Ультразвуковая обработка — обработка материалов (изделий) или веществ действием ультразвука (обычно с частотой 15-50 кГц) в технологических процессах.
Ультразвуковой обработке подвергают жидкие, газообразные и твердые среды для ускорения в них массо- и теплообмена, химических реакций, разрушения, уплотнения и коагуляции и тому подобное. В частности, ультразвук используется для интенсификации процессов диспергирования реагентов, разделенные тонких шламовых частиц, тушение флотационных пен, очистки поверхностей минеральных частиц, классификации технологических суспензий, фильтрации промышленных жидкостей и сточных вод, получения аэрозолей, очистки газов от твердых частиц, сушки сыпучих материалов, повышения производительности бурение и резки горных пород и т.
Физические свойства и особенности распространения ультразвука
Ультразвуковыми называются упругие колебания материальной среды с частотой, превышающий предел слышимости (15–20 кГц). Ультразвуковые колебания могут распространяться в любых упругих средах: жидких, твёрдых, газообразных. Различают три вида ультразвуковых волн – продольные, поперечные и поверхностные. В твёрдых телах могут распространяться волны всех трёх видов, в жидких и газообразных – только продольные волны разрежения – сжатия.
Ультразвук в газах, и в частности в воздухе, распространяется с большим затуханием. Жидкости и твердые тела представляют собой хорошие проводники, затухание в которых значительно меньше. Так, например, в воде затухание ультразвука в 1000 раз меньше чем в воздухе.
Малая длина ультразвуковых волн является основанием для того, чтобы рассматривать их распространение методами геометрической акустики. Физически это приводит к лучевой картине распространения. Отсюда вытекают такие свойства ультразвука, как возможность геометрического отражения и преломления, а так же фокусировка звука. Следующая важная особенность ультразвука – возможность получения большой интенсивности даже при сравнительно небольших амплитудах колебаний. Ультразвуковые волны большой интенсивности сопровождаются рядом эффектов, которые могут быть описаны лишь законами нелинейной акустики.
Важной особенностью ультразвука является возможность концентрации энергии при сравнительно небольших амплитудах колебаний, так как плотность потока энергии пропорциональна квадрату частоты. Ультразвуковые волны большой интенсивности сопровождаются рядом эффектов. Так, распространению ультразвуковых волн в газах и жидкостях сопутствует движение среды, которое называется акустическим течением.
К числу важных явлений акустического течения относится кавитация, заключающаяся в росте в ультразвуковом поле пузырьков из имеющихся субмикроскопических зародышей газа или пара в жидкости, которые начинают пульсировать с частотой ультразвука и захлопываются в положительной фазе давления. При захлопывании пузырьков газа возникают большие давления, порядка тысяч атмосфер и образуются сферические ударные волны. Возле пульсирующих пузырьков возникают акустические микропотоки. Ультразвуковые явления в кавитационном поле используются при получении эмульсий, аэрации жидкостей, очистке поверхностей от загрязнений, обезжиривании и травлении, ультразвуковом диспергировании, акустическом эмульгировании и т. д.
Основными параметрами ультразвуковых колебаний являются: длина волны λ – расстояние между двумя смежными точками, находящимися в одной фазе; амплитуда колебаний А – наибольшее смещение колеблющейся точки от положения равновесия; частота колебаний f – количество колебаний в единицу времени; период колебаний T – время распространения волнового движения на расстояние, равное длине волны; средняя скорость колебательных движений V; скорость распространения звуковых волн С.
Снятие заусенцев посредством УЗО
Данная операция основывается на увеличении кавитационной и эрозийной активности акустического поля при внесении в абразивный поток сверхмалых частиц от 1 мкм. Данный размер сопоставим с радиусом воздействия ударной звуковой волны, что позволяет разрушать слабые зоны заусениц. Рабочий процесс организуется в специальной жидкостной среде с глицериновой смесью. В качестве емкости также используется специальная оснастка – фитомиксер, в стакане которого находятся взвешенные абразивы и рабочая деталь. Как только на рабочую среду подается акустическая волна, начинается беспорядочное движение абразивных частиц, которые воздействуют на поверхности заготовки. Мелкие зерна карбида кремния и электрокорунда в смеси из воды и глицерина обеспечивают эффективное удаление заусенцев размером до 0,1 мм. То есть ультразвуковая обработка обеспечивает аккуратное и высокоточное снятие микродефектов, которые могли остаться даже после традиционной механической шлифовки. Если речь идет о крупных заусенцах, то есть смысл повысить интенсивность процесса, добавив в емкость химические элементы наподобие медного купороса.
Принцип действия установок для генерации ультразвуковых колебаний
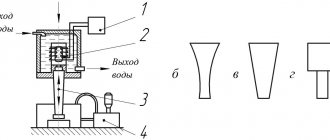
Ультразвуковые установки, используемые для размерной обработки материалов (рис. 1) содержат: генератор электрических колебаний; акустический преобразователь; ультразвуковую колебательную систему, систему подачи и отвода охлаждающей жидкости и суспензии с абразивом.
Рисунок 1 – Схема установки для ультразвуковой размерной обработки (а) и схемы концентраторов: экспоненциального (б), конического (в) и ступенчатого (г): 1 – генератор; 2 – акустический преобразователь; 3-ультразвуковая колебательная система; 4 – система подачи охлаждающей жидкости и суспензии с абразивом
Ультразвуковые генераторы предназначены для преобразования электрического тока промышленной частоты (50 Гц) в ток высокой частоты.
Акустический преобразователь предназначен для преобразования электрических высокочастотных колебаний в механические. Для целей размерной обработки преимущественно применяются магнитострикционные и пьезоэлектрические преобразователи.
В магнитострикционных преобразователях используется эффект продольной магнитострикции, заключающийся в изменении длины сердечника из ферромагнитного материала, помещенного в магнитное поле. Простейший магнитострикционный преобразователь представляет собой сердечник, выполненный в виде стержня или рамки с обмоткой возбуждения. При прохождении по обмотке переменного электрического тока в сердечнике наводится переменное магнитное поле, и возникают упругие деформации, вызывающие продольные колебания сердечника.
Для уменьшения потерь на токи Фуко металлические сердечники набирают из штампованных тонких пластин или наматывают из тонкой ленты. Магнитострикционные преобразователи выполняются с водяным охлаждением. Их максимальный электроакустический КПД в диапазоне частот 20…30 кГц составляет 50…70 %. С повышением частоты колебаний его значение уменьшается.
Магнитострикционные преобразователи изготавливают также из ферритов. Потери на вихревые токи у них практически отсутствуют. Поэтому сердечники из ферритов выполняют монолитными. Для их подмагничивания используют пластины ферритовых постоянных магнитов, которые вставляют или вклеивают в магнитопровод преобразователя. Электроакустический КПД ферритовых преобразователей достигает 80…85 %. Они не требуют высокого напряжения питания, принудительного водяного охлаждения.
В пьезоэлектрических преобразователях используется пьезоэлектрический эффект, сущность которого состоит в том, что в кристаллах с определённым типом решёток под действием электрического тока возникают внутренние напряжения, пропорциональные напряженности электрического поля. В результате размеры кристалла изменяются в соответствии с изменением электрического тока.
Все пьезоэлектрические материалы подразделяются на естественные и искусственные. Естественные – это кварц, сегнетовая соль, турмалин; искусственные – керамики титаната бария ЦТС-19 и титаната свинца ЦТС-23.
Преобразователи из кварца дорогие, а их размеры ограничены. Пьезокерамика значительно дешевле и требует меньших возбуждающих напряжений.
Колебательная система предназначена для передачи возникающих в преобразователе колебаний к рабочим узлам установки и в конечном итоге к обрабатываемой поверхности. В состав колебательной системы входят: волновод, концентратор, инструмент.
Волновод – это стержень или труба постоянного сечения, соединяющая акустический преобразователь с концентратором.
Концентратор предназначен для увеличения амплитуды механических колебаний инструмента путём обеспечения резонанса частот вибратора (магнитострикционного или пьезоэлектрического) с исполнительным инструментом. Основные формы концентраторов представлены на рисунке 1 б, в, г.
Контроль выполнения УЗО
Технологический процесс находится под контролем оператора, который отслеживает параметры воздействующих колебаний. В частности, это относится к амплитуде колебаний, скорости звука, а также интенсивности подачи тока. С помощью этих данных обеспечивается контроль рабочей среды и воздействия абразивного материала на заготовку. Данная возможность особенно важна при ультразвуковой обработке инструментов, когда в одном технологическом процессе может использоваться несколько режимов работы оборудования. Наиболее прогрессивные методы контроля предполагают участие автоматических средств изменения параметров обработки на основе показаний датчиков, фиксирующих параметры изделия.
Физическая сущность ультразвуковой обработки
Ультразвуковая обработка основана на ударном воздействии торца инструмента на вершины наиболее крупных абразивных зёрен. Этот метод состоит из двух основных процессов: ударного вдавливания абразивных зёрен, вызывающего появление трещин и отделение небольших частиц хрупкого материала; циркуляции и смены абразива в рабочей зоне. Происходит хрупкое разрушение обрабатываемых материалов и одновременно вязкое разрушение инструмента.
При ударе торца инструмента по абразивным зернам вершины зерен вдавливаются в поверхностные слои детали и инструмента (рис. 2 а). Внедрение частиц абразива в инструмент приводит только к пластическим деформациям, и в поверхностном слое обрабатываемой детали возникает сетка напряжений (рис. 2 б). Под влиянием напряжений, создаваемых последующими ударами торца инструмента, происходит расширение микротрещин и образование новых. Возникает зона разрушения от деления частиц в тот момент, когда максимальные касательные напряжения в зоне вдавливания превосходят сопротивление сдвигу. Несущая абразив вода расширяет микротрещины, облегчает образование сколов, доставляет новый абразив в зону обработки, а также охлаждает инструмент и деталь.
Рисунок 2 – Схемы процессов резания (а) и разрушения (б) при ультразвуковой обработке: 1 – деталь; 2 – инструмент; 3 – суспензия с абразивом
Количественной оценкой целесообразности ультразвуковой обработки материала является критерий хрупкости
где – εp сопротивление материалов сдвигу; σp– сопротивление на отрыв. Наиболее эффективно обрабатываются материалы первой группы (табл. 1.11), у которых коэффициент хрупкости tx ≥ 2 . Мягкие материалы: медь, свинец, стали и др., у которых коэффициент хрупкости tx < 1 ультразвуковой обработке не подлежат.
Таблица 1.11 – Области применения ультразвуковой обработки
| Группа материала | Материал | Критерий хрупкости | Вид деформации | Характер разрушения | Область применения |
| I | Стекло, ситалл, кварц, керамика, феррит, германий, агат и др. | tx ≥ 2 | Упругая | Хрупкий | Изготовление деталей из керамики, стекла, кварца, ферритов, минералов. Обработка полупроводниковых материалов |
| II | Вольфрам и его сплавы, твёрдые сплавы, закаленные на высокую твердость, цементированные стали, титановые сплавы | 1 < tx < 2 | Упругопластическая | Хрупкий после упрочнения в результате микропластических деформаций | Изготовление фильер штампов, высадочных матриц, деталей сложной формы из вольфрама и твёрдых сплавов |
| III | Медь, свинец, мягкие стали и др. | tx < 1 | Пластическая | Разрушение практически не наблюдается | Ультразвуковой метод нецелесообразен |
Все технологические характеристики – производительность процесса, качество поверхности, точность обработки, износ инструмента — зависят от многих технологических и акустических параметров, физико-механических свойств обрабатываемого материала, зернистости абразива, кинематической схемы станка, площади поверхности инструмента, силы прижима, глубины обработки.
Главное движение при размерной ультразвуковой обработке – колебания инструмента. Средняя скорость главного движения
Подача может быть продольной, поперечной, круговой. В зависимости от вида подач, а так же формы поперечного сечения инструмента, можно реализовать различные кинематические схемы ультразвуковой размерной обработки (рис. 3).
Рисунок 3 – Основные схемы выполнения технологических операций ультразвуковой и размерной обработки заготовок: а – прорезание пазов; б – вырезание дисков; в – обработка заготовок сложного фасонного контура; г — точение; д – плоское шлифование торцом круга; е – внутреннее планетарное шлифование; ж – прорезание паза и разрезание вращающимся дисковым инструментом; з – разрезание многолезвийным ленточным инструментом; и – разрезание дисковым излучателем; к – нарезание наружной резьбы гребёнкой; л, м – нарезание внутренней резьбы; н – обработка эллиптического отверстия
Анализ схем показывает, что наложение ультразвуковых колебаний (УЗК) осуществляется на инструмент вдоль оси (рис. 3 а, б, г, к), либо на заготовку (рис. 3 е, ж), либо одновременно на инструмент и заготовку (рис. 3 в, д, з, н). Очевидно, наложение УЗК возможно при использовании специального технологического оборудования, оснащенного мощной ультразвуковой (УЗ) аппаратурой для наложения УЗК на шпиндель станка, либо коренной его модернизацией.
В зонах контактного взаимодействия формообразующего инструмента с заготовкой, как правило, всегда находится СОЖ, воздействие УЗК на которую вызывает кавитацию. Использование кавитации СОЖ возможно при шлифовании, сверлении, развёртывании, зенкеровании, а так же при обработке различных поверхностей заготовок другими методами с применением СОЖ.
Эффект воздействия УЗК на инструмент или заготовку в процессе резания может проявиться в следующем:
- периодическом изменении величины и направления вектора действительной скорости резания;
- периодическом изменении углов инструмента, толщины срезаемого слоя;
- изменении характера приложения нагрузки- зона, стружкообразования и режущий инструмент вместо статической испытывают знакопеременную динамическую нагрузку;
- изменении формирования поверхностного слоя детали в процессе обработки заготовки;
- улучшении условий проникновения СОЖ в зону резания;
- изменении контактных взаимодействий на рабочей поверхности режущих инструментов, приводящих к уменьшению деформаций в зоне стружкообразования и сил резания.
Наибольшее применение размерная ультразвуковая обработка получила при изготовлении деталей из стекла, кварца, флюорита, феррита и других металлокерамических материалов, а так же полупроводниковых материалов (германия, кремния) (табл. 1).
Таблица 1 – Технологические характеристики ультразвуковой обработки различных материалов
| Обрабатываемый материал | Производительность S, мм/мин | Относительный износ инструмента q, % | Шероховатость Ra, мкм | Точность обработки, мм |
| Стекло, ситалл | 5-20 | 0,5-1 | 1,25-5 | 0,02-0,1 |
| Керамика 22ХС, ЦМ332 | 2-6 | 2-10 | 0,63-2,5 | 0,05-0,1 |
| Твёрдые сплавы ВК | 0,05-0,3 | 40-100 | 0,32-2,5 | 0,02-0,05 |
| Германий, кремний, феррит | 3-8 | 1-2 | 0,63-1,25 | 0,03-0,10 |
| Закалённая сталь | 0,05-0,1 | 120-200 | 0,32-2,5 | 0,03-0,10 |
| Жаропрочные сплавы | 0,02-0,03 | 150-200 | 0,63-2,5 | 0,08-0,10 |
Причинами, ограничивающими применение ультразвуковой обработки деталей из хрупких материалов, являются сравнительно небольшие глубина, площадь обработки, большой износ инструмента.
Поэтому этот метод наиболее целесообразен при изготовлении неглубоких отверстий сложной формы. Глубокие отверстия подвергают ультразвуковой обработке специальным алмазным инструментом без подвода СОЖ.
Характеристики процесса
Предварительно устанавливаются параметры обработки, оптимальные для конкретной задачи. Учитывается и конфигурация механического воздействия, и свойства материала заготовки. Усредненные характеристики ультразвуковой обработки можно представить так:
- Частотный диапазон генератора тока – от 16 до 30 кГц.
- Амплитуда колебания пуансона или его рабочего инструмента – нижний спектр в начале операции составляет от 2 до 10 мкм, а верхний уровень может достигать 60 мкм.
- Насыщенность абразивной суспензии – от 20 до 100 тыс. зерен на 1 см куб.
- Диаметр абразивных элементов – от 50 до 200 мкм.
Варьирование этих показателей позволяет выполнять не только индивидуальную высокоточную линейную обработку, но и аккуратно формировать сложные пазы и вырезы. Во многом работа со сложными геометрическими формами стала возможной и благодаря совершенству характеристик пуансонов, которые могут воздействовать на абразивный состав в разных моделях с тонкой надстройкой.
Применение ультразвука при электродуговой наплавке
При электродуговой наплавке поверхностей металлов важным элементом процесса является каплеперенос расплавленного электродного металла. Эффективность каплепереноса электродного металла и производительность наплавки заметно повышаются при придании плавящемуся электроду поперечных колебательных движений. Поперечные колебания электрода способствуют изменению формы и структуры наплавленного слоя металла. Известно, что при электродуговой наплавке металл наплавленного слоя состоит из столбчатых кристаллов – дендритов, расположенных перпендикулярно к линии оплавления основного металла. При этом аустенитные зерна основного металла по линии оплавления являются основой для растущих дендритов, из-за чего число и размеры последних определяются величиной и количеством этих зёрен. Поэтому чем крупнее зёрна основного металла на участке перегрева зоны термического влияния, тем больше в структуре наплавленного слоя будут иметь место столбчатые кристаллы. Уменьшая длину слоя жидкого металла за счёт поперечных колебаний, можно сократить пребывание электрода в зоне перегрева. Это уменьшает величину зерна основного металла в зоне оплавления, а следовательно способствует формированию мелкозернистой структуры наплавленного металла. Известно, что четкая ориентация дендритов способствует повышенной хрупкости наплавленного металла, тогда как ультразвуковые колебания способствуют созданию прочной дезориентированной структуры наплавленного слоя.
Схема технологической установки для наплавки с ультразвуком легирующей металлопорошковой присадкой в среде защитного газа представлена на рисунке 6.
Рисунок 6 – Схема технологической установки для наплавки с ультразвуком и металлопорошковой присадкой: 1 – устройство для передачи ультразвуковых колебаний на электрод; 2 – волновод-концентратор; 3 – электродная проволока; 4 – корпус наплавочной головки; 5 – токовод; 6 – устройство для подачи газопорошковой смеси; 7 – наплавляемая поверхность
Установка работает следующим образом. Устройство 1 передает от генератора через волновод-концентратор 2 продольные ультразвуковые колебании тоководу 5, установленному в наплавочной головке. В направляющей трубке токовода 5 возбуждаются поперечные колебания, которые передаются наплавочной проволоке 3. Колебания электродной проволоки вызывают диспергирование капель расплава электрода на мелкие частицы, которые получив колебательные движения, попадают в сварочную ванну и, став дополнительными центрами кристаллизации, способствуют образованию однородной структуры.
Сравнительный анализ полученных структур показывает, что зернистость, плотность и качество слоя, наплавленного с применением ультразвуковых колебаний значительно больше, чем слоя, наплавленного без ультразвука. Причем при наплавке с ультразвуковыми колебаниями практически отсутствует граница раздела слоев: покрытие-основа, что характеризует их высокую сцепляемость и плавный градиент свойств. Ультразвуковые колебания активно способствуют процессам зарождения и образования кристаллов, препятствуют их росту и повышают однородность структуры.
При введении в расплав легирующего порошка, частицы которого под воздействием ультразвука находятся во взвешенном состоянии, смачиваются расплавом и, равномерно распределяясь в его объёме, становятся дополнительными центрами кристаллизации, а при затвердевании эта металлосуспензия фиксируется, образуя при кристаллизации композиционный сплав с разнообразными свойствами: антифрикционными, абразивными, износостойкими, коррозионностойкими и другими. При этом достигается увеличение производительности процесса электродуговой наплавки и повышение износостойкости наплавленного слоя в 1,5–1,7 раза.
Наплавленный слой получается качественным, без металлургических дефектов и с более высокой твёрдостью. Такой способ наплавки позволяет снизить градиент температуры по сечению наплавляемого слоя и повысить скорость кристаллизации, что понижает остаточные напряжения как в наплавленном слое, так и в зоне сцепления покрытия с основой.
Недостатки технологии
Широкому применению данного метода пока препятствует и ряд недостатков. В основном они связаны с технологической сложностью организации процесса. Кроме того, ультразвуковая обработка деталей требует обеспечения дополнительных операций, среди которых доставка абразивного материала к рабочей зоне и подключение оборудования для водяного охлаждения. Эти факторы могут повышать и стоимость работ. При обслуживании промышленных процессов возрастают и энергетические затраты. Дополнительные ресурсы требуются не только на обеспечение функции основных агрегатов, но также и на функционирование систем предохранения и токосъемников, передающих электрические сигналы.
Штамповка с применением ультразвука
Холодная штамповка с наложением ультразвука позволяет осуществить все виды формоизменений: осадку, выдавливание, листовую штамповку.
Сравнительный анализ изменения удельной деформирующей силы при объёмной штамповке в обычных условиях и с наложением ультразвука на пластически деформируемый металл свидетельствует о том, что в последнем случае деформирующая сила значительно снижается.
Например, при осадке с истечением в полость при наложении ультразвука удельная сила деформирования снижается в среднем в 4 раза для алюминия, для меди – в 3 раза и стали – в 2 раза.
Применение ультразвука в процессе безоблойной объёмной формовки снижает удельную силу для меди в среднем в 4,5 раза, причем величина абсолютного снижения удельной силы (табл. 2) возрастает с увеличением степени деформации.
Таблица 2 – Значения деформирующей удельной силы при безоблойной объёмной штамповке меди
| Степень деформации, % | Удельная деформирующая сила штамповки, МПа | Абсолютное снижение удельной деформирующей силы (Δp = p1 — p2), МПа | Относительное снижение деформирую- щей удельной силы | ||
| в обычных условиях ( p1) | с наложением УЗК ( p2) | p1/p2 | (Δp/p1)100, % | ||
| 1 | 105 | 30 | 75 | 3,50 | 71,6 |
| 10 | 160 | 32 | 128 | 6,00 | 80,0 |
| 15 | 205 | 35 | 170 | 5,85 | 83,0 |
| 20 | 240 | 40 | 200 | 6,00 | 83,3 |
| 25 | 275 | 52 | 223 | 5,30 | 81,1 |
| 30 | 310 | 64 | 246 | 4,85 | 79,4 |
| 35 | 355 | 87 | 268 | 4,08 | 75,5 |
| 40 | 875 | 240 | 635 | 3,64 | 72,5 |
Основными причинами снижения удельной силы трения при штамповке с наложением ультразвука являются уменьшение сил контактного трения и особенно – напряжений текучести деформируемого металла.
Применение ультразвука при глубокой вытяжке стаканов диаметром 6,4 мм обеспечивает значительное (в 2–3 раза) снижение деформирующей силы, при этом высота стаканчика увеличивается вдвое.
При вытяжке цилиндрических стаканчиков диаметром 14 мм из стали и меди, когда ультразвуковые колебания подводили к матрице, снижение деформирующей силы вытяжки составило для стали 15-20 %, а для меди – 40 %. При наложении ультразвука на пуансон снижение деформирующей силы, необходимой для вытяжки стаканчика из стали, составило 12-14 %.
Таким образом, в зависимости от способа подведения ультразвука к очагу деформации ультразвуковые колебания могут в большей или меньшей степени интенсифицировать процесс пластического течения металла.
Как обработать УЗИ датчик?
- Перед обработкой УЗИ датчика необходимо отсоединить его от УЗИ сканера.
- Мягкими движениями удалите гель с датчика при помощи мягкой ткани, увлажненной проточной водой
- Далее необходимо промыть датчик мыльным раствором при помощи мягкой губки.
Советуем сильно не тереть линзу УЗИ датчика, так как этим можно нанести вред линзе, и она сотрется в кратчайшие сроки.
- Затем удалить остатки мыльного вещества и просушить УЗИ датчик на открытом воздухе и протрите мягкой тканью.
Советы по использованию
- УЗИ датчики очень хрупкое оборудование, которое нуждается в бережном отношении. Необходимо внимательно следить за тем, чтобы датчик крепко держался на УЗИ сканере, а провода не болтались по полу
- Если датчик не используется необходимо поместить его в чехол
- Перед каждым использование УЗИ датчика рекомендуется осмотр на наличие дефектов (сколов, трещин на корпусе , пузырей или стирание акустической линзы, заломы, порезы кабеля)
- Не давите слишком сильно на УЗИ датчик при не очень качественной картинке — это не особо помогает. В этом случае необходимо настроить УЗИ аппарат
- Запрещается использовать поврежденный УЗИ датчик — это может привести к плачевным последствиям как для пациента так и для ультразвукового аппарата
- При внутриполостных обследованиях согласно СанПиН 2.1.3.2630-10 необходимо использовать специальные презервативы для датчиков. Если такой возможности нет, то возможно использование обычных без каких либо смазок.
Свяжитесь с нами: ответим на любые вопросы по дезинфекции датчиков. Поможем проверить текущее состояние линзы, кристаллов. Проведем совместную дистанционную диагностику. Или приедем для полноценной проверки на месте.
Список литературы
- Muradali D, Gold WL, Phillips A, Wilson S. Can ultrasound probes and coupling gel be a source of nosocomial infection in patients undergoing sonography? An in vivo and in vitro study. AJR Am J Roentgenol 1995; 164:1521–1524.
- Hignett M, Claman P.; High rates of perforation are found in endovaginal ultrasound probe covers before and after oocyte retrieval for in vitro fertilization-embryo transfer. J Assist Reprod Genet 1995; 12:606–609.
- Leroy SJ. “Infectious risk of endovaginal and transrectal ultrasonography: Systematic review and meta-analysis.” Hosp Infect 2013 83(2):99-106
- https://www.usclub.ru/news/item/gigienicheskie-trebovaniya-k-usloviyam-truda-medicinskih-rabotnikov%2C-vipolnyayushih-ultrazvukovie-issledovaniya.
- https://www.aium.org/officialStatements/57
- Bello TO, Taiwo SS, Oparinde DP, Hassan WO, Amure JO. Risk of nosocomial bacteria transmission: evaluation of cleaning methods of probes used for routine ultrasonography. West Afr J Med. 2005;24(2):167–170
- Mullaney PJ, Munthali P, Vlachou P, Jenkins D, Rathod A, Entwisle J. How clean is your probe? Microbiological assessment of ultrasound transducers in routine clinical use, and cost-effective ways to reduce contamination. Clin Radiol.2007;62(7):694–698
- Просмотры: 38273
- Комментарии:
Понравилась запись? Считаете ее полезной или интересной? Поддержите автора!