Как сделать электромагнитный стол из трансформатора микроволновки — для слесарных и сварочных работ
В данном обзоре хотим поделиться с вами интересной идеей, как сделать своими руками электромагнитный стол для сварочных и слесарных работ.
Этой задумкой (и ее реализацией) поделился автор YouTube канала Gianni Pirola Fai Da Te.
Преимущество электромагнитного стола заключается в том, что нет необходимости использовать тиски, струбцины и прочие приспособления для фиксации металлических заготовок.
На самодельном электромагнитном столе можно как сваривать заготовки, так и выполнять их обработку: резать болгаркой, шлифовать и т.д.
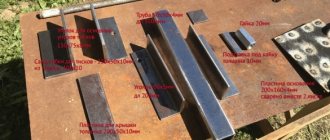
- трансформатор от СВЧ-печи (микроволновки);
- блок питания.
Магнитный стол своими руками
Приспособления для шлифования плоских поверхностей
При шлифовании детали можно крепить непосредственно к столу станка прижимными планками. Однако такое крепление применяют в том случае, когда детали не могут быть закреплены на магнитной плите или в других приспособлениях.
Лекальные тиски (рис. 10.9а) отличаются от обычных машинных точностью изготовления и возможностью кантования. Неподвижная губка тисков составляет одно целое с основанием 1. В корпусе имеются пазы для прохода подвижной губки 2, которая перемещается винтом 3. Основание корпуса имеет отверстия с резьбой для прикрепления тисков к различным приспособлениям. Все плоскости тисок обработаны под углом 90°. Запрессованный цилиндрический измерительный штифт 4 служит для измерения наклонных плоскостей.
Статья в тему: Как сделать стол из досок своими руками
Рис. 10.9. Лекальные тиски (а) и электромагнитная плита (б)
Электромагнитные плиты. Устройство электромагнитной плиты (рис. 10.9б) основано на следующем принципе. Если на железный сердечник (рис. 10.10а) навить проволоку и по ней пропустить постоянный ток, то сердечник намагнитится. Если теперь поднести к одному из концов сердечника стальной предмет, он с силой притянется к сердечнику. После прекращения действия тока в обмотке прекратится и магнитное действие сердечника.
Можно согнуть такой сердечник в виде подковы (рис. 10.10б) и также пропускать ток через его обмотку. В этом случае магнит будет еще сильнее. Соединив подковообразные магниты в группу, получим электромагнитную плиту.
Рис. 10.10. Схема магнитного действия тока (а) и подковообразный магнит (б)
Полюсы магнитов, выведенные на верхнюю часть плиты, тщательно изолируются от ее тела немагнитными сплавами (баббитом, цинком), благодаря чему магнитные силы не рассеиваются в теле плиты, а направляются непосредственно в тело детали. К электромагнитной плите могут притягиваться только магнитные металлы (например, сталь, железо, чугун).
Электромагнитные плиты применяют различных размеров круглой и прямоугольной формы. Для их питания пригоден только постоянный ток, поэтому у станков устанавливаются приборы, преобразующие переменный ток в постоянный.
Электромагнитные плиты обеспечивают надежное и быстрое закрепление шлифуемых деталей. Для сохранения работоспособности плиты необходимо оберегать ее от толчков и ударов, а также следить за тем, чтобы на обмотки не попадала охлаждающая жидкость. По окончании работы следует сразу же насухо протереть рабочую поверхность плиты.
Магнитные плиты
Кроме электромагнитных плит, на шлифовальных станках применяют магнитные плиты с постоянными магнитами. Для плит этого типа не требуется специальных генераторов и выпрямителей с проводкой и распределительными устройствами. Однако, как правило, сила их притяжения слабее силы притяжения электромагнитных плит.
Статья в тему: Мультитач стол своими руками
Конструкция прямоугольной магнитной плиты и принцип ее работы показаны на рис. 10.11. Верхняя ее часть сделана из стальных пластин 1 с немагнитными прослойками 2 между ними (рис. 10.11а). Сильные постоянные магниты 4 можно перемещать, замыкая их то на железные пластинки, то на закрепляемую деталь. На рис. 10.11б показано положение магнитов при закреплении деталей 5, а на рис. 10.11в – во время их снятия или установки. Магниты переключаются при помощи рукоятки 3. Нижняя часть плиты 6 закрепляется на столе станка.
Рис. 10.11. Магнитная плита:
а – общий вид; б – положение магнитов при закреплении детали; в – то же при установке и снятии детали
Сегментные шлифовальные круги для шлифования плоских поверхностей
Плоское шлифование цельными шлифовальными кругами большого диаметра экономически невыгодно из-за больших отходов, повышенного теплообразования и возможности поломки их при транспортировке. Кроме того, в случае появления трещины или частичного разрушения круга приходится целиком заменять его и терять значительное количество годного абразивного материала. Эти неудобства устраняются в случае применения кругов из вставных абразивных сегментов (рис. 10.12). Такие сегменты при поломке одного или нескольких из них могут быть легко заменены новыми.
Вставные сегменты используются почти до полного износа. Освободив 1 зажим, можно вынуть сразу 2 сегмента. По мере износа высота сегментов уменьшается, поэтому под них подкладывают прокладки.
Рис. 10.12. Сегментный шлифовальный
Магнитная плита своими руками — Металлы, оборудование, инструкции
Магнитные плиты для шлифовальных станков – это особый класс металлообрабатывающего оборудования, которое предназначено для удерживания стальных заготовок на рабочей поверхности под воздействием сил электромагнитного притяжения.
Казалось бы, для чего использовать такую изощренную конструкцию, когда можно задействовать в качестве фиксатора традиционные кулачки, которые надежно зажимают заготовку и обеспечивают предельную жесткость в процессе обработки? В действительности же электромагнитная фиксация с помощью магнитных плит для шлифовальных станков имеет ряд преимуществ, которые мы рассмотрим ниже.
Ключевой плюс – это возможность работы оборудования в многопоточном режиме. Мастер может одновременно зафиксировать несколько заготовок на одной установке, тем самым повысив производительность своего труда на порядок. Кроме того, магнитная плита для шлифовального станка способна обеспечить предельную точность обработки заготовки.
Это связано с тем, что в процессе шлифования металлическая деталь нагревается и, соответственно, расширяется. Зажатая в тиски заготовка в этом случае деформируется, в то время как установленная на электромагнитной плоскости – свободно расширяется на рабочей поверхности.
При этом стоит помнить, что плита не способна обеспечить столь же больших усилий, как фиксирующие кулачки. Кроме того, если произойдет аварийное прерывание подачи электропитания – случится срыв заготовки с рабочей поверхности. Вот почему сфера применения магнитных плит для шлифовальных станков исключает работы, подразумевающие большие силы резания.
Еще один минус подобных установок состоит в таком явлении как остаточный магнетизм, свойственный стальным заготовкам, которые обрабатывались подобным образом. К счастью, справиться с проблемой можно с помощью демагнитизатора, что в большинстве случаев позволяет закрыть глаза на вышеописанный недостаток.
Как сделать простой электромагнит – пошаговая инструкция со схемами
Такое устройство удобно тем, что его работой легко управлять при помощи эл/тока – менять полюса, силу притяжения. В некоторых вопросах оно становится поистине незаменимым, а часто используется как конструктивный элемент различных самоделок. Своими руками сделать простой электромагнит несложно, тем более что практически все необходимое можно найти в каждом доме.
Что понадобится
- Любой подходящий образец из железа (оно хорошо магнитится). Это будет сердечник электромагнита.
- Проволока – медная, обязательно с изоляцией, чтобы предотвратить прямой контакт двух металлов. Для самодельного эл/магнита рекомендуемое сечение – 0,5 (но не более 1,0).
- Источник постоянного тока – батарейка, АКБ, БП.
Дополнительно:
- Соединительные провода для подключения электромагнита.
- Паяльник или изолента для фиксации контактов.
Устройство и принцип работы.
3.1. Плита состоит из трех основных частей: подвижного и неподвижного магнитных блоков и корпуса. Магнитные блоки собраны из стальных пластин, между которыми расположены керамические постоянные магниты. Свободное пространство между стальными пластинами заполнено немагнитным материалом.
Рис. Устройство магнитной плиты
3.2. При включенном состоянии полюсы 2 силового блока лежат на немагнитных элементах 5 корпуса 1, направляя весь магнитный поток магнитов 3 через адаптер 4 и детали 6. при отключенном состоянии полюса 2 расположены под немагнитными прокладками адаптера. В результате магнитный поток имеет новое направление.
Статья в тему: Стол в стиле лофт своими руками
3.3. Подвижный магнитный блок расположен внутри корпуса и может смещаться с помощью эксцентрикового волка вправо или влево поворотом рукоятки на 180˚. В выключенном положении совмещаются магнитопроводы с разной полярностью немагнитный поток на рабочей поверхности отсутствует.
По сравнению с электромагнитными плитами и гидро- или пневмoприспособлениями имеют следующие преимущества:
- не требуют подключения к источнику энергии;
- позволяют достигать более высокую точность при обработке заготовок;
- обеспечивают абсолютную надежность крепления;
- сохраняют основные технические параметры в течение всего срока службы на первоначальном уровне;
- не требуют периодического ремонта и технического обслуживания
Магнитные столы. Координатные столы
- Направляющие «ласточкин хвост».
- Цена деления маховика 0,05 мм.
- Миллиметровая шкала , 2 упора.
- Желоба для слива СОЖ.
Модель стола
| КТ120 | КT179 | KT180 | KT210 | |
| Длина рабочей поверхности | 400 | 500 | 700 | 730 |
| Ширина рабочей поверхности | 120 | 180 | 180 | 210 |
| Перемещение по оси X, мм | 220 | 287 | 480 | 480 |
| Перемещение по оси Y, мм | 165 | 175 | 175 | 210 |
| Ширина Тобразных пазов, мм | 10 | 12 | 12 | 14 |
| Максимальная нагрузка, кг | 70 | 120 | 120 | 150 |
| Габаритные размеры, мм | 483 x430x250 | 840 x510x330 | 955 x485x140 | 1050 x535x180 |
| Масса, кг | 22 | 32 | 49 | 84 |
| Наличие | склад | заказ | склад | склад |
| Цена/руб. | 40412 | 53097 | 65074 | 75573 |
2 х- КООРДИНАТНЫЙ ПОВОРОТНЫЙ СТОЛ FA
Поворот 360°
| Артикул | Размер | Вес | Цена | Наличие |
| К 588 | 100х100х115 | 6.5 | 8 740 | на складе |
| К 589 | 150х150х115 | 13.5 | 11 643 | на складе |
2 х- КООРДИНАТНЫЙ СТОЛ RKA
Продольная подача — 80мм; поперечная подача — 50мм; ширина паза стола — 10мм; расстояние между пазами — 35мм; расстояние между крепежными отверстиями — 115х100мм.
Возможна установка ЧПУ
| Артикул | Размер | Рабочие поле | Цена | Наличие |
| П 77884 | 185x100x102 | 100×80 | 9 685 | на складе |
2 х- КООРДИНАТНЫЙ СТОЛ BKA
Продольная подача — 180мм; поперечная подача — 100мм; ширина паза стола — 16мм; расстояние между пазами — 65мм; расстояние между крепежными отверстиями — 182мм.
Возможна установка ЧПУ
| Артикул | Размер | Рабочие поле | Цена | Наличие |
| П 38884 | 300x140x123 | 180×100 | 15 685 | на складе |
1 х- КООРДИНАТНЫЙ СТОЛ AKA 180
Продольная подача — 180мм; ширина паза стола — 16мм; расстояние между пазами — 65мм; расстояние между крепежными отверстиями — 182мм
Возможна установка ЧПУ
| Артикул | Размер | Рабочие поле | Цена | Наличие |
| П 28884 | 300x140x85 | 180 | 8 585 | на складе |
2 х- КООРДИНАТНЫЙ СТОЛ С ФИКСАТОРАМИ KKA
Продольная подача — 220мм; поперечная подача — 160мм; ширина паза стола — 10мм; расстояние между крепежными отверстиями — 200х160мм
Возможна установка ЧПУ
| Артикул | Размер | Рабочие поле | Цена | Наличие |
| П 008884 | 400x120x145 | 220×160 | 27 685 | на складе |
| П 58165 | 700x180x151 | 480×175 | 49 230 | на складе |
2 х- КООРДИНАТНЫЙ СТОЛ С ФИКСАТОРАМИ KAN
Продольная подача — 225мм; поперечная подача — 150мм; ширина паза стола — 12мм; расстояние между пазами — 72мм; расстояние между крепежными отверстиями — 250х240мм
Возможна установка ЧПУ
| Артикул | Размер | Рабочие поле | Цена | Наличие |
| П 08884 | 425x244x150 | 255×150 | 21 240 | на складе |
2 х- КООРДИНАТНЫЙ СТОЛ CF
Продольная подача — 270мм; поперечная подача — 120мм; ширина паза стола — 14мм; расстояние между пазами — 62.5мм; расстояние между крепежными отверстиями — 170х152мм.
Возможна установка ЧПУ
| Артикул | Размер | Рабочие поле | Цена | Наличие |
| П 48884 | 473x156x134 | 270×120 | 16 182 | на складе |
КООРДИНАТНЫЙ ПОВОРОТНЫЙ СТОЛ RK- 3A
Продольная подача — 105мм; поперечная подача — 90мм; ширина паза стола — 12мм; расстояние между пазами — 72мм; расстояние между крепежными отверстиями — 195мм.
Возможна установка ЧПУ
| Артикул | Размер | Рабочие поле мм. | Цена | Наличие |
| П 87884 | 225х175х138 | 105×90 | 12 274 | на складе |
| П 97884 | 330х220х155 | 190×100 | 18 240 | на складе |
| П 08884 | 425х245х165 | 225х150 | 25 529 | на складе |
КООРДИНАТНЫЙ ПОВОРОТНЫЙ СТОЛ PK
Продольная подача — 400мм; поперечная подача — 150мм; ширина паза стола — 12мм; расстояние между пазами — 72мм; расстояние между крепежными отверстиями — 250х250мм
Возможна установка ЧПУ
| Артикул | Размер | Рабочие поле | Цена | Наличие |
| П 18884 | 600х240х150 | 400х150 | 31 243 | на складе |
МАГНИТНЫЙ СТОЛ РМ-300Т
Магнитный стол PM-300Т предназначен для закрепления заготовок из материалов при их обработке на металлорежущих станках , слесарной обработке и при контрольных операциях.
Зажим происходит при повороте рукоятки на 180° по часовой стрелке. Энергоносителем являются постоянные керамические магниты, обеспечивающие неизменное усилие зажима в течение всего срока службы.
Обработка заготовок может производиться с СОЖ или без.
Модель плиты
| PM-300T | |
| Номинальная сила сцепления | 80 N/с м³ |
| Габаритные размеры, мм | 300x150x28 |
| Масса, кг | 11 |
| Наличие | склад |
| Артикул | 25042004 |
| Цена/руб. | 24 266 |
Модель плиты
| PM-175 | |
| Номинальная сила сцепления | 60 N/с м³ |
| Габаритные размеры, мм | 175х100х60 |
| Масса, кг | 6 |
| Наличие | склад |
| Артикул | 25042002 |
| Цена/руб. | 14 066 |
Стол магнитный с наклоном (Синусная магнитная плита) предназначена для закрепления заготовок из ферримагнитных материалов при обработке на металлорежущих станках под различными углами. Синусная магнитная плита обладает широкой универсальностью, поскольку имеет поворотные части в продольной и поперечной плоскостях.
Модель плиты
| PM-300N | |
| Номинальная сила сцепления | 80 N/с м³ |
| Габаритные размеры, мм | 300х150х120 |
| Угол наклона градус | 0-45 |
| Масса, кг | 30 |
| Наличие | склад |
| Артикул | 25042003 |
| Цена/руб. | 42 147 |
МАГНИТНАЯ КРУГЛАЯ ПЛИТА РМ-160
Модель плиты
| PM-160 | PM-200 | |
| Номинальная сила сцепления | 90 N/с м³ | 90 N/см³ |
| Габаритные размеры, мм | Ø160 | Ø200 |
| Габаритные размеры A-B-I-C | 160x115x58x2.8 | 200x155x58x2.8 |
| Масса, кг | 8.4 | 14 |
| Наличие | склад | склад |
| Артикул | П 44683 | П 54683 |
| Цена/руб. | 11 066 | 18 010 |
ПЛИТА РМS
Модель плиты
| PMS-100 | PMS-125 | |
| Номинальная сила сцепления | 90 N/с м³ | 90 N/см³ |
| Габаритные размеры, мм | 100×175 | 125×250 |
| Габаритные размеры С-В-D-E | 85x75x44 | 175x252x85 |
| Угол наклона .градус | 0-45 | 0-45 |
| Масса, кг | 11.5 | 21 |
| Наличие | склад | склад |
| Артикул | П 74683 | П 94683 |
| Цена/руб. | 19 529 | 21 500 |
Модель плиты
| PMS-150 | PMS-150-3 | |
| Номинальная сила сцепления | 90 N/с м³ | 90 N/см³ |
| Габаритные размеры, мм | 150×150 | 150×300 |
| Габаритные размеры A-В-D-E | 200x152x85 | 350x152x85 |
| Угол наклона .градус | 0-45 | 0-45 |
| Масса, кг | 14.8 | 28 |
| Наличие | склад | склад |
| Артикул | П 84683 | П 05683 |
| Цена/руб. | 22 824 | 28 700 |
МАГНИТНАЯ ПЛОСКАЯ ПЛИТА РМP
C=254мм D=20мм Е=4,8мм(1+3,8) Рукоятка в виде шестигранного ключа.
Плита на основе постоянных магнитов по сравнению с электромагнитными плитами и гидро- или пневмоприспособлениями имеет следующие преимущества: — не требует подключения к источникам энергии; — обеспечивает более точную обработку заготовок; — обеспечивает абсолютную надежность зажима; — сохраняет основные технические характеристики за весь срок службы; — не требует затрат на ремонт и техническое обслуживание
Модель плиты
| PMP-150-3 | PMP-150-35 | |
| Номинальная сила сцепления | 90 N/с м³ | 90 N/см³ |
| Габаритные размеры, мм | 150×300 | 200×400 |
| Габаритные размеры A-B-C | 254x20x58x4.8 | 353x20xx4.8 |
| Масса, кг | 19 | 35 |
| Наличие | склад | склад |
| Артикул | П 73504 | П 83504 |
| Цена/руб. | 14 266 | 18 910 |
Модель плиты
| PMP-200-4 | PMP-150-11 | |
| Номинальная сила сцепления | 110 N/с м³ | 110 N/см³ |
| Габаритные размеры, мм | 254×300 | 200×400 |
| Габаритные размеры A-B-C | 254x20x58x4.8 | 353x20xx4.8 |
| Масса, кг | 19 | 35 |
| Наличие | склад | склад |
| Артикул | П 73504 | П 83504 |
| Цена/руб. | 16 266 | 19 910 |
МАГНИТНАЯ ЭЛЕКТРИЧЕСКАЯ ПЛОСКАЯ ПЛИТА
Требует внешнего источника питания
Модель плиты
| PP-300-3 | PP-150-35 | PP-500-10 | |
| Номинальная сила сцепления | 160 N/см³ | 160 N/см³ | 160 Н/см³ |
| Габаритные размеры, мм | 680×400 | 800×400 | 500×1000 |
| Габаритные размеры A-B-C | 635x144x20 | 735x132xx18 | 941x142x20 |
| Масса, кг | 35 | 255 | 375 |
| Наличие | склад | склад | склад |
| Артикул | П 15683 | П 03835 | П 13853 |
| Цена/руб. | 66 266 | 112 910 | 161 000 |
Как устроены плоскошлифовальные станки
Подавляющее большинство деталей, изготовленных из металла, подвергается такой технологической операции, как шлифовка. Для ее выполнения с высокой эффективностью и точностью и применяются станки плоскошлифовальной группы.
Довольно сложный в изготовлении ленточный станок с отличным функционалом
На плоскошлифовальных станках серийных моделей можно обрабатывать как плоские, так и профильные детали. Точность обработки поверхности, которой удается добиться при использовании таких устройств, составляет 0,16 микрон. Конечно, достичь такого результата при обработке на станках, изготовленных своими руками, практически невозможно. Однако даже той точности, которую позволяют получать самодельные станки, вполне достаточно для многих металлических изделий.
Несущим конструктивным элементом станков данной группы (как и любого другого оборудования) является станина. От ее габаритов напрямую зависит, какого размера детали можно обрабатывать на станке. Наиболее распространенным материалом изготовления станин плоскошлифовального оборудования является чугун, так как данный металл за счет своих характеристик отлично гасит вибрации, что особенно важно для устройств подобного назначения.
Рабочий стол и органы управления шлифовального станка 3Г71М
Конструктивным элементом плоскошлифовальных станков, на котором фиксируется обрабатываемая заготовка, является рабочий стол, имеющий круглую или прямоугольную форму. Его размеры в зависимости от конкретной модели плоскошлифовального оборудования могут серьезно варьироваться. Обрабатываемые детали на таком рабочем столе могут фиксироваться за счет его намагниченной поверхности либо при помощи специальных зажимных элементов. В процессе обработки рабочий стол совершает возвратно-поступательные и круговые движения.
Статья в тему: Стол с эффектом бесконечности своими руками
В плоскошлифовальных станках, выпускаемых серийно, рабочие столы приводятся в движение при помощи гидравлической системы. В оборудовании, собранном своими руками, для этого используют механические передачи.
Шлифовка стальной заготовки, фиксируемой на рабочей поверхности станка с помощью магнитного поля
Важными элементами конструкции плоскошлифовального оборудования, за счет которых обеспечиваются точность и плавность перемещения рабочего стола, являются направляющие. Кроме высокой точности изготовления, направляющие должны обладать исключительной прочностью, так как в процессе практически постоянных перемещений рабочего стола они подвергаются активному износу.
Для достижения высокой точности обработки направляющие должны обеспечить точное, плавное (без рывков) перемещение рабочего стола с минимальным трением соприкасающихся элементов. Именно поэтому для изготовления данных конструктивных элементов используется высокопрочная сталь, которую после изготовления из нее направляющих подвергают закалке.
Вариант изготовления направляющих с использованием уголков и подшипников
Рабочий инструмент плоскошлифовального станка, в качестве которого может использоваться шлифовальный круг или абразивная лента, устанавливается на шпинделе бабки. Вращение рабочему инструменту, за которое отвечает главный электрический двигатель, может передаваться посредством редуктора или ременной передачи.
Для плоскошлифовальных станков, которые делаются своими руками, можно выбрать более простой вариант: подобрать диаметр шлифовального круга таким образом, чтобы его можно было закрепить непосредственно на валу электродвигателя. Это исключит необходимость использования редукторной или ременной передачи.
Электромагнитный стол своими руками — Справочник металлиста
Магнитные плиты для шлифовальных станков – это особый класс металлообрабатывающего оборудования, которое предназначено для удерживания стальных заготовок на рабочей поверхности под воздействием сил электромагнитного притяжения.
Казалось бы, для чего использовать такую изощренную конструкцию, когда можно задействовать в качестве фиксатора традиционные кулачки, которые надежно зажимают заготовку и обеспечивают предельную жесткость в процессе обработки? В действительности же электромагнитная фиксация с помощью магнитных плит для шлифовальных станков имеет ряд преимуществ, которые мы рассмотрим ниже.
Ключевой плюс – это возможность работы оборудования в многопоточном режиме. Мастер может одновременно зафиксировать несколько заготовок на одной установке, тем самым повысив производительность своего труда на порядок. Кроме того, магнитная плита для шлифовального станка способна обеспечить предельную точность обработки заготовки.
Это связано с тем, что в процессе шлифования металлическая деталь нагревается и, соответственно, расширяется. Зажатая в тиски заготовка в этом случае деформируется, в то время как установленная на электромагнитной плоскости – свободно расширяется на рабочей поверхности.
При этом стоит помнить, что плита не способна обеспечить столь же больших усилий, как фиксирующие кулачки.
Кроме того, если произойдет аварийное прерывание подачи электропитания – случится срыв заготовки с рабочей поверхности.
Вот почему сфера применения магнитных плит для шлифовальных станков исключает работы, подразумевающие большие силы резания.
Еще один минус подобных установок состоит в таком явлении как остаточный магнетизм, свойственный стальным заготовкам, которые обрабатывались подобным образом. К счастью, справиться с проблемой можно с помощью демагнитизатора, что в большинстве случаев позволяет закрыть глаза на вышеописанный недостаток.
Магнитная левитация в домашних условиях
В 90х годах XX века очень популярной стала игрушка Левитрон, основанный на воздействии магнитного поля.
Это волчок-левитатор, зависший в воздухе. Подобную игрушку можно собрать в домашних условиях, чтобы понять сущность магнитной левитации. Как сделать левитрон – представим подробную инструкцию.
Список материалов:
- доска из дерева;
- простой карандаш;
- изолента;
- шайбы из пластика или латуни;
- картон;
- 13 дисковых неодимовых магнитов марки N52 размером 12*3 мм;
- широкий кольцевой магнит с наружным диаметром 20, внутренним 10мм марки N42.
Статья в тему: Кухонный шкаф своими руками
Описание процесса сборки пошагово:
- Изготовление раскладки. Изначально волчок собирался на двух керамических кольцевых магнитах. В нашей конструкции мы применим стандартные неодимовые магниты. Для начала распечатаем схему отверстий разметки для установки магнитов. Перед началом работ проверьте соответствие размеров в распечатанной схеме и указанных в исходнике. Если все соответствует, то вырежьте макет.
- Готовим основание. На доску приложите бумажную схему и разметьте в соответствии с ней. Обратите внимание, что толщина деревянной заготовки должна быть от 6мм.
- Перенос всех блоков схемы на основу. Приклейте бумажный носитель к получившейся основе. Используя сверло Форстнера (d=12мм), накерните центр кругов. Это обеспечит дальнейшую точность сверления.
- Высверливаем отверстия. Применяя сверло Форстнера (d=12мм) делаем отверстия в заготовке так, чтобы дно отверстия заходило на 3 мм в верхнюю часть блока. Следует обеспечить расположение магнитов на максимально близком расстоянии к верхней части.
- Установка магнитов. Когда отверстия готовы, вы еще раз проверили их размеры, установите магниты одним полюсом вверх, например южным. Для определения полюсности можно применить маркированный магнит D68PC-RB. Положим блок на стальную пластину, чтобы магниты легче прошли на дно отверстий. Возьмем магниты марки N52 и разложим в отверстия по одному как можно глубже. Если необходимо протолкнуть магнит, можно взять деревянный дюбель.
- Как сделать волчок. Берем карандаш длиной 40 мм с заостренным концом. Наматываем на него изоленту, для увеличения диаметра подходящего под центральную часть кольцевого магнита. Вставьте карандаш в магнит, чтобы южный полюс располагался внизу, как и заостренная часть карандаша. Чтобы добавить вес волчку, воспользуйтесь пластмассовыми или латунными шайбами: наденьте несколько сверху. Для обеспечения правильной работы необходимо методом подбора определить приемлемое количество шайб.
- Запускаем систему. Отрезаем картон или пластик для платформы. Укладываем его на магнитное основание. На платформе волчок начинает раскручиваться и постепенно с платформой поднимается вверх до попадания в яму магнитного поля.
Статья в тему: Душевая кабина своими руками из плитки
Если все сделано правильно, то волчок зависнет. Отладка механизма может занять продолжительное время.
Советы по регулированию волчка:
- Постарайтесь обеспечить баланс основания. Применяйте кусочки картона или бумаги для поднятия сторон основания и его выравнивания. При отклонении от центра к какой-то стороне, поднимайте ее, подкладывая кусочки бумаги.
- Примените трехточечное нивелирование.
- Учитывайте вес волчка: устройство предполагает наличие магнитной ямы – сила магнита в центре слабее, чем возле края. Для удержания магнита в центре, следует добавить вес (при вылетании волчка) или уменьшить (если волчок не поднимается от платформы).
- Еще одним значимым показателем является высота платформы: низкая платформа не дает волчку достаточно раскрутиться. Следовательно, нужно подложить под нее бумагу или картон.
- При наличии под рукой 3D-принтера, можно распечатать на нем игрушку.
Таким образом, сделать левитрон своими руками в домашних условиях возможно. На основании представленных материалов можно сконструировать различные сувениры, предметы интерьера, способные порадовать вас и ваших знакомых. Помимо этого можно показывать всевозможные фокусы с магнитами и левитацией детям.
Инструкция по эксплуатации
Магнитную плиту следует расконсервировать и изучить паспорт на оборудование.
- Поместить её на столе станка.
- Проверить правильность крепления и начать работу.
- Заготовку из ферромагнитного материала необходимо разместить на рабочей поверхности в необходимом положении и повернуть рычаг на 180 градусов. Проверить надёжность крепления.
- Начать обработку заготовки.
- Металлическую стружку, образующуюся при работе, можно удалить щёткой после поворота рукоятки на 180 градусов. Затем очистив поверхность необходимо снова зафиксировать заготовку с помощью рукоятки.
- По окончании работ повернуть рукоятку и снять заготовку.
Технические характеристики
Технические условия производства магнитных плит регламентируются ГОСТ 16528-87. В нём описаны все характеристики плит с различным типом управления.
Основными параметрами, влияющими на работу магнитных плит, являются:
- Габаритные размеры – минимальные начиная от 10х25 см и максимальные до 32х100 см. От данной величины зависят окончательные размеры обрабатываемой детали. Также от значительного размера плиты нагрузка на рабочий стол станка увеличивается.
- Магнитное усилие – действует постоянно и внерабочем положении ему препятствуют блоки из материала немагнитного происхождения. Пределы действия данной величины – 50–120 Н/см².
- Расстояние между магнитными полюсами или катушками. От него зависит максимально маленький размер доступный для изготовляемой детали.
Предназначение
Эффективность данного тренажера уже давно доказана специалистами. Такие столы предназначаются для терапии разных заболеваний опорно–двигательной системы.
Статья в тему: Мягкая мебель своими руками выкройки и схемы
Инверсионные столы эффективны при следующих заболеваниях и патологиях:
- умеренных нарушениях осанки (сколиоз начальной стадии);
- хронических спазмах в мышцах спины или шеи;
- в качестве профилактики варикоза на ногах;
- для тренировок людей, ведущих малоподвижный образ жизни;
- хронических стрессах в качестве релаксации;
- для укрепления мышц спины.
Имейте в виду, особых чудес от эксплуатации инверсионного стола ждать не стоит.
Хоть он и применяется для лечения и профилактики разных патологий, как отдельный метод лечения, эффекта от него мало. Так как тренажер лечит имеющиеся заболевания, и никак не влияет на их причину образования.
Поэтому, занятия на инверсионном столе необходимо совмещать с другими методиками лечения, например, изменением образа жизни.
Приобрести готовое изделие можно в магазине, а можно сделать своими руками. Если у вас имеется небольшой опыт изготовления и сборки мебельных предметов, можно прибегнуть ко второму варианту.
Изготовление столешницы с подсветкой из новогодней гирлянды
Есть более простой способ сделать своими руками стол с эффектом бесконечности. В этом случае вместо светодиодной ленты используется обычная новогодняя гирлянда. Сначала из брусков изготавливается квадратная или прямоугольная рама, затем подсчитывается количество лампочек на гирлянде.
После этого на раму наносятся отметки в тех местах, где будут располагаться лампочки. Рекомендуется располагать их на расстоянии порядка 2 см друг от друга. На следующем этапе работ в раме будущего стола просверливаются отверстия для лампочек.
Потом в эти отверстия вставляются лампочки и закрепляются там. Затем нужно своими руками наклеить раму на зеркало, а сверху на раму наклеить стекло с зеркальной пленкой.
Чем различаются самодельный и заводской вакуумный стол?
Рабочее оборудование, созданное самостоятельно, позволяет адаптировать устройство под нужды конкретного производственного процесса. Вакуумные столы, сделанные своими руками, позволяют учесть все нюансы обработки деталей, связанные с их размерами, а также включить все функции – от фрезерной обработки до формовочных работ. Вакуумный стол для станка с ЧПУ, собранный самостоятельно, позволяет сэкономить средства пользователя и упростить дальнейшее обслуживание устройства.
Статья в тему: Стол для работы стоя своими руками
Вакуумные столы позволяют существенно улучшить эффективность производственного процесса и повысить качество изготавливаемой продукции. Это обеспечивается за счет создания мощного прижимного усилия, необходимого для достижения стабильного качества. Если станок с ЧПУ не имеет в комплектации готового стола – его можно сделать самостоятельно. Это несложный процесс, а схемы и чертежи устройств можно найти в свободном доступе в сети Интернет.
- 15 ноября 2020
- 1218
Электромагнитные плиты
Удержание детали на плитах производится силами магнитного поля, создаваемого электромагнитами.
Удельное тяговое усилие современных электромагнитных плит в пределах от 20 до 130Н/см2.
Такая плита для прямоугольного стола выполняется из малоуглеродистой стали. На ней располагаются надетые на сердечники катушки, соединенные последовательно и подключенные к источнику постоянного тока. Плита помещена в диамагнитный кожух, который крепится на столе станка и закрывается крышкой с вставками из немагнитного материала (например, латунь), расположенными над сердечниками катушек.
Если сверху положить деталь, то возникающее поле будет надежно притягивать шлифуемую деталь к плите.
Перед снятием детали катушки отключаются от источника и замыкаются на разрядный резистор, магнитное поле исчезает, а деталь освобождается.
Электромагнитные столы.
Круглые столы применяют, обычно, на плоскошлифовальных автоматах и полуавтоматах с непрерывной обработкой изделий, закрепленных на вращающемся электромагнитном столе.
Подача и снятие изделий производится непрерывно.
По конструкции такой стол состоит из неподвижной и подвижной частей.
Демагнитизаторы применяются для снятия остаточного магнетизма с деталей, сошедших с электромагнитных плит и столов.
Демагнитизатор состоит из магнитопровода (из листовой стали) с полюсными башмаками (из магнитно-мягкой стали) и катушки, включенной в сеть переменного тока частотой 50 Гц. Башмаки разделены немагнитными прокладками. Деталь кладется на полюсные башмаки, несколько раз перемещается взад и вперед и под действием переменного магнитного поля размагничивается.
Плиты с постоянными магнитами применяются в прецизионных (высокоточных) шлифовальных станках для закрепления деталей.
Они не требуют источника питания, имеют длительный срок службы, более надежны в эксплуатации, так как на них исключена возможность срыва деталей с поверхности плиты в случае прекращения электропитания.
Средняя сила тяги плит составляет от 60 до 70 Н/см2.
Удержание детали на плитах производится силами магнитного поля, создаваемого электромагнитами.
Удельное тяговое усилие современных электромагнитных плит в пределах от 20 до 130Н/см2.
Такая плита для прямоугольного стола выполняется из малоуглеродистой стали. На ней располагаются надетые на сердечники катушки, соединенные последовательно и подключенные к источнику постоянного тока. Плита помещена в диамагнитный кожух, который крепится на столе станка и закрывается крышкой с вставками из немагнитного материала (например, латунь), расположенными над сердечниками катушек.
Если сверху положить деталь, то возникающее поле будет надежно притягивать шлифуемую деталь к плите.
Перед снятием детали катушки отключаются от источника и замыкаются на разрядный резистор, магнитное поле исчезает, а деталь освобождается.
Электромагнитные столы.
Круглые столы применяют, обычно, на плоскошлифовальных автоматах и полуавтоматах с непрерывной обработкой изделий, закрепленных на вращающемся электромагнитном столе.
Подача и снятие изделий производится непрерывно.
По конструкции такой стол состоит из неподвижной и подвижной частей.
Демагнитизаторы применяются для снятия остаточного магнетизма с деталей, сошедших с электромагнитных плит и столов.
Демагнитизатор состоит из магнитопровода (из листовой стали) с полюсными башмаками (из магнитно-мягкой стали) и катушки, включенной в сеть переменного тока частотой 50 Гц. Башмаки разделены немагнитными прокладками. Деталь кладется на полюсные башмаки, несколько раз перемещается взад и вперед и под действием переменного магнитного поля размагничивается.
Плиты с постоянными магнитами применяются в прецизионных (высокоточных) шлифовальных станках для закрепления деталей.
Они не требуют источника питания, имеют длительный срок службы, более надежны в эксплуатации, так как на них исключена возможность срыва деталей с поверхности плиты в случае прекращения электропитания.
Средняя сила тяги плит составляет от 60 до 70 Н/см2.