Точильные камни – многофункциональные инструменты, они нужны для ремонта, правки и заточки приспособлений, которые имеют режущую кромку. Они превосходно справляются с такой задачей, как заточка, так как сила и интенсивность ручной обработки подбираются самостоятельно, в отличие от электрических станков, которые работают на высоких оборотах и из-за небольшой ошибки могут испортить всё изделие. Ещё одним достоинством брусков будут их скромные габариты, благодаря чему любой турист, рыбак или охотник может иметь их при себе.
Камни для заточки ножей.
Классификации точильных камней
Первые камни для заточки применялись человеком ещё в древности. Например, чтобы восстановить режущие свойства своих кос, крестьяне пользовались специальными брусками, называемыми осёлками.
Более-менее современный вид заточный камень приобрёл во времена СССР, когда на него стали наносится специальные маркировки. Вынужденно это было подгоном всех производимых изделий под общие стандарты.
Бруски того времени имели следующие данные:
- клеймо производителя;
- тип изделия;
- размеры;
- зернистость;
- материал изготовления;
- технические свойства;
- класс точности;
- ГОСТ-стандарт.
По своему виду происхождения точильные камни подразделяются на 2 группы:
- натуральные;
- искусственные.
Натуральные точильные бруски
Рудники природных абразивов можно найти в Бельгии, Германии, Турции, Японии, США.
Из арканзасского камня
Широкое распространение получил новакулит из штата Арканзас. Это однородный минерал белого цвета, обладающий желтоватым или голубоватым оттенком. Особенность кварца заключается в структуре: он на 99,5% состоит из оксида кремния.
Условия формирования пластов определили характеристики и размеры материала и позволили выделить следующие типы фракций: твердые, средние, мягкие. Основной вид новакулита имеет мелкозернистую структуру в пределах 1-6 микрон, при этом каждая фракция напоминает зубец и их границы врастают друг в друга, формируя прочное точильное покрытие.
Точильник для ножей из арканзасского камня.
Разновидности арканзасского абразива характеризуются меньшей твердостью, что объясняется более крупным зерном и большей пористостью минералов.
В ходе добычи часто обнаруживают камень вашита черного, бурого или серого цвета. По прочности он уступает мягкому арканзасу, но остается востребованным из-за низкой цены.
Из японского водного камня
Для изготовления натуральных точил используются также японские водные камни, которые на протяжении нескольких веков добывают в окрестностях Киото. Главное их достоинство — быстрая, мягкая заточка инструмента до бритвенной остроты.
Перед работой изделия замачивают в воде на 5-30 минут, пока из них не перестанут выделяться пузырьки воздуха. Это необходимо для того, чтобы поры инструмента не забивались металлической пылью. Крупнозернистые камни для заточки ножей замачиваются 5 минут, мелкозернистые нужно держать в воде не менее 15 минут.
К недостаткам абразива можно отнести:
- высокую стоимость;
- необходимость постоянной смазки;
- быстрое стачивание, требующее регулярного выравнивания.
На пластину из мрамора или стекла укладывают наждачную бумагу, а затем начинают аккуратно стачивать камень.
Синтетические камни
Искусственные бруски для заточки ножей изготавливаются из частиц карбида кремния или электрокорунда, спаянных со связующим материалом путем воздействия давления и высоких температур. Среди других видов оселков они выделяются низкой ценой и доступностью, но быстро стираются.
Бруски из водного камня синтетического происхождения.
Сочетание калибровки зерна и качества связующей субстанции служит показателем надежности изделия. Недорогие шлифовальные модели имеют неоднородную поверхность зерен и низкое качество связующего вещества, поэтому быстро теряют внешний вид, требуя частого выравнивания.
Инструменты со средним зерном стачиваются медленно, образцы с мелкозернистой структурой практически не изнашиваются, но быстро покрываются частицами металла. Поэтому после шлифовки такие камни ополаскивают мыльной водой.
Водные камни синтетического происхождения получают из карбидов и оксидов кремния, хрома, алюминия. Основным требованием, которое предъявляется к технологии их изготовления, остается тщательное просеивание базовых элементов. Содержание в структуре частиц разной величины влияет на качество точильных камней.
В качестве связующего вещества применяют керамические или бакелитовые элементы, которые отличаются по степени твердости готового продукта.
Использование дорогого сырья повышает себестоимость водных абразивов. Она выше, чем у искусственных аналогов, но ниже, чем у природных инструментов.
Алмазные бруски
Изделия являются полным аналогом камней, имеют различную конфигурацию и размер зерен, что дает возможность применения в различных бытовых ситуациях. Чаще всего алмазный камень продается на подставках либо в виде узких брусков.
Алмазные бруски имеют разную конфигурацию и размер.
Главным достоинством является высокая скорость заточки, поэтому при обработке можно использовать специальные держатели, которые не позволят испортить нож. Для того чтобы сделать лезвие острее, нож шлифуют повторно абразивом из другого материала.
Высокая эффективность точильных камней с напылением позволяет сократить длину изделия в 1,5 раза, чем объясняется востребованность карманных алмазных точилок.
Поверхность оселка для ножей изнашивается медленно, при этом даже утративший абразивные свойства фрагмент остается плоским.
Керамические бруски
Изделия сочетают в себе достоинства природных абразивов и прочность алмазных брусков. Изготавливают их из материала, который имеет много общего с керамикой для микросхем. Чаще всего подобные виды камней используются только для правки, доводки ножей. При работе их не смачивают, а после применения опускают в воду для промывки. Форма керамических камней позволяет затачивать не только ножи, но и рыболовные снасти (иглы, крючки).
Зернистость заточных камней
Сразу отметить, что даже любительская заточка на камнях – дело далеко не простое. У тех, кто ни разу не пользовался подобными абразивами, могут возникнуть определённые сложности в самом начале пути – выборе «инструмента». Какая необходима зернистость камня для заточки ножей? Постараемся полностью раскрыть эту тему, разложив всё по полочкам.
Самый первый вопрос, ответ на который поможет подобрать правильный камень для ножей, касается как раз зернистости, её ещё называют гритность. От величины данного параметра напрямую зависит агрессивность воздействия на металл.
Крупные зёрна оставляют на поверхности глубокие сколы и выемки, что является недопустимым. Идеальной работой считается ровная, острая, зеркальная режущая кромка без каких-либо дефектов. Именно поэтому крупные зёрна применяются только для работ с заготовками, то есть обрабатывают только что выкованный клинок, или для восстановления. Мелкие зёрна отвечают за шлифовку и конечную полировку. Правда работа с этим камнем занимает на порядок больше времени, но результат того стоит. Средним зерном происходит затачивание, если лезвие слегка затупилось.
В своём комплекте желательно иметь минимум, если вы точите нечасто или только учитесь, три двухсторонних камня: с очень мелким зерном, средним и крупным. Работать стоит, переходя от крупного к мелкому.
Водные камни для заточки ножей различной зернистости.
Таблица зернистости и шероховатости
В данной таблице собрана вся необходимая информация, которая поможет разобраться с различными видами камней: маркировка, зернистость, шероховатость и назначение.
| Класс | Средний размер зерна, мкм. | Grit | Россия | Назначение | ||
| Япония (водники) | США | Германия | Гост 9206-81 (алмазы) | |||
| 14 | 0,025 | — | — | 0,1/0 | Правка и полировка, суперфиниш | |
| 14 | 0,05 | — | — | |||
| 13 | 0,07 | 200,000 | — | |||
| 13 | 0,1 | — | — | |||
| 12 | 0,15 | 100,000 | — | 0,3/0 | ||
| 12 | 0,25 | 60,000 | 100,000 | |||
| 11 | 0,49 | 30,000 | 60,000 | 1/0,5 | ||
| 10 | 0,74 | 20,000 | 20,000 | |||
| 10 | 0,91 | 16,000 | 16,000 | |||
| 9 | 1 | 15,000 | 14,000 | 1/0 | ||
| 9 | 1,5 | 10,000 | 10,000 | 2/1 | ||
| 9 | 2 | 8,000 | — | F 1500 | ||
| 8 | 3 | 5,000 | 8,000 | F 1200 | 3/2 | |
| 7 | 5 | 3,000 | 4,500 | — | 5/3 | |
| 7 | 5,3 | — | — | — | 7/5 | |
| 7 | 7 | — | — | — | ||
| 7 | 8,5 | 1,800 | P 2500 | — | 10/7 | |
| 6 | 10 | 1,500 | — | F 600 | Удаление следов шлифовки, чистовая заточка и доводка | |
| 6 | 15 | 1,000 | P 1200 | — | 20/14 | |
| 6 | 18 | 800 | P 1000 | F 400 | ||
| 5 | 20 | — | — | — | ||
| 5 | 26 | 600 | P 600 | — | 28/20 | |
| 4 | 30 | 500 | P 500 | F 320 | 40/28 | Удаление следов обдирочных операций, шлифовка |
| 4 | 35 | 400 | P 400 | — | ||
| 4 | 46 | 320 | P 320 | F 240 | 60/40 | |
| 3 | 53 | 280 | P 280 | F 230 | ||
| 3 | 68 | 240 | P 220 | F 180 | 80/63 | |
| 3 | 82 | — | P 180 | F 150 | ||
| 2 | 100 | — | P 150 | — | 125/100 | Обдирочные операции, интенсивный съём металла |
| 2 | 136 | 120 | — | — | — | |
| 1 | 260 | — | P 60 | F 60 | — | |
Как пользоваться мусатом
Править с помощью мусата можно разными способами, меняя расположение ножа и инструмента. Существует 2 классические техники: на весу или с опорой на поверхность. В обоих случаях осуществляется обработка кромки с двух сторон лезвия попеременно. Также меняется расположение режущей кромки вниз или вверх.
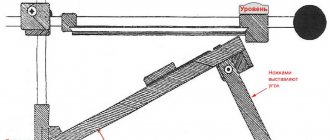
Важно правильно точить нож мусатом: клинок должен быть расположен по отношению к стержню под углом до 20-30 градусов. Скольжение на одном уровне менее эффективно, чем перемещение рабочей части ножа по всей длине стержня.
In midair
Способ предполагает расположение инструмента на весу. Алгоритм действий выглядит следующим образом:
- Одной рукой удерживается мусат в горизонтальном положении.
- В другой руке находится нож. Клинок (от рукоятки) прикладывается острием вверх к концу стержня.
- При смещении кисти вниз лезвие опускается, скользит по стержню в сторону его основания (от рукоятки к кончику). Двигаться должна только кисть, т.к. при перемещении ножа возрастает вероятность травмирования смещающимся кончиком.
- Рука, удерживающая мусат, не двигается.
Более безопасно расположение мусата немного вниз (от себя). В этом случае лезвие прикладывается от рукоятки к основанию стержня у гарды. Нож опускается так, чтобы его режущая часть скользила по мусату по всей длине к кончику. Риск порезаться минимален, т.к. движение направлено в сторону от руки с инструментом.
Положение «In midair» предполагает, что работа с мусатом ведётся на весу без дополнительной опоры.
Calmly
Предполагается наличие опоры, на которой вертикально удерживается мусат рукояткой вверх.
Правка осуществляется по следующему алгоритму:
- Рабочая часть ножа прикладывается основанием у рукоятки под гарду мусата. Рекомендуемый угол — 10-15°.
- Рука с ножом отводится назад, при этом лезвие скользит вниз по стержню, смещаясь к кончику. Движения напоминают срезание коры с ветви.
Это безопасный способ, нанесение травмы клинком практически невозможно. В качестве опоры важно выбирать поверхности, которые не скользят.
Главные критерии при выборе камня
Перед покупкой инструмента необходимо:
- Выбрать материал абразива. В быту чаще используют керамические изделия, например брусок в форме лодочки. Часто встречается двухстороннее точило с грубой и гладкой поверхностью. Алмазные бруски редко используются при профессиональной заточке кухонных ножей. Высокая цена ограничивает распространение натуральных абразивов.
- Обратить внимание на зернистость. При заточке используют бруски зернистостью 600-800 единиц. Для полировки кромки применяются бруски маркировки 1500-2000. Бруски зернистостью более 2000 предназначены для профессиональной работы.
- Учесть сферу использования. Размер бруска должен превышать длину лезвия в 1,5-2 раза.
Камни для заточки ножей российского производства
Список востребованных точильных камней российского производства включает продукцию компаний:
- «Гриталон». Под этим брендом выпускаются синтетические изделия для электрических точилок и ручной заточки. Базовым материалом для абразивов является карбид кремния.
- «Петроград». Зернистость изготовленных камней соответствует японскому стандарту JIS-2017.
- Grinderman. Выпуск налажен в Санкт-Петербурге под руководством Андрея Петрова. Компания производит и реализует заточные бруски и средства их обслуживания.
К востребованным зарубежным брендам относят Metabo, Samura, YOSHIKIN, Dan’s, Lansky.
Что представляет собой шлифовальный круг
Является абразивным инструментом для обработки изделий как на стационарных станках, так и при помощи ручного инструмента. Существует несколько параметров, по которым можно классифицировать шлифовочные круги.
Для их изготовления может использоваться:
- карбид кремния;
- алмаз искусственного либо природного происхождения;
- электрокорунд;
- эльбор.
В зависимости от размеров зерна диски различаются по своему назначению. Между зернами расположен клеящий и заполняющий состав – связка, придающий ему абразивные свойства за счет пор. Абразив снимает частицы с обрабатываемого материала.
Некоторые диски обрабатываются специальными импрегнированными пропитками, чтобы уменьшить температуру при шлифовке.