Особенности воздухообмена различных производств
С высокими тепловыми нагрузками и значительными выделениями вредных веществ должна справляться вентиляция горячих цехов в составе:
- мощный общий активный вытяжной воздухообмен из верхней области цеха;
- организация общей подачи отфильтрованного воздуха;
- приточное душирование для создания комфортной обстановки на рабочих местах;
- местные вытяжки над источниками интенсивных загрязнений.
Вентиляция литейных производств
Высокоэффективная вентиляция цеха (горячего)должна учитывать особенности производства. Для литейных производств особое значение имеет точный подсчет теплового баланса, поддержание комфортной температуры рабочих мест, быстрое удаление образующихся соединений – окиси углерода, аммиака, газа сернистого. В пищевых производствах следует учитывать необходимость использования фильтров масложировых, защищающих воздухопроводы и оборудование от отложения жира. Воздуховоды таких систем выполняются из термостойкого металла и часто защищаются теплоизоляцией препятствующей излучению тепла.
Вентиляция сварочных производств
Сварочные производства характеризуются большими количествами чрезвычайно вредных выделений, включая окиси азота, фтористые вещества, соединения металлов. Проектируемая, надежная вентиляция сварочных цехов должна обеспечивать вытяжку на уровне:
- 1500…4500 м.куб/час на один килограмм израсходованных сварочных электродов;
- 2500…5400 м.куб/час на килограмм использованной порошковой проволоки;
- 1700…20000 м.куб/час на килограмм проволоки для сварки полуавтоматической в углекислом газе.
Вентиляция в покрасочном цеху
Оснащенный согласно нормативам покрасочный цех, вентиляция которого эффективно удаляет пары растворителей, испарения краски, защищает поверхности от пыли, обустраивается по следующим правилам:
- местными вытяжками оборудуются стенды, ванны покраски, камеры сушильные, установки обезжиривания, окрасочные камеры;
- выброс вытяжки обустраивают на уровне свыше двух метров над кровлями;
- две трети общей вытяжки приходится на верхнюю область помещения;
- при использовании метода окунания изделий в ванну окраски кратность воздухообмена должна достигать пять, шесть объемов помещения в час, а при использовании пульверизаторов быть на уровне 20…200;
- в оборудовании используются пыле- и искрозащищенные вентиляторы, обратные клапаны взрывозащищенного типа на воздухопроводах.
Для воздухообмена деревообрабатывающих производств используются местные вытяжки с обязательной очисткой воздуха в циклонах, организацию притока в верхнюю зону через перфорированные короба.
Вентиляция на гальванических производствах
Особые условия воздухообмена действуют на гальванических производствах:
- обязательное устройство фильтров на отборе воздуха;
- трехкратный обмен воздуха должен обеспечиваться в отделениях приготовления растворов;
- используются воздуховоды с антикоррозионным покрытием;
- бортовые вытяжки для ванн;
- вытяжки над ваннами с кислотами, цианистыми растворами;
- коррозионностойкие, взрывобезопасные вентиляторы.
Расчет вытяжной вентиляции
Расчет вытяжной вентиляции для крупных производственных цехов и предприятий начинают с определения участков распространения небезопасных веществ, выделений. На следующем этапе специалисты определяют объемы воздушных масс для отвода и подвода, чтобы обеспечивались санитарные нормы.
При отсутствии в пространстве активных источников нежелательных веществ, целесообразно воспользоваться простой формулой:
O = m*n
- O – объем чистого кислорода, предусмотренный санитарными нормами, предписаниями;
- m – усредненное значение расхода кислорода за 1 час активной работы;
- n – постоянное количество работников, работающих в помещении ежедневно.
Что касается значения m, то у него есть конкретные определения, задокументированные СНиПами:
- m = 30 м3 – для проветриваемых помещений;
- m = 60 м3 – для объектов без доступа к чистому воздуху.
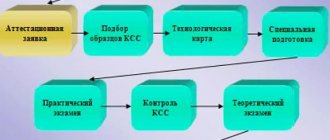
Описание паспортизации систем вентиляции производственных помещений
Особенность вредных веществ заключается в том, что они имеют свойство распространяться по всему объёму рабочего пространства, павильона или производственного цеха. В этом случае главная задача сводится к тому, чтобы понизить уровень их концентрации до значений, при которых человек сможет находиться и работать в помещении.
Под каждое вредное вещество предусмотрены особые пороговые значения. С учётом этого, объём притока свежего воздуха рассчитывается по формуле:
O = Mb/(Ko-Kп);
- Mb – среднее значение веса нежелательного или потенциально опасного вещества, поступающего в рабочее пространство за единицу времен (1 час);
- Ko – значение удаленной концентрации потенциально опасного вещества в окружающем пространстве;
- Kп – концентрация нежелательных веществ на входе приточной установки.
Виды систем вентиляции и правила обустройства
Вытяжка для сварочного поста, установленная по правилам, способна заметно уменьшить концентрацию опасных веществ в атмосфере и минимизировать вред, наносимый окружающей среде. Тип и мощность вентиляторов, а также трассировку воздуховодов выбирают с учетом количества и расположения мест для сварщиков. Вытяжные конструкции можно размещать на крышах цехов или возле них, забор воздуха при этом не должен находиться на участке для выброса загазованной среды.
Местная
Сварочный цех или мастерская имеют местную и общую вытяжки
При создании вытяжки местного типа вентиляцию постов выбирают с учетом величины свариваемых элементов и интенсивности работ. От этих нюансов зависит количество и состав образующихся газов. Благодаря простой схеме и устройству производительность такой системы достигает 5,5 тыс. м3/час. Во время сварки и наплавки крупных изделий на столах, не дополненных устройствами, сварочные аэрозоли убирают с помощью отсосов мобильных агрегатов с фильтрационной вентиляцией. Для некоторых типов работ целесообразно использовать вытяжки подъемно-поворотного вида. Их конструкция включает гибкий шланг диаметром до 200 мм, закрепленный на консоли и направленный в нужную зону. Приемный патрубок при этом размещают на дистанции в 7-8 метров от работника.
Вытяжной зонт, необходимый для сварки, не устанавливают непосредственно над рабочими местами. В таких системах лучше монтировать столы с воздушным отсосом сквозь колосниковую решетку.
Общеобменная
Вытяжные вентиляторы на сварочных постах
Система общеобменного типа включает в себя нагнетающий и вытяжной вентиляторы, а также воздуховоды, оснащенные фильтрами и регулируемыми приточными конструкциями. Такая вентиляция предназначена для обеспечения свежим воздухом всех помещений цеха и уменьшения содержания вредных примесей в атмосфере. Ее стоит выбирать, если в процессе работ используют более 200 г/час электродов на 1 м3 от общего объема помещения. В противном случае притоки воздушных масс будут обеспечиваться естественным путем.
Зимой наружный воздух подают в цех при температуре не ниже +18 градусов. Общеобменная вентиляция для сварочного поста должна быть дополнена фильтрационными элементами, очищающими воздух перед выбросом в пространство. Производительность устройств подбирают так, чтобы обеспечить 10-кратный воздушный обмен. Вертикальная скорость перемещения масс воздуха сохраняется на отметке не ниже 0,1 м/с. Этого значения достаточно для смешивания сред и ликвидации сварочных аэрозолей из зон вне постов.
Внутри замкнутых и полузамкнутых пространств
Для организации вентиляционной системы внутри замкнутого или полузамкнутого пространства предусмотрено несколько доступных схем. В цехе можно создать организованный воздухообмен в одной емкости, куда будет осуществляться подача чистого воздуха снаружи. Далее воздушные массы удаляются механическим способом за счет совместного действия притока и вытяжки. Второй способ включает удаление загрязненных масс возле электросварочных дуг, также существует третий вариант, подразумевающий вентилирование только зоны дыхания работника за счет подачи чистого воздуха под щиток.
Самым распространенным типом системы является схема вентилирования емкости при помощи приточной струи, в которой предусмотрен монтаж гибких шлангов и вентиляторов с высоким давлением. Главное преимущество этого способа заключается в подаче чистого и подогреваемого в холодное время года воздуха с улицы. Цистерны в такой схеме располагают на специально отведенных для этого местах. Чтобы определить объем подаваемого воздуха, его скорость на рабочем участке не должна превышать 0,7-2,0 м/с для ручной сварки. Избежать попадания загрязненного воздуха в цех можно, установив подачу масс с противоположной стороны.
Подаваемая струя очищенного воздуха должна идти по направлению от сварщика к дуге, чтобы вредные вещества не поступали в дыхательную зону. Объем воздуха для подачи должен растворять газы и твердую аэрозольную фазу, которые образуются в процессе работы первого по ходу движения работника.
Вентиляция сварочных постов с рекуперацией тепла
Для такого энергоемкого производства как сварочный цех вопрос расходов на электроэнергию стоит крайне остро. Вентиляционные приточные системы, используемые при сварке, для нагрева или очищения воздуха также потребляют немалое количество энергии. При этом приходящий в помещение для сварки воздух может из-за вытяжки покидать здание, не успевая передать тепло внутрь помещения. Такая приточно-вытяжная система при сварке расходует много электроэнергии, показывая сомнительную эффективность.
Для энергоемкой сварки используются системы с рекуперацией тепла. При ней вытяжной воздуховод, удаляющий воздух из помещения для сварки, имеет зону теплообмена с приточным воздуховодом, несущим воздух внутрь помещения и на участки.
Таким образом, система вентиляции при сварке позволяет нагревать приходящий воздух не только за счет работы вентиляторов, но и за счет уходящего воздуха. Системы с рекуперацией тепла при сварке помогают экономить до 30% электроэнергии, используемой для работы вентиляторов притока.
Система вентиляции сварочного поста от профессионалов .
Для заказа вентиляции сварочного участка позвоните нам по телефону или закажите обратный звонок у нас на сайте. Наши специалисты проведут расчет вентиляции сварочного цеха, создадут проект и проведут монтаж системы воздухообмена при сварке под ключ: от первичного расчета вытяжной системы до пуско-наладочных мероприятий и составления актов о выполненных работах в помещении для сварки.
Мы имеем более, чем пятилетний опыт проектирования и установки систем воздухообмена сварочных постов и других производственных участков.
Мы также оказываем услуги по техническому обслуживанию вентиляционной системы сварочного участка и других производственных постов и цехов.
Назначение вентиляции на сварочном посту
При плазменной и дуговой сварке в воздух попадают ядовитые соединения:
- выгорающее на электродах покрытие;
- испарения металла;
- газ, использующийся при сварке.
Из-за всех этих выбросов сварщик всегда экипируется, защищая органы дыхания. Но ведь нужно, чтобы эти газы не накапливались в помещении, поэтому нужна вытяжка, позволяющая:
- удалять из воздуха оксиды, соединения и другие вещества с помощью специальных отсосов, вытяжных зонтов;
- отводить газы и мелкодисперсные частицы в вентиляцию;
- подавать чистый воздух.
Все это можно сделать, правильно организовав вентиляцию сварочного поста.
Принцип работы вентиляции при сварке
Выделение загрязнителей при сварке металлов
| Таблица 1. Выделение загрязнителей при сварке металлов | ||||||||
| Способ сварки и марка сварочного материала | Выделение загрязнителя, г/кг сварочного материала | Прочих загрязнителей | ||||||
| сварочого аэрозоля | соединения марганца | оксидов хрома | фтористого водорода | оксидов азота | оксида углерода | наимен. | кол-во | |
| Ручная дуговая сварка сталей электродами | ||||||||
| УОНИ-13/55 | 18,6 | 0,97 | — | 0,93 | — | — | фториды | 2,6 |
| УОНИ- 13/65 | 7,5 | 1,41 | — | 1,17 | — | — | фториды | 0,8 |
| АНО-4 | 6,0 | 0,69 | — | — | — | — | — | — |
| АНО-6 | 16,3 | 1,95 | — | — | — | — | — | — |
| АНО-11 | 22,4 | 0,87 | — | — | — | — | — | — |
| ЭА-606/11 | 11,0 | 0,68 | 0,6 | 0,4 | 1,3 | 1,4 | — | — |
| M33-III | 40 | — | — | — | — | — | — | — |
| ЦТ-15 | 7,9 | 0,55 | 0,35 | 1,61 | — | — | оксиды никеля | 0,39 |
| Ручная дуговая сварка чугуна | ||||||||
| ЦЧ-4 | 13,8 | 0,43 | — | 1,87 | — | ванадий | 0,54 | |
| Ручная дуговая сварка меди | ||||||||
| ЩЗЧ-1 | 14,7 | 0,47 | — | 1,65 | — | медь | 4,42 | |
| Вольфрам под гелием | 20 | — | — | — | — | — | вольфрам | 0,08 |
| медь | 2,1 | |||||||
| СрМ-0,75 (проволока) Ручная сварка алюминия | 17,1 | 0,44 | — | — | — | медь | 15,4 | |
| ОЗА-1 | 38,1 | — | — | — | — | — | аэрозоль оксида | 20 |
| алюминия | ||||||||
| Проволока | ||||||||
| ЭП-245 | 12,4 | 0,54 | — | 0,36 | — | оксиды железа | 11,5 | |
| ПП-106, ПП-108 | 12 | 0,7 | — | — | 0,8 | — | оксиды железа | 0,7 |
| Проволока | ||||||||
| СВ-08Г2С | 9,7 | 0,5 | 0,02 | — | 14 | оксиды железа | 7,48 | |
| СВ-Х19Н9Ф2СЗ | 7 | 0,42 | 0,03 | — | — | 14 | оксиды железа | 0,04 |
| СВ-10Х20Н7СТ | 8 | 0,45 | 0,03 | — | — | — | — | — |
| СВ-16Х16Н25М6 | 15 | 2 | 1 | — | — | оксиды никеля | — | |
| ЭП-245 | 12,4 | 0,61 | — | — | — | 3,2 | — | — |
| СВ-О8ХГН2МТ | 6,5 | — | 0,03 | — | 0,8 | 11 | оксиды титана | 0,4 |
| медь | 11 | |||||||
| Проволока | ||||||||
| МНЖ-КГ5-1-02-0.2 | 18 | 0,3 | — | — | — | — | оксиды никеля | 0,8 |
| КМЦ | 8,8 | 0,6 | — | — | — | — | медь | 6 |
| Проволока | ||||||||
| Д-20 | 10,9 | 0,09 | — | — | — | — | оксиды алюминия | 7,6 |
| АМЦ | 22,1 | 0,62 | — | — | 2,45 | — | — | 20 |
| АМГ-6Т | 50 | 0,25 | — | 0,33 | — | — | 8,5 | |
| Алюминиевая | 10 | — | — | — | 0,9 | — | — | — |
| Титановая | 14,7 | — | — | — | — | — | оксиды титана | 5 |
| Неплавящиеся электроды | 61 | — | — | — | — | — | оксиды алюминия | 28 |
| ОЗА-2/ак,ОЗА-1 | 38,5 | — | — | — | — | — | — | 20 |
| Сварка стали с флюсами | ||||||||
| ОСП-45 | 0,09 | 0,03 | — | 0,2 | 0,006 | — | прочие фториды | 0,36 |
| ФЦ-2, ФЦ-6, ФЦ-7 | 0,09 | 0,01 | — | 0,05 | 0,005 | — | соединения кремния | 0,03 |
| ФЦ-11, ФЦ-12 | 0,09 | 0,05 | — | 0,02 | — | — | — | 0,05 |
| АН-22 | 0,12 | 0,01 | — | 0,02 | — | — | — | — |
| АН-26, АН-30, АН-42 | 0,08 | 0,05 | — | 0,03 | — | — | — | — |
| АН-60, АН-64 | 0,09 | 0,02 | — | — | — | — | — | — |
| АН-348А | 0,1 | 0,03 | — | 0,2 | 0,006 | — | прочие фториды | 0,16 |
| АНК-30 | 0,26 | 0,12 | — | 0,018 | — | — | соединения кремния | 0,05 |
| ЖС-450 | 5,8 | 0,142 | — | 0,18 | — | 22,4 | — | — |
| К-1 | 0,06 | 0,023 | — | 0,15 | — | 0,5 | — | — |
| К-8 | 4,9 | 0,13 | — | 17,8 | — | — | ||
| К-11 | 1,3 | 0,089 | — | 0,14 | 0,6 | — | — | — |
| Таблица 2. Предельно допустимые концентрации вредных веществ в воздухе рабочей зоны сварочных цехов | ||||
| Наименование вещества | ПДК, мг/м3 | Класс Опасности | Агрегатное состояние (а — аэрозоль, п — пары) | Примечание |
| содержание марганца в сварочных аэрозолях, масс.% | ||||
| до 20 | 0,20 | 2 | а | |
| до 20-30 | 0,10 | 2 | а | |
| хроматы, бихроматы | 0,01 | 1 | а | в пересчете на CrO3 |
| оксид хрома (Cr2O3) | 1,00 | 2 | а | |
| никель и его оксиды | 0,05 | 1 | а | в пересчете Ni |
| оксид цинка | 0,50 | 2 | а | |
| титан и его двуоксид | 10,00 | 4 | а | |
| алюминий и его сплавы | 2,00 | 2 | а | по Al |
| медь металлическая | 1,00 | 2 | а | |
| вольфрам | 6,00 | 3 | а | |
| двуоксид кремния аморфный в виде аэрозоля конденсации при содержании от 10 до 60 % | 2,00 | 4 | a | |
| двуоксид азота | 2,00 | 2 | п | |
| озон | 0,10 | 1 | п | |
| оксид углерода | 20,00 | 4 | п | |
| фтористый водород | 0,05 | 1 | п | |
| соли фтористоводородной кислоты: | ||||
| хорошо растворимые (NaF, KF) | 0,20 | 2 | а | по HF |
| плохо растворимые (AIF2, NaAIFd) | 0,50 | 2 | а | по HF |
| Таблица 3. Выделение загрязнителей при газовой и плазменной резке металлов | |||||||||||||
| Способ резки, вид и толщина металла | Выделение на м реза, г/м за 1 час работы, г/ч, в том числе оксидов | ||||||||||||
| Аэрозоля, всего в | Mg | Cr | Ni | Al | CO | NOx | |||||||
| г/м | г/ч | г/м | г/ч | г/м | г/ч | г/м | г/ч | г/м | г/ч | г/м | г/ч | г/м | г/ч |
| Резка газовая стали углеродистой толщиной | |||||||||||||
| 5 мм | 2,25 | 74 | 0,07 | 2,3 | 1,5 | 50 | 1,2 | 40 | |||||
| 10 мм | 4,5 | 130 | 0,13 | 3,8 | 2,2 | 6,3 | 2,2 | 65 | |||||
| 20 мм | 9 | 200 | 0,27 | 6 | 2,3 | 65 | 2,4 | — | |||||
| Резка газовая стали делигированной толщиной | |||||||||||||
| 5 мм | 2,5 | 80 | 0,12 | 4 | 1,3 | 43 | 1 | 35 | |||||
| 10 мм | 5 | 150 | 0,23 | 6,7 | 1,9 | 55 | 1,5 | 43 | |||||
| 20 мм | 10 | 225 | 0,47 | 10,5 | 2,6 | 57 | 2 | 45 | |||||
| Резка газовая стали марганцовистой толщиной | |||||||||||||
| 5 мм | 2,5 | 80 | 0,6 | 20 | 1,4 | 46 | 1,1 | 36 | |||||
| 10 мм | 5 | 140 | 1,6 | 35 | 2 | 58 | 1,6 | 47 | |||||
| 20 мм | 10 | 220 | 2,4 | 55 | 2,7 | 60 | 2,2 | 50 | |||||
| Резка газовая сплавов титана толщиной | |||||||||||||
| 4 мм | 5 | 140 | 4,7 | 130 | 0,6 | 17 | 0,2 | 6 | |||||
| 12 мм | 15 | 315 | 14 | 280 | 1,5 | 32 | 0,6 | 13 | |||||
| 20 мм | 25 | 390 | 22 | 345 | 2,5 | 38 | 1 | 16 | |||||
| 30 мм | 35 | 350 | 33 | 335 | 2,7 | — | 1,5 | — | |||||
| Резка плазменная стали углеродистой толщиной | |||||||||||||
| 10 мм | 40 | 810 | 0,12 | 24 | 1,4 | 7 | |||||||
| Резка плазменная стали низколегированной толщиной | |||||||||||||
| 14 мм | 6 | 790 | 0,18 | 24 | 2 | 265 | 10 | 130 | |||||
| 20 мм | 10 | 960 | 0,3 | 29 | 2,5 | — | 14 | — | |||||
| Резка плазменная стали легированной толщиной | |||||||||||||
| 5 мм | 3 | 990 | 0,14 | 46 | 1.5 | — | 6 | 200 | |||||
| 10 мм | 5 | 1370 | 0,24 | 66 | 1.9 | 470 | 10 | — | |||||
| 20 мм | 12 | 1600 | 0,58 | 77 | 2.1 | — | 13 | — | |||||
| Резка плазменная стали марганцовистой толщиной | |||||||||||||
| 5 мм | 4 | 790 | 0,72 | 140 | 1,4 | — | 7 | 128 | |||||
| 10 мм | 6 | 765 | 1,16 | 1,50 | 2 | 265 | 10 | — | |||||
| 20 мм | 10 | 920 | 1,73 | 170 | 2,5 | — | 13 | — | |||||
| Резка сплавов алюминия толщиной | |||||||||||||
| 8 мм | 3 | — | 2,5 | — | 0,5 | — | 2 | 612 | |||||
| 20 мм | 4 | 480 | 3,5 | 440 | 0,6 | 75 | 3 | — | |||||
| 80 мм | 6,5 | — | 8 | — | 1 | — | 9 | — | |||||
| Резка плазменная сплавов титана толщиной | |||||||||||||
| 10 мм | 3 | 455 | 2,7 | 425 | 0,4 | — | 11 | 160 | |||||
| 20 мм | 7 | 645 | 6,4 | 515 | 0,5 | 40 | 15 | — | |||||
| 30 мм | 12,5 | 680 | 12 | 640 | 0,6 | — | 19 | — |
С этим читают
Виды и правила обустройства
Существует два способа обустройства системы вентилирования в сварочном цеху: общеобменный и локальный. Они используются вместе, в дополнение друг к другу.
Местная схема способна устранять до 75% всех выделяемых во время работ вредных веществ. Для устранения оставшихся 25% вредных веществ используется общеобменная система.
- Нельзя допускать образования в цеху мертвых участков (из которых воздух никак не удаляется), особенно в углах. В них застаиваться воздух, имеющий в своем составе большое количество вредных веществ.
- Приточные каналы с вентиляторами следует монтировать на высоте до уровня 4 метров. Вытяжные каналы следует монтировать на противоположной стене, при этом высота обоих каналов должна быть одинаковой.
- Расстояние от стены с притоком до стены с вытяжкой не может быть более 100 метров – это запрещено. При большем расстоянии будет происходить аккумуляция отработанного воздуха в центральной зоне помещения.
- При необходимости к местной системе вытяжки можно поставить мобильный отсос, который позволит в случае необходимости двигать вытяжной зонт вместе со сварочным оборудованием.
- Вентиляционная цеховая система должна обустраиваться начиная с установки общеобменной приточно-вытяжной системы. Когда ее монтаж завершен, переходят к обустройству местной системы вентилирования.
Теперь рассмотрим подробнее особенности обустройства этих схем.
Местная схема
Основное предназначение местной схемы – очистка воздуха локально, то есть прямо на рабочем участке. Именно на месте проведения сварочных работ и скапливается больше всего вредных веществ. А вот уже в 3-4 метрах от рабочего места воздух может быть абсолютно чистым, и соответствовать санитарным нормам.
Вентиляция для сварочного поста
Существует два способа установки местной вентиляции: через местные отсосы либо через вытяжные приборы подъемно-поворотного вида.
В первом случае отсосы монтируются на высоте полутора метров от сварочного поста. Иногда их монтируют непосредственно в сварочные столы, что тоже неплохой вариант. В конечном счете местные отсосы соединяют с общеобменной вентиляцией цеха, используя специальные герметичные шланги.
Второй вариант представляет собой воздухоприемник, который крепится за счет шарниров и шланга (его диаметр может достигать 200 мм) в любом положении. Шланг соединяет воздухоприемник и централизованную систему вытяжки воздуха.
Обычно за счет такой конструкции удается выносить из помещения до 85% различных вредных компонентов. Ее преимущество – возможность монтажа рядом со сварочным оборудованием. В целом же подъемно-поворотная вытяжка позволяет эффективно очищать воздух на расстоянии до 8 метров от сварочного поста.
Общеобменная схема
Общеобменная схема состоит из системы воздуховодов, к которым подключены вытяжные вентиляторы.
Механизм работы метода таков: воздушный поток, проходя через решетку, рассекается, после чего поднимается вертикально вверх и распределяется по всему цеху. Скорость прохождения воздушных масс в цеху составляет 0,1 м/с, чего в большинстве случаев достаточно.
Воздухообмен обеспечивается за счет монтажа под полом вентиляторов. Устранение отработанного воздуха обеспечивается за счет монтажа на крыше вентиляторов с производительностью больше, чем у приточных.
Достаточно 20 минут непрерывной работы такой системы для выведения большинства вредных веществ.
Несколько правил обустройства общеобменной схемы:
- в случае, когда на 1 м³ цеха расходуется меньше 0,2 г/час электродов, монтаж общеобменной системы вентилирования можно не производить;
- скорость подачи свежих воздушных масс не должна превышать 0,9 м/с;
- если дополнительно не смонтирована местная схема, то механическое вентилирование должно обеспечивать выведение 2/3 воздуха снизу и 1/3 сверху.
Если сварочные работы производятся внутри какой-то емкости, то скорость потока воздушных масс должна превышать 0,7 метров/секунду, при температуре не менее 20 градусов внутри.
Жми «Нравится» и получай только лучшие посты в Facebook ↓
Виды системы вентиляции
Зная требования к сварочным вытяжкам и особенности рабочего пространства, где она будет установлена, можно перейти к изучению видов вентиляций и выбору подходящей.
Для начала, они могут быть местными и общеобменными. Местная предполагает, что сварщик будет работать в небольшом пространстве, например, вытяжном шкафу, и поэтому вентиляция будет только в этой зоне. Общеобменная сварочная вытяжка охватывает все пространство мастерской. Эти виды вентиляции можно использовать и вместе.
Общеобменная вентиляция может быть вертикальной и горизонтальной. Это указывает на разное направление потоков:
- Горизонтальная вентиляция имеет оборудование одинаковой мощности на подаче воздуха и его откачке. Здесь важно расстояние между стенами.
- Вертикальная вентиляция позволяет снизить мощность приточных вентиляторов, так как устройства откачки воздуха помещаются на высоте до 6 м. Если установить выше, то циркуляция ухудшится.
Говоря подробнее, организуя горизонтальную сварочную вытяжку, нужно использовать оборудование, которое равномерно распределяет чистый воздушный поток по помещению, без застоев. Желательно иметь электрические вентиляторы и систему дефлекторов. Для типового цеха 30х20 м, горизонтальной вентиляции будет вполне достаточно.
Вертикальная система сварочной вытяжки предполагает нагнетание потока воздуха через шахты, поэтому вентиляторы иногда устанавливаются в подвалах или, наоборот, на крышах. Каналы располагаются по полам и закрываются металлическими решетками, с ячейками хотя бы 5х5 см.
Скорость вентиляции на входе здесь должна быть не ниже 0,1 м/сек. Производительность вентиляторов вытяжки на крыше в 2 раза выше, чем у приточных, поэтому так можно организовать ускоренную вентиляцию в сварочном цеху.
Разновидности
Существует два типа сварочных постов: стационарные и передвижные. Стационарные посты располагаются в цеху и предназначены для работы с деталями небольшого размера, поскольку рабочая поверхность сварочных столов зачастую ограничена. Передвижные посты могут быть как внутри цеха, так и на улице. Это могут быть небольшие каркасы на колесах, в которые встроено оборудование, или же специальная тележка.
Давайте подробнее рассмотрим каждый тип поста.
Стационарный пост
Ниже показана схема сварочного поста стационарного типа. В большинстве случаев стационарный пост располагается в отдельной кабине без крыши, но с закрывающимися ширмами. Площадь такой кабины должна быть не менее 3 м2.
Стационарный сварочный пост должен быть изготовлен из негорючих материалов, поэтому ширмы делают из полимеров, а каркасы — из металла. Высота самой кабина должна быть не менее 2 метров. Внутренние стенки кабины покрываются огнеупорным составом, не поддерживающим горение.
На каждом стационарном посту есть не только оборудование, но и сварочный стол. Его размеры обуславливаются характером работ. Если сварка производится в сидячем положении, то высота стола должна быть около 60-70 см. Если в стоячем — от 85 и выше. Размер рабочей поверхности должен быть не менее 100х100 см.
Отдельное требование — это хорошая вентиляция для сварочного поста. Местная вентиляция при сварке может быть как естественной, так и принудительной. Принудительная вентиляция предпочтительнее всего. Также необходим местный отсос от сварочного поста, чтобы оперативно забирать металлическую стружку, пыль от шлифовки и пр.
Передвижной пост
Сварочный пост для ручной дуговой сварки может быть и передвижным или переносным. Зачастую передвижной сварочный пост можно организовать с меньшими усилиями, поскольку для него не требуется соблюдение многих правил. Не нужно организовывать вентиляцию, соблюдать размер рабочей зоны и т.д.
Но вот что стоит сделать, так это навес над передвижным постом, чтобы сварщик мог работать в непогоду или под солнцем. Также передвижной пост должен иметь удобные колеса, чтобы с их помощью даже тяжелое оборудование можно было перевезти без особого труда.
У передвижного поста должны быть отсеки и ниши для хранения комплектующих. Если это передвижной пост газовой сварки, то должно быть предусмотрено место под газовый баллон. Вентиляция сварочного поста может быть естественной, поскольку работы в большинстве случаев проходят на улице.
Требования, предъявляемые к вытяжкам
Безопасную сварку в замкнутых пространствах может обеспечить только качественная вытяжка, поэтому перед ее созданием необходимо узнать технические требования.
Сварочная вытяжка должна быть автономной и не использовать одни и те же воздушные массы. Если автономной вытяжку сделать не получается, то потребуются подъемные и вентиляционные панели.
Так как чистый воздух для обмена будет браться с улицы, перед подачей его нужно нагревать или охлаждать.
Значительного выделения тепла, достаточного для циркуляции, при сварке не происходит, поэтому нужно, чтобы вентиляция сварочного поста сама прогоняла потоки с нужной скоростью.
Вытяжные зонты устанавливаются около каждого рабочего места, но сбоку от сварщика, а не прямо над его головой, чтобы тяга воздуха не заставляла его вдыхать вредные частицы и те не создавали нагрузку на защиту. Зонты будут удалять до 75% вредных частиц. Для малогабаритных задач устанавливают вытяжной шкаф, который должен удалять 90% вредных примесей. Остальные пары выводятся общей вентиляцией сварочного цеха.
Важно, что эту сварочную вытяжку нельзя совмещать с вентиляцией других помещений, чтобы отравленный воздух не попадал никуда, кроме улицы.
Чтобы соблюсти все санитарные правила для сварочной вытяжки, опираются на СНиП II-33–75 и СП 1009-73. Здесь указаны:
- Допустимые концентрации ядовитых веществ. В радиусе 4 метров от места проведения работ она не должна превышать максимальную.
- Габариты оборудования, в зависимости от площади помещения, количества человек, занятых в сварке, а также инструментов, которыми они пользуются.
- Сечения и положения каналов для вывода вредных веществ и т. д.
Как сделать вытяжку в гараже 6 на 4?
#2 svarnoi69
все)) зачем лишний расход по эл. энергии,зонтик,о который будета биться головой,шум от мотора.
без вентилятора прекрасно работает.
нижний короб 20х20-25х25.
верхний вдоль всей длины гаража150х150-200х200
Сообщение отредактировал svarnoi69: 10 Декабрь 2013 19:30
#4 user_k
Моторчик ставь на козырьке, точнее внутри него, желательно с регулятором оборотов. или вполне подойдет вытяжка кухонная.
Чем толще слой краски – тем красивее шов.
#12 LamoBOT
Аргон, как и гелий – инертные газы и не вступают ни в какие хим. реакции, и зубы конечно же не разрушают. Аргона в воздухе почти 1%, оттуда его и извлекают. Но если помещение герметично закупоренное то аргон скопится возле пола, т.к. тяжелее воздуха раза в 2. Если есть например погреб и там скопился аргон – очень вероятно оттуда не вернуться. Поэтому в приступе паранойи я бы, наверное, предусмотрел небольшого сечения и небольшой производительности трубу-вытяжку с уровня пола. В 40л баллоне 6 кубометров газа. В принципе при такой площади – не опасно.
Виды и отличия воздуховодов для вытяжек
Воздуховод для вытяжки условно можно разделить по следующим характеристикам:
- По материалу, из которого изготовлен канал: пластик или металл.
- По форме: круглый или прямоугольный.
- По жесткости: гибкий или жесткий.
Особенности и преимущества металлических (гофрированных) воздуховодов
Гофрированная металлическая (а точнее — алюминиевая) труба — наиболее популярный вариант для создания воздуховода. Подробнее про выбор и установку гофры для вытяжки можно почитать отдельно. Ниже рассмотрим этот вариант вкратце.
Гофрированный воздуховод в интерьере кухни
- Диаметр 100 мм: около 90 рублей за метр.
- Диаметр 120 мм: около 120-130 рублей за метр.
- Диаметр 150 мм: около 135 рублей за метр.
К преимуществам такого воздуховода можно отнести:
- гибкость (гофру легко можно согнуть, придав воздуховоду нужную форму);
- возможность растягиваться и складываться (а значит — возможность регулировать длину канала);
- простота соединения (для гофры не нужно отдельно покупать и монтировать переходники и соединительные элементы).
Из минусов:
- сравнительно высокий уровень шума (впрочем, шум мотора работающей вытяжки все равно будет перекрывать шум от проходящего по каналу воздуха);
- более быстрое загрязнение (чем у ПВХ-изделий);
- некрасивый внешний вид (гофра портит любой интерьер, поэтому металлический воздуховод почти всегда закрывают, а значит — нужно дополнительно тратить время и деньги на создание «прикрытия»).
Особенности и преимущества пластиковых воздуховодов
Пластиковая труба — изделие жесткое, не гнущееся. По форме сечения она может быть как круглой, так и прямоугольной или квадратной.
Прямоугольный пластиковый воздуховод для вытяжки
Основные преимущества пластика (по сравнению с металлом):
- бесшумность (гладкая ровная поверхность не способствует возникновению шума);
- простота ухода (гладкая поверхность гораздо медленнее загрязняется и при этом легче чистится);
- эстетичный внешний вид: в интерьере пластиковая труба смотрится гораздо аккуратнее, чем гофра.
Наиболее удачным решением является применение прямоугольного воздуховода. Такую трубу легко пустить вдоль стены, сэкономив пространство. С другой стороны — для такого канала необходим переходник, которым прямоугольная труба будет соединяться с круглыми отверстиями вытяжки и шахты. Также потребуются соединительные элементы — чтобы скрепить систему из нескольких отрезков.
Из минусов:
- более сложный монтаж;
- выше стоимость, чем у гофры (дороже стоят как сами трубы, так и вдобавок нужно будет докупать переходники и колена);
- невозможность согнуть, растянуть или сжать трубу.
Более сложный монтаж — наиболее серьезный минус пластика. Гофрированный металлический рукав — гибкий, он легко гнется, растягивается и складывается. Даже если вы ошиблись при расчете — его без проблем можно будет подогнать под нужные условия. А вот с пластиковым воздуховодом такое не пройдет: его нужно замерять и планировать максимально точно.
Части пластикового воздуховода
- Пластиковый переходник с прямоугольного канала 60х120 мм на круглое отверстие диаметром 120 мм: около 150 рублей.
- Плоский воздуховод, сечение 110х55 мм: около 260 рублей за 1 метр.
- Круглый воздуховод, диаметр 100 мм: около 250-270 рублей за 1 метр.
Какой вариант лучше?
Вопрос о том, какой воздуховод выбрать (гофра или пластик), не является критичным. Если он будет правильно рассчитан и проложен — вытяжка будет нормально работать.
Несущественные отличия заключаются в нескольких моментах:
- Внешний вид в интерьере. Тут пластик явно выигрывает. Однако воздуховоды нередко декорируют, поэтому гофра все равно не будет бросаться в глаза.
- Удобство монтажа. В этом плане явно проще взять гофру.
- Цена воздуховода. Гофра обойдется чуть дешевле.
S — площадь проема установки вытяжного типа.Особенности вентиляции цехов различной направленности
Вентиляция механического цеха
Вредности: тепловые выделения от электрических двигателей, персонала, пары аэрозолей и охлаждающих жидкостей, масла, эмульсии, пыль — наждачная и механическая.
Отопление: воздушное, совмещенное с системой вентиляции
Местные отсосы: над шлифовальными/обдирочными станками, станками без охлаждения, баками для эмульсий, ваннами для мытья деталей.
Общеобменная: приток воздуха сверху; расчет воздуха по избыткам влаги и тепла — не менее 30 м3 на 1 чел.
Вентиляция деревообрабатывающего цеха
Вредности: тепло от прессов, пары растворителей, клея, отходы деревообработки — пыль, стружки, опилки
Отопление: воздушное, совмещенное с системой вентиляции
Местные отсосы: напольные и подпольные для отходов древесных, отсосы от станков; очищение воздуха происходит в рукавных фильтрах, циклонах
Общеобменная: рассредоточенный приток воздуха в верхнюю зону, через воздуховоды перфорированного типа (в основном)
Вентиляция деревообрабатывающего цеха
Вентиляция гальванического цеха
Вредности: испарения щелочей, кислот, электролитов, избыток тепла и влаги, пыль, водород цианистый
Отопление: воздушное, совмещенное с системой вентиляции
Местные отсосы: бортовые для ванн, независимые вытяжные системы над ваннами с цианистыми и кислыми растворами, взрывобезопасные вентиляторы, обязательное оснащение отсосов для ванн с кислотами различным типов резервными вентиляторами. Обязательная фильтрация вытягиваемых воздушных масс
Общеобменная: воздуховоды из антикоррозийных материалов или обязательное антикоррозийное покрытие всех воздуховодов; подача 5% от притока во все смежные помещения; 3-кратный воздухообмен в отделениях для приготовления растворов и цианистых солей. Обязательная фильтрация вытягиваемых воздушных масс.
Вентиляция гальванического цеха
Вентиляция сварочного цеха
Вредности: фтористые соединения, окиси азота, углерода, озона
Отопление: воздушное, совмещенное с системой вентиляции
Местные отсосы: желательны (по возможности)
Общеобменная: вытяжка: 2/3 из нижней зоны, 1/3 — из верхней. Расчет воздуха на разбавление вредных выбросов от сварки до предельного допустимого уровня.
Расчет производится исходя из веса сварочных электродов, которые расходуются за 1 час: для ручной сварки — 1500-4500 м3*ч на 1 кг. электродов, 1700-2000 м3*ч для полуавтоматической на углекислом газу, 2500-5400 м3*ч — для сварки с использованием порошковой проволоки.
Вентиляция сварочного цеха
Вентиляция цеха покраски
Вредности: испарения растворителей/разбавителей, частицы краски
Отопление: центральное, либо воздушное, которое совмещено с вентиляцией
Местные отсосы: у агрегатов обезжиривания, окрасочных камер, установок струйного облива, камер сушки, столов, стендов, ванн окунания.
Общеобменная: приток для компенсации местной вытяжки + 1 крат, общеобменная вытяжная вентиляция не меньше 1 крат из верхней зоны.Вентиляция покрасочного цеха
Более подробно в статье «Вентиляция окрасочного цеха»
Вентиляция в литейных цехах
Главная задача вентиляции литейного цеха — справиться с огромным количеством тепла, которое выбрасывается в производственные помещения.
Вредности: лучистое тепло, огромное количество тепловыделений, аммиак, сернистый газ, окись углерода
Отопление: совместно с системой вентиляции
Местные отсосы: практически для всех видов оборудования горячего цеха
Общеобменная вытяжная с механическим побуждением в верхней зоне цеха +аэрация + душирование рабочих мест + общеобменная приточная вентиляция.
Вентиляция литейного цеха
Создание и проектирование вентиляции в производственных цехах любого назначения доверяется исключительно профессионалам, которые обеспечат соблюдение всех необходимых нормативов и выполнят расчеты, с учетом особенностей вашего производства.
Вы можете бесплатно получить эскизный проект и стоимость вентиляции Вашей котельной
Получить!
Необходимость вентиляции в помещении со сваркой
Рабочее место для сварщика оборудуется дополнительными вытяжками
Сварочные работы относятся к категории вредных процессов по причине выделения множества опасных веществ, включая оксиды железа, хрома и марганца, соединения фтора и двуокись кремния. Они опасны для здоровья человека и наносят вред окружающей среде, поэтому каждое помещение, где проводится сварка на постоянной основе, дополняются вытяжками.
Вентиляция сварочного цеха решает несколько основных задач:
- выведение химических компонентов, представляющих угрозу;
- создание и поддержание оптимального микроклимата внутри помещения с учетом его температуры, влажности и в соответствии с нормативами ГОСТа и СНиПа;
- непрерывная подача кислорода.
Воздухообмен в цехах, сварочных участках и постах должен осуществляться в автономном режиме. Если промышленное помещение для сварки находится в одном здании с другими, в них не обустраивают совмещенную вентиляцию. Также не рекомендуется проектировать системы с циклическим и повторным применением воздушных масс. В процессе работ не применяют естественную систему, поскольку существенное выделение тепла в этом случае отсутствует. Перед подачей внутрь пространства воздух доводят до необходимой температуры с учетом погодных условий на улице.
Помимо установки вытяжки для защиты сварщиков от излучения применяют различные средства, в том числе теплоизоляцию нагревающихся поверхностей и экранирование. Теплоизоляционные работы считаются наиболее эффективным способом уменьшить интенсивность лучей и предотвратить возможные ожоги. Специальные материалы и конструкции, например, бетон, кирпич, асбест и войлок используют для оборудования рабочих мест в сочетании с экранами или отдельно от них.
Делаем сварочный пост своими руками
Рабочее пространство сварщика с комплексом необходимого в работе оборудования, инвентаря, расходных материалов и самого сварного аппарата называется сварочным постом. Его можно организовать самостоятельно, если внимательно изучить нормы и требования безопасности к подобным кабинетам.
Стационарный вид рабочего места сварщика в передвижении не нуждается, поэтому при его организации нет необходимости в опорах на колесиках и т.п.
Вне зависимости от вида сварочного поста, в работе потребуются негорючие материалы для устранения риска возникновения пожара: и для постоянного, и для временного использования сварки важно обеспечить мастера безопасными условиями труда
Актуальные инструменты и материалы
При обустройстве рабочего места для выполнения сварочных работ важно подобрать полный комплекс актуальных в работе инструментов и оборудования. Планировка сварочной кабины
Планировка сварочной кабины.
Список может меняться на усмотрение сварщика, но существуют позиции, обойтись без которых крайне сложно:
- сварочный аппарат;
- приспособление для складирования присадочных материалов, иного рода вспомогательных приспособлений;
- постоянный источник питания электрического тока;
- комфортабельное место посадки;
- рубильник для включения и выключения подачи напряжения;
- качественная вентиляционная система, вытяжная камера;
- системы хранения для мелкого инвентаря: переносные корзины, выдвижные ящики, полки и т.п.;
- электродержатель.
Вышеперечисленные элементы при рациональном планировании пространства рабочего места займут относительно немного места.
Оборудование сварочного поста своими силами нужно проводить с учетом всех требований по безопасности. Оптимальная длина рабочего пространства – 2 м, ширина – 2,5 м, высота – 2 м. Ни в коем случае не стоит создавать закрытую верхнюю часть сварного поста.
Для организации стен стоит применить тонкую сталь или фанеру, пропитанную огнеупорным раствором.
Для выполнения сборочных и сварных операций металлических деталей внутри рабочего кабинета мастера важно установить комфортабельный стол. Оптимальные параметры сварочного стола таковы: высота на уровне 50-60 см при работе сидя и порядка 90 см при работе стоя, а площадь – порядка 100 см2
К столу следует приварить болты из стали, на которые крепят токоподводящий провод от источника сварного тока, а также провод заземления рабочего стола.
Сбоку организовываются гнезда, приспособленные под хранение электродов и присадочных материалов. В выдвижных ящиках можно хранить мелкий ручной инструмент или технологическую документацию.
Основным видом оборудования рабочих кабинетов сварщиков считаются одно- или многопостовые источники питания дуги.
Зачастую в рабочем пространстве сварщики используют однопостовые источники питания, так как в случае питания от многопостовых источников сварочный ток нужно разводить по кабинам посредством применения токоподводящих проводов или шин. Также в кабине нужно монтировать рубильник для включения и отключения сварного тока.
Поэтапное обустройство сварочного поста
Общий вид типового сварочного поста.
Сварочные посты можно организовать в условиях просторного гаража, СТО, строительной площадки и т.п.
В любом случае все операции по их обустройству можно поделить на следующие этапы:
- выбор места под организацию рабочего пространства мастера, его очищение от посторонних предметов, уборка;
- обустройство стеночек рабочей зоны с применением стали или фанеры, пропитанной огнеустойчивым составом;
- обустройство стола со столешницей и системами хранения из негорючего материала;
- обеспечение доступа к источнику электричества для работы электрооборудования;
- организация надежной вентиляционной системы;
- визуальный осмотр результата работ перед выполнением сварки.
Расчет вентиляционной системы сварочного поста
Выбрав вытяжку, потребуется сделать расчеты для ее грамотной установки и использования.
Так, в расчет производительности вентиляционной системы входит определение:
- Скорости воздушного потока для вытяжки. Обычно она оказывается не менее 1,5 м/сек., но рассчитать, используя ГОСТ 12.3.003–86, все равно нужно. В этом же документе говорится, как вентиляцию настроить на идеальную скорость потока.
- Необходимости установки щелевой насадки на вытяжку, если предполагается варка полуавтоматом. Ее длина прорези составляет 3,5 см, а находиться она должна на расстоянии не менее 5 см от рабочей зоны. Если такую насадку установить не получится, ее можно заменить на несколько обычных отводов.
Ошибки при установке кухонной вытяжки
1
Кое-кто конечно и оставляет решеточку для естественного движения воздуха, но умудряется при этом все равно ее перекрыть самим воздуховодом.
2
Рекомендуемые размеры для круглых воздуховодов — d=125мм. Для прямоугольных — 204*60мм.
3
В большинстве случаев, это запрещено правилами. Далее по тексту будут приведены конкретные пункты.
Можете конечно проложить по фасаду отдельный короб прямиком до крыши. Но оно того стоит? Хотя в ресторанах и кафе, расположенных на первых этажах многоэтажек, такое решение широко применяется.
Кстати, запрет на вывод воздуха на улицу через стенку не относится к частным домам, а только к многоэтажкам.
4
В первую очередь это скажется на шуме. Хотя конечно сами повороты не есть наибольшее зло. И без них порой не обойтись.
Опасны именно повороты, идущие один за другим, без разгонных участков.
5
Запомните, что производительности в 200-300 м3/ч бывает вполне достаточно для качественного удаления всех запахов, с минимальной нагрузкой на вентиляцию дома.
6
Высота установки напрямую зависит от того, какая у вас плита — газовая или варочная индукционная.
7
Поверьте, иногда эту конструкцию приходится разбирать.
8
Почему это ошибка, а когда так делать все таки можно, говорится далее.
9
Как следствие, подключение ее как попало, через переноски и удлинители. Не забывайте, что в конечном итоге это все таки не переносной прибор, типа вентилятора, обогревателя или мобильного кондиционера.
А значит проводку под него нужно делать стационарную и с умом.
10
Врезать и устанавливать его нужно с соблюдением соответствующих углов и наклонов. Иначе работать он будет через раз.
Вообще монтаж вытяжки можно разбить на два основных этапа. Во-первых, это ее подключение к электричеству. Второе — устройство воздуховода и все что с этим связано.
Давайте рассмотрим отдельно каждый из них.
Обустройство вытяжки своими руками
Самодельная вытяжка для сварочного стола в гараже из пластиковых труб
По правилам и требованиям к нормам безопасности в крупных сварочных помещениях с несколькими постами вентиляционную систему должны устанавливать квалифицированные специалисты, способные провести точные расчеты. В небольших цехах систему воздухообмена можно создать самостоятельно по чертежам, следуя стандартной инструкции. В этом случае работы делят на два этапа. В первую очередь ставят вытяжку приточного типа, использующую смешанный тип подачи и выхода воздуха в горизонтальном и вертикальном режиме, второй вариант является более предпочтительным:
- Возле стены с выходом на улицу оборудуют вентиляционную камеру, в которой устанавливают вентилятор, оснащенный функциями фильтрации, охлаждения и подогрева воздуха.
- В стене делают отверстие, через которое вентилятор будет забирать свежий воздух.
- От камеры вентиляции к потолку прокладывают канал, для подачи воздуха.
- На чердаке устанавливают дополнительный вентилятор, оснащенный очищающими фильтрами для воздуха. От него на крышу проводят специальную трубу, выводящую отработанные воздушные массы.
- В потолке делают два-три отверстия, которые подводят к чердачному вентилятору при помощи вентиляционных каналов.
Когда общая система воздухообмена будет готова, можно приступать к установке местной линии. Вентиляция для сварочного поста такого типа представляет собой отсосную конструкцию, от которой прокладывают канал в сторону кровли. Ее подбирают с учетом комплектации производственного предприятия для конкретного цеха.
Местная вытяжка способна выводить большую часть загрязнений в автономном режиме, предотвратив их распространение по всему помещению. При необходимости монтируют мобильный отсос, перемещающий вытяжку совместно со сварочным аппаратом.
Выбор схемы вентиляции производственного сварочного помещения
На протяжении выбора оптимальной общеобменной схемы вентиляции цеха для выполнения соединительных работ берутся во внимание все важные моменты, включая выход конвективных потоков вверх помещения. Данные потоки могут быть усилены посредством направленных струй приточного воздуха
Также есть возможность направлять конвективные потоки струями к воздухозаборным панелям.
Необходимо обращать внимание на то, что нестойкие конвективные потоки нередко нарушаются вследствие движения масс аэрационного воздуха, либо не без участия охлажденного притока, возвращающегося вместе с вредоносными веществами по направлению вниз. Все эти и многие другие процессы могут с большой вероятностью вызывать определенные трудности в борьбе с ними
В том случае, если воздух внутри помещения цеха искусственным путем перемешивается путем направленных струй, сосредоточенного притока, концентрация вредных веществ внутри помещения практически выравнивается. Как правило, работы по соединению металлов производятся с большим выделением пыли, и поэтому общеобменная система должна быть выполнена механической приточно-вытяжной, при этом должен иметь место подогрев воздуха зимой.
Соответственно указаниям СНиПа, в процессе сварки приток должны подаваться непосредственно в участок работы. Допускается подача воздуха из воздухораспределителей, которые располагаются на уровне 6 метров от поверхности пола помещения, при воздушных струях, направленных вниз вертикально, при горизонтальных, а также наклонных струях воздуха на уровне 4 метров и выше, как подачу воздуха в участок сварки.
Вытяжные устройства для сварки
Промышленная консольная вытяжка Афалина
Вытяжки для сварки на производстве делятся на несколько доступных разновидностей. Самыми популярными считаются устройства с подъемно-поворотной конструкцией. Они состоят из приемника воздуха, который можно фиксировать в любом положении при помощи шарниров, а также шланга, соединяющего воздухоприемник и центральную вытяжную систему. Такая конструкция дает возможность ликвидировать 85% опасных для здоровья веществ, поскольку ее можно разместить недалеко от любого сварочного аппарата. Вытяжки помогают полностью очистить воздух на дистанции до 8 метров от места установки. Пользователи отмечают такие модели, как «Лань» и «Спрут».
На втором месте по востребованности находятся местные отсосы, устанавливать которые необходимо на высоте до 1,5 метров от места сварщика.
Вытяжка над рабочим сварочным столом может быть наружной или внутренней, во втором случае ее подсоединяют к общеобменной вентиляционной системе при помощи специальных шлангов. Чтобы обеспечить правильную циркуляцию воздуха, лучше отдать предпочтение приточной вытяжной вентиляции, обеспечивающей приток воздушных масс со скоростью свыше 40 м3/час.
Вентилирование рыбного производства
Производственный процесс характеризуется присутствием резкого специфического запаха, который скапливается внизу помещений. Устройство вентсистемы обеспечивает:
- приемлемые условия труда для персонала, удаляя воздухопоток, наполненный специфическим запахом;
- качество рыбных изделий. Приготовление рыбных продуктов сопровождается кулинарной, термической обработкой. При этом частицы жира, гари, сопутствующих запахов попадают в рабочую воздушную среду. Для их удаления используется местная вытяжка;
- необходимый срок хранения. Удаление избытков водяного пара, запаха, а вместе с ними различных микроорганизмов позволяет придерживаться нормативов по срокам хранения продукции.