Одной из самых сложных и трудоемких задач современного сварочного производства является соединение изделий из чугуна, особенно когда речь идет о крупногабаритных конструкциях. Сегодня для качественной сварки чугунных изделий преимущественно используют электроды ЦЧ-4.
Электроды ЦЧ-4 предназначены для холодной сварки обычного и высокопрочного чугуна.
Общие характеристики электродов типа ЦЧ4
Конструктивно элементы этого типа представляют собой стержни, на которые нанесено основное покрытие. Применяются для работы по чугуну высокой степени прочности (с шаровидным графитом в его составе), а также для сварки изделий из серого чугуна (с графитом пластинчатого типа).
Функциональное назначение этих электродов включает качественное соединение объектов, изготовленных из разнородных металлов, сварку поврежденных элементов конструкций, формирование новых сварных швов и исправление (заварку) различных дефектов, возникающих в процессе отливки, специальную наплавку начальных слоев металла на чугунные детали.
Параметры сварочных материалов
Для качественных сварочных работ важно, чтобы все параметры электрода были оптимально подобраны.
То или иное практическое применение влияет на выбор диаметра указанного элемента – он может варьироваться от 3 до 5 мм. В зависимости от предстоящей сварочной операции необходимо установить правильный режим тока – 65-80, 90-120 или 130-150 ампер.
Для качественных сварочных работ нужно правильно подобрать электроды.
Для эффективной работы следует предварительно прокалить электроды. Чтобы добиться наилучших результатов, сделать это рекомендуется при температуре +170…+200°C.
Химический состав наплавленного металла
В модели ЦЧ-4 присутствуют следующие химические компоненты:
- углерод (С) – 0,25%;
- марганец (Mn) – 0,5/2,5%;
- фосфор (P) – 0,07%;
- сера (S) – 0,04%;
- кремний (Si) – 0,10/0,80%;
- ванадий (V) – 8,5/10,5%.
Стержень электрода имеет железную основу.
Этот металл позволяет качественно работать с материалом, из которого изготовлен свариваемый объект, обеспечивает получение высокопрочного шва.
Особенности чугуна
В отличие от стали чугун содержит в себе значительное количество углерода — от 2 до 6%, при этом СО2 находится в нем в свободном состоянии — в виде графита. Это обуславливает его уникальные характеристики — он чрезвычайно тверд, но при этом хрупок, обладает низкой пластичностью и вязкостью. Эти свойства сказываются при обработке и сварке металла. При неправильно выбранных параметрах, материалах и технике сварки существуют следующие риски:
- из-за наличия графита в металле могут образовываться трещины;
- углерод выгорает, что приводит к образованию пор в сварном шве;
- образуются тугоплавкие окислы, у которых температура плавления выше, чем у чугуна.
Кроме того, затруднения при сварке может вызвать и такое его свойство, как высокая жидкотекучесть, препятствующая образованию качественного шва.
Быстрое охлаждение серого чугуна после температуры нагрева более 750°С ведет к превращению графита в карбид железа — цементит. Сам чугун превращается из серого в белый. Такой чугун сварке не подлежит.
Классификации и одобрения
Сварочные электроды ЦЧ-4 отвечают техническим условиям ТУ У 28.7-34142621-006:2012 и одобрены:
- TUV – Объединение аудиторских компаний союза технадзора за объектами котельного оборудования (ФРГ);
- СТБ – Госстандарт (Республика Беларусь);
- KZ-standard – ГОСТ 9466 (Республика Казахстан);
- MD-standard – ГОСТ 9466 (Республика Молдова).
Рекомендуем к прочтению Характеристики электродов LB 52U
Сварочные электроды ЦЧ-4 одобрены TUV, СТБ.
Расшифровка маркировки
Маркировка на электродах, регламентированная ГОСТ, содержит сведения о входящих в состав компонентах. Основа у большей части марок состоит из железа, но бывают и другие варианты. Например, МНЧ-2 содержит:
- М – около 30% меди;
- Н – никель 65%;
- Ч – указание предназначения «для чугуна»;
- 2 – серийный порядковый номер, обозначающий соотношение компонентов.
Преимущества элементов
Электроды марки ЦЧ-4 обладают рядом функциональных достоинств, среди которых можно выделить следующие:
- Позволяют сваривать предметы/конструкции из чугуна, а также воедино – из чугуна и стали, что невозможно с помощью многих других марок электродов.
- Для них характерны упрощенное зажигание и стабильное горение сварочной дуги, результатом чего является равномерное прочное соединение свариваемых деталей.
- Химический состав подобран таким образом, чтобы можно было работать с чугунами разных видов.
- Универсальны. Их в равной степени эффективно применяют как в нижнем, так и в угловом положении, как при холодной сварке (без нагревания), так и для горячего вида сварки (при температурах выше 250°C).
- Прекрасно устраняют дефекты и отлично справляются с подготовительным наплавлением на деталях от 1-го до 2-го слоя.
- В процессе сваривания металл формируется в шве практически без разбрызгивания металла.
- Доступны для покупки.
При правильной эксплуатации эти электроды гарантируют прочное сварное соединение с ровным и долговечным швом. Причем они подходят как для промышленного использования, так и для применения в домашних условиях.
Электроды этой марки прекрасно показывают себя в сочетании с современными сварочными аппаратами.
ЦЧ-4
Электроды с основным покрытием, предназначенные как для горячей, так и для холодной сварки ковкого, высокопрочного, серого чугунов. Основное назначение — заварка дефектного литья, наплавка при ремонте чугунных деталей. Также это — электроды по чугуну и нержавейке, они позволяют качественно сваривать два этих сплава с разной структурой. Нередко для получения более эфективного результата применяются только для наплавки первых слоев, после чего она выполняется другими, специальными электродами.
Технологические особенности и свойства
Сварку с применением ЦЧ-4 осуществляют посредством коротких валиков (длиной 25-30 мм) с поваликовым охлаждением на открытом воздухе (до температуры +60°C и ниже). Если свариваются детали, основу которых составляет ковкий или высокопрочный чугун, допускается увеличение длины валика до 80-100 мм.
Сварку с применением ЦЧ-4 осуществляют на открытом воздухе.
Для достижения требуемого качества сварочных работ важен каждый технический параметр, поэтому необходимо обращать внимание на следующие характеристики описываемых электродов:
- диаметр – 3-5 мм;
- длина – 35 см;
- тип покрытия – основной;
- температура предварительной прокалки – +170…+200°C (в течение часа);
- защита от перегрева – нет;
- расход электродов (средний) – 1,8 кг/1 кг наплавленного металла;
- производительность в процессе наплавки – до 1,1 кг/час (при диаметре 4 мм);
- количество в пачке – 30 шт.;
- вес стандартной упаковки – 0,8-1 кг.
Рекомендуем к прочтению Описание электродов с рутиловым покрытием
Сколько стоят электроды по чугуну
Основные факторы, определяющие стоимость этого расходного материала, — бренд и страна-производитель, тип электродов, их марка и состав покрытия. Традиционно более дорогими считаются качественные европейские и американские аналоги — например, продукция таких известных брендов, как ASPIK или UTP. Отличные потребительские свойства при работе с чугуном демонстрирует электрод UTP 86 FN немецкого производства и также немецкая продукция марки Capilla. Российские аналоги стоят дешевле, при этом качество современной отечественной продукции находится на высоком уровне.
Нюансы и условия применения
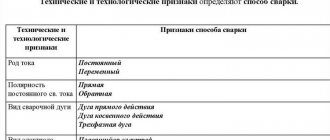
В процессе сварки деталей из малопластичного, со свободным графитом в своем составе чугуна работник, особенно если он только осваивает новое для себя дело, может получить соединение, качество которого нельзя назвать оптимальным. Чтобы не допустить такой результат, стержни ЦЧ-4 должны эксплуатироваться при постоянном токе обратной полярности.
Улучшить функциональные параметры соединения позволит предварительный прогрев необработанных кромок основного металла до температуры +650°C на протяжении часа. После сваривания необходимо дать поверхности остыть в течение некоторого времени. Лучше это делать в специальных печах для остывания или обернув место соединения теплоизоляционным материалом.
Для исключения риска осыпания электродного покрытия элементы ЦЧ-4 можно просушивать не чаще 2 раз.
Особые свойства электродов
- Электродам ЦЧ 4 свойственны хорошие сварочно-технологические показатели: легкость зажигания дуги, стабильное горение, легкое отделение шлаковой корки, не значительные металлопотери на разбрызгивание, а также хорошее формирование металла в шве при сваривании в нижнем положении.
- В металл шва сваренного электродами ЦЧ 4 в процессе сварки вводится ванадий – сильный карбидообразователь. Карбиды данного элемента, образующиеся в процессе сварки, не растворяются в массе железа и образуют форму нетвердых мелкодисперсных включений. При этом металлическая основа оказывается достаточно пластичной и обезуглероженной. После сварки имеется возможность обработки режущим инструментом.
Правила хранения
Электроды поставляются заказчикам в упаковках с пленочной термозащитой. Ненадлежащее хранение может минимизировать эту защищенность. Поэтому хранить указанные изделия надо в помещениях с температурой не ниже +15°C и минимальным уровнем влажности.
Необходимо предусмотреть надежную защиту от случайных падений на хранящиеся стержни других предметов или сваливания со складских полок. Механические повреждения нарушают целостность покрытия, что может негативно сказаться на качестве сварки.
Где можно купить электроды по чугуну
Покупать такую продукцию стоит только у известных производителей и проверенных поставщиков – это гарантия высокого заводского качества и репутация бренда. Именно такое высокое качество имеют электроды по чугуну, производителем которых является одно из старейших в России профильных предприятий – Магнитогорский электродный завод.
На нашем сайте вы можете купить продукцию по цене производителя. В зависимости от марки материал отлично подойдет как для сварки, так и для восстановительной наплавки. Изделия имеют сертификаты ГОСТ Р и санитарно-эпидемиологической экспертизы.
Критерии выбора электродов
Качество выполнения сварочных работ зависит от правильности выбора марки электродов по основным критериям:
- Соответствие марки электродов чугуну в ремонтной детали;
- Толщина свариваемой стенки;
- Тип применяемой технологии;
- Требования к сварному шву по физическим и механическим параметрам;
- Необходимость в последующей механообработке стыка;
- Наружное покрытие – основное либо кислое, имеет разную реакцию на условия эксплуатации;
- Для старого, низкокачественного чугуна и при наличии загрязнений сечение стержня должно быть больше;
- Сваривание тонкостенных деталей производится электродами, сечение которых приближено к толщине стенки.
При отсутствии опыта и затруднениях с выбором рекомендуется брать электроды марки МНЧ-2, ЦЧ-4 или же ОЗЧ сечением 3-6 мм. В случае предпочтений в пользу зарубежных производителей, рекомендуется универсальная марка UTP.
Важные рекомендации
Нужно помнить, что электроды для стальных заготовок непригодны для сварки чугуна по причине других физических свойств и структуры материала. Остаточные напряжения и усталостные явления способны вызвать разрушение сварного шва при дальнейшей эксплуатации. Электроды для чугуна куда толще расходников для стали, что определяется массивностью материала.
У применяемых электродов должно соответствовать время охлаждения с основным металлом, которое у чугуна очень большое. Процент содержания углерода в чугуне и присадочном материале должен совпадать. Соблюдение основных условий поможет избежать выгорания углерода и возникновения избыточных внутренних напряжений.
Чаще используются стержни с основным типом покрытия. Кислое напыление менее распространено.