Ремонт и соединение труб
Автор temass
Дата
Авг 19, 2016
0
1 606
Поделиться
Классификация резьбовых соединений весьма обширна. Даже если рассматривать отдельный случай, например, трубную нарезку в форме конуса, то и здесь не обойтись без уточнения ее особенностей и типов. Конические резьбы используются достаточно широко, позволяя создавать надежные герметичные соединения без сварки. Их даже называют универсальными, поскольку это единственный тип винтовой нарезки, допускающий подключение к трубам других форм и сечений.
- LiveJournal
- Blogger
Редкая форма резьбы
- Виды и классификация: дюймовая Fanuc и другие
- Коническая резьба и ее применение: внутренняя со стандартным калибором и естественным моментом завинчивания
- Стандарты трубной конической резьбы по гост 6211 81: диаметр и другие размеры
- Обозначения: метчик, чертежи
Что такое трубная резьба
Резьба — канавка, которая наносится механизированным или ручным способом. Характеризуется особой высотой и рельефом спиральной канавки, ее формой, расстоянием между витками — шагом. Наноситься резьба может как на внешнюю, так и внутреннюю поверхность трубы. Кроме того, она может присутствовать на металлическом стержне, конической поверхности.
Основное назначение трубной резьбы — соединение частей системы. Для удачного и герметичного соединения необходимо, чтобы канавки на обеих частях были идентичны по рельефу, шагу и форме. При этом они должны быть расположены на разных поверхностях — одна внутри, другая снаружи трубы.
Для справки: вышесказанное не означает, что нарезка может быть только крепежной. Другой вид — ходовая. Последняя применяется в деталях машин, где необходимо не только соединить, но и обеспечить свободный ход элементов.
Почему размеры трубной резьбы в дюймах?
Один из самых частых вопросов, которые можно встретить на тематических форумах — почему все размеры для труб даются в дюймах, а не сантиметрах. Все дело в том, что ГОСТ, который начал действовать еще на постсоветском пространстве, был сформирован на основе английского стандарта — BSW. Его основатель — инженер-конструктор Витворт еще в первой половине 19 века создал винтовой профиль. Соединение, в котором он мог быть использован, полагалось как разъемное. Витворт позиционировал свой профиль как универсальный, максимально надежный. Естественно, что все размеры инженер давал в привычных для его страны дюймах. При составлении собственного стандарта не стали отказываться от точных измерений.
Для справки: существует понятие “трубный дюйм”. Оно не научное и его нет в ГОСТе, но на практике просто не заменимо. Сразу отметим, что параметры этой единицы не совпадают с привычным. Хотя прямая зависимость между ними есть. Одна единица трубного дюйма — это наружный диаметр, но имеет значение и внутренний, который равен одному обыкновенному. Объяснение такому несоответствию простое — все трубы производятся в сортаменте (диаметр, длина и др.), но вот толщина стенок у всех разная и зависит от назначения изделия. Здесь и появляется такое понятие как “условный диаметр” — имеется ввиду внутренний, который составляет пару с заданным стандартом наружным.
Пример: водопроводная дюймовая труба. Условная единица — 25 мм при наружном 33,6. А вот реальный D может быть как 27,1 (стандартные стенки), так и 25,6 (если стенки утолщенные).
Виды трубной резьбы
Трубная резьба позволяет соединить элементы и арматуры не сварным способом, обеспечив при этом герметичность и надежность соединения. Как правило, таким способом соединяют металлические трубы, хотя в последнее время он применяется и для пластика.
Виды трубной резьбы
Что же представляет собой трубная резьба? Ее основные особенности:
- особый профиль канавок;
- в основе треугольник с вершиной в 55 градусов, края закруглены;
- обозначается латинской литерой G;
- цифровая маркировка после буквы означает условный проход трубы. По принятому стандарту он указан в дюймах.
Трубная цилиндрическая резьба — ГОСТ 6357 81
Как и другие виды цилиндрическая трубная может наноситься на внутреннюю или внешнюю поверхность трубы. При этом стандарт содержит допущение, при котором возможно соединение, когда цилиндрической только внутреннюю, а внешняя является конической.
Трубная цилиндрическая резьба внешняя
Трубная цилиндрическая резьба внутренняя
Условные обозначения
Стандартное обозначение — латинская литера G. После буквы:
- цифровой показатель в дюймах — диаметр условного прохода трубы. Например — G 3⁄4”;
- буквенное обозначение вида — правая или левая. Нужно отметить, что для правой никаких обозначений не предусмотрено. Если же трубная резьба левая, стоит маркировка LH;
- следующая позиция в маркировке трубной резьбы ставится через дефис. Она обозначает класс точности. Классов два — А или В. Первый более “строгий”, для него предусмотрены меньшие размеры допустимых отклонений. На деле маркировка может выглядеть так — G 1⁄2” LH — А;
- в конце маркировки трубной резьбы прописывается так называемая длина свинчивания. Этот тот участок, на который нанесена резьбы. Например: G 1”-В-35.
Для справки: иногда может присутствовать описание сразу для двух элементов соединения. Пример: G 3⁄4 “ — А/В. На первом месте всегда стоит описание трубы, на второй позиции муфты или того элемента, который присоединяется.
Таблица размеров
Важные параметры для трубной цилиндрической резьбы — внутренний, внешний и средний диаметр. В зависимости от этого параметра подбирается и шаг, то есть, то количество витков, которое необходимо нарезать для надежного соединения.
| Трубный размер (дюймы) | D (мм) | D1 (мм) | D2 (мм) | Шаг (мм) | Количество спиральных канавок на дюйм (шт) |
| 1/16 | 7,724 | 7,142 | 6,561 | 0,907 | 28 |
| 1/8 | 9,728 | 9,14 | 8,52 | 0,907 | 28 |
| 1/4 | 12,15 | 12,302 | 11,446 | 1,337 | 19 |
| 3/8 | 16,662 | 15,86 | 14,96 | 1,337 | 19 |
| 1/2 | 20,96 | 19,74 | 18,632 | 1,814 | 14 |
| 3/4 | 2,91 | 21,749 | 20,537 | 1,814 | 14 |
| 5/8 | 26,440 | 25,277 | 24,188 | 1,814 | 14 |
| 7/8 | 30,201 | 29,038 | 27,889 | 1,814 | 14 |
| 1 | 33,249 | 31,775 | 30,298 | 2,309 | 11 |
| 1 1/8 | 37,9 | 36,419 | 34,989 | 2,309 | 11 |
| 1 3/8 | 42 | 40,422 | 38,552 | 2,309 | 11 |
| 1 1/2 | 44,4 | 42,899 | 41,355 | 2,309 | 11 |
| 1 3/4 | 47,8 | 46,32 | 44,842 | 2,309 | 11 |
| 2 | 53,746 | 52,267 | 50,78 | 2,309 | 11 |
| 2 1/4 | 59,614 | 58,125 | 56,325 | 2,309 | 11 |
| 2 1/2 | 65,77 | 64,369 | 62,39 | 2,309 | 11 |
| 2 3/4 | 75,185 | 73,269 | 72,369 | 2,309 | 11 |
| 3 | 81,532 | 80,365 | 78,258 | 2,309 | 11 |
| 3 1/2 | 87,887 | 85,255 | 84,258 | 2,309 | 11 |
| 3 3/4 | 93,980 | 92,896 | 92,365 | 2,309 | 11 |
| 4 | 100,332 | 98,369 | 103,589 | 2,309 | 11 |
| 4 1/2 | 106,69 | 105,32 | 110,256 | 2,309 | 11 |
| 5 | 113,040 | 111,85 | 124,328 | 2,309 | 11 |
| 5 1/2 | 125,732 | 124,852 | 135,693 | 2,309 | 11 |
| 6 | 138,420 | 136,985 | 160,259 | 2,309 | 11 |
Для справки: размер шага и количество витков одинаково для нескольких типоразмеров трубной резьбы.
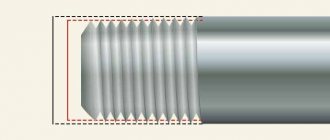
Коническая трубная резьба — ГОСТ 6211 81
Необходима в ситуациях, когда требуется особая надежность трубного крепления. Из названия понятно, что главная особенность этого типа — нанесение на коническую форму. Профиль остается прежним, но добавляются новые величины:
- рабочая длина резьбы — L1;
- длина от края до рабочей плоскости — L2.
Коническая трубная резьба — ГОСТ 6211 81
Условные обозначения
Обозначается латинской буквой R. Правила маркировки:
- только буква R — наружная;
- сочетание Rc — коническая, нанесенная на внутреннюю поверхность;
- сочетание Rp — внутренняя, нанесена на цилиндрическую поверхность.
Далее обозначения идут по стандарту — размер в дюймах, указание на двусторонность (если правая, никакого указания нет). Если маркировка описывает соединение, показатели пишут в виде дроби. Например: Rp/R 1”. На первой позиции всегда стоит наружный элемент системы.
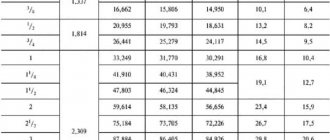
Таблица размеров
| Трубный размер (дюймы) | D (мм) | D1 (мм) | D2 (мм) | Шаг (мм) | Количество канавок на дюйм (шт) | L1 | L2 |
| 1/16 | 7,723 | 7,768 | 6,475 | 0,907 | 28 | 6,5 | 4 |
| 1/8 | 9,728 | 9,657 | 8,098 | 0,907 | 28 | ||
| 1/4 | 13,15 | 12,21 | 11,345 | 1,337 | 19 | 9,6 | 6,1 |
| 3/8 | 16,662 | 15,322 | 14,278 | 1,337 | 19 | 10,1 | 6,6 |
| 1/2 | 20,996 | 19,345 | 18,567 | 1,814 | 14 | 13,4 | 8,4 |
| 3/4 | 26,441 | 25,765 | 24,567 | 1,814 | 14 | 14,6 | 9,9 |
| 1 | 33,249 | 31,190 | 30,291 | 2,309 | 11 | 16,2 | 10,4 |
| 1 1/4 | 41,9 | 40,123 | 38,952 | 2,309 | 11 | 19,2 | 12,7 |
| 1 1/2 | 47,803 | 46,564 | 44,845 | 2,309 | 11 | 19,7 | 12,7 |
| 2 | 59,614 | 58,943 | 56,566 | 2,309 | 11 | 23,6 | 15,9 |
| 2 1/2 | 75,567 | 73,485 | 72,657 | 2,309 | 11 | 26,6 | 17,3 |
| 3 | 87,995 | 85,934 | 84,993 | 2,309 | 11 | 29,6 | 20,5 |
| 3 1/2 | 100,657 | 98,657 | 97,309 | 2,309 | 11 | 31,4 | 22,2 |
| 4 | 113,867 | 111,41 | 110,082 | 2,309 | 11 | 35,3 | 25,4 |
| 5 | 138,986 | 136,76 | 135,542 | 2,309 | 11 | 40,2 | 28,7 |
| 6 | 163,546 | 162,984 | 160,823 | 2,309 | 11 | 40.2 | 28,7 |
Коническая дюймовая резьба — ГОСТ 6111 52
Это вид насечек, где все выступы расположены на конической поверхности по спирали. Такой вид нарезки чаще всего встречается в производстве муфт, угольников, тройников. Особенности конической нарезки:
- вершины и витки притуплены или обрезаны. Это обеспечивает лучшее прилегание и непроницаемость соединения;
- максимальный диаметр конуса равен 6 дюймов;
- основные параметры нарезки — три диаметра, ход и шаг можно найти в таблице. Ничего рассчитывать самостоятельно не придется.
Важно: коническая нарезка применяется и в случаях, когда есть следы износа, а заменить элемент пока нет возможности. Но такая мера носит временный характер. Если важна непроницаемость соединения, изношенный элемент системы нужно будет заменить, подобрав нарезку нужного размера по таблице.
Условные обозначения
На чертежах и изделиях маркировка нарезки имеет латинскую букву К (иногда можно встретить обозначение NPT). Дальнейшая расшифровка по стандарту — после буквы идет размер в дюймах, указание на правое или левое расположение витков. Кроме того, маркировка может содержать указание на внешнюю (А) или внутреннюю (В) нарезку — после размера. В конце может быть указан класс прочности (1-3) и длина свинчивания.
Коническая дюймовая резьба — ГОСТ 6111 52
Таблица размеров
| Трубный размер нарезки (дюйм) | D (внешний) (мм) | D1 (средний) (мм) | D2 (внутренний) (мм) | Количество ниток на 1 дюйм (шт) | Шаг (мм) | Высота профиля (мм) |
| 3/16 | 4,77 | 4,14 | 3,13 | 24 | 1,25 | 079 |
| 1/4 | 6,25 | 5,43 | 4,89 | 20 | 1,33 | 0,92 |
| 5/16 | 8,72 | 7,58 | 6,27 | 18 | 1,58 | 1,01 |
| 3/8 | 9,81 | 8,93 | 7,54 | 16 | 1,67 | 1,25 |
| 7/16 | 11,52 | 10,23 | 8,23 | 14 | 1,98 | 1,38 |
| 1/2 | 12,38 | 11,18 | 10,59 | 12 | 2,24 | 1,46 |
| 9/16 | 14,49 | 13,67 | 11,756 | 11 | 2,24 | 1,46 |
| 5/8 | 15,55 | 14,32 | 13,34 | 10 | 2,43 | 1,57 |
| 3/4 | 19,28 | 17,23 | 15,93 | 9 | 2,61 | 1,76 |
Метрическая коническая резьба — ГОСТ 25229 82
Треугольная нарезка, параметры которой указываются в миллиметрах (мм). Угол профиля равен 60 градусам. Здесь можно выделить два вида нарезки — с крупным и мелким размером шага. Наиболее распространен первый вариант, поскольку защищает место соединения от износа.
Метрическая коническая резьба — ГОСТ 25229 82
Условные обозначения
На первом месте стоят буквы (МК), затем идут числовые обозначения размера шага и номинального диаметра. Например: МК 24х1,5.
Таблица размеров по ГОСТ
| 1-2 ряд (D нарезки) | P (шаг) | D | D1 | D2 | L | L1 | L2 |
| 6 | 1 | 6 | 5,35 | 4,917 | 8 | 2,5 | 3 |
| 8 | 1 | 8 | 7,35 | 6,917 | 8 | 2,5 | 3 |
| 10 | 1 | 10 | 9,35 | 8,917 | 8 | 2,5 | 3 |
| 12 | 1,5 | 12 | 11,026 | 10,376 | 11 | 3,5 | 4 |
| 14 | 1,5 | 14 | 13,026 | 12,376 | 11 | 3,5 | 4 |
| 18 | 1,5 | 18 | 17,026 | 16,376 | 11 | 3,5 | 4 |
| 20 | 1,5 | 20 | 19,026 | 17,376 | 11 | 3,5 | 4 |
| 22 | 1,5 | 22 | 21,026 | 20,376 | 11 | 3,5 | 4 |
| 24 | 1,5 | 24 | 23,026 | 22,376 | 11 | 3,5 | 4 |
| 27 | 2 | 27 | 25,701 | 23,835 | 16 | 5 | 6 |
| 30 | 2 | 30 | 27,701 | 36,845 | 16 | 5 | 6 |
| 33 | 2 | 33 | 31,701 | 30,835 | 16 | 5 | 6 |
| 36 | 2 | 36 | 34,701 | 33,835 | 16 | 5 | 6 |
| 39 | 2 | 39 | 37,701 | 36,335 | 16 | 5 | 6 |
| 42 | 2 | 42 | 40,701 | 39,835 | 16 | 5 | 6 |
| 45 | 2 | 45 | 43,701 | 43,835 | 16 | 5 | 6 |
| 48 | 2 | 48 | 46,701 | 45,835 | 16 | 5 | 6 |
| 52 | 2 | 52 | 50,701 | 49,885 | 16 | 5 | 6 |
| 56 | 2 | 56 | 53,701 | 53,835 | 16 | 5 | 6 |
| 60 | 2 | 60 | 58,701 | 58,835 | 16 | 5 | 6 |
ДОПУСКИ
3.1. Осевое смещение основной плоскости D1l
2 наружной и D2
l
2 внутренней резьб (черт. 4) относительно номинального расположения не должно превышать значений, указанных в табл. 3.
Смещение основной плоскости является суммарным, включающим отклонения среднего диаметра, шага, угла наклона боковой стороны профиля и угла конуса.
3.2. Предельные отклонения среднего диаметра внутренней цилиндрической резьбы должны соответствовать указанным в табл. 3.
Черт. 4
Примечание. В основной плоскости средний диаметр имеет номинальное значение.
Таблица 3
Размеры в мм
| Обозначение размера резьбы | Смещение основной плоскости резьбы | Предельные отклонения диаметра D 2 внутренней цилиндрической резьбы | |
| ±D1l 2 | ±D2l 2 | ||
| 1/16 | 0,9 | 1,1 | ±0,071 |
| 1/8 | |||
| 1/4 | 1,3 | 1,7 | ±0,104 |
| 3/8 | |||
| 1/2 | 1,8 | 2,3 | ±0,142 |
| 3/4 | |||
| 1 | 2,3 | 2,9 | ±0,180 |
| 11/4 | |||
| 11/2 | |||
| 2 | |||
| 21/2 | 3,5 | 3,5 | ±0,217 |
| 3 | |||
| 31/2 | |||
| 4 | |||
| 5 | |||
| 6 | |||
Примечание. Предельные отклонения ±D1l
2 и ±D2
l
2 не распространяются на резьбы с длинами, меньшими указанных в табл. .
3.3. Допускается соединение наружной конической резьбы с внутренней цилиндрической резьбой класса точности А по ГОСТ 6357-81.
3.4. Рекомендуемые предельные отклонения отдельных параметров резьбы приведены в справочном приложении.
В чем основные отличия
Основные отличия видов трубной резьбы
При первичном рассмотрении кажется, что отличить один вид резьбы от другой сложно. Это не так, основные отличия заключаются в размерах, углах профиля, способе нанесения насечек и сфере применения подобного соединения.
Между трубной и дюймовой
Основное отличие — скругленные грани нарезки при одинаковом угле профиля.
Между трубной и метрической
Главное отличие — рельеф и размер резьбового гребня, впадин. В метрической применяется равносторонний треугольник (60 градусов) — все размеры одинаковы. В трубной — угол меньше (55), а размеры могут отличаться.
Другое очевидное отличие — единицы измерения. Соответственно используются миллиметры и дюймы.
Кроме того, в трубной нарезке обязательно учитывают толщину стенки изделия. Последние могут различаться в зависимости от рабочего давления, которое способно выдержать изделие и сферы его применения.
Между метрической и цилиндрической
Разница заключается в уменьшенном угле профиля (55 у цилиндрической против 60 у метрической). Кроме того, размеры указываются в разных единицах — миллиметрах и дюймах. Последняя в паре наносится на цилиндрическую поверхность.
4. ОБОЗНАЧЕНИЯ
4.1. В условное обозначение резьбы должны входить: буквы (R
— для конической наружной резьбы,
Rc
— для конической внутренней резьбы,
Rp
— для цилиндрической внутренней резьбы) и обозначение размера резьбы.
Условное обозначение для левой резьбы дополняется буквами LH.
Примеры обозначения резьбы:
наружная трубная коническая резьба 11/2: R
11/2
внутренняя трубная коническая резьба 11/2: Rc
11/2
внутренняя трубная цилиндрическая резьба 11/2: RP
11/2
левая резьба:
R
11/2
LH
;
Rc
11/2
LH
;
RP
11/2
LH.
4.2. Резьбовое соединение обозначается дробью, например, или Rc
/
R
, в числителе которой указывается буквенное обозначение внутренней резьбы, а в знаменателе — наружной резьбы, и размером резьбы.
Примеры обозначения резьбового соединения:
трубная коническая резьба (внутренняя и наружная);
; ;
внутренняя трубная цилиндрическая резьба (с допусками по настоящему стандарту) и наружная трубная коническая резьба:
; ;
внутренняя трубная цилиндрическая резьба класса точности А по ГОСТ 6357-81 и наружная трубная коническая резьба:
; .
Как определить шаг дюймовой резьбы?
Чтобы понять, соответствует ли размер шага дюймовой нарезки требованиям ГОСТ, нужно провести измерения. Понадобится шаблон и инструменты. В качестве шаблона можно использовать любой фитинг, размер шага которого точно соответствует техдокументации. Болт, размер шага нарезки которого измеряется, вкручивают в выбранный элемент. Если соединение плотное, шаг насечки соответствует требованиям ГОСТ.
Определить шаг дюймовой резьбы можно резьбомером.
Если соединение неплотное или болт не входит, измерение проводят резьбомером. Пластину плотно прикладывают к резьбе — плотное прилегание скажет о соответствии насечек тому размеру, который указан на корпусе.
Принципы нарезки
При нарезке нужно учитывать ряд особенностей:
- точность нарезания определяется параметрами отверстий: диаметр, перпендикулярность осевой линии к поверхности заготовки, длина;
- дюймовая нарезается с углом профиля 60 градусов, а метрическая — 55;
- вершины и впадины дюймовой резьбы, в отличие от метрической, имеют больше притуплений и обладают лучшей герметичностью;
- для упрощения процесса требуется сверление отверстия цилиндрическим сверлом, его подбирают по наименьшему диаметру;
- обязательно требуется снятие фаски;
- при работе инструмент нужно смазывать, чтобы не допустить перегрева;
- при нарезке производится 2 оборота вперёд, а потом 1 назад;
- усилие на режущий инструмент можно ослабить после проходки до середины расчётной длины;
- по достижении нужной длины снять плашку можно путём вращения в обратном направлении;
- перед чистовой нарезкой, нужно сделать черновую.
Конические метчики отличаются удлинённой формой заборной части и неполной резьбой, которая дополнительно выполняет калибрующую роль. В верхней части они имеют квадратное сечение, на режущей части сделаны продольные канавки для удаления стружки.
Нарезка:
- Заготовка вертикально закрепляется в тисках.
- На инструмент наносится смазка.
- Инструмент прикладывается перпендикулярно осевой линии для резки резьбы, то есть строго в горизонтальной плоскости.
- Выполняется нарезка нескольких витков.
- Проверяется правильность работ. В случае перекоса нужно убрать режущий инструмент, обстучать деталь и повторить этапы 3–4.
- Дальнейшая нарезка проводится при условии правильного расположения первых витков. Проверить можно обычным уровнем.
- Формируется резьба на необходимую длину.
- По окончании работ удаляют стружку и очищают инструмент от смазки.
Для нарезки на токарных станках применяют головки с резьбонарезными плашками. Особенностью конструкции инструмента является автоматическое раздвигание плашек в процессе работы. Благодаря этому достигается высокая точность обработки и обеспечивается оптимальная производительность.
В некоторых случаях применяют накатные ролики. Точность нарезки ниже, чем в случае применения головок, а сложность работ выше.
Для настройки токарного станка достаточно выставить низкие обороты вращения шпинделя и связать с ними смещение суппорта. Правило настройки: один оборот шпинделя должен соответствовать перемещению суппорта на расстояние шага резьбы.
На токарно-винторезных станках выполнить настройку просто, поскольку доступно много комбинаций сцепления на коробке передач. При необходимости возможна нарезка резьбовых канавок нестандартных размеров.