Выбор инструмента
Паяльник – инструмент с нагревательным элементом, используемый для соединения плавких материалов. По способу нагревания их разделяют на:
- электрические;
- термовоздушные;
- газовые;
- индукционные.
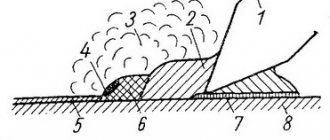
Паяльники: 1-Электрический, 2-Термовоздушный, 3-Газовый, 4-Индукционный
Для работы с электрическими схемами и SMD-платами применяют электрические паяльники. В среднем они обладают мощностью в 15-40 Ватт. С помощью приборов мощностью более 100 Вт спаивают большие детали: радиаторы, медные трубки разного диаметра и т.д. Большие молотковые паяльники мощностью до 550 Вт используются в различных сферах промышленности: машиностроение, металлургия и т.п.
На выбор того или иного инструмента влияет не только размер деталей, но и теплопроводность материала, из которого она сделана. Именно она определяет температуру нагрева, а, следовательно, и необходимую мощность. Так, например, медь может требовать большей температуры нагрева, чем стальная деталь аналогичного размера. Стоит отметить, что при пайке медных деталей может даже возникать ситуация, когда высокая теплопроводность приводит к распаиванию соединений, выполненных ранее.
Основным элементом прибора (напоминаю, что работаем мы в основном электрическим) является нагревательный стрежень. Он представляет собой медную трубку и намотанную на неё нихромовую спираль. С одной стороны стержня, спрятанной в рукоятку прибора, идет ток, а с другой – вставлено жало из накатанного медного прута. Наконечник жала затачивается под скос. Нагрев наконечника происходит за счет замыкания тока на нихромовой спирали.
Для электротехнических работ подойдет легкий инструмент компактных размеров с низкой теплоемкостью. Чтобы избежать рассеивания напряжения лучше выбрать модель, имеющую трех-направляющий штекер заземления. Для начинающего электротехника будет достаточно модели до 30 Вт. Если с помощью паяльника планируется ремонтировать автомобиль, то лучше обратиться 40-ваттным приборам – для быстрого соединения проводов любого типа на большой площади. Для комфортной работы паяльников в автомобиле продаются специальные насадки.
Многие мастера по ремонту электроники пользуются паяльной станцией. Такая конструкция включает в себя набор всех необходимых для паяльных работ инструментов: паяльник со сменными наконечниками, подставка, блок регулировки напряжения, термофен, очистители и оловоотсос.
Многих интересует вопрос, можно ли паять без паяльника. Да, можно, в данном случае припой и детали придется нагревать для лужения и спаивания на открытом огне. Это позволяет создавать более-менее качественные соединения, однако технология отличается меньшей безопасностью. Кроме того, у новичка, не обладающего достаточным опытом, могут возникнуть большие сложности при работе с такими материалами, как медь, алюминий или нержавейка.
Особенности демонтажа
Известно множество технических приёмов, позволяющих выпаивать микросхему паяльником, каждый из которых имеет свои достоинства и недостатки.
Извлечь электронные детали из плат без повреждений контактов можно следующими способами:
- за счёт прогрева мест спайки одним лишь паяльником (с добавлением флюса);
- посредством специального отсоса, удаляющего расплавленный припой с контактных площадок;
- применением металлической оплётки от коаксиального кабеля, прикладываемой к отпаиваемой ножке;
- с использованием теплопроводящих металлических пластин (лезвий) или медных насадок, имеющих прорези под контактные пятачки микросхем.
Первые три метода пригодны при наличии паяльника, мощность которого превышает 25 Ватт.
Вариант применения специальных насадок предполагает замену рабочего жала и годится лишь в сочетании с «мощными» паяльными станциями (более 40 Ватт), способными прогреть её вместе с впаянными в плату контактами.
К тому же этот способ выпаять деталь годится только для микросхем с подходящим под конфигурацию насадки расположением ножек. Большее распространение получил подход, когда в качестве нагревателя используется обычное бритвенное лезвие.
Припои и флюсы
Перед тем как паять провода или электрические схемы необходимо выбрать подходящий припой. Для этой работы подходят оловянно-серебряные и оловянно-свинцовые припои, канифоль. Припои с содержанием свинца обеспечивают более высокое качество пайки, однако имеют недостаток, заключающийся во вредности этого металла. Оловом пользуются для пайки деталей и материалов, требующих сохранения безопасности для организма, например, посуды.
Маркировка припоев обозначает металлы, входящие в ее состав и их содержание. Так, к примеру, в состав припоя ПОС-40 входят олово и свинец (припой оловянно-свинцовый). Цифра 40 говорит о 40% содержании олова. Количество свинца в ПОС припоях влияет на цвет (становится темнее) и температуру плавления (повышается). Для электротехнических работ чаще всего применяют ПОС с содержанием олова от 30% до 61%, а также ПСР-2 и ПСР-2,5. В маркировке оловянно-серебряного ПСр-2,5 цифра обозначает, что 2,5±0,3% припоя составляет серебро.
Припой
Для зачистки поверхности под пайку от оксидов используется специальные смеси – флюсы. Они являются одними из самых важных факторов, влияющих на качество паяния. Флюс должен подбираться под свойства паяемого материала, быть достаточно сильным для разрушения оксидной пленки. Активные флюсы на основе кислоты запрещено использовать для пайки микросхем и плат, поскольку они вызывают коррозию и разрушают контакты, однако при работе с химически стойкими металлами без них не обойтись. Сегодня при пайке, как правило, пользуются паяльной кислотой (хлорид цинка), спирто-канифольным раствором ЛТИ-120 и бурой (для пайки таких металлов, как медь, чугун, сталь, латунь).
Если вы собираетесь паять наушники, колонки или контакты материнской платы, то в качестве флюса можно использовать канифоль. Однако не следует использовать ее для пайки элементов микросхемы и плат. И особое внимание обратите на следующее: нельзя использовать канифоль для музыкальных инструментов! Она сильно загрязняет место спайки.
Флюс
Рекомендуем к просмотру это видео. Оно может раскрыть оставшиеся вопросы о флюсах и припоях.
Как правильно паять паяльником с канифолью
Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса
- Вначале следует подготовить рабочее пространство, где планируется проводить запайку деталей. Для этого нужно открыть форточку, поскольку испарения, которые идут от припоя, сильно загрязняют воздух. Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием.
- Под рукой обязательно должна находиться подставка для прибора.
- Затем нужно подключить паяльник в розетку и нагреть его. В процессе нагревания прибора может пойти специфический запах и заметный дым — это нормально. Прибор будет готов к использованию сразу же после того, как жало полностью накалится, а дым и неприятный аромат испарятся.
- После того как инструмент прокалился, его следует отключить. Это необходимо для того чтобы провести предварительную чистку жала от грязи и налёта. Чистить инструмент лучше всего пока он горячий. Для этого можно использовать подготовленную губку или тряпочку.
- Затем нужно снова включить паяльник и дать ему тщательно прогреться.
- После очистки и нагрева инструмента следует провести процесс лужения наконечника паяльника — покрытие жала лёгким слоем припоя, в данном случае — канифоли. Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
- Далее необходимо наконечник нагретого прибора на некоторое время окунуть в канифоль, чтобы на жало набралось немного припоя. Следует чуть-чуть подождать, пока припой нагреется и начнёт размягчаться.
- Излишки канифоли можно снять при помощи картона или другого подручного инструмента.
- Если планируется паять одну медную деталь, то достаточно будет одного лужения — нужно один раз прикоснуться к канифоли, после этого приложить кончиком паяльника с припоем к рабочей поверхности и немного подождать, пока проводок не покроется припоем. В результате данных манипуляций начнёт дымиться канифоль, а припаиваемые детали обтекут расплавленным веществом.
- Для того чтобы качественно припаять две детали, их также необходимо по отдельности залудить, то есть, покрыть припоем. Следует помнить, что процесс лужения — это обязательная процедура, без которой не удастся качественно припаять нужные детали.
- После завершения работы с паяльником, пока он ещё не остыл, необходимо удалить остатки припоя. Для этого жало инструмента нужно просто протереть влажной тряпочкой, а лучше губкой, смоченной в спирте или любом другом составе, предназначенном для этих целей.
Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
Подготовка к работе
Безусловно, для того, чтобы стать мастером и выполнять пайку деталей любых сложностей, необходимо время и опыт. Однако для того, чтобы починить наушники, прикрепить светодиодную ленту или в домашних условиях поменять конденсаторы на компьютерной плате не нужно обладать особыми знаниями. Соблюдение инструкции и правил электротехнической безопасности позволят выполнить эти работы без затруднений.
Огромное значение для качества и эффективности пайки имеет состояние жала. Процесс ухода за ним называют лужением — процесс покрытия его поверхности тонким слоем припоя. Это делается для того чтобы медь, из которой изготовлен наконечник паяльника, не окислилась. Паяльник с окислившимся жалом плохо взаимодействует с припоем и обрабатываемым материалом. Каждый раз, перед тем как паять паяльником, следует проводить его подготовку. Сначала обрабатываем жало холодного паяльника напильником, или жесткой щеткой, очищая медь от грязи.
Чистка паяльника щеткой (можно использовать и напильник)
После чистки паяльника.
Затем, нагрев паяльник до рабочей температуры, нужно несколько раз поочередно коснуться им канифоли и затем припоя. Сплав должен равномерно покрыть рабочую часть.
Опускаем паяльник во флюс.
Касаемся жалом припоя.
Ниже видео о том как залудить паяльник и приготовить его к работе. Пожалуй на видео даже лучше видно, чем на наших фотографиях, так что рекомендуем посмотреть.
Чем опасны микротрещины в пайке в работающих устройствах
Самое опасное в микротрещинах – это искрение и воздушный пробой в работающей электронике. Все это сопровождается пожароопасными искрами, громкими хлопками, едким дымом, нагревом и плавлением пластика. Это опасно для человека.
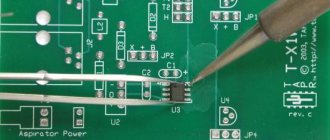
Для электронной схемы это опасно выходом из строя силовых транзисторов, дорогостоящих процессоров и выгоранием дорожек платы. В общем, приятного мало и ведет к дорогостоящему ремонту. На фото показаны дефекты пайки smd компонента (резистора) и неоднородности в BGA-шариках.
Пайка плат и микросхем
Очень часто электрические паяльники используют для пайки печатных плат. Для этого подойдет специальный небольшой прибор средней мощности. Более подробно рекомендуем прочитать статью о выборе паяльников для плат и микросхем.
- Для начала надо подготовить поверхность, чтобы она обеспечила минимальное сопротивление и прочное соединение. Для обезжиривания платы ее можно протереть салфеткой, смоченной в мыльном растворе. Для снятия твердых отложений подойдет специальное средство, продающееся в профильном магазине. Рабочий участок необходимо зачищать до того момента, пока медь не станет блестеть. Для обработки контактов можно воспользоваться обычным ацетоном. Менее пахучим и опасным растворителем является метил гидрат.
Обезжириваем плату перед пайкой. - Закончив очистку, разместите контакты и провода на схеме. В первую очередь припаиваются плоские радиодетали, такие как варисторы и резисторы, а после них – большие элементы: потенциометры, конденсаторы, транзисторы, микрофоны, трансформаторы и т.п. Такая последовательность служит сохранению рабочего состояния чувствительных компонентов. При пайке зарядок или резисторов провода должны быть согнуты под углом 45˚. Короткие провода и такие детали, как наушники, колонки, динамики можно предварительно закреплять изоляционной лентой.
- Нанесите на кончик разогретого паяльника небольшое количество припоя – это улучшит проводимость меди. Теперь нужно нагреть соединение – уприте жало в компонент платы и задержите в таком положении 2-3 секунды. Будьте внимательны — если нагреваемый участок начинается пузыриться, следует сразу же прекратить нагрев, чтобы не испортить плату.
Пайка платы. - Нанеся припой на жало паяльника, приложите его к соединению в обрабатываемом месте. После появления небольшого бугорка надо прекращать пайку.
- Теперь можно выключить паяльник и приступить к уборке обрабатываемого участка. При этом надо соблюдать осторожность – соединение нельзя двигать, чтобы оно закрепилось.
Ниже видео, которое наглядно описывает весь процесс: Такой способ пайки позволяет новичку без особых затруднений припаять к схеме радиатор, впаять кнопку на модем, светодиодную ленту (об этом более подробно будет ниже) или отремонтировать штекер.
Применение медицинских игл
За неимением специального отсоса начинающий мастер для того чтобы выпаять микросхему может воспользоваться медицинской иглой. Она должна быть достаточно тонкой для того, чтобы входить в освобождаемое отверстие. Одновременно с этим игла должна иметь толщину, позволяющую надевать её на выпаиваемую ножку.
Перед началом операций нужно надфилем спилить кончик так, чтобы из косого среза получился прямой, а затем немного развальцевать его.
Выпаять деталь с получившимся приспособлением совсем несложно. Для этого нужно сначала одеть до упора иглу на вывод микросхемы, а затем паяльником разогреть её вместе с контактом.
Пока припой находится в жидкой фазе, слегка проворачивая иглу, следует утопить её в монтажное отверстие (вращение желательно продолжать до момента схватывания расплава).
По завершении этой процедуры конец иглы вместе с ножкой окажется изолированным от платы. Подобным же образом поступают с остальными ножками, после чего микросхема отпаивается и достаётся без всякого труда.
Пайка проводов
Умение паять провода может пригодиться во многих ситуациях. Одним из самых подходящих примеров можно назвать вышедшие из-за перелома провода наушники. Для соединения проводов используют два основных способа:
- Жилы накладываются друг на друга и спаиваются с помощью припоя.
- Жилы проводов предварительно скручиваются между собой и потом лудятся с помощью припоя.
В обоих случаях используется канифоль. При необходимости очистки проводов применяется жидкий флюс, наносимый с помощью кисточки. Другие способы спайки проводов между собой основываются на двух основных, описанных выше, и представлены на следующем рисунке.
Способы спайки проводов между собой
Для пайки радиоэлементов без печатного монтажа прибегают к двум способам. Первый (нахлестный) является более быстрым, а второй (скрутка) обеспечивает большую надежность соединения.
Для того чтобы починить наушники лучше всего подойдет второй указанный способ (т.к. обеспечит большую прочность соединения). Порядок действий примерно следующий:
- Найдите поврежденный участок провода и вырежьте его. Зачистите края проводов на достаточную длину. Для снятия изоляции лучше всего пользоваться нагретым паяльником, или плоским, не очень острым ножом.
- Сложите провода друг с другом (по цветам) и залудите с помощью канифоли или смеси ФС-1.
- Замотайте обработанное место изолентой.
Если провод поврежден у самого штекера или входа в наушники, необходимо будет разобрать корпус и припаять провода непосредственно к входным контактам.
Порядок проведения работ
Перед началом работ необходимо подготовить все инструменты, материалы и приспособления, чтобы они были под рукой.
При монтаже или демонтаже плату можно расположить на термостоле. Если для демонтажа используется паяльный фен, то для исключения его воздействия на другие компоненты, нужно их изолировать. Сделать это можно установкой пластин из тугоплавкого материала, например, полосок, нарезанных из старых плат, пришедших в негодность.
При использовании для демонтажа оловоотсоса процесс происходит аккуратнее, но дольше. Оловоотсос «заряжается» при очистке каждой ножки. По мере заполнения кусками застывшего припоя, его нужно очищать.
Есть несколько правил пайки, которые следует обязательно исполнять:
- паять микросхемы на плате надо быстро, чтобы не перегреть чувствительную деталь;
- можно каждую ножку во время пайки придерживать пинцетом, чтобы обеспечить дополнительный теплоотвод от корпуса;
- при монтаже с помощью фена или инфракрасного паяльника, необходимо следить за температурой детали, чтобы она не поднималась выше 240-280 °C.
Радиоэлектронные детали очень чувствительны к статическому электричеству. Поэтому при сборке лучше использовать антистатический коврик, который подкладывается под плату.
Пайка светодиодной ленты
Сегодня светодиодную ленту активно используют для монтажа интерьерного освещения различной сложности. Она дает широкие дизайнерские возможности, имеет небольшие размеры и не уступает по рабочим характеристикам другим осветительным приборам.
Светодиодная лента
Вне зависимости от размера и условий монтажа, ленту паяют по одинаковой инструкции:
- Обрезав ленту до нужной длины, поверхность, на которую она должна крепиться, обезжиривают и высушивают.
- Оторвав защитную пленку с обратной стороны, ленту приклеивают к монтажной поверхности.
- После этого припаиваются провода на входных контактах, мелкие детали, диммеры, контроллеры. Во время работы нужно избегать перегрева ленты, это может привести к выходу диодов из строя.
Обратите внимание, спаивая две ленты! Плюс должен идти к плюсу, а минус к минусу!
Процесс припаивания изображен на фотографиях ниже:
Фиксируем светодиодную ленту (использовалась изолента)
Немного припоя на каждый контакт.
Припаиваем провода, соблюдая полярность.
Чтобы паять диодную ленту хорошо подходят паяльники мощностью до 40 Вт. Лучше всего использовать провода с сечением 0,75 мм. Красные припаиваются к плюсовому контакту, а черные – к минусовому.
Рулон светодиодной ленты.
Теперь о том, как паять светодиоды непосредственно на плату, чтобы создать светодиодную подсветку своими руками. Для этого понадобятся сами диоды, кусочек платы для них (можно купить в радиотехническом магазине) и паяльные принадлежности. Для очистки от окалины воспользуемся флюсом под алюминий, оловом – в качестве припоя.
- Вставляем диоды в плату так, чтобы плюсовые контакты (длинные «лапки») были расположены с одной стороны, а минусовые – с другой. И загибаем контакты в стороны. Будьте внимательно – если хотя бы один диод будет подключен неправильно, всё сгорит.
- Обработав «лапки» флюсом припаиваем их к плате.
- Отрезаем лишнюю длину контактов с помощью кусачек. Зачищаем провода питания на длину, равную длине диодного ряда, прикладываем к соответствующим контактам и запаиваем.
- Готово! Теперь можно проверять работу схемы, подключив провода к 12 В источнику питания.
Типы микросхем
Большое разнообразие корпусов микросхем привело к тому, что методика выпаивания стала различаться. Раньше наибольшее распространение имели микросхемы со штыревыми выводами для монтажа в отверстия печатной платы. В дальнейшем, с увеличением степени интеграции, широким распространением автоматизированных линий пайки, стали использоваться элементы для поверхностного монтажа с плоскими или шариковыми выводами.
Для ИМС (интегральных микросхем) с выводами для пайки в отверстия характерны корпуса типа DIP и SIP с двумя и одним рядом выводов, соответственно.
Поверхностный монтаж (SMD) допускает установку ИМС с выводами таких типов:
- Плоские выводы, выведенные наружу корпуса, – SOIC, SOP, QFP (квадратный корпус);
- Плоские ножки, загнутые вовнутрь, под корпус, – SOJ, PLCC, QFJ;
- Шариковые выводы – BGA.
Каждая из разновидностей имеет по несколько подвидов. Общее число типов корпусов исчисляется десятками.
Корпус DIP
Пайка алюминия
Кажется, что в том, как паять алюминий, нет никакой сложности. Ведь этот материал обладает высокой теплопроводностью и легко поддается обработке. Несмотря на это для обработки данного металла необходимо учитывать некоторые особенности.
Алюминий под воздействием высокой температуры очень быстро образует на поверхности окисные пленки, и поэтому для его пайки приходится использовать специальные флюсы и паяльные жала (покрытые сталью). И если обработка алюминиевых проводов практически не отличается от работы с другими металлами, то пайка плоских алюминиевых поверхностей — процесс гораздо более сложный. В первую очередь, вам понадобится паяльник мощностью в 60-100 Вт, для того чтобы хорошо прогревать большие детали.
- Перед тем, как паять алюминий, его рабочая поверхность очищается от окалины наждачкой или напильником.
- После ее обезжиривают бензином, ацетоном или другим растворителем. Затем место соединения необходимо смазать специальным флюсом.
- Жало паяльника опускается в канифоль или нашатырный спирт до появления легкого дымка. Это очищает медь, из которой выполнен наконечник, от окисей других металлов.
- Дальнейшие действия практически не отличаются от работы с другими материалами: жало смазывается в припое, после чего небольшое его количество переносится на место спаивания для залуживания. После этого наносится основной слой припоя.
Похожим образом паяют нержавейку – этот процесс тоже требует тщательной зачистки рабочей поверхности перед нанесением припоя.
С помощью бритвенного лезвия
Чтобы пайки не остывали, их нужно прогревать одновременно. Для этого понадобится лишняя пластина. С этой задачей замечательно справится обыкновенное бритвенное лезвие. Так все пайки начнут совместно прогреваться, после того, как лезвие окажется под целым рядом этих элементов.
Главное, чтобы при нагреве мощности паяльника хватило на целый ряд. Как только схема начнет прогреваться, ее обязательно нужно немного покачивать. Далее с помощью ножа аккуратно извлекаем лезвие и саму микросхему.
Виды паяльников
Паяльники бывают с керамическим или спиральным нагревателем. Отличие в том, что керамика нагревается гораздо быстрее, но требует более бережного использования: от сильного удара такой паяльник выйдет из строя.
Спиральный ударов не боится, и он прослужит долгие годы. При выборе паяльника нужно обратить внимание на его мощность. Нужно учитывать, что если вы паяете микросхемы, то паяльник желательно выбирать номиналом 10-20. Паяльники с номиналом выше 60 Вт предназначены для паяния толстых проводов.
Паяльник с маленькой мощностью просто не сможет расплавить припой, так как мощность будет рассеиваться по большой области пайки. Для пайки крупных металлических деталей существуют паяльники от 100 ватт и выше. Самым оптимальным паяльником для новичка 25-40 Вт. Такой паяльник считается универсальным, и им возможно выполнить большинство поставленных задач. Обычно радиолюбители имеют в своем арсенал несколько паяльников для охвата широкого спектра работ.
Таблица моделей паяльников для микросхем.
В широкой продаже нормальные и надежные паяльники для микросхем – почти редкость. Если человек занимается ремонтом техники профессионально, он может приобрести подходящий рабочий инструмент. Но выберет он скорее паяльную станцию со всеми необходимыми для пайки приспособлениями и возможностью устанавливать режимы работы.
Это интересно! Все о полупроводниковых диодах.