламенения 1050 °С и сжигание нагретого металла в струе чистого кислорода. Теплопередача металлу и нагрев его до температуры плавления в начале процесса резки осуществляются по тем же законам, что и при сварке.
Известно, что при переходе с ацетилена на природный газ или пропан-бутан время нагрева металла при врезании в лист с кромки либо при пробивке отверстия в листе возрастает на 30 %. При использовании газа МАФ это время уменьшается.
При нагреве металла высокотемпературным МАФ-кислородным пламенем появляется возможность врезания в лист «с хода» без остановки на нагрев кромки листа и переход без остановки через встречные резы. Использование пропан-бутана не позволяет выполнять резку с такой скоростью.
Согласно ТУ 38.102.1267 предоставляемые изготовителю газа МАФ пустые баллоны для заправки должны иметь остаточное давление не менее 0,05 МПа независимо от времени года.
3.5. Эксплуатация баллонов
Эксплуатация баллонов для сжатых, сжиженных и растворенных газов.
Баллоны предназначены для хранения и транспортировки относительно небольшого количества определенного вида газа: сжатого (воздух, кислород, азот, водород и др.), сжиженного (газообразные углеводороды, аммиак, хлор) или растворенного (ацетилен).
Данные о баллонах для газов, используемых при газовой сварке и резке, приведены в табл. 3.1.
Таблица 3.1.
Данные о газовых баллонах
Верхняя часть баллона имеет горловину, в которую на резьбе устанавливают запорный вентиль с боковым выпускным штуцером. Если баллон находится в нерабочем состоянии, то на штуцер навинчивают заглушку. Для защиты вентиля от повреждения на баллон устанавливают металлический или пластмассовый колпак.
Введена строгая маркировка баллонов. Боковые штуцера вентилей для баллонов с горючими газами выполняют с левой резьбой, а для баллонов с кислородом и другими негорючими газами – с правой, чтобы предотвратить применение не по назначению и образование взрывоопасных смесей. Баллоны следует предохранять от ударов, а также от высоких и низких температур.
Предельное рабочее давление в баллоне при температуре 20 °С для сжатых и растворенных газов составляет 15 МПа (150 кгс/см2), а для сжиженных – 3 МПа (30 кгс/см2). Если температура баллона значительно превышает указанное значение, давление газа может превзойти допустимое.
На верхней, сферической, части каждого баллона нанесены клеймением следующие данные:
♦ товарный знак завода-изготовителя;
♦ номер баллона;
♦ фактическая масса порожнего баллона (для баллонов вместимостью до 12 л включительно – с точностью 0,1 кг, от 12 до 55 л включительно – с точностью 0,2 кг, свыше 55 л – в соответствии государственным стандартом или техническими условиями на их изготовление);
♦ дата (месяц и год) изготовления и год следующего освидетельствования;
♦ рабочее давление;
♦ пробное гидравлическое давление;
♦ вместимость баллона (для баллонов вместимостью до 12 л включительно – номинальная; от 12 до 55 л включительно – фактическая, с точностью 0,3 л; свыше 55 л – в соответствии с государственным стандартом или техническими условиями на их изготовление);
♦ клеймо ОТК завода-изготовителя круглой формы диаметром 10 мм (за исключением стандартных баллонов вместимостью свыше 55 л); номер стандарта для баллонов вместимостью свыше 55 л.
Высота знаков на баллонах вместимостью до 55 л включительно должна составлять не менее 6 мм, а свыше 55 л – не менее 8 мм.
Масса баллонов, за исключением баллонов для ацетилена, указывается с учетом массы нанесенной краски кольца для колпака и башмака, если таковые предусмотрены конструкцией, но без массы вентиля и колпака.
Место на баллонах, где выбиты паспортные данные, должно быть покрыто бесцветным лаком и обведено отличительной краской в виде рамки.
На баллонах вместимостью до 55 л или с толщиной стенки менее 5 мм паспортные данные могут быть выбиты на пластине, припаянной к баллону, или нанесены эмалевой (масляной) краской.
Окраска и нанесение надписей на вновь изготовленные баллоны производятся заводами-изготовителями, а в дальнейшем – заводами-наполнителями, наполнительными или испытательными станциями.
Надписи на баллонах наносят по окружности, не менее чем на ее 1/3 часть, а полосы проводят по всей окружности, причем высота букв на баллонах вместимостью более 12 л должна составлять 60 мм, а ширина полосы – 25 мм. Размеры надписей и полос на баллонах вместимостью до 12 л зависят от площади боковой поверхности баллонов.
Наполнять баллоны газом запрещается, если истек срок периодического освидетельствования, отсутствуют установленные клейма, неисправны вентили, поврежден корпус (трещины, сильная коррозия, заметное изменение формы), баллон плохо окрашен, окраска не соответствует стандарту или на баллоне нечеткая надпись.
Баллоны для сжатого газа бракуют при потере массы, составляющей более 20 %, увеличении вместимости более чем на 3 %, наличии других дефектов.
При потере массы 7,5—10 % и увеличении вместимости на 1,5–2,0 % давление в баллонах снижают по сравнению с первоначально установленным на 15 %.
При потере массы 10–15 % и увеличении вместимости на 2–2,5 % давление в баллонах снижают не менее чем на 50 %.
При потере массы 15–20 % и увеличении вместимости на 2,5–3 % давление в баллонах не должно превышать 600 кПа.
Баллоны, находящиеся в эксплуатации, подвергаются освидетельствованию не реже чем один раз в 5 лет. Баллоны, предназначенные для наполнения газами, которые вызывают коррозию, а также баллоны для сжатых и сжиженных газов, применяемых в качестве топлива для автомобилей и других транспортных средств, подлежат освидетельствованию не реже чем один раз в 2 года.
Периодическое освидетельствование баллонов проводится работниками заводов-наполнителей, наполнительных или испытательных станций.
В случае получения удовлетворительных результатов на каждый баллон наносят клеймо (круглой формы, диаметром 12 мм) завода-наполнителя, на котором выполнено освидетельствование, дату проведенного и следующего освидетельствования (в одной строке с клеймом завода-изготовителя).
Результаты освидетельствования баллонов заносят в журнал испытаний. Разрешение на освидетельствование баллонов выдает организациям местный орган Проматомнадзора.
Баллоны для ацетилена. Ацетилен при давлении 200 кПа становится взрывчатым, поэтому для его безопасного хранения и транспортировки при более высоком давлении внутреннюю полость баллона (2/3 объема) заполняют пористой массой – березовым активированным углем, пропитанным ацетоном, хорошо растворяющим ацетилен. Баллоны заполняют пористой массой и растворителем согласно государственному стандарту. Ответственность за качество и количество пористой массы несет завод, наполняющий ею баллоны. Ответственность за качество и количество растворителя несет завод, заполняющий им баллоны.
После заполнения баллона пористой массой и растворителем на его горловине выбивается масса тары (масса баллона без колпака, но с пористой массой и растворителем, башмаком, кольцом и вентилем).
Для предупреждения вытекания растворителя (вместе с ацетиленом) наполненные баллоны должны постоянно находиться в вертикальном положении.
Освидетельствование ацетиленовых баллонов должно проводиться на заводе, осуществляющем их наполнение ацетиленом, не реже чем один раз в 5 лет. Оно включает в себя осмотр наружной поверхности, проверку пористой массы и пневматическое испытание.
Состояние пористой массы в баллонах для ацетилена должно проверяться на соответствующих заводах-наполнителях не реже чем один раз в 2 года. После проверки пористой массы на каждый баллон наносят год и месяц ее проведения, клеймо завода-наполнителя и клеймо (диаметром 12 мм с буквами «Пм»), удостоверяющее проверку.
Баллоны для ацетилена, наполненные пористой массой, при освидетельствовании испытывают азотом под давлением 3,5 МПа, погружая их в воду на глубину не менее 1 м. Степень чистоты азота, применяемого для испытания баллонов, должна составлять не менее 97 %.
В 1 л ацетона при давлении 3 МПа (30 кгс/см2) и температуре 20 °С растворяется 23 л ацетилена; с повышением давления растворимость ацетилена возрастает почти прямо пропорционально давлению.
Баллоны для ацетилена имеют вентиль диаметром 1/2″ с левой резьбой. Их наполняют газом под давлением 19 кгс/см2. Баллон вместимостью 40 л при таком давлении содержит 4–5 м3 ацетилена.
Для хранения ацетилена применяют баллоны диаметром 219 мм с толщиной стенки 7 мм, вместимостью 40 и 50 л, высотой 1390 и 1700 мм, массой 52 и 64 кг.
Баллоны для кислорода.
Баллон для сжатого газа состоит из цилиндрического корпуса с выпуклым днищем, верхней сферической частью, имеющей горловину и кольцо. В горловину ввинчивают вентиль диаметром 3/4″ с правой резьбой. Для придания баллону устойчивости на нижнюю часть корпуса надевают башмак. На горловину баллона напрессовано кольцо с резьбой для навинчивания защитного колпака. Баллоны следует хранить в вертикальном положении, предохраняя от ударов и нагревания.
Для кислорода наиболее широко применяются баллоны вместимостью 40 л, имеющие диаметр корпуса 219 мм, высоту 1390 мм и толщину стенок 8 мм. Масса такого баллона составляет 67 кг. При давлении 15 МПа (150 кгс/см2) и температуре 20 °С он содержит 6000 л, или 6 мЗ, кислорода. Баллон испытывается под давлением 22,5 МПа (225 кгс/см2) один раз в 5 лет.
К баллонам для кислорода предъявляют следующие требования: необходимо, чтобы они были исправны, своевременно освидетельствованы, окрашены в голубой цвет и имели надпись «Кислород». Боковые штуцеры вентилей баллонов с правой резьбой должны ввертываться на фольге или с применением жидкого натриевого стекла, без использования промасленных деталей и прокладок.
Хранение и транспортировка баллонов. В
условиях производства баллоны со сжатым газом хранят с завернутыми предохранительными колпаками в специальных складских помещениях или под навесом в вертикальном положении, в гнездах специальных стоек. Ввиду того, что баллоны со сжатым газом представляют собой большую опасность, разрешается совместно хранить не более 50 баллонов. Расстояние от склада баллонов до строящегося и существующих зданий должно составлять не менее 20 м.
Хранение кислородных баллонов совместно с баллонами, содержащими ацетилен, пропан, водород и другие горючие газы, а также с карбидом кальция, красками и маслами категорически запрещается.
В помещении склада на видном месте необходимо вывесить правила эксплуатации, хранения и перевозки баллонов. Кладовщики, грузчики и другие рабочие, обслуживающие баллоны, должны быть обучены правилам безопасности и проинструктированы.
Склады для хранения баллонов, наполненных газами, должны быть одноэтажными, с покрытиями легкого типа и без чердачных помещений. Стены, перегородки и покрытия выполняют из несгораемых материалов не ниже II степени огнестойкости; окна и двери должны открываются наружу. Высота складских помещений (от пола до нижних выступающих частей кровельного покрытия) должна составлять не менее 3,25 м.
Полы складов должны быть ровными, с нескользкой поверхностью, а полы складов для баллонов с горючими газами – с поверхностью из материалов, исключающих искрообразование при ударе о них каких-либо предметов.
Освещение складов для баллонов с горючими газами должно отвечать нормам для взрывоопасных помещений.
Складское помещение разделяется несгораемыми стенами на отсеки, в каждом из которых допускается хранение не более 500 баллонов с горючими или ядовитыми газами и не более 1000 баллонов с негорючими и неядовитыми газами (вместимость баллонов 40 л).
Отсеки для хранения баллонов с негорючими и неядовитыми газами могут быть разделены несгораемыми перегородками высотой не менее 2,5 м с открытыми проемами для прохода людей и средств механизации. Каждый отсек оборудуют самостоятельным выходом наружу.
Баллоны перемещают в пунктах наполнения и потребления газов на специальных тележках или с помощью других устройств. Баллоны, наполненные газом, следует перевозить на рессорном транспорте или автокарах в горизонтальном положении, с прокладками между баллонами. В качестве прокладок могут применяться деревянные бруски с вырезанными гнездами для баллонов, веревочные или резиновые кольца толщиной не менее 25 мм (по два кольца на баллон) и др. Все баллоны во время перевозки должны быть уложены вентилями в одну сторону.
При погрузке, разгрузке, транспортировке и хранении баллонов должны приниматься меры, предотвращающие падение, повреждение и загрязнение баллонов.
Транспортировать и хранить стандартные баллоны вместимостью более 12 л следует с навернутыми колпаками. Хранить наполненные баллоны на заводе-наполнителе до выдачи их потребителям можно без предохранительных колпаков. При транспортировке и хранении баллонов с ядовитыми и горючими газами на боковые штуцеры вентилей баллонов ставят заглушки. Баллоны, наполненные газами, при перевозке должны быть защищены от солнечных лучей.
Полосовая сварочная штора
Защитная штора выбирается при учете различных параметров. Основными можно назвать:
- Толщина и тип материала. Некоторые ткани характеризуются повышенной устойчивостью к воздействию температуры.
- Качественные варианты исполнения прошиваются.
- Тип несущей конструкции.
Полосовая сварочная штора
Установить подобную защиту можно быстро, после завершения процесса ее быстро собирают. Несущий элемент изготавливается из коррозионностойкого металла.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Стол
Для удобного выполнения сварочных манипуляций практично располагать изделие на столе. Это повышает скорость накладки швов и удобство сварки в труднодоступных местах. Стол сварщика изготавливается по индивидуальным размерам, исходя из габаритов будущих изделий. Ножки должны иметь регулировку по высоте, чтобы подстраиваться под разных по росту рабочих.
На столе стоит предусмотреть приспособления для:
- безопасной укладки держателя в процессе перестановки изделия;
- быстрого доступа к расходным материалам и легкой смены электрода;
- расположения инструментов (молотка, напильника, фонарика, шлакоотделителя, щетки по металлу);
- розжига электрода на черновой поверхности;
- установки нестандартных конструкций с выступами в специальные отверстия.
ТЕСТ Подготовка к работе и обслуживание рабочего места электросварщика тест на тему
ТЕСТ
Подготовка к работе и обслуживание рабочего места электросварщика
МДК 02.01. Оборудование, техника и технология электросварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы).
Тестирование — это более мягкий инструмент, они ставят всех обучающихся в равные условия, используя единую процедуру и единые критерии оценки, что приводит к снижению предэкзаменационных нервных напряжений.
Скачать:
| Вложение | Размер |
| podgotovka_k_rabote_i_obsluzhivanie_rabochego_mesta_elektrosvarshchika.docx | 18.65 КБ |
Предварительный просмотр:
бюджетное образовательное учреждение Омской области
начального профессионального образования
«Профессиональное училище № 65».
Подготовка к работе и обслуживание рабочего места электросварщика
МДК 02.01. Оборудование, техника и технология электросварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
Составил: Баранов Владимир Ильич мастер производственного обучения
Седельниково, Омская область, 2013
Подготовка к работе и обслуживание рабочего места электросварщика.
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный ответ.
- Сварочный пост:
а) это рабочее место сварщика, имеющее подвод электроэнергии, оснащенное необходимым сварочным оборудованием и оснасткой;
б) это участок производственной площади, на котором осуществляется сварка деталей или узлов.
- Стационарный пост обычно устанавливается:
а) в виде отдельного участка на строительной площадке;
б) в виде рабочего места на свариваемой конструкции;
в) в виде отдельной кабины размером 2×2,5 м.
- Стационарный пост включает:
а) источник сварочного тока;
б) сварочный стол;
в) местную вентиляцию.
- Для защиты близко работающих людей других профессий передвижные сварочные посты оснащаются:
а) дополнительной вентиляцией;
б) переносными щитами (ограждениями), ширмами;
в) звуковой сигнализацией.
- При сварке крупногабаритных конструкций рабочее место сварщика должно быть оборудовано:
а) подъемной площадкой или лестницей;
б) дополнительным ограэвдением или ширмами;
в) дополнительной вентиляцией.
- Подготовка рабочего места к работе включает:
а) уборку рабочего места и освобождение проходов к сварочному столу;
б) выбор инструмента, оснастки и средств индивидуальной защиты;
в) сборку сварочной цепи.
- Длина сварочных проводов не должна превышать:
- Во время работы необходимо:
а) оберегать провода от возможных повреждений;
б) готовые детали укладывать в соответствующую тару;
в) соблюдать правила пожарной и электробезопасности.
- При обнаружении неисправности вам необходимо:
а) устранить неисправность самостоятельно;
б) прекратить работу и дождаться инструктора;
в) сообщить о неисправности инструктору.
- К средствам пожаротушения относятся:
а) емкость с песком и лопата;
в) ящик с ветошью.
Критерии оценок тестирования:
Оценка «отлично» 9-10 правильных ответов или 90-100% из 10 предложенных вопросов;
Оценка «хорошо» 7-8 правильных ответов или 70-89% из 10 предложенных вопросов;
Оценка «удовлетворительно» 5-6 правильных ответов или 50-69% из 10 предложенных вопросов;
Оценка неудовлетворительно» 0-4 правильных ответов или 0-49% из 10 предложенных вопросов.
Список использованной литературы
- Галушкина В.Н. Технология производства сварных конструкций: учебник для нач. проф. образования. – М.: Издательский , 2012;
- Овчинников В.В. Технология ручной дуговой и плазменной сварки и резки металлов: учебник для нач. проф. образования. – М.: Издательский , 2010;
- Маслов В.И. Сварочные работы6 Учеб. для нач. проф. образования – М.: Издательский , 2009;
- Овчинников В.В. Оборудование, техника и технология сварки и резки металлов: учебник – М.: КНОРУС, 2010;
- Куликов О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования – М.: Издательский , 2006;
- Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф. образования – М.: Издательский , 2010.