Механизмы устройства
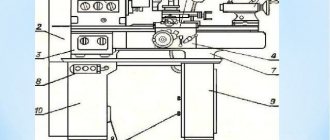
Универсальные токарные станки состоят из механизмов и типовых узлов, к которым относятся:
- Ходовой винт — это основной элемент устройства, который отличает его от модели простой токарной.
- Коробка, которая обеспечивает смену и выбор подач.
- Фартук устройства. В нём происходит преобразование вращения валика или винта в поступательное движение суппорта с инструментом.
- Ходовой валик.
- Гитары шестерён. Это модуль, который необходим для передачи вращательного движения с одного на другой узел станка.
- Тумбы оборудования. Играют роль подставок. Основные узлы управления оборудования и обрабатываемый элемент, благодаря им, находятся на удобной высоте для визуального контроля.
- Электрическое оборудование.
- Шпиндель — основной узел токарного станка. Он зажимает заготовку и вместе с ней вращается. Режущий инструмент при этом перемещается в двух независимых координатах — поперёк и параллельно оси вращения. Чем конструкция шпинделя и его двигатель проводной мощнее, тем производительность оборудования выше по скорости снятия с заготовки металло — стружки и тем массивнее элементы он способен обработать.
- Несущая станина. На ней монтированы все механизмы оборудования.
- Коробка, которая обеспечивает регулировку скоростей.
- Задняя и передняя бабка. Передняя бабка — это узел токарного оборудования, который необходим для вращения и поддержания обрабатываемого элемента. Задняя бабка нужна для поддержки другого конца обрабатываемого элемента. Может применяться для установки метчика, развёртки, сверла и прочих инструментов.
- Суппорт станка необходим для закрепления режущего инструмента и передачи ему движений подачи. Он включает в себя каретки — нижние салазки, которые двигаются по направляющим станины. Перпендикулярно оси вращения элемента по направляющим нижних салазок перемещаются салазки поперечные, на которых расположены резцовая каретка и резцедержатель. Каретка резцовая к оси вращения элемента может проворачиваться под различным углом.
Характерным для этого оборудования является то, что конструктивные элементы разных моделей имеют одинаковые название и расположение. Станки этой категории, которые выпущены разными заводами-производителями, по своей конструкции почти идентичны (в том числе и с числовым программным управлением).
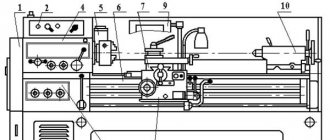
Для управления рабочими системами токарные станки оснащены различными рычагами и рукоятками. В частности, к ним относятся:
- Элемент управления направлением движения шпинделя и его остановкой.
- Элемент, который отвечает за фиксацию задней бабки.
- Управляющий элемент параметрами перемещения суппорта.
- Орган управления параметрами подачи.
- Штурвал, отвечающий за передвижение пиноли.
- Элемент, который отвечает за автоматический пуск продольной подачи и фиксацию пиноли.
- Отключение и включение основного двигателя.
- Элемент управления для выбора направления резьбы, которую нужно нарезать.
- Управляющий элемент для отключения и включения вращения ходового винта.
- Рукоятка, которая предназначена для управления верхними салазками.
- Орган управления, который определяет направление движения салазок (поперечное или продольное).
- Рукоятка, которая отвечает за выбор категории шага резьбы.
- Орган управления, который отвечает за выбор параметров резьбы нарезаемой (подача или шаг).
- Рукоятка, при помощи которой изменяется скорость вращения шпинделя.
Принцип токарной обработки
Принцип работы токарного станка заключается в удалении с исходной заготовки ненужного (лишнего) материала. При обработке будущих изделий одновременно выполняются два типа движений. Одно из них состоит в перемещении резца вдоль обрабатываемой детали, а второе – в ее вращении в специальном крепящем приспособлении (патроне).
Первое из этих движений, называемое «подачей», позволяет добиться нужных размеров заготовки, а также формы растачиваемой поверхности. За счет вращательного движения выставляется требуемый режим расточки детали, позволяющий добиться нужной чистоты поверхности. Чтобы различные виды работ на токарном станке можно было реализовать на практике – исполнителю потребуется специальный инструмент и вспомогательное оборудование.
Классификация оборудования
Виды этого оборудования подразделяют исходя из нескольких параметров, к которым относятся:
- Максимальный диаметр этой детали.
- Максимальная длина детали, которая допускается для обработки на этом оборудовании.
- Масса оборудования.
Длина детали, которая обрабатывается на этом оборудовании той или иной модели полностью зависит от того, какое выдержано расстояние между его центрами. При рассмотрении диаметра заготовки, которую определённый вид токарного станка позволяет обрабатывать, этот параметр колеблется в пределах от 100 до 4 тыс. миллиметров. Нужно учитывать и тот фактор, что модели оборудования, на котором могут обрабатываться элементы одного диаметра, могут иметь разную длину обрабатываемой заготовки.
У токарных универсальных станков может быть различный вес. По этому параметру оборудование подразделяется на такие категории:
- Лёгкие станки. Их вес не бывает больше 0,5 тонн. На нём обрабатываются элементы диаметр которых 100−200 миллиметров.
- Масса оборудования не превышает 4 тонн. Допустимый диаметр элементов обработки 250−500 миллиметров.
- Вес оборудования до 15 тонн. Диаметр обрабатываемых элементов колеблется в пределах 600−1250 миллиметров.
- Станки тяжёлые. Их вес может достигать 400 тонн. Диаметр обрабатываемых элементов 1600—4000 миллиметров.
Оборудование и инструментарий
При ознакомлении с технологией токарных работ важно обратить внимание на используемое при их проведении оборудование. К основному оснащению токарно-винторезного станка относятся электродвигатель с комплектом пусковых конденсаторов и узел аварийной защиты. Вспомогательные приборы представлены в нем лампой освещения, механизмом подачи охлаждающей жидкости и вытяжным вентилятором.
Основной инструментарий любого токарного станка – это набор применяемых при обработке резцов. Большинство рабочих операции невозможно без таких их наименований как:
- Отрезные.
- Проходные.
- Резьбовые.
- Фасонные.
- Подрезные и т. д.
Обратите внимание: Согласно существующей классификации резцы относятся к основной оснастке станка.
К вспомогательному оснащению относят сверла и дополнительный инструментарий, применяемый при операциях сверления. Последние представлены следующими наименованиями:
- Зенкеры и зенковки, используемые для обработки поверхностей стенок и дна отверстий.
- Развертки, позволяющие добиться высокой точность расточки стенок отверстий.
- Цековки, используемые для обработки днища гнезд и пазов в исходных заготовках.
К этой же категории относятся метчики и плашки (с их помощью вручную нарезаются внутренняя или наружная резьба).
Режущий инструмент для токарных работ
На эффективность токарных работ по металлу, выполняемых при помощи станков, влияют различные параметры, включая глубину и скорость резания, величину продольной подачи. Для выполнения высококачественной обработки деталей требуется создание следующих условий:
- для заготовки, зафиксированной в патроне или планшайбе, имеет значение достаточно высокая скорость вращения;
- для инструмента важна устойчивость и возможность оказывать сильное воздействие на заготовку;
- во время одного прохода инструмента должен срезаться как можно больший слой металла;
- все узлы станка должны обладать достаточной устойчивостью и поддерживаться в рабочем состоянии.
На скорость резки влияют характеристики материала, из которого выполнена заготовка, тип и качество используемого резца. При выборе частоты вращения шпинделя станка, который включает токарный патрон или планшайбу, необходимо ориентироваться на нужную скорость резки.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Различные типы резцов позволяют проводить разного рода черновые или чистовые токарные работы, а выбор инструментов зависит от характера обработки. За счет изменения геометрических параметров режущей части инструмента регулируется величина снимаемого слоя металла. При обработке детали правые резцы двигаются от задней бабки к передней, а левые, соответственно, продвигаются в обратном направлении.
В зависимости от формы и расположения лезвий резцы могут быть:
- прямыми;
- отогнутыми;
- инструментами с оттянутой рабочей частью, которая по ширине меньше, чем ширина их крепежной части.
Существует классификация резцов в зависимости от целей их применения. Они бывают:
- подрезными (предназначены для обработки поверхностей, которые располагаются перпендикулярно к оси вращения);
- проходными (с их помощью обтачивают плоские торцовые поверхности);
- канавочными (предназначенными для формирования канавок);
- фасонными (позволяющими изготавливать детали, имеющие определенный профиль);
- расточными (для расточки отверстий в заготовке);
- резьбовыми (для нарезания резьбы любых видов);
- отрезными (позволяют отрезать детали требуемой длины).
На качество, точность и производительность токарных работ по металлу при помощи токарного станка влияет не только правильный выбор инструмента, но и его геометрические параметры. В связи с этим при обучении токарному делу много внимания уделяют вопросам геометрии режущих инструментов.
Обработка поверхностей разного типа выполняется резцами определенной категории в соответствии с установленными правилами:
- С помощью обычных прямых и отогнутых резцов обрабатывают наружные поверхности деталей.
- Чтобы обработать торцевую или цилиндрическую поверхность, потребуется упорный проходной инструмент.
- Протачивание канавок и обрезка заготовок выполняется при помощи отрезного резца.
- Просверленные ранее отверстия обрабатываются расточными резцами.
VT-metall предлагает услуги:
Отдельная категория токарного инструмента представлена резцами, которые предназначены для обработки фасонных поверхностей с длиной образующей линии не более 40 мм.
Перед началом работы токарь обязан:
— надеть спец. одежду, застегнуть рукава и куртку проверить наличие очков;
-принять станок от сменщика, проверить хорошо ли убран станок и рабочее место;
-проверить наличие и исправность защитного кожуха и зажимного патрона, защитного экрана, предохранительных устройств защиты от стружки, охлаждающих жидкостей;
— отрегулировать местное освещение так, чтобы рабочая зона была достаточно освещена и свет не слепил глаза;
-проверить наличие смазки станка при смазке следует польз только специальными приспособлениями;
-перед каждым включением станка убедится, что его пуск ни кому не угрожает опасностью.
Проверить на холстом ходу станка:
— исправность системы смазки и охлаждения;
-исправность органов управления;
— исправность фикции рычагов включения и переключения.
Срабатывание защиты:
-патрон должен остановится при откинут кожухе,
-станок не должен включится, пока кожух не посавлент в исходное положение;
-о неисправности станка немедленно доложить мастеру;
-до устранения неисправности к работе не приступать;
-работать инструментом, приспособлением и материалом, расположенном в установленном месте, в удобном и безопасным для пользования порядке.
Работы, выполняемые на токарных станках
На токарном оборудовании производятся детали типа тел вращения:
- втулки;
- шкивы;
- валы;
- кольца;
- зубчатые колеса;
- гайки;
- муфты, прочее.
Для этого проводится механическая обработка разных поверхностей, вытачиваются канавки, выполняется сверление, зенкерование, растачивание, нарезание резьбы, прочее. Рассмотрим особенности основных видов работ на токарном станке.
Обтачивание цилиндрических поверхностей
Чтобы обрабатывать гладкие цилиндрические поверхности используют проходные резцы (черновые и чистовые) в два приема. Изначально работают черновым (Рис.1), выполняя грубое обтачивание.
Рис.1. Виды резцов, а – прямые, б – отогнутые, в – исполнение Чекалина
После черновой обработки, поверхность имеет высокую шероховатость и крупные риски. Чтобы их удалить пользуются чистовыми резцами (Рис.2).
Рис.2. Виды резцов, а – нормальный, б – с широкой кромкой, в – отогнутый, конструкция Колесова
Нормальные чистовые резцы используются при точении с малой подачей и небольшой глубиной срезания слоя металла. Инструмент с широкой кромкой используется для больших подач и позволяет получить гладкую поверхность.
Подрезание торцов, уступов
Для подрезания используется специальный инструмент – подрезной резец (Рис.3).
Рис.3. Подрезание в центрах, а – подрезной резец, б – подрезание торца с полуцентром
Подрезной инструмент используется для точения детали в центрах, если нужно выполнить обработку торца полностью, в заднюю бабку станка нужно вставить полуцентр и таким способом выполнить точение.
Когда заготовку фиксируют в патроне только одним концом, то для обработки торца можно пользоваться проходным отогнутым резцом. Для выполнения этой процедуры, а также для протачивания уступов применяются подрезные резцы упорного типа. Этот инструмент может работать с продольной и поперечной подачей (Рис.4).
Рис.4. Подрезание торцов разным резцом, а – проходным отогнутым, б – подрезным упорным
Подрезая торцы, нужно следить, чтобы вершина режущей кромки располагалась на уровне центров. Инструмент, размещенный выше или ниже центров, оставит на торце сплошной неподрезанный выступ.
Проточка канавок
Работы, выполняемые на токарных станках по вытачиванию канавок, проводятся с помощью прорезных резцов, кромка которых и воспроизводит форму нужной канавки. Поскольку обычно ширина канавки небольшая, нужны резцы с узкой кромкой, из-за чего она получается достаточно хрупкой. Чтобы увеличить точность работы такими резцами высоту их головок делают больше их ширины в несколько раз.
Вытачивают канавки также и отрезными резцами, которые имеют головку большей длины. Длину головки выбирают, исходя из размеров будущей детали, она должна быть на 50% больше величины ее диаметра.
Рис.5. Резцы подрезного и отрезного типа
Устанавливая резчик (отрезной, прорезной) на станок, нужно соблюдать точность монтажа. Перекос при монтаже приведет к тому, что резец будет тереться о стенки вытачиваемой канавки – это приведет к изготовлению бракованных деталей и поломке режущей кромки.
Вытачивая узкие канавки, делается один проход, а для широких канавок выполняется несколько проходов.
Вытачивание конусов
Если на детали нужно сделать наружный или внутренний конус пользуются следующим приемом. Заготовка крепится в патроне станка, верхняя часть суппорта поворачивается на угол, величина которого равна половине значения угла при вершине конуса. Выполняют протачивание заготовки, смещая инструмент посредством верхних салазок суппорта. Этот способ больше подходит для вытачивания конических элементов небольшой длины.
Рис.6. Вытачивание конусов при поперечном смещении заднего центра
Если нужно выточить длинный или пологий конус, то смещают задний центр. Для этого задняя бабка станка передвигается от себя /к себе на необходимое расстояние. Когда заготовка зафиксирована в центрах таким образом, что широкая область конуса находится у передней бабки станка, то заднюю бабку нужно смещать от себя и наоборот.