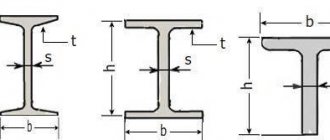
Опубликовано 21 Сен 2014 Рубрика: Механика |
При проектировании и изготовлении гнутых деталей из труб и прутков всегда возникает задача определения длины развертки – длины прямолинейной заготовки до начала технологического процесса гибки.
Продолжая тему…
…расчета длины разверток деталей, согнутых из листового металла прямоугольного сечения, представляю расчет в Excel длины развертки деталей из прутков и труб круглого сечения.
Программа расчета написана по формуле классического сопромата! Практические результаты будут немного отличаться от рассчитанных значений из-за целого ряда факторов, о которых уже упоминалось в статье о гибке листовых заготовок (ссылка на эту статью в предыдущем абзаце). Однако точность при гибке трубы для изготовления опытного образца представленная ниже программа обеспечит.
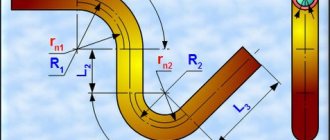
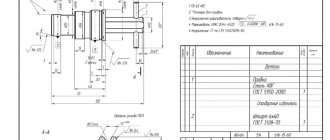
Ниже этого текста на рисунке представлена расчетная схема.
Радиусы нейтральных слоев каждого из изогнутых участков рассчитываются по формуле:
rni=((4*Ri2— D2)0,5+(4*Ri2— d2)0,5)/4
Нейтральный слой – это поверхность, ближе которой к центру радиуса изгиба материал трубы при гибке сжимается, а дальше которой от центра радиуса изгиба – растягивается.
Длина кривых участков при гибке трубы определяется по формуле:
li=π*αi/180*rni
Здесь угол αi должен быть в градусах.
Общая длина развертки вычисляется суммированием длин прямых и изогнутых участков:
L=∑(Li+li)
Расчет размеров заготовки при гибке
Рассмотрим ситуацию, которая нередко возникает на гибочном производстве. Особенно это касается небольших цехов, которые обходятся средствами малой и средней механизации. Под малой и средней механизацией я подразумеваю использование ручных или полуавтоматических листогибов. Оператор суммирует длину полок, получает общую длину заготовки для требуемого изделия, отмеряет нужную длину, отрезает и.. после гибки получает неточное изделие. Погрешности размеров конечного изделия могут быть весьма значительными (зависит от сложности изделия, количества гибов и т.д.). Все потому, что при расчетах длины заготовки нужно учитывать толщину металла, радиус гибки, коэффициент положения нейтральной линии (К-фактор). Именно этому и будет посвящена данная статья.
Честно говоря, произвести расчет размеров заготовки несложно. Нужно только понять, что нужно брать в расчет не только длины полок (прямых участков), но и длины криволинейных участков, получившихся ввиду пластических деформаций материала при гибке.
Притом, все формулы уже давно выведены «умными людьми», книги и ресурсы которых я постоянно указываю в конце статей (оттуда вы, при желании, можете получить дополнительные сведения).
Таким образом, для расчета правильной длины заготовки (развертки детали), обеспечивающей после гибки получение заданных размеров, необходимо, прежде всего, понять, по какому варианту мы будем производить расчет.
| Вариант 1 | Вариант 2 |
| Lt = A + B + BA | Lt = A + B – BD |
| Lt – общая длина плоской заготовки; А и В – см. рисунок; ВА – припуск | Lt – общая длина плоской заготовки; А и В – см. рисунок; BD – вычет |
Таким образом, если вам нужна поверхность полки А без деформаций (например для расположения отверстий), то вы ведете расчет по варианту 1. Если же вам важна общая высота полки А, тогда, без сомнения, вариант 2 более подходящий.
Вариант 1 (с припуском)
а) Определить К-фактор (см Справочную);
б) Разбить контур изгибаемой детали на элементы, представляющие собой отрезки прямой и части окружностей;
в) Суммировать длины этих отрезков. При этом, длины прямых участков суммируются без изменения, а длины криволинейных участков – с учетом деформации материала и соответственного смещения нейтрального слоя.
Так, например, для заготовки с одним гибом, формула будет выглядеть следующим образом:
Где X1 – длина первого прямого участка, Y1 – длина второго прямого участка, φ – внешний угол, r – внутренний радиус гибки, k – коэффициент положения нейтральной линии (К-фактор), S – толщина металла.
Причем, нам придется считать длину каждой полки отдельно, прежде чем задавать точку перемещения заднего упора станка. Надеюсь, это понятно.
Таким образом, ход расчета будет следующим..
Y1 + BA1 + X1 + BA2 +..т.д
Длина формулы зависит от количества переменных.
Вариант 2 (с вычетом)
По моему опыту, это самый распространенный вариант расчетов для гибочных станков с поворотной балкой. Поэтому, давайте рассмотрим этот вариант.
Нам также необходимо:
а) Определить К-фактор (см таблицу).
б) Разбить контур изгибаемой детали на элементы, представляющие собой отрезки прямой и части окружностей;
в) Рассчитать необходимые вычеты. При этом, длины прямых участков суммируются без изменения, а длины вычетов – соответственно, вычитаются.
Здесь необходимо рассмотреть новое понятие – внешняя граница гибки.
Чтобы было легче представить, см рисунок:
Внешняя граница гибки – вот эта воображаемая пунктирная линия.
Так вот, чтобы найти длину вычета, нужно от длины внешней границы отнять длину криволинейного участка.
Таким образом, формула длины заготовки по варианту 2:
Где Y2, X2 – полки, φ – внешний угол, r – внутренний радиус гибки, k – коэффициент положения нейтральной линии (К-фактор), S – толщина металла.
Вычет у нас (BD), как вы понимаете:
Внешняя граница гибки (OS):
И в этом случае также необходимо каждую операцию рассчитывать последовательно. Ведь нам важна точная длина каждой полки.
Схема расчета следующая:
(Y2 – BD1 / 2) + (X2 – (BD1 / 2 + BD2 / 2)) + (M2 – (BD2 / 2 + BD3 /2)) +.. и т.д.
Графически это будет выглядеть так:
И еще, размер вычета (BD) при последовательном расчете считать надо правильно. То есть, мы не просто сокращаем двойку. Сначала считаем весь BD, и только после этого получившийся результат делим пополам.
Надеюсь, что этой своей ремаркой я никого не обидел. Просто я знаю, что математика забывается и даже элементарные вычисления могут таить в себе никому не нужные сюрпризы.
Источник
Как правильно рассчитать размеры макета обечайки (шубера)?
Обычно работу по подготовке или доработке оригинал-макетов для различных видов упаковки берет на себя наш отдел допечатной подготовки. Но бывают случаи, когда заказчики или дизайнеры хотят самостоятельно скомпоновать макет для печати и спрашивают у нас: «Как правильно рассчитать размеры обечайки/шубера, чтобы содержимое помещалось в картонную упаковку и при этом не выпадало из нее?»
Давайте подробно разберемся, что из себя представляет этот популярный вид упаковки, и что нужно учитывать при расчете размеров макета.
Основные требования к упаковке
Что собою представляет обечайка и в чем ее отличие от шубера – подробно рассмотрено на странице «ШУБЕРЫ И ОБЕЧАЙКИ» >>
Обечайка (она же в народе «шубер») должна быть:
Вот о двух последних пунктах и поговорим. Дело, в общем, нехитрое, но есть нюансы.
Как рассчитать размеры макета прямоугольной обечайки
Самая простая конструкция — это прямоугольная (в развертке) обечайка.
У нее три характеристики:
Расчет длины обечайки
1. Определяем сумму длин всех поверхностей
Возьмите коробку, на которую вы собираетесь одеть будущую обечайку, и измерьте длину всех поверхностей, которые «обнимет» упаковка. Измерения проводите под прямым углом к граням. Суммируем все значения.
2. Прибавка на свободное облегание
3. Клапан для склейки
Стандартный размер клапана — 12-18 мм.
Иногда вместо склейки применяется самосборный замочек, который защелкивается уже по месту упаковки товара. На замочек уходит примерно 30 мм сверх всей длины, это тоже следует учесть.
Суммируем значения из трех пунктов и получаем длину обечайки:
Длина обечайки = сумма длин всех поверхностей + прибавка + клапан
Ширина обечайки
Ширина – та часть упаковки товара, которую шубер и закроет. Тут уж вам решать, прикрывать всю упаковку или сделать картонную обечайку уже, чтобы был виден товар.
Толщина обечайки
Это толщина картона плюс ламинация, если она есть.
При предварительном расчете толщину картона можно не учитывать, пусть типография разбирается