Как получают булат?
Булат можно получить из некоторых видов обычной стали. Основным условием является низкий уровень легированности материала. Из высоколегированной стали булат получить невозможно вообще, а из среднелегированной — только булат низкого качества. Несмотря на то, что современные материалы превосходят булат по своим свойствам и не требуют столь сложных процедур обработки, до сих пор сохранились мастерские, в которых энтузиасты изготавливают клинки по древним технологиям. Но использование более современных орудий труда позволяет выплавлять материал значительно более высокого качества.
Кроме того, сейчас многие производители добавляют в сплав дополнительные элементы, которые придают булату новые свойства. В основном это касается применения хромовых и никелевых присадок, позволяющих значительно повысить сопротивляемость коррозии. Некоторые экземпляры оружия, которые предназначаются исключительно для коллекций, и не будут использоваться в постановочных боях, полностью покрывают слоем серебра. Это позволяет защитить сталь от негативного воздействия окружающих факторов. К тому же мягкое серебро проще поддается ювелирной обработке по нанесению на клинок тематических узоров или рисунков.
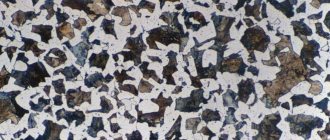
Булат в отличие от дамасской стали, которая также служила для производства клинков, характеризуется беспорядочностью узора. Он получается в результате кристаллизации металлической решетки в сплаве.
История появления булатной стали
Первые упоминания о булатной стали относятся к эпохе Александра Македонского. Именно его летописцы рассказывали о чудесных клинках, способных легко разрубить железный доспех и летящую в воздухе ткань. Это и были легендарные булатные клинки, секрет производства которых индийцы не раскрыли македонцам.
Индия была родиной булатной стали. Секрет её изготовления хранился в строжайшей тайне, хотя готовые слитки булата вовсю экспортировались на Восток. Примерно 2 000 лет назад Римская империя покорила часть Ближнего Востока, и восточные товары хлынули в Европу. Главной точкой производства булатных мечей стал город Дамаск.
Тут стоит остановиться и прояснить один момент. В Дамаске никогда не делали булатную сталь, здесь только ковали из неё мечи, ножи и сабли. Кроме того, многие историки путают булат и дамаск, хотя это совершенно разные типы сталей. Технология производства булата заключалась в сплавлении железа и графита по секретной технологии, а дамаск просто ковался из пакета, состоящего из нескольких типов сталей.
Мечи, которые были популярны в III веке нашей эры, тоже иногда называют булатными, но это даже не дамаск. Это обычная кузнечная сварка из твёрдой стали в середине и мягких железных обкладок. Такие клинки действительно были острыми, за счёт стального сердечника, и прекрасно выдерживали ударные нагрузки, благодаря железным обкладкам.
Многие историки уверены, что после завоевания варварами Рима, секрет булатной стали распространился по всей Европе, но был утерян во время Тёмного средневековья. Если учесть, что в те годы все варвары постоянно враждовали между собой, то для того, чтобы потерять секрет изготовления лучшего в мире оружия, их нужно было уничтожить всех до единого.
Говорят, что секрет изготовления булатной стали был повторно раскрыт в XVI веке в России, но это, скорее всего, был тот же дамаск.
Способы производства материала
Существует четыре способа изготовления булатной стали. Первый подразумевает прямое сплавление железной руды с измельченным графитом. Это наиболее простой с точки зрения подготовки способ, так как он не требует получения чистого железа. Но для его успешной реализации необходима руда с процентным содержанием металла не менее 85%, иначе не получится булатной стали хорошего качества.
Для данного варианта не подойдут руды с содержанием самородной серы, которые в природе встречаются довольно часто. Так что достать подходящий материал будет чрезвычайно сложно. В современных условиях этот способ не используется, так как найти чистое железо не проблема, но в древние времена этот метод был наиболее распространен в кузнечном деле. Второй способ подразумевает расплавление железа при непосредственном доступе углей. При этом в сплав попадает не только чистый углерод, но и его оксиды, которые и придают металлу структуру булата. Этот способ также сейчас не используется, потому что для него характерна высокая доля примесей в получаемом материале, что негативно сказывается на его качестве.
Третий способ — долговременное обжигание железа без доступа воздуха. Этот метод является самым дешевым в реализации, поэтому имеет широкое распространение. Получаемый таким способом материал называют литым булатом. Важным условием получения хорошего материала является точный расчет времени обжига. В противном случае в сплав может попасть избыточное количество углерода, что приведет к его плохой ковкости и хрупкости. Четвертый вариант — самый дорогостоящий, но при этом позволяет получать материал наилучшего качества. Он подразумевает сплавление чистого железа с графитом в безвоздушной среде. Это позволяет избавить булатную сталь от нежелательных примесей и оксидных присадок.
Изделия из булата данной марки наиболее ценятся в кругу знатоков, поэтому стоят довольно дорого. В древние времена такое оружие могли себе позволить только зажиточные воины. В наши дни клинки служат в основном в качестве украшений, которые вешают на стену. Изредка они могут служить для исторических реконструкций известных битв прошлых эпох. Для перечисленных целей используют булат наилучшего качества, чтобы оружие красиво смотрелось и по своим свойствам не отличалось от лучших клинков прославленных мастеров кузнечного дела. Самые дорогие образцы украшаются разнообразными рукотворными узорами, которые посвящены тематике баталий. Рукоятки клинков также служат для украшения. Их изготавливают из самых разнообразных материалов от искусно обработанных рогов животных до драгоценных металлов. Дополнительно эфес может быть инкрустирован разноцветными камнями.
Кроме приведенных способов существовал еще один, который не получил широкого распространения. В качестве эксперимента металлурги Советского Союза испытали следующий метод производства булатной стали. На первом этапе чистое железо или низкоуглеродистую сталь расплавляли в индукционной печи, а затем вводили в расплав кремниевые и алюминиевые присадки, после чего добавляли к полученному сплаву графит. На выходе получался чугун с 3-4% содержанием углерода. Но на этом процесс плавки не заканчивался.
В расплав постепенно добавляли железо или низкоуглеродистый стальной лом в пропорциях, чтобы массовая доля добавок составила 50-70% от массы чугуна. После остывания и кристаллизации был получен булат с высокоуглеродистой металлической сеткой, в которую были вплетены низкоуглеродистые элементы. Полученный булат обладал великолепными свойствами по ковкости и пластичности, а также показывал запредельную твердость. Но в широкое производство этот способ не пошел из-за сложности технологического процесса и высокой дороговизны выплавки. Кроме того, были уже известны и более современные и совершенные материалы, так что такие затраты на получение булата справедливо сочли неоправданными.
Железный поток
В начале XVIII века русская металлургия начинает быстро развиваться. Царю Петру I для воплощения своих грандиозных замыслов по расширению государства российского нужно было большое количество качественного оружия, а для его производства нужны были, прежде всего, железо и чугун. Опираясь на отечественный и зарубежный опыт, Петр I организовал небывалое для той поры производство по добыче железной руды и заводское строительство. С 1700 по 1800 годы только на одном Урале было построено 123 железоделательных завода. К концу жизни царя их насчитывалось 233, а к концу XVIII столетия их было уже 3100, не считая горных заводов. Производство чугуна в России за это время увеличилось со 150 тысяч пудов 1700 году до 9,91 миллиона пудов в 1800 году.
Абу-р-Райхан Мухаммад ибн Ахмад альБируни — среднеазиатский ученый-энциклопедист (4.09. 973- 9.12.1048 г.г.)
Победа русской металлургии над шведской была не менее значительной, чем победа русской армии над шведами в 1721 году. Например, в 1716 году в Англию было вывезена первая партия русского железа в количестве 2200 пудов, а в 1732 году вывоз железа уже превышал 200 тысяч пудов. В 1722 году выходит указ Петра I, который, по сути, дает первые технические условия на качество железа:
“Его Императорское Величество указал послать из Берг-коллегии на все железные заводы, где железо делается, чтоб с сего времени железо пробовали сим образом, и отпускали в указанные места, и продавали со следующими знаками.
Первая проба: вкопать круглые столбы толщиной в диаметре по шести вершков в землю так далеко, чтобы оное неподвижно было, и выдолбить в них диры величиною против полос, и в тое диру то железо просунуть, и обвесть кругом того столба трижды, потом назад его от столба отвесть, и ежели не переломится, и знаку переломного не будет, то на нем сверх заводского клейма наклеймить № 1.
Вторая проба: взяв железные полосы бить о наковальню трижды, потом другим концом обратя такожды трижды от всей силы ударить, и которое выдержит, и знаку к перелому не будет, то каждое сверх заводского клейма заклеймить его № 2.
На последнее, которое тех проб не выдержит, ставить сверх заводских клейм № 3. А без клейм полосного железа отнюдь чтоб не продавали”.
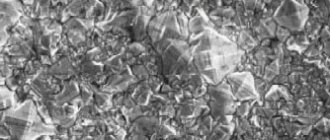
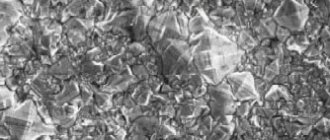
Узоры сварочного булата, увеличенные в 2-4 раза
Каждый тип стали оценивался по “своему” количеству “загибов”: пружинная сталь в шесть “загибов”, монетная — в восемь, инструментальная и дамасская — в двенадцать.
Стилю руководства Петра I был присущ и жесточайший контроль за выполнением его указов. Так, указом от “11 генваря 1723 года” он повелел: “Ружейной канцелярии из Петербурга переехать в Тулу и денно и нощно блюсти исправность ружей. Пусть дьяки и подъячие смотрят, как альдерман клейма ставит. Буде сомнение возьмет, самим проверять и смотром и стрельбою. А два ружья каждый месяц стрелять, пока не испортится. Буде заминка в войске приключится, особливо при сражении, по недогляду дьяков и подъячих, старшего дьяка отдать в писари, подъячего лишить воскресной чарки сроком на год”.
В XVIII веке Россия становится самым крупным экспортером железа в Западную Европу. Только в 1788 году из России было вывезено 38,4 тысячи тонн железа в Англию и 5,8 тысяч тонн в другие страны.
Златоустовская кавалерийская шашка
В 1751 году 20 ноября тульские промышленники Мосоловы заключают контракт с Оренбургской канцелярией на строительство железоделательного завода. В 1754 году в Косотурском урочище, на реке Ай, в полуверсте от устья речки Тесьмы был основан Златоустовский завод — один из самых крупных металлургических заводов на Южном Урале. Выйдя на проектные мощности, завод уже в 1773 году давал до 140 тысяч пудов чугуна, 90 тысяч пудов железа и 1,885 тысяч пудов меди.
За 75 лет, с 1701 по 1776 год, на Урале воздвигается целый комплекс металлургических заводов: Невьянский (1701 г.), Каменский (1701 г.), Нижне-Тагильский (1725 г.), Кононикольский (1750 г.), Преображенский (1758 г.), Верхне-Авзянопетровский (1755 г.), НижнеАвзянопетровский (1756 г.), Катав-Ивановский (1757 г.), Белорецкий (1761 г.), Златоустовский (1773 г.), Миасский (1776 г.). К началу XIX века Урал выдвигается как грандиозный промышленный район мирового масштаба.
Копия сабли царя Михаила Федоровича, изготовленная мастером-оружейником Илией Просвитом.
Бывают ли булатные кухонные ножи?
Многие спрашивают, можно ли изготовить кухонный нож из литого булата? На этот вопрос нельзя ответить однозначно. Изготовить то его можно, только перед тем, как заказывать такой нож, нужно хорошенько всё взвесить:
- Ни одна крупная ножевая фирма не занимается производством булатных кухонных ножей. Можно сказать, что они не знают секрета производства булата, но это просто смешно. Куча кузнецов-кустарей этот секрет знают, и никто не хочет поделиться им за энную сумму денег;
- Булат ржавеет, а для кухонника это очень плохо. Хотя большинство профессиональных японских поваров всю жизнь работают с ножами из углеродки, и довольны;
- Цена на булатный кухонный нож будет очень высока;
- Кухонный нож не должен быть толще в обухе 2 мм, а выковать такой клинок очень сложно;
- Заточить кухонник из качественного булата будет очень сложно. Домохозяйка точно не справится с такой работой.
Так что лучше выкиньте из головы идею изготовления булатного кухонника, ни к чему он вам.
На что обратить внимание при выборе
Чтобы остаться полностью удовлетворённым от покупки ножа из булата необходимо обратить внимание на:
- Хаотичный рисунок на тёмном фоне — линии и точки должны быть чёткими и крупными, но не симметричными. Ровные и симметричные линии — это характеристика более дешёвой дамасской стали.
- Звон монолитного булата чистый и продолжительный. Если клинок не цельный (слои, флуктуации различного вида) звук будет низким и коротким.
- Ответственный производитель всегда указывает назначение клинка — размеры и параметр должны соответствовать. Охотничий клинок длиннее, рыбацкий и туристический короче, со складной конструкцией.
- Сборка должна быть качественной без зазоров, заусенец и пр.
- Документация — гарантийный талон, сертификат (подтверждение, что этот нож — нехолодное оружие).
- Футляр/чехол.
Особенности заточки
Булатная сталь исключительно прочная, так что в домашних условиях заточить её непросто. Лучше доверить её профи. Такие клинки точатся алмазными брусками, можно использовать твёрдый камень.
Что касается угла заточки, то стоит придерживаться 30-45 градусов, толщина кромки не должна превышать 0,5-1 мм.
Заточка булатного ножа.
Упрощённая технология ковки булатных ножей
Чтобы сделать булатный нож по самой простой технологии, кузнецу придётся работать с губчатым железом. Сначала его нужно проковать, потом смешать с древесным углём и поместить в тигель. Под тиглем понимается специальный сосуд из огнеупорного материала, способного выдержать температуру около 1 200 градусов. В этом сосуде будущий булат разогревается до этих самых 1 200 градусов, после чего медленно остывает.
Что там происходит конкретно, ни один кузнец не признаётся, возможно, что каждый добавляет какой-то свой секретный ингредиент, но в результате должна получиться настоящая булатная сталь. Из готовой стали делается поковка, из которой потом получается клинок ножа.
Правила использования и ухода
- Поскольку такой нож может ржаветь, то после использования сталь нужно очистить, промыть водой и вытереть насухо ветошью.
- Хранится такое металлоизделие в тёплом, сухом месте, исключая образование конденсата.
- Лучше использовать кожаный чехол. Для длительного хранения клинок лучше покрыть слоем рыбьего жира, парафина.
- При появлении ржавчины нужно сразу убрать налёт — применяется керосин, но агрессивные средства запрещены. Можно использовать и мелкую наждачку, но после обработки придётся протравить нож, поскольку рисунок потускнеет.