Токарный станок модели ИТ-1М является специализированным токарным оборудованием, разработанным для передвижных автомобильных мастерских Министерства обороны, размещавшихся в стандартных КУНГах. Габариты его рабочего пространства практически такие же, как и у самого массового советского токарного станка 16К20. При этом его вес почти в три раза меньше, а мощность главного двигателя составляет всего 3 кВт (против 11 кВт у 16К20).
Электропитание станка может осуществляться как от сети 220 В и 380 В, так и от автономного генератора. ИТ-1М является лучшей моделью для «гаражного использования», т.к. может обрабатывать детали того же габарита, что и промышленные токарные станки, но при этом запитывается от бытовой электросети. Помимо мобильной выпускалась и стационарная версия этого токарного станка, которая носит обозначение ИТ-1ГМ.
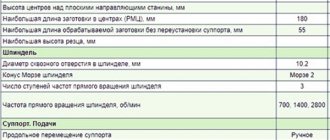
Технические характеристики
ИТ-1М является стандартным токарно-винторезным станком и может выполнять все виды обработки характерные для оборудования этого типа.
Его главная особенность — малая мощность главного привода при значительных размерах рабочего пространства.
При небольшом для своего класса весе токарный станок ИТ-1М обладает хорошей жесткостью и виброустойчивостью. Этим он обязан удачной конструкции станины — полой литой основы с перегородками и ребрами жесткости. Еще одним достоинством ИТ-1М является возможность увеличение диаметра обточки до 550 мм. Для этого в станине предусмотрена выемка со вставкой, которую извлекают при точении крупногабаритных заготовок.
Технические параметры станка вполне достаточны для работы в механообрабатывающих подразделениях небольших предприятий. Предельные диаметры обточки изделий в форме вала и диска зависят от размеров заготовки и составляют над:
- станиной – 400 мм;
- выемкой – 550 мм;
- суппортом – 225 мм.
Максимальная длина обработки на ИТ-1М равна 1400 мм (при удаленной вставке — 300 мм), диаметр проходного отверстия шпинделя — 36 мм. Цена деления лимбов на органах управления суппорта составляет 50 мкм, а поворотной шкалы — 1°.
Если у Вас возникает необходимость в установке пластиковых окон, утеплении балкона или лоджии, советуем обратиться в компанию Оконный мастер. Об их услугах вы можете подробнее ознакомиться на официальном сайте: https://okonniymaster.ru/balcons/vnutrennyaya-otdelka-balkona.html. Можно не только утеплить балкон, но и обшить его пол фанерой, линолеумом, паркетом или ламинатом. Для отделки стен применяется вагонка, пластиковые пвх-панели, декоративная штукатурка, пробковое покрытие или декоративный камень.
Токарный станок ИТ-1М производился в двух модификациях: базовой и укороченной. В первом случае межцентровое расстояние бабок составляет 1400 мм, а во втором – 1000 мм. Базовая версия весит 1.33 тонны, укороченная легче на 190 кг: ее вес составляет 1.14 тонны.
Схема кинематическая токарно-винторезного станка 1К62
Так как для рассматриваемого случая валы X, XII, XV и ходовой винт 68, связанные муфтами 98, 99 и 101, представляют собой единое звено, то передаточное отношение цепи
где
iп — передаточное отношение постоянных передач;
iг — передаточное отношение сменных колес (гитары) звена настройки. На основании уравнений (11) и (12)
Обозначив 1/ iп через С, получим
Передаточное отношение iп чаще всего равно 1 : 1 или 1 : 2. Применительно к кинематической схеме, изображенной на рис. 9, значение iп может быть различным, в зависимости от положения блоков с зубчатыми колесами 26—28 и 35—33 на валах VIII и IX.
Если колесо 25, сидящее на шпинделе, сцеплено с колесом 26, то вращение механизму подач сообщает непосредственно шпиндель, и передаточное отношение постоянных передач iп от шпинделя к звену настройки (к гитаре) будет —
при нарезании резьбы с большим шагом (14—192 мм) передача движения осуществляется через звено увеличения шага, В этом случае блок колес 15—21 на шпинделе занимает правое положение, а колесо 27 на валу IV зацепляется с колесом 28 на валу VIII.
Передаточное отношение цепи от шпинделя до гитары (до вала /X) при сцеплении колес в такой последовательности будет в одном из вариантов таким:
Включение звена увеличения шага из четырех вариантов зацепления колес дает увеличение передаточного отношения от шпинделя до вала VIII в 2; 8 и 32 раза, что соответственно дает увеличение шага нарезаемой резьбы тоже в 2; 8 и 32 раза. В последнем варианте в реверсивном механизме (валы VIII и IX) включаются колеса 32 и 33 с передаточным отношением i = 1/2, поэтому шаг нарезаемой резьбы увеличивается не в 32, а в 16 раз.
Примеры настройки винторезной цепи без коробки подач. Настройку винторезной цепи будем производить только гитарой, выключив коробку подач (замыкаются муфты 98, 99, 101 и размыкается механизм Нортона; см. рис. 9).
Пример 1. Настроить станок 1К62 на нарезание однозаходной метрической резьбы с шагом tH = 1,75 мм.
Шаг ходового винта tB = 12 мм. Примем С = 1, т, е. замкнем колеса 34—35 с i = 1, тогда по уравнению (13)
Как видим, на гитаре надо установить две пары зубчатых колес. Проверим условие их сцепляемости, согласно уравнению (151): для первой пары — а + Ь > с + 15; 35 + 60 > > 20 + 15; 95 > 35; для второй пары — с + d > b + 15; 20 + 80 > 60 + 15; 100 > 75.
Как видим, сцепляемость зубчатых колес обеспечена.
Пример 2. Настроить станок 1К62 на нарезание однозаходной дюймовой резьбы 3,5 нитки на 1″ (С = 1).
В этом случае
Выразим шаги нарезаемой резьбы и ходового винта в одной системе единиц. Так как 1″ = 25,4 = 127/5 мм, то
Тогда
Проверку сцепляемости зубчатых колес можно сделать аналогично.
Пример 3. Настроить станок 1К62 на нарезание однозаходного червяка модуля 3 мм. Шаг модульной резьбы tH = π*m*z, где m — модуль; z — число заходов червяка. Берем значение π = 22/7
Нарезание многозаходной резьбы. При многозаходной резьбе под шагом tH понимают расстояние между параллельными сторонами профиля двух соседних витков. Поэтому для получения резьбы заданного шага tH механизм должен за 1 оборот заготовки переместить суппорт на величину хода резьбы s = k*tH где к — число заходов нарезаемой резьбы. Такого типа резьбы нарезают на ходовых винтах, многозаходных червяках и других деталях,
В общем случае при к заходах угол между соседними нитками (если смотреть в торец детали) будет:
Многозаходная резьба нарезается двумя способами: после нарезания первой нитки заготовку поворачивают на часть оборота 1/к, предварительно разомкнув винторезную цепь, или, оставляя заготовку неподвижной, перемещают инструмент вместе с резцовыми салазками продольно на величину шага резьбы tH. Затем нарезают следующий заход и т. д.
На станке 1К62 имеется специальное делительное устройство для нарезания многозаходных резьб. Оно состоит из кольца с риской, укрепленного на корпусе передней бабки, и диска с делениями, насаженного на шпиндель и имеющего на периферии 60 делений. После нарезания первого захода шпиндель надо повернуть на число делений, равное 60/к. Это устройство позволяет
нарезать резьбы с числом заходов 2, 3, 4, 5, 6, 10, 12, 15, 20, 30, 60. На станках, не имеющих делительного приспособления, пользуются поводковой делительной планшайбой.
Пример. Изготовить резьбовой калибр с трехзаходной метрической резьбой с ходом s = 180 мм. Так как шаг резьбы большой, необходимо пользоваться звеном увеличения шага. Примем следующий вариант винторезной цепи (см. рис. 9):
где 12 — шаг ходового винта. Здесь
Обозначив 1/ iп через С, получим
Настраивая гитару, колесо z = 90 установим на вал IX, а z = 48 — на вал X. Замкнем их промежуточным колесом с любым числом зубьев.
Сферы применения станков
Не совсем обычное соотношение геометрии рабочего пространства и мощности главного привода токарного станка ИТ-1М объясняется тем, что изначально он разрабатывался по техническому заданию Министерства обороны как штатное оборудование для полевых авторемонтных подразделений Советской армии.
В состав армейской передвижной авторемонтной мастерской (ПАРМ) входило несколько единиц специальной техники, в том числе МРМ-М1 (мастерская ремонтно-механическая) на базе ЗИЛ-131. Она представляла собой КУНГ, в котором размещались электросиловая установка и несколько станков: токарно-винторезный, сверлильный, заточной и точильно-шлифовальный.
Конструктивные особенности
Токарно-винторезный станок ИТ-1М имеет обычную для этого вида оборудования компоновку: станина с направляющими, передняя и задняя бабки и суппорт с резцовыми салазками. Среди его особенностей можно отметить вставку в станину, снятие которой позволяет обрабатывать заготовки большего габарита, а также небольшую мощность главного двигателя, что делает невозможным вести точение с большими глубинами резания. В паспорте станка указано, что на нем можно монтировать приспособления для фрезеровки плоскостей и пазов, а также выполнения расточных и шлифовальных операций.
Габаритные размеры рабочего пространства
Геометрия обработки у ИТ-1М практически такая же, как у и самых распространенных токарно-винторезных станков 1К62 и 16К20. Она позволяет обтачивать детали в форме вала длинной до 1400 мм и диаметром до 225 мм и детали в форме диска максимальным диаметром 400 мм (при вынутой вставке – до 550 мм). У укороченной версии этой модели предельная длина заготовки составляет 1000 мм.
Расположение и функционирование органов управления
Большинство органов управления токарного станка ИТ-1М смонтированы на его передней бабке. На ее верхней части находится панель с тумблерами (слева направо): переключатель выбора напряжения, выключатель двигателя охлаждения и автоматический выключатель, а в нижней части — рычаг выбора скорости шпинделя. Над ним в ряд располагаются три ручки, посредством которых устанавливается величина подачи, тип и шаг резьбы, а справа от него — рычаг управления вращением шпинделя (включение, реверс и торможение). Под панелью тумблеров находятся рукоятка выбора типа резьбы и ручка перебора.
На фартуке смонтированы следующие органы управления: маховичок позиционирования суппорта, ручка позиционирования каретки и поперечных салазок и ручка ходовой гайки. Над маховичком расположена ручка поперечного перемещения каретки, а над ней рычаг поворота и фиксации резцедержателя. Органы управления задней бабки немногочисленны: штурвал передвижения пиноли и рычаг ее зажима. Помимо этого, здесь же находится гайка, фиксирующая положение задней бабки.
Расположение составных частей
Как у и любого токарного станка, базовый компонент ИТ-1М — это станина с двумя рядами направляющих. Слева на ней смонтирована передняя бабка со шпиндельным узлом и шестеренчатыми механизмами, а справа — задняя бабка с пинолью. По направляющим перемещается суппорт с продольными и поперечными салазками и четырехпозиционым резцедержателем.
Конструкция станка ИТ-1М
Хоть аппаратура и является облегчённой версией, выглядит она очень массивно. С правой стороны расположена тумба, отвечающая за две функции: надёжную опору и размещение охлаждающего насоса. Также здесь имеются два патрубка, один из которых отвечает за слив, а через второй уходят излишки. Устройство для смазки системы включает в себя 4 узла:
- масляный резервуар;
- насос для подачи жидкости;
- фильтр;
- патрон магнитного типа.
Функциональность смазочного механизма зависит от вращения редуктора, при этом он может вращаться в любых направлениях. А находится всё в левой части устройства, под коробкой подач и за двигателем.
Этот токарно-винторезный прибор приводится в действие за счёт коробки с шестерёнками, а регулировка осуществляется двумя рычагами на лицевой стороне. Суппорт состоит из верхней каретки, салазки для различных перемещений и механизм для фиксации резца. Вращение и фиксация также происходят за счёт манипуляций с рукоятками.
Сверху находятся две направляющие, которые прошли термическую обработку и шлифовку. Благодаря этому задняя бабка станка и каретка могут плавно перемещаться, обеспечивая максимум комфорта во время работы. На левой тумбе (над рукоятками управления шпинделя) можно заметить три тумблера, которые отвечают за следующие функции:
- Крайняя правая – регулирует величины подачи и отключает коробку.
- Центральная – устанавливает типовую резьбу и осуществляет подачу.
- Крайняя левая – настраивает шаг резьбы.
В верхней части имеется таблица с обозначениями, а по центру есть два маховика (нижний обеспечивает продольное движение суппорта, а верхний перемещает каретку).
На этом приборе установлены ПВГ провода, сечение которых составляет 2,5 кв. мм. Они предназначены для передачи электроэнергии на стационарных установках. Они должны быть расположены в местах, где отсутствует опасность механических повреждений, а температура окружающей среды должна быть от -50 до +50 градусов.
Эти и многие другие характеристики показывают, что ИТ-1М – надёжный токарный станок, сочетающий надёжность, безопасность и удобство в эксплуатации. Также с его помощью можно выполнить массу технических задач.
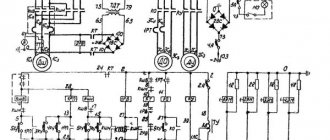
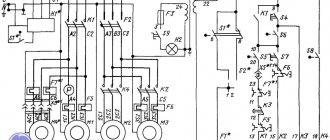
Электрическая схема
На токарном станке ИТ-1М для питания электродвигателей используется трехфазное напряжение 380 В и 220 В. Сигнальная и осветительная цепи запитаны от бортовой сети 12 В.
В состав электрооборудования станка входят следующие компоненты:
- главный электродвигатель;
- автоматический выключатель;
- переключатель реверса главного двигателя;
- пакетный переключатель напряжения главного двигателя;
- пакетный переключатель напряжения двигателя системы СОЖ;
- электродвигатель системы СОЖ;
- выключатель насоса СОЖ.
Помимо этого, на суппорте станка установлена лампа освещения на гибкой стойке с выключателем.
Конструкция
Элементы управления.
Для полноценного представления элементов управления агрегата и их расположения, разберём их ниже. Итак, вашему вниманию будут представлены 39 частей:
- Рукояти переключения вращательных частот шпинделя. Располагается на корпусе левой тумбы.
- Рукоять для установки величин подачи, отключение коробки. Находится на корпусе левой тумбы ниже шпиндельной коробки.
- Рукоять для установления типовой резьбы (питчевой, метрической, модульной, дюймовой), а также для осуществления подачи. Находится на корпусе левой тумбы, ниже шпинделя.
- Рукоять для установки шага резьбы и подач. Находится также ниже шпиндельной коробки.
- Табличка обозначения резьб. Находится там же, где и рукояти управления по резьбам.
- Рукоятка для выбора шага резьбы (увеличенный шаг, стандартный). Находится на передней бабке.
- Рукоятка для выбора направления резьбы (левая, правая). Месторасположение — левая бабка.
- Рукоять для переключения частот вращения шпиндельной головки. Находится на передней бабке.
- Табличка с обозначениями.
- Переключатель выбора напряжения. Находится на пульте управления.
- Табличка с обозначениями пульта управления.
- Переключатель установки напряжения. Находится на пульте управления.
- Тумблер отключения или включения двигателя охлаждения. Местонахождение на пульте управления.
- Тумблер автоматический. Находится на пульте управления.
- Винт для зажима кожуха, обеспечивающего ограждение кулачкового патрона. Расположен на кожухе.
- Тумблер выключения освещения. Расположен непосредственно на лампе освещения.
- Винт для зажима штанги с экраном. Находится внизу самого экрана.
- Рукоять для зажимания и поворота резцедержателя. Находится на подвижном суппорте.
- Сопло для подачи охлаждающего элемента, которое регулируется. Местоположение — суппорт.
- Винт для крепления трубки системы охлаждения. Находится также на суппорте.
- Рукоять перемещения каретки в поперечном направлении. Располагается на суппорте.
- Рукоять для перемещения верхней каретки. Имеется на суппорте.
- Винт, который зажимает суппорт.
- Рукоять для закрепления пиноли. Находится на задней бабке.
- Гайка для зажимания задней бабки на самой станине. Находится на правой (задней) бабке.
- Маховик выдвигания пиноли. Расположен он непосредственно на пиноли.
- Винт, с помощью которого осуществляется движение задней бабки в поперечном направлении.
- Рукоять для механического движения поперечных салазок и каретки. Имеется на задней бабке.
- Рукоять для включения гайки, расположенной на ходовом винте.
- Рукоять, которая включает вращение, реверс и тормоз шпинделя. Присутствует на задней бабке.
- Рукоять для закрепления арматуры, относящейся к освещению. Находится на суппорте, у основания арматуры, ведущей к лампе освещения.
- Сигнальная табличка, показывающая включен или выключен ходовой винт. Находится на суппорте.
- Кнопка, включающая реечную шестерню. Находится за маховиком на суппорте.
- Маховик, обеспечивающий продольное движение конструкции суппорта.
- Рукоять, отвечающая за реверс, тормоз, вращение шпиндельной головки. Находится на передней бабке.
- Табличка, предупреждающая о высоком напряжении. Имеется внизу левой тумбы.
- Табличка, указывающая на место заземления. Местоположение — передняя тумба, сбоку.
- Кнопка остановки (кнопка «стоп»). Присутствует на пульте управления. Как правило, используется на станках модели ИТ-1ГМ.
- Сигнальная лампа. Находится на пульте управления. Применяется обычно на модели ИТ-1ГМ.
Когда все детали оборудования нам известны, можно приступить к электронике станка.
Кинематическая схема
Кинематическая схема токарного станка подобна схемам других универсальных токарно-винторезных станков среднего габарита. Шпиндель получает вращение как напрямую от ведомого шкива, так и от системы переключаемых зубчатых колес. Коробка подач принимает движение от шпиндельного узла через систему сменных зубчатых колес и передает вращение механизму фартука через ходовой винт и ходовой вал.
Система шестерен фартука сообщает движение суппорту, обеспечивая его поперечное и продольное перемещение. Также к кинематической схеме станка относятся механизмы ручного перемещения его рабочих органов и устройства механической блокировки.
Главные составляющие
Если говорить о составе этого токарного станка, то в него входят такие основные узлы, как:
- тумбы;
- механизмы для обеспечения заграждения патрона;
- фартук;
- редуктор;
- узел для обеспечения смазки;
- бабки (задняя и передняя);
- шкафчик, в котором размещено электрооборудование;
- коробка подач;
- панель управления;
- станина;
- суппорт.
Суппорт
Благодаря габаритным характеристикам (2160*1500*960 мм) на станке есть возможность работать с деталями до 1400 мм длиной.
Инструкция по эксплуатации
Единственной документацией, которая поставлялась вместе с токарным станком ИТ-1М, является брошюра под названием «Руководство по эксплуатации» объемом 66 страниц. Последней главой этого руководства является паспорт конкретного изделия с указанием комплекта поставки, отметками о приемке, консервации и упаковке, а также подписями ОТК и заказчика. Обращает на себя внимание, что приемо-сдаточные испытания проводились в «кузове-фургоне подвижной ремонтной мастерской типа МРМ».
В целом инструкция по эксплуатации достаточно традиционна и содержит общие виды, чертежи отдельных компонентов, указания по установке, настройке, наладке и эксплуатации, а также кинематическую и электрические схемы станка. Единственно, что обращает на себя внимание — это отсутствие информации о ремонтных циклах и составе работ по отдельным видам ремонтов.
Техника безопасности
В руководстве по эксплуатации токарного станка ИТ-1М присутствует раздел 2.1 «Меры безопасности», который содержит всего два предложения общего характера. В них указывается на необходимость проведения инструктажей и изучения руководства по эксплуатации перед тем, как приступить к работе на станке.
Остальные указания по мерам безопасности при эксплуатации станка включены в отдельные разделы первой и второй главы. Сюда относятся требования по заземлению, использованию ограждения, проверке блокировочных устройств, защите от стружки и т.п.
Техника безопасности при работе на станке
Токарный станок по металлу ИТ-1М относится к категории повышенной опасности, поэтому здесь существуют строгие правила:
- человеку без квалификации запрещено работать на подобном оборудовании;
- в ходе всех процедур следует соблюдать правильное положение туловища и рук;
- перед началом действий мастер обязан провести инструктаж;
- в помещении с оборудованием должен быть огнетушитель и другие противопожарные системы;
- если обнаружиться неисправность агрегата, следует немедленно остановить работу и вызвать специалиста;
- самостоятельный ремонт строго запрещён;
- глаза работника должны быть защищены от попадания металлической стружки;
- запрещено проводить манипуляции со спущенными рукавами.
Это лишь часть правил, которые обязан знать каждый сотрудник. С более подробной версией можно ознакомиться в полной версии правил безопасности и эксплуатации.