Метрическая коническая резьба с конусностью 1 : 16 применяется для конических резьбовых соединений, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой с профилем по ГОСТ 9150-81.
Профиль внутренней цилиндрической резьбы, соединяемой с наружной конической, должен иметь плоскосрезанную впадину.
Примечание.
При отсутствии особых требований к плотности или при применении уплотнителей для достижения герметичности резьбового соединения форма впадины конической (наружной и внутренней) и цилиндрической (внутренней) резьбы не регламентируется.
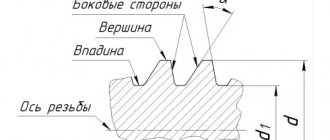
Профиль метрической конической резьбы (наружной и внутренней) приведен на рис. 5.
Диаметры, шаги, номинальные значения наружного, среднего и внутреннего диаметров внутренней цилиндрической резьбы должны соответствовать указанным на рис. б и в табл. 90.
Внутренняя цилиндрическая резьба должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее 0,8l.
Длина сквозной внутренней цилиндрической резьбы должна быть не менее величины 0,8(l1 + l2).
Обозначение резьбы должно состоять из букв МК (для конической резьбы) или М (для внутренней цилиндрической резьбы), номинального диаметра, шага и номера стандарта (для внутренней цилиндрической резьбы), например:
МК20 × 1,5;
М20 × 1,5 ГОСТ 25229-82.
Рис. 5. Элементы конической резьбы:
d и D– наружные диаметры соответственно наружной и внутренней резьбы;
d2 и D2 – средние диаметры соответственно наружной и внутренней резьбы;
d1 и D1 – внутренние диаметры соответственно наружной и внутренней резьбы;
φ — угол конуса;
φ/2 — угол уклона;
Р — шаг резьбы:
Н — высота исходного треугольника
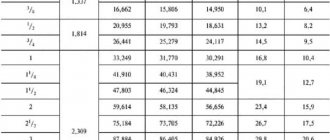
Диаметры, шаги в основные размеры конической (наружной и внутренней) резьбы, мм
l — рабочая длина резьбы; l1 — длина наружной резьбы от торца до основной плоскости; l2 — длина внутренней резьбы от торца до основной плоскости
| Диаметр резьбы | Р | Диаметр резьбы в основной плоскости | Длина резьбы | |||||
| 1-й ряд | 2-й ряд | d = D | d1 = D1 | d2 = D2 | l | l1 | l2 | |
| 6 | — | 1 | 6,000 | 5,350 | 4,917 | 8 | 2,5 | 3 |
| 8 | 8,000 | 7,350 | 6,917 | |||||
| 10 | 10,000 | 9,350 | 8,917 | |||||
| 12 | 1,5 | 12,000 | 11,026 | 10,376 | 11 | 3,5 | 4 | |
| 14 | 14,000 | 13,026 | 12,376 | |||||
| 16 | 16,000 | 15,026 | 14,376 | |||||
| 18 | 18,000 | 17,026 | 16,376 | |||||
| 20 | 20,000 | 19,026 | 18,376 | |||||
| 22 | 22,000 | 21,026 | 20,376 | |||||
| 24 | 24,000 | 23,026 | 22,376 | |||||
| 27 | 2 | 27,000 | 25,701 | 24,835 | 16 | 5 | 6 | |
| 30 | 30,000 | 28,701 | 27,835 | |||||
| 33 | 33,000 | 31,701 | 30,835 | |||||
| 36 | 36,000 | 34,701 | 33.835 | |||||
| 39 | 39,000 | 37,701 | 36,835 | |||||
| 42 | 42,000 | 40,701 | 39.835 | |||||
| 45 | 45.000 | 43.701 | 42.835 | |||||
| 48 | 48,000 | 46,701 | 45,835 | |||||
| 52 | 52,000 | 50,701 | 49,835 | |||||
| 56 | 56,000 | 54,701 | 53,835 | |||||
| 60 | 60,000 | 58,701 | 57,835 | |||||
Рис. 6
Для левой резьбы после условного обо значения шага ставят буквы LH, например:
МК20 × 1,5LH;
М20 × 1,5LH ГОСТ 25229-82.
Обозначение конического резьбового соединения соответствует принятому для конической резьбы.
Соединение внутренней цилиндрической резьбы с наружной конической резьбой должно обозначаться дробью М/МК, номинальным диаметром, шагом и номером стандарта, например:
М/МК20 × 1,5 ГОСТ 25229-82,
М/М20 × 1,5 Н ГОСТ 25229-82.
Для внутренней цилиндрической резьбы, выполненной в соединениях ее с наружной конической резьбой в обозначении номер стандарта не указывать.
Допуски
. Осевое смещение основной плоскости Δl1 наружной и Δl2i внутренней резьбы (см. эскиз табл. 91) относительно номинального расположения не должно превышать величин, указанных в табл. 91.
Смешение основной плоскости является суммарным, включающим в себя отклонения среднего диаметра, шага, угла наклона боковой стороны профиля и угла конуса.
Предельные отклонения среза вершин и впадин (размеров H/8 и H/4), угла наклона боковой стороны профиля α/2, шага резьбы Р и угла конуса φ (разность средних диаметров на длине l1 + l2) должны соответствовать указанным в табл. 92.
Предельные отклонения внутреннего диаметра и среза впадин внутренней цилиндрической резьбы (размеры D1 и H/8) приведены в табл. 93.
ПРОФИЛЬ
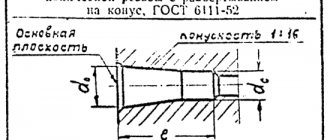
1.1. Номинальный профиль метрической конической резьбы (наружной и внутренней) должен соответствовать указанному на черт. 1.
Профиль внутренней цилиндрической резьбы, соединяемой с наружной конической, должен иметь плоскосрезанную впадину.
Примечание. При отсутствии особых требований к плотности или при применении уплотнителей для достижения герметичности резьбового соединения форма впадины конической (наружной и внутренней) и цилиндрической (внутренней) резьб не регламентируется.
1.2. Размеры элементов профиля конической и цилиндрической резьб — по ГОСТ 9150-81.
Конусность ; ; ;
d
— наружный диаметр наружной конической резьбы;
D
— наружный диаметр внутренней конической резьбы;
d
2 — средний диаметр наружной конической резьбы;
D
2 — средний диаметр внутренней конической резьбы;
d
1 — внутренний диаметр наружной конической резьбы;
D
1 — внутренний диаметр внутренней конической резьбы; — угол конуса; — угол уклона;
Р
— шаг резьбы;
Н
— высота исходного треугольника
Черт. 1
Осевое смещение основной плоскости Δl1 наружной и Δl2 внутренней резьбы
Размеры, мм
В основной плоскости средний диаметр имеет номинальное значение.
| Номинальный диаметр резьбы d | Р | Δl1 | Δl2 |
| От 6 до 10 | 1 | ±0,9 | ±1,2 |
| Св. 10 до 24 | 1.5 | ±1,1 | ±1,5 |
| » 24 » 60 | 2 | ±1,4 | ±1,8 |
Предельные отклонения Δl1 и Δl2 не распространяются на резьбы с длинами, меньшими указанных в табл. 90.
ДОПУСКИ
3.1. Осевое смещение основной плоскости наружной и внутренней резьб (черт.4) относительно расположения не должно превышать величин, указанных в табл.2.
Черт.4. Осевое смещение основной плоскости наружной и внутренней резьб
Черт.4
Примечание. В основной плоскости средний диаметр имеет номинальное значение.
Таблица 2
мм
| Номинальный диаметр резьбы | |||
| до 10 | 1 | ±0,9 | ±1,2 |
| » 24 | 1,5 | ±1,1 | ±1,5 |
| » 24 » 60 | 2 | ±1,4 | ±1,8 |
Примечание. Предельные отклонения и не распространяются на резьбы с длинами, меньшими указанных в табл.1.
Смещение основной плоскости является суммарным, включающим отклонения среднего диаметра, шага, угла наклона боковой стороны профиля и угла конуса.
3.2. Предельные отклонения среза вершин и впадин (размеров и ), угла наклона боковой стороны профиля , шага резьбы и угла конуса (разность средних диаметров на длине ) должны соответствовать указанным на черт.5 и в табл.3.
Черт.5. Предельные отклонения
Черт.5
Таблица 3
Размеры в мм
| Номинальный диаметр резьбы | Предельные отклонения резьбы | Разность средних диаметров резьбы на длине | |||||||||
| Шага на длине | Номин. | Пред. откл. | |||||||||
| наруж- ной | внут- ренней | наруж- ной | внут- ренней | наруж- ной | внутрен- ней | ||||||
| до 10 | 1 | +0,032 | ±0,030 | +0,050 | ±0,03 | 0,344 | +0,038 | +0,019 | |||
| +0,015 | -0,019 | -0,038 | |||||||||
| » 24 | 1,5 | +0,048 | ±0,040 | +0,065 | ±0,04 | ±45′ | ±0,04 | ±0,07 | 0,469 | +0,052 | +0,026 |
| +0,020 | -0,026 | -0,052 | |||||||||
| » 24 » 60 | 2 | +0,064 | ±0,050 | +0,085 | ±0,05 | 0,688 | +0,077 | +0,038 | |||
| +0,030 | -0,038 | -0,077 | |||||||||
Примечание. Предельные отклонения не подлежат обязательному контролю, если это не указано особо.
3.3. Поле допуска среднего диаметра внутренней цилиндрической резьбы должно соответствовать 6Н по ГОСТ 16093-81.
3.4. Предельные отклонения внутреннего диаметра и среза впадин внутренней цилиндрической резьбы (размеры и черт.6) должны соответствовать указанным в табл.4.
Как нарезать правильно
Наносить резьбу можно на практически любые металлы и их сплавы — сталь, медь, алюминий, чугун, бронзу, латунь и т.д. Не рекомендуют делать ее на каленом железе — оно слишком жесткое, при работе будет крошиться и качественных витков добиться не удастся, а значит, соединение будет ненадежным.
Инструмент для работы
Подготовка
Работать надо на чистом металле — удалить ржавчину, песок и другие загрязнения. Затем место, где будет наносится резьба, необходимо смазать (кроме чугуна и бронзы — с ними надо работать «на сухую»). Для смазки есть специальная эмульсия, но если ее нет, можно использовать размоченное мыло. Также можно использовать другие смазки:
Часто можно услышать советы использовать при нарезании резьбы машинное или минеральное масло или даже сало. Они работают неплохо, но специалисты говорят, что лучше этого не делать — стружка будет прилипать к вязкой субстанции, что приведет к быстрому износу метчика или плашки.
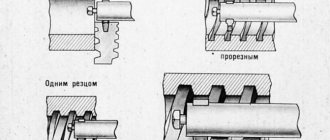
Процесс нарезки
При нарезке наружной резьбы плашку размещают строго перпендикулярно к поверхности трубы или прута. При работе она не должна вилять, иначе витки получатся неровными и соединение будет некрасивым и ненадежным. Особенно важны первые витки. От того, как они «лягут» зависит не будет ли затем соединение с перекосом.
Нанося внутреннюю резьбу, деталь фиксируют неподвижно. Если это небольшой кусок, его можно зажать в тисках. Если большая пластина — обеспечьте ее неподвижность доступными методами, например, зафиксировав брусками. М
Метчик в отверстие вставляют так, чтобы его ось была параллельна оси отверстия. С небольшим усилием, понемногу, начинают крутить в заданном направлении. Как только почувствуете что сопротивление усилилось, выкручиваете метчик обратно и очищаете его от стружки. После чистки процесс продолжают.
Процесс нарезки в фото
При нарезании резьбы в глухом отверстии, его глубина должна быть немного больше требуемой — в этот излишек должен входить кончик метчика. Если конструктивно такое невозможно, у метчика отрезают кончик. При этом к дальнейшей эксплуатации он не пригоден, но другого выхода нет.
Для того чтобы витки получились качественными, используют два метчика или плашки — черновую и чистовую. Первый проход делают черновой, второй — чистовой. Также есть комбинированные устройства для нанесения резьбы. Они позволяют сделать все за один проход.
Еще один практический совет: чтобы стружка не попадала в рабочую зону, при нарезании делают один полный оборот по часовой стрелке, затем пол оборота против. После этого возвращают инструмент в то место, где остановились и снова делают один оборот. Так продолжают до требуемой длины.
Конструктивные особенности
Вначале внутреннюю резьбу нарезали нехитрыми приспособлениями в виде заточенного под конус четырехгранного стержня. На коническом конце выпиливали режущие зубы, которые при завинчивании стержня в отверстие процарапывали в нем резью. В ходе дальнейших усовершенствований у метчика появился положительный передний угол, канавки для выброса стружки и лучшее соответствие режущих кромок профилю резьбы.
В современном метчике присутствуют следующие обязательные конструктивные элементы:
- Головная (или заборная) часть в форме пологого конуса, служащая для начала формирования профиля резьбы.
- Некоторое число (2-6) боковых канавок, обеспечивающих отведение стружки и поступление смазки (СОЖ).
- Калибрующая часть, в форме протяженного цилиндра, завершающая точное формирование профиля.
- Хвостовик, служащий для закрепления метчика в зажимном устройстве патрона или ворота.
Различают канавки для стружки следующих типов:
- Однорадиусные – поперечный разрез представляет собой дугу окружности, применяются на калибровочных инструментах.
- Прямолинейные — поперечное сечение U-образное, используются для нарезки гаечной резьбы.
- Смешанные — прямолинейная передняя и дугообразная задняя. Так делают большую часть универсального инструмента.
Разновидности канавок метчика
Кроме того, канавки делятся на:
- Прямолинейные. Используются в универсальном инструменте.
- Левые спиральные. Левозаходные применяют для нарезания резьбы на проход. Стружка выталкивается в пространство перед метчиком, предохраняя, таким образом, уже сформированный профиль от повреждения.
- Правые спиральные. Правозаходными снабжают метчики для нарезания глухих отверстий, такими канавками стружка выталкивается наружу и не забивает отверстие.
Коническая форма головной части облегчает центровку метчика в отверстии и заход на нарезку первых ниток резьбы. Угол наклона конуса варьируется между 3° и 20°, конкретное значение определяют, исходя из назначения инструмента — чернового, промежуточного или чистового прохода.
Цилиндрическая часть в действительности представляет собой обратный конус с очень маленьким углом конусности . Занижение достигает 0,1 мм, это позволяет снизить трение в ходе нарезки.
Оновные размеры метчиков:
- шаг резьбы;
- высота профиля;
- полная высота профиля;
- наружный диаметр резьбы;
- длина заборной части;
- угол заборного конуса;
- величина затылования.
Кроме всего, инструменты делятся на метчики с левой и с правой резьбой.
Виды метрических резьб
Гост 6211-81 (ст сэв 1159-78) основные нормы взаимозаменяемости. резьба трубная коническая
Метрические резьбы классифицируют по следующим параметрам.
- Место расположения витков. Внутренние метрические резьбы находятся в отверстиях деталей и изделий. Для нарезания используют метчики. Наружные метрические резьбы на стержнях получают с применением плашек.
- Направление витков. По этому признаку метрические резьбы делят на правые и левые.
- Размер шага. Наибольшее распространение получили соединения с крупным (стандартным) шагом. Увеличение количества витков приводит к повышению надежности. Однако формирование метрических резьб с мелким шагом возможно на заготовках и изделиях из высокопрочных материалов.
Изображение №5: метрическая резьба с крупным и мелким шагом
- Количество заходов. Метрические резьбы бывают одно- и многозаходными. Увеличение числа заходов при необходимости повышает надежность соединений и решает иные производственные задачи.
Применение дюймовой резьбы
Для обеспечения высокой прочности создаваемого соединения с США и Канаде применяются рассматриваемые резьбы с углом при вершине 60 градусов. Исключением можно назвать производство сантехники. Болты с дюймовой резьбой встречаются и на территории Европы. Они характеризуются высокой прочностью. Кроме этого, может использоваться винт с дюймовой резьбой при создании различной техники и механизмов.
Дюймовая резьба в трубопроводе обеспечивает высокое качество соединения, так как соединение труб должно выдерживать высокое давление и переменные нагрузки. Однако, она стала использоваться и при производстве различной техники, к примеру, фотоаппаратов. Некоторые метрические варианты исполнения схожи по своим параметрам с дюймовыми, что обеспечивает универсальность применения.
В заключение отметим, что не следует путать английскую индустриальную резьбу с той, которая широко применяется сегодня. Старый образец использовался еще 1841 году. Этот вариант исполнения практически полностью повторяет рассматриваемый, однако отличительные особенности все же есть. Стоит учитывать, что винты и гайки с такими витками не сопрягаются с дюймовыми крепежами, которые получили широкое распространение на территории Америки и Канады.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Технология нарезки резьбового конусного соединения
В промышленном производстве npt резьба выполняется на специализированном резьбонарезном станке с помощью мечника, закрепленного на вращающемся шпинделе, в автоматическом режиме формирующий резьбу на неподвижно закрепленной трубе.
Конструкция и типы метчиков
Метчик состоит из деталей:
- хвостовика;
- рабочей части;
- заборного элемента;
- калибровки.
С помощью хвостовика метчик крепят в шпинделе станка или в патроне при нарезке резьбового соединения внутри трубы. Нарезку делает рабочая часть, напоминающая винт со спиральными канавками. Переднюю часть метчика часто называют заборным элементом, имеющим вид конуса. Начинает нарезку резьбы именно заборный элемент, затем продолжает калибровка. Резьбу выполняют зубья,называющиеся режущими перьями, образующие углубления — канавки, по которым удаляется стружка. Заточка зубьев подчинена требованиям технологии к режущим деталям.
Выбор метчика
Выбор метчика зависит от назначения, они бывают ручными и машинными. Ручной инструмент бывает:
- плашечный;
- маточный;
- гаечный;
- специальный.
Плашечный инструмент используют для предварительной нарезки резьбового соединения за 1 проход. Очистку от стружки выполняют маточным приспособлением с канавками в правом направлении.
Бесканавочные приспособления имеют большую прочность, а протяженность завинчивающейся части дает возможность перенастраивать инструмент неоднократно. Преимущество бесканавочных метчиков — в высокой производительности и универсальность — ими можно обрабатывать трубы и глухие соединения.
По виду работ выделяют метчики черновой и чистовой, которые маркируются по размеру резьбы, выполняемой этим инструментом:
- Для резьбы по метрическому стандарту 8…18 мм применяют одинарные счетчики.
- В диапазоне 6…24 мм используют черновой и чистовой метчик.
- Резьбу 2…52 мм нарезают 3 счетчиками.
Метчики имеют прямое и винтовое исполнение, правое и левое, а режущая часть бывает конической и цилиндрической. Коническими вырезают резьбу в трубах со сквозными отверстиями, цилиндрические используют там, где нет сквозных проходов.
Процесс нарезки
Процесс резьбовой нарезки поэтапно происходит в несколько этапов:
- Задают направление, скорость вращения шпинделя.
- Заготовку закрепляют на определенном месте.
- Метчик определенного типоразмера монтируют на шпинделе, фиксируя его головку поддерживающим зажимом.
- Включают электропривод устройства.
- Резьбонарезную головку перемещают к трубному изделию управляющим рычагом.
- Фиксируют и сопоставляют автоматическим роликом заготовку и резьбонарезной резец, станок выполняет нарезку канавок заданных параметров в автоматическом режиме.
- Завершив операцию, суппорт с метчиком поднимается автоматически, отключают электропривод, демонтируют заготовку со станка.
- Выполняют проверку точности геометрических параметров, при обнаружении дефектов проводят коррекцию.
Конический профиль резьбы используется в тех случаях, когда на коммуникациях требуется полная герметичность соединений отдельных элементов труб. Неоценим способ конической резьбы при ремонтах изношенных соединений на коммунальных трубопроводах зимой — конусная резьба npt поможет восстановить герметичность.
Особенности дюймовой конической резьбы
Гост 6211-81. основные нормы взаимозаменяемости. резьба трубная коническая
Дюймовая коническая резьба нашла своё применение в промышленном секторе Европы и США. Этот вид нарезки используется для изготовления муфт, угольников, тройников, контргаек и иных трубных соединений. Благодаря своей прочности, коническая резьба применяется в производстве шестерней для компаса, винтовых конструкций и креплений для создания сантехнического оборудования, бытовой техники и вычислительных машин, включая ПК.
Эта разновидность нарезки обладает следующими особенностями:
- вершины и витки дюймовой конической резьбы обрезаны или притуплены, что обеспечивает лучшую непроницаемость;
- угол профиля является константой и равняется 55°;
- конусная поверхность всегда находится под углом и отклоняется в пропорции равной 1:16;
- максимальный диаметр конуса равен 6’’;
- вершины треугольника резьбы всегда обрезаны или притуплены;
- основные параметры нарезки (внешний, внутренний и средний диаметры, ход и шаг) являются табличными величинами.
Этот вид не может объединяться с цилиндрическим видом резьбы, создавая особые соединения. Это обусловлено разными значениями углов профилей. Если угол дюймовой конической резьбы равняется 55°, то угол цилиндрической нарезки по стандарту равен 60°.
Это свойство обусловлено конусной формой винтовой поверхности. Во время натяжения витки уплотняются, образуют прочное, непроницаемое соединение и герметизируют внешние впадины труб и крепительных конструкций. Эта особенность автоматически исчезает при демонтаже или повторном создании витков.
Большая часть параметров дюймовой конусной резьбы обозначена в специальных нормативных справочниках, где в табличной форме записаны размеры и другие технические характеристики. Разработка всех деталей и зазоров должна выполняться в рамках установленных значений. В противном случае конструкции не смогут крепко совместиться друг с другом. Механизмы, связанные при помощи этого типа нарезания, легко реконструируются и монтируются из-за устранения внешних дефектов и деформаций соединений посредством плотного расположения всех витков.