Принцип работы
Такое печное устройство является электрическим трансформатором со вторичной короткозамкнутой обмоткой. Принцип действия индукционной печи состоит в следующем:
- при помощи генератора в индукторе создается переменный ток;
- индуктор с конденсатором создает колебательный контур, он настроен на рабочую частоту;
- в случае использования автоколебательного генератора, конденсатор исключается из схемы устройства и в этом случае используется собственный запас емкости индуктора;
- создаваемое индуктором магнитное поле может существовать в свободном пространстве или же замыкаться с использованием индивидуального ферромагнитного сердечника;
- магнитное поле воздействует на находящуюся в индукторе металлическую заготовку или шихту и образует магнитный поток;
- по уравнениям Максвелла он индуцирует в заготовке вторичный ток;
- при цельном и массивном магнитном потоке создаваемый ток замыкается в заготовке и происходит создание тока Фуко или вихревого тока;
- после образования такого тока вступает в действие закон Джоуля-Ленца, и полученная с помощью индуктора и магнитного поля энергия нагревает заготовку металла или шихту.
Несмотря на многоступенчатую работу, устройство индукционной печи может давать в вакууме или воздухе до 100% КПД. Если среда с магнитной проницаемостью, то этот показатель будет расти, в случае со средой из неидеального диэлектрика, он будет падать.
В чем отличия от других плит?
Индукционные плиты выгодно отличаются от иных типов печек (газовых и электрических).
Стоит выделить ряд моментов:
КПД печей индукционного типа достигает 90%. Для сравнения в газовых плитах этот показатель всего 30-60%, а в электрических — не более 70%; Высокая скорость нагрева (устройства с ТЭНами или газовыми конфорками этой особенностью похвастаться не могут); Эффективность. После снятия посуды рабочую зону не нужно отключать вручную — это происходит автоматически. В электрических или газовых плитках горелка продолжает работать, что приводит к перерасходу газа и электричества
В летний период это особенно важно, ведь имеет место дополнительный нагрев воздуха, что усложняет процесс кондиционирования (охлаждения) помещения; Точная регулировка температуры. На печках с ТЭНами или работающих на газе регулирование температуры происходит «на глаз»
В случае с индукционными плитами можно поддерживать один и тот же параметр в течение всего времени приготовления пищи;
Безопасность. Если человек случайно перепутает посуду и поставит изделие с не магнитным дном, конфорка не сработает. Для активации конфорки посуда должна максимально покрывать ее площадь, от 50% и более; Множество дополнительных функций, чем не могут похвастаться классические газовые или электрические плиты.
Устройство
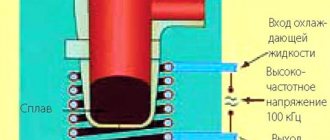
Рассматриваемая печь – своеобразный трансформатор, но только в нем нет вторичной обмотки, ее заменяет помещенный в индуктор металлический образец. Он будет проводить ток, а вот диэлектрики в этом процессе не нагреваются, они остаются холодными.
Конструкция индукционных тигельных печей включает в себя индуктор, который состоит из нескольких витков медной трубки, свернутой в виде катушки, внутри нее постоянно передвигается охлаждающая жидкость. Также индуктор вмещает в себе тигель, который может быть из графита, стали и других материалов.
Кроме индуктора в печи установлен магнитный сердечник и подовый камень, все это заключено в корпус печи. В него входят:
- кожух индукционной единицы;
- кожух ванной;
- каркас.
В моделях печей большой мощности кожух ванны обычно выполняется достаточно жестким, поэтому каркас в таком устройстве отсутствует. Крепление корпуса должно выдерживать сильные нагрузки при наклоне всей печи. Каркас чаще всего изготавливается из фасонных балок, выполненных из стали.
Тигельная индукционная печь для плавки металла устанавливается на фундамент, в который вмонтированы опоры, на их подшипники опираются цапфы механизма наклона устройства.
Кожух ванны выполняется из металлических листов, на которые для прочности наваривают ребра жесткости.
Кожух для индукционной единицы используется в качестве соединительного звена между печным трансформатором и подовым камнем. Его для уменьшения потерь тока делают из двух половинок, между которыми предусмотрена изолирующая прокладка.
Стяжка половинок происходит за счет болтов, шайб и втулок. Такой кожух делается литым или сварным, при выборе материала для него отдают предпочтение немагнитным сплавам. Двухкамерная индукционная сталеплавильная печь идет с общим кожухом для ванны и для индукционной единицы.
В небольших печах, в которых не предусмотрено водяного охлаждения имеется вентиляционная установка, она помогает отводить из агрегата излишки тепла. Даже вы случае установки водоохлаждаемого индуктора необходимо вентилировать проем, возле подового камня, чтобы он не перегревался.
В современных печных установках имеется не только водоохлаждаемый индуктор, но и предусмотрено водяное охлаждение кожухов. На каркасе печи могут быть установлены вентиляторы, работающие от приводного двигателя. При значительной массе такого устройства, вентиляционный прибор устанавливают возле печи. Если индукционная печь для производства стали идет со съемным вариантом индукционных единиц, то для каждой из них предусматривается свой вентилятор.
Отдельно стоит отметить механизм наклона, который для малых печей идет с ручным приводом, а для крупных он оснащен гидравлическим приводом, расположенным у сливного носика. Какой бы ни был установлен механизм наклона, он обязан обеспечивать слив полностью всего содержимого ванной.
Каркас
Каркас является основой для крепления всех элементов печи. На печах большой емкости каркас заменяют сплошным кожухом.
Элементы каркаса должны обладать большой прочностью и выдерживать значительные нагрузки. Поскольку каркас расположен в зоне сильного электромагнитного поля индуктора, он может при определенных условиях нагреваться почти так же, как металл в тигле.
Чтобы уменьшить потери на нагрев каркаса, необходимо ослабить наводимые в нем токи. Наиболее просто это достигается тем, что каркас разбивают на отдельные электроизолированные друг от друга элементы, и тогда его лучше изготовлять из немагнитных, а еще лучше — из неэлектропроводных материалов. Однако, по скольку наиболее доступным конструкционным материалом является сталь, каркас чаще всего изготовляют из стальных изолированных друг от друга частей.
Иногда целесообразно снизить вблизи каркаса напряженность магнитного поля. Это может быть достигнута установкой между индуктором и каркасом магнитопроводов или магнитных экранов.
Магнитопровод изготовляют в виде пакетов, набранных из листов электротехнической стали толщиной 0,2—0,5 мм и устанавливаемых по окружности между индуктором и каркасом. Вследствие более высокой магнитной проницаемости электротехнической стали по сравнению с воздухом магнитные силовые линии замыкаются по магнитопроводу и каркаса не достигают. Общее сечение магнитопровода выбирают таким, чтобы концентрация выделяющегося в нем тепла была невелика и он не нагревался. Это условие выполняется тогда, когда магнитопровод выполнен достаточно массивным. Часто масса магнитопровода заметно превосходит массу садки.
Установка магнитопроводов, кроме того, усложняет конструкцию печи и обслуживание индуктора. По этим причинам они находят ограниченное применение.
Более просты и компактны печи с электромагнитными экранами, изготавливаемыми в виде цилиндра из медного или алюминиевого листа и устанавливаемыми между индуктором и каркасом.
Сущность экранирования каркаса заключается в том, что электромагнитные волны, исходящие от индуктора, наводят в экране токи, противоположные по направлению току индуктора. Эти токи создают поле, противоположное полю индуктора, и оно достигает каркаса значительно ослабленным.
Для обеспечения небольших потерь в экране необходимо, чтобы его толщина минимум в 1,3 раза превышала глубину проникновения тока. Поэтому электромагнитные экраны наиболее целесообразно применять на установках высокой частоты. Для печей промышленной частоты толщина медного экрана должна быть не менее 1,3 см.
Расчет мощности
Так как индукционный способ плавки стали менее затратный, чем аналогичных методик, основанных на использовании мазута, угля и других энергоносителей, то расчет индукционной печи начинается с вычисления мощности агрегата.
Мощность индукционной печи подразделяется на активную и полезную, для каждой из них есть своя формула.
В качестве исходных данных нужно знать:
- емкость печи, в рассматриваемом для примера случае она равна 8 тоннам;
- мощность агрегата (берется максимальное ее значение) – 1300 кВт;
- частота тока – 50 Гц;
- производительность печной установки – 6 тонн в час.
Требуется также учитывать расплавляемый металл или сплав: по условию он цинковый. Это важный момент, тепловой баланс плавки чугуна в индукционной печи, также как и других сплавов свой.
Полезная мощность, которая передается жидкому металлу:
- Рпол = Wтеор×t×П,
- Wтеор – удельный расход энергии, он теоретический, и показывает перегрев металла на 10С;
- П – производительность печной установки, т/ч;
- t – температура перегрева сплава или металлической заготовки в ванной печи, 0С
- Рпол = 0,298×800×5,5 = 1430,4 кВт.
Активная мощность:
- Р = Рпол/Ютерм,
- Рпол – берется с предыдущей формулы, кВт;
- Ютерм – КПД литейной печи, его пределы от 0,7 до 0,85, в среднем принимают 0,76.
- Р =1311,2/0,76=1892,1кВт, проводится округление значения до 1900 кВт.
На заключительном этапе рассчитывается мощность индуктора:
- Ринд = Р/N,
- Р – активная мощность печной установки, кВт;
- N – количество индукторов, предусмотренных на печи.
- Ринд =1900/2= 950 кВт.
Потребление мощности индукционной печью при плавке стали зависит от ее производительности и вида индуктора.
Механизм наклона
Механизм наклона должен обеспечивать наклон печи для полного слива металла.
В настоящее время применяют очень разнообразные механизмы. Для печей малой емкости используют механизмы, состоящие из лебедки с ручным или электромеханическим приводом и троса, перекинутого через блок.
Более крупные печи наклоняют при помощи тельфера, сцепляя его крюк с серьгой, укрепленной на каркасе. Крупные печи оборудуют гидравлическим приводом наклона, в принципе аналогичным гидравлическому приводу наклона дуговых печей.
Вращение печи осуществляется, как правило, вокруг цапф, ось которых проходит под носком печи. В некоторых случаях вращение начинается вокруг нижних цапф и осуществляется с большой скоростью, пока в гнездо не уложатся верхние цапфы. После этого печь поворачивается вокруг верхней пары цапф, но уже с меньшей скоростью (увеличивается радиус точки приложения сил).
Виды и подвиды
Индукционные печи делятся на два основных вида:
- Канальный. В нем вторичным витком служит кольцевой короткозамкнутый канал, в который помещается металл. В качестве источника энергии для процесса плавки используется генератор либо переменный ток промышленной частоты. Высокое КПД таких печей обусловлено передачей высокочастотного поля через ферритовый или стальной сердечник. Плавка стали в индукционных печах такого типа отличается непрерывной подачей металлических заготовок и получением расплавленного металла. Единственным недостатком канального агрегата является сложность запуска его работы, так как предварительно необходимо заполнить канал расплавом.
- Тигельный. В таких печах источником энергии является генератор, который может работать в диапазоне от нескольких десятков до сотен кГц. Металлические заготовки в этом виде печи помещаются в ее термостойкий тигель, который располагается в обмотке индуктора. Как только расплав достигнет нужной температуры, тигель освобождают и заправляют следующей партией сырья. Такое печное устройство отличается высокой скоростью нагрева металла, так как в тигле очень малы потери тепла.
Кроме такого разделения, индукционные печи бывают компрессорными, вакуумными, открытыми и газонаполненными.
Особенности плавления некоторых металлов
Для того, чтобы расплавить металл в домашних условиях этот элемент необходимо поместить в небольшую чашечку или тигель. Чашка с материалом вставляется в печь. Затем начинается его плавка. Чтобы расплавить драгоценные элементы их помещают в ампулу из стекла. Для того, чтобы сделать сплав из нескольких компонентов следуют такой инструкции:
- Вначале в чашечку для плавления кладется тугоплавкий элемент – медь или железо.
- Затем кладется более легкоплавкий компонент – олово, алюминий.
Плавка алюминия в самодельной печи
Сталь является тугоплавким материалом. Ее температура плавления составляет тысячу четыреста градусов по Цельсию. Поэтому, чтобы расплавить сталь в домашних условиях надо следовать следующей инструкции:
- Для плавки стали в домашних условиях ввести дополнительные регенераторы. Если печь работает на электричестве, то используется электроэнергия.
- При индукционном нагреве добавляются шлаки. Они увеличивают быстроту плавки.
- Постоянно вести наблюдение за показаниями приборов. Если необходимо, то понижать температуру плавления, переходя на более умеренный режим.
- Всегда верно определять готова ли сталь к работе или к плавлению. Выдерживать все вышеперечисленные шаги. Только тогда металл на выходе будет качественного изготовления.
Плавка металла
Для плавки железа в домашних условиях печь необходимо заранее прогреть. Вначале помещается крупный кусок, а потом мелкие. Железо необходимо вовремя переворачивать. А правильно расплавленный металл будет иметь шаровидную форму.
Если вы собираетесь сделать бронзу, то вначале необходимо поместить в лунку для плавления медь. Так как этот компонент более тугоплавкий. Когда медь расплавилась добавляется олово.
А при плавке алюминия, олово или железа необходимо соблюдать неспешность. Расклепывать медленно и делать это надо небольшим молотком. Часто нагревайте материал до покраснения и остужайте в холодной воде. Только тогда вы получите идеальный сплав на выходе.
Индукционные печи своими руками
Среди имеющихся распространенных методик создания таких агрегатов можно найти пошаговое руководство, как сделать индукционную печь из сварочного инвертора, с нихромовой спиралью или графитовыми щетками, приведем их особенности.
Агрегат из высокочастотного генератора
Она выполняется с учетом расчетной мощности агрегата, вихревых потерь и утечек на гистерезисе. Питание конструкции будет идти от обычной сети в 220 В, но с использованием выпрямителя. Такой вид печи может идти с графитовыми щетками или нихромовой спиралью.
Для создания печи потребуется:
- два диода UF4007;
- пленочные конденсаторы;
- полевые транзисторы в количестве двух штук;
- резистор в 470 Ом;
- два дроссельных кольца, их можно снять со старого компьютерного системщика;
- медный провод Ø сечения 2 мм.
В качестве инструмента используется паяльник и плоскогубцы.
Приведем схему для индукционной печи:
Индукционные портативные плавильные печи такого плана создаются в следующей последовательности:
- Транзисторы располагаются на радиаторах. Из-за того, что в процессе плавки металла схема устройства быстро греется, радиатор для нее нужно подбирать с большими параметрами. Допустимо устанавливать несколько транзисторов на один генератор, но в этом случае их нужно изолировать от металла при помощи прокладок, сделанных из пластика и резины.
- Изготавливаются два дросселя. Для них берутся два заранее снятые с компьютера кольца, вокруг них обматывают медную проволоку, количество витков ограничено от 7 до 15.
- Конденсаторы объединяются между собой в батарею, чтобы на выходе получилась емкость в 4,7 мкФ, их соединение проводится параллельно.
- Вокруг индуктора обвивается медная проволока, ее диаметр должен быть 2 мм. Внутренний диаметр обмотки должен совпадать с размером используемого для печи тигля. Всего делают 7-8 витков и оставляют длинные концы, чтобы их можно было подключить к схеме.
- В качестве источника к собранной схеме подсоединяется аккумулятор мощностью 12 В, его хватает примерно на 40 минут работы печи.
Если необходимо, то делается корпус из материала с высокой термоустойчивостью . Если же выполняется индукционная плавильная печь из сварочного инвертора, то защитный корпус должен быть обязательно, но его нужно заземлить.
Конструкция с графитовыми щетками
Такая печь используется для выплавки любого металла и сплавов.
Для создания устройства необходимо заготовить:
- графитовые щетки;
- порошковый гранит;
- трансформатор;
- шамотный кирпич;
- стальная проволока;
- тонкий алюминий.
Технология сборки конструкции заключается в следующем:
- Выполняется основа – в виде бокса, который изготавливается из шамотного кирпича, его кладут на огнеупорную плитку.
- Сверху бокса укладывается лист асбестокартона, если ему нужно придать определенную форму, его поверхность нужно смочить водой. Чтобы конструкцию сделать жесткой, нужно обмотать ее проволокой. Размеры бокса зависят от мощности трансформатора. Лучше всего использовать его из сварочного аппарата. Если он большой мощности, то его следует перемотать.
- Во избежание перегрева трансформатора его обматывают тонким алюминием.
- На дне кирпичного бокса располагается глиняная подложка, чтобы расплавленный металл не растекался.
- Устанавливаются графитовые щетки.
Прибор с нихромовой спиралью
Такой прибор используется для выплавки больших объемов металла.
В качестве расходных материалов для обустройства самодельной печи используется:
- нихром;
- асбестовая нить;
- кусок керамической трубы.
После подключения всех составляющих печи по схеме, ее работа состоит в следующем: после подачи электрического тока на нихромовую спираль, она передает тепло металлу и плавит его.
Создание такой печи проводится в следующей последовательности:
- Навивание спирали, для нее используется проволока диаметром 0,3 мм, длина заготовки должна быть около 11 метров.
- Проволока наматывается вокруг длинной трубки, ее диаметр – 5 мм.
- Кусок трубы из керамики выступает в качестве тигля, его подрезают до нужного размера, примерно на 15 см. В один его конец вставляется асбестовая нить, чтобы расплавленный металл не растекался.
- Укладка спирали вокруг трубы. Между ее витками укладывается асбестовая нить, она ограничит доступ кислорода и тем самым не допустит замыкания в печи.
- В таком виде катушка помещается в лампу высокой мощности, в ней имеется патрон нужного диаметра, который чаще всего изготовлен из керамики.
Такая конструкция отличается высокой производительностью, она долго остывает и быстро нагревается. Но необходимо учесть, что если спираль будет плохо изолирована, то она быстро перегорит.
Вред для здоровья
Сегодня ведется множество дискуссий в отношении вреда индукционных плит, ведь принцип их работы построен на электромагнитных полях, о негативном действии которых хорошо известно. По этому поводу было проведено множество экспериментов.
Ученые доказали, что на расстоянии одного сантиметра от источника электромагнитное излучение всегда выше допустимой нормы ICNIRP.
В случае смещения кастрюли относительно центра рабочей поверхности или в ситуации, если ее диаметр меньше диаметра конфорки, указанный показатель будет больше нормы на расстоянии до 12 см.
Этот параметр характерен для случаев, когда используется специальная посуда для приготовления пищи. Если на рабочей поверхности находится эмалированный предмет, опасная зона больше — до 20 см.
Чем это опасно для здоровья?
Электромагнитное поле, которое возникает возле тела человека, может привести к появлению наведенных токов в организме и негативному воздействию на ЦНС. Для защиты здоровья специалисты ICNIRP установили требования в отношении верхних пределов токов.
Чтобы убедиться, соответствуют ли индукционные плиты таким нормам, было проведено исследование с участием группы добровольцев различного возраста и пола.
Люди располагались в непосредственной близости от варочной поверхности (на расстоянии пяти сантиметров). Ученые в этот момент изучали токи, которые протекали в теле и ЦНС организма.
Было доказано, что показатели тока в случае применения встроенных моделей минимальны.
Что касается портативных моделей, в них показатели тока выше, но они также не превысили установленную норму.
Стоит отметить, что установленная ICNIRP граница в 50 раз меньше минимального порога, при котором происходит стимулирование ЦНС человека.
Каков итог исследования?
Специалисты опубликовали результаты эксперименты, но признали, что информации о вреде электромагнитных полей пока недостаточно. Важно понимать, что характер подобных излучений может меняться в зависимости от природы его появления.
Существует еще одно исследование, результаты которого можно найти на сайте ВОЗ.
В эксперименте принимали участие люди и животные, но доказать негативное влияние электромагнитного излучения на ЦНС или сердечно-сосудистую систему не удалось.
Цены на готовые индукционные печи
Самодельные конструкции печей будут стоить гораздо дешевле покупных, но их нельзя создать большими объемами, поэтому без готовых вариантов для массового производства расплава не обойтись.
Цены на индукционные печи для плавки металла зависят от их вместимости и комплектации.
| Модель | Характеристики и особенности | Цена, рубли |
| INDUTHERM MU-200 | Печь поддерживает 16 температурных программ, максимальная температура нагрева – 1400 0С, контроль за режимом осуществляется с термопарой типа S. Агрегат производит мощность 3,5 кВт. | 820 тыс. |
| INDUTHERM MU-900 | Печь работает от электропитания в 380 В, температурный контроль происходит с помощью термопары типа S и может доходить до 1500 0С. Мощность – 15 кВт. | 1,7 млн. |
| УПИ-60-2 | Эта индукционная плавильная мини-печь может использоваться для плавки цветных и драгоценных металлов. Заготовки загружаются в графитовый тигель, их нагрев ведется по принципу трансформатора. | 125 тыс. |
| ИСТ-1/0,8 М5 | Индуктор печи представляет собой корзину, в которую встроен магнитопровод совместно с катушкой. Агрегат 1 тонну. | 1,7 млн. |
| УИ-25П | Печное устройство рассчитано на загрузку в 20 кг, он оснащен редукторным наклоном плавильного узла. В комплекте к печи идет блок конденсаторных батарей. Мощность установки – 25 кВт. Максимальная t нагрева – 1600 0С. | 470 тыс. |
| УИ-0,50Т-400 | Агрегат рассчитан на загрузку в 500 кг, самая большая мощность установки – 525 кВт, напряжение для него должно быть не ниже 380В, максимальная рабочая t – 1850 0С. | 900 тыс. |
| ST 10 | Печь итальянской компании оснащена цифровым термостатом, в панель управления встроена технология SMD, которая отличается быстродействием. Универсальный агрегат может работать с разной вместительностью от 1 до 3 кг, для этого ее не нужно переналаживать. Она предназначена для драгоценных металлов, ее max температура – 1250 0С. | 1 млн. |
| ST 12 | Статическая индукционная печь с цифровым термостатом. Она может быть дополнена вакуумной литьевой камерой, что дает возможность производить литье прямо рядом с установкой. Управление происходит с помощью сенсорной панели. Максимальная температура – 1250 0С. | 1050 тыс. |
| ИЧТ-10ТН | Печь рассчитана на загрузку в 10 тонн, довольно объемный агрегат, для его установки нужно выделить закрытое цеховое помещение. | 8,9 млн. |
Вакуумная плавильная установка
Для производства плавки и литья подходит вакуумный прибор индукционного типа, состоящий из камеры, индукционной печи и литейной формы. К положительным качествам устройства относится возможность получения высококачественной продукции при минимальных затратах на производство. Принцип действия вакуумной печи основан на усовершенствованной технологии плавки металлов с повышенной дегазацией, возможностью дозаргузки установки, регулировки температурного режима, изменения химического состава и раскисления материала в рабочем процессе.
Технологический процесс позволяет получать сплавы высокой чистоты, сокращать время нагрева и плавки, использовать любую форму сырья. Приборы вакуумного типа могут работать от переменной сети, конечным продуктом является сплав с пониженным процентом водорода и азота, чистота материала получается за счет откачки воздуха из плавильной камеры и очистки металла от летучих компонентов, присутствующих в шихте.