Любой режущий инструмент имеет свойство затупляться в процессе эксплуатации. Это касается и твердосплавных пильных дисков, которые необходимо регулярно затачивать, для того чтобы распиловка дерева происходила быстро и качественно.
Самый простой способ затачивания зубьев на дисковой пиле — это использование обычного напильника. Но при работе своими руками, над приведением режущего инструмента в рабочее состояние, возникает много сложностей, с которыми может справиться только хороший специалист, имеющий достаточно большой опыт. Гораздо проще, быстрее и эффективнее использовать для этой операции самодельный станок для заточки дисковых пил или заточной станок для дисковых ножей.
Станок для заточки дисковых пил Монолит ТД1-600
Если есть самодельный электрический заточной станок для дисковых пил, не зависимо от того заводской это инструмент или самодельный, следует знать основные принципы использования такого оборудования. Особенно, когда есть необходимость в заточке зубьев пильных дисков, которые имеют разную геометрию и углы затачивания.
Станок
Станок для заточки дисковых пил – это не одно какое-то устройство. Так можно назвать большую группу оборудования и инструментов специального назначения.
– Автоматические. Весть процесс заточки полностью механизирован и нет необходимости в участии человека. Такие аппараты применяются в производственных целях.
– Ручные. Это могут быть любые приспособления и инструменты для заточки ручным методом. Производительность такого оборудования гораздо ниже автоматов. Такой вид нашел применение в кустарных мастерских для бытовых нужд.
Оборудование такого рода в широком ассортименте представлено в продаже, отличаться аппараты могут функциями, мощностью и ценой. Ручной станок для заточки дисковых пил, цена которого будет значительно ниже (порядка 20 тысяч рублей), можно изготовить самостоятельно. Оборудование состоит из плотна и пластин из твердых сплавов, которые служат резцами.
Пластины для них изготавливают из сплавов различного состава.
Различия в зубьях пластин
Зуб твердых сплавов имеет основные четыре плоскости для работы: переднюю, заднюю и боковые (вспомогательные). Когда плоскости пересекаются между собой, образуются режущие кромки: главная и пара вспомогательных.
Форма зубьев бывает следующей:
– Прямая. Применение такой формы будет оправдано, когда требуется продольный распил быстрый по времени и не обязательный по качеству.
– Косая или скошенная. Угол наклона задней формы при этом может быть правым или левым, они чередуются между собой. Такая конфигурация больше всего распространена. Различные по размеру заточки служат для работы с разными материалами в любых направлениях.
– Трапециевидная. У этого зуба медленнее затупляются кромки, чем у скошенного. Чередуют его с прямым. При этом черновой распил происходил более длинным трапециевидным, а чистовой – коротким прямым.
– Коническая. Такая форма зубьев выполняет черновой распил нижнего края досок, при этом верхний уберегается от сколов. В основном передняя грань такого элемента плоская. Но если сделать ее вогнутой, то возможно применять данный аппарат для поперечного распила в чистовом варианте.
Читать также: Обозначение контактора на однолинейной схеме
Предназначение
В процессе обработки заготовок дисковые пилы могут затупляться и вызывать следующие негативные последствия:
- повышенные нагрузки на электродвигатель;
- неравномерная линия распила, повреждения на торцах деталей;
- увеличенное время распиливания заготовок.
При относительно небольшом износе режущих кромок и профиля зубцов достаточно выполнить затачивание. Решение задачи следующее:
- использовать ручной инструмент;
- выполнить работы на заточном станке для дисков.
Первый вариант является сложным в реализации и требует навыков проведения подобных работ. Он весьма трудозатратный, занимает много времени, требует тщательного подбора ручных инструментов под каждый вид дисковых пил.
Станочная заточка значительно проще в реализации, поскольку требует лишь подбора точильного круга, точной установки угла заточки. Скорость обработки высокая, поэтому данный способ востребован в промышленных и частных сферах.
Углы заточки
Основными углами являются те, которые определены формой зубьев. Это передний и задний, а также скос по передней и задней плоскостям.
Для продольного распила переднего угла рекомендуют устанавливать градус в пределах от 15 до 25. Для поперечного – 5-10 градусов. Для универсальных пил обоих сечений правильнее выбрать усредненное значение, равное 15 градусам.
Размер угла определяется также твердостью материала распила.
Купить станок для заточки твердосплавных дисковых пил можно по стоимости от 15 000 рублей. Можно раскошелиться и на более дорогие устройства. Например, PP-480Z будет стоить своему владельцу 280 000 рублей. Цены варьируются и зависят от назначения устройства, его функций, мощности и производительности. Для небольшой мастерской или домашнего использования можно приобрести станок для заточки дисковых пил JMY8-70. Его стоимость – в пределах 18 000 рублей.
Как понять, что пора точить дисковую пилу
Заточку дисковой пилы следует осуществлять только при возникновении в этом соответствующей необходимости. Распознать наступление такого момента можно по двум четким признакам. В особенности, проведение срочного затачивания дисковой пилы по дереву необходимо:
- При регулярном возникновении сильного нагрева на предохранительном кожухе пилы в области электродвигателя. В некоторых случаях при таком повышении температурных показателей под кожухом выделяется дым.
- При сильном надавливании на инструмент для получения хорошего распила в процессе обработки материала.
- Если появляются темные отметины, следы нагара на древесине и характерный запах горелого дерева. Это возникает в следствие того, что зубцы пил затуплены.
Правила заточки
Главный износ зубьев пилы происходит на верхней кромке, которая непосредственно участвует в резке. Ее округление может составлять 0,3 мм. Изменяется раньше остальных центральная грань.
– Нельзя допускать того, чтобы износ пилы был значительным. Кромка может быть скруглена не выше, чем на 0,2 мм. Точить пилу, затупленную больше этого значения, тяжелее. На это потребуется больше времени, чем для инструмента с нормальным износом. Степень износа определяется или по виду распила, или по зубьям.
– Нельзя забывать о том, какое количество производимых заточек максимально возможно. Это значение расположено в пределах 30-35 раз. Для достижения такого результата проводят обработку сразу обеих поверхностей.
– Перед началом работы следует очистить рабочий диск от загрязнений, а также замерить углы наклона. Подготовка к заточке ведется с передней части зуба. Слой металла, который может быть снят, составляет 0,20 мм.
– Если при заточке используются абразивные алмазные круги, то их нужно охлаждать жидкостью специального состава (СОЖ). Для лучшего качества и снижения удельного веса лучше подобрать круг высокой зернистости.
– Нельзя допускать зазубрин и неровностей, даже если это самодельный станок для заточки дисковых пил. Они могут привести к несвоевременному выходу из работы и крошению металла.
Технические характеристики
Станки для затачивания пильных дисков имеют следующие технические характеристики:
- диаметры используемых точильных кругов — от 100 до 480 мм;
- мощность электродвигателей — до 380 Вт;
- допуск по диаметрам обрабатываемых пил — от 65 до 630 мм;
- диаметры крепёжных отверстий для установки затачиваемого круга — от 12,7 до 32 мм;
- максимальная толщина снимаемого слоя для одного зуба составляет — до 0,2 мм за одну проходку;
- тип питания — одно- или трёхфазная сеть;
- тип передачи от вала двигателя к закреплённому точильному кругу — ременная или шестерная;
- диапазон углов заточки — от 00 до 300;
- частота вращения вала двигателя — до 2900 об./мин.;
- возможность заточки следующих профилей зубцов — прямого, скошенного, трапециевидного, конического.
Регулировка станков выполняются достаточно просто, важно знать только правильные углы заточки. В справочниках или технических характеристиках в прилагаемой документации можно узнать их точные значения.
Правильные углы заточки
Кустарный
Провести заточку самостоятельно большого труда не составит. Особенно если есть необходимо оборудование. А если нет, то можно смастерить его своими руками. Изготовить станок для заточки дисковых пил, цена которого только порадует, можно из несложных деталей. Для этого понадобятся следующие основные элементы:
Круг закрепляется на двигателе, дисковое полотно – на суппорте, винты при этом будут обеспечивать движение заготовки по оси круга, что обеспечит нужный угол.
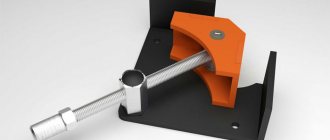
Основной задачей для такого элемента, как станок для заточки дисковых пил, является их фиксация в требуемом положении относительно круга. Необходимо это для точного соблюдения углов, этого может обеспечить подставка, крепящаяся на раме станка в одной плоскости с кругом.
При расположении диска на подставке, зубья должны быть перпендикулярны плоскости пильного станка.
Дисковая пила и средства ее заточки
Подточить дисковую пилу можно кругом из кремния, эльбора или алмаза. Выбор материала круга зависит от того, из чего сделаны зубья пилы.
ВАЖНО ЗНАТЬ: Сборка листогибочного станка своими руками
Если режущий диск пилы стальной, то его хорошо точить с помощью эльборовых кругов. Но когда ряд зубьев создан из твердого сплава, его лучше подтачивает кремниевый или алмазный круг.
Твердосплавные резцы точатся со скоростью круга порядка 18 метров в секунду.
Значит, если применяется алмазный круг диаметром 12,5 см, двигатель должен совершать более 1500 оборотов в минуту. Менее твердые сплавы подтачиваются медленнее.
Подтачивая диск пилы на станке, можно изменять положение дисков пилы относительно заточного круга несколькими методами.
Иногда достаточно перемещать только диск пилы, порой – лишь двигатель с кругом. Но в некоторых случаях нужно синхронно перемещать и пилу, и алмазный круг.
Заточных станков большое разнообразие, они имеют различные функции. Станки по высокой цене оснащены специальной программой, руководящей автоматическим режимом работы без контроля персонала.
Простые модели стоят дешевле. Они требуют участия рабочего, который должен зафиксировать пилу так, чтобы она была под нужным углом заточки.
Видео:
Все дальнейшие операции также проводятся своими руками. Надо будет поворачивать пилу вокруг своей оси, подавать ее на шлифование и наблюдать за тем, сколько металла убирается с каждого зубца.
Оттого работать на простом станке лучше дома, когда нужно время от времени подтачивать затупившиеся резцы пилы.
Самое элементарное приспособление для заточки дисков пилы включает в свою систему два главных узла. Эти узлы – двигатель, оснащенный кругом, и суппорт, куда помещается сама пила.
Кроме этого, станок имеет поворотный механизм, который меняет угол наклона пилящего полотна. Винт данной системы обеспечивает смещение пилы вдоль оси точащего круга.
Эта операция устанавливает нужное значение для угла заточки спереди.
Еще винт помогает установить в требуемом положении ограничитель, не позволяя кругу слишком глубоко входить в пространство между зубьями.
Эксплуатация
Перед началом самостоятельного изготовления данного агрегата, нужно продумать чертежи станка для заточки дисковых пил. Их можно рассчитать своими силами, а можно обратиться к профессионалу. В любом случае, чтобы понять все тонкости будущего устройства, без предварительного бумажного варианта не обойтись. Если есть необходимые познания, то можно справиться, не обращаясь к мастеру.
Станок для заточки дисковых пил, своими руками созданный, имеет большое преимущество в отношении цены перед заводским агрегатом. Также он не требует владения специальными навыками для работы.
Принципы выбора
Станочное оборудование для пильных дисков необходимо выбирать на основе следующих принципов:
- функциональных и технических характеристик станков;
- допустимых диаметров устанавливаемых кругов для заточки;
- точности, диапазона выставления угла точения;
- мощности электродвигателя;
- габаритов, массы оборудования;
- производителя, предоставляемых сроков гарантийного и сервисного обслуживаний;
- уровня автоматизации;
- ремонтопригодности оборудования;
- соответствие станков нормам безопасности при заточке.
Преимущества и недостатки
Преимуществами станков для заточки дисковых пил являются:
- высокая скорость затачивания;
- равномерная заточка, точность обработки;
- регулировка угла точения;
- простота настройки, обслуживания оборудования;
- не требуется наличие опыта проведения подобного вида работ;
- контроль надавливания на точильный круг.
Станок для точения можно собрать своими руками. Для этого допускается использовать недорогие комплектующие и подручные материалы. Конструкция достаточно простая, поэтому для её сборки потребуется минимум инструментов.
Недостаток — необходимость использования набора точильных кругов, которые нужно переставлять в зависимости от особенностей профиля режущих кромок. Необходимы точильные круги со следующими параметрами:
- толщина — от 16 до 40 мм;
- диаметр — от 100 до 250 мм (промышленные варианты до 650 мм).
Производители и стоимость
Производством станков для заточки занимаются следующие производители:
- Kaindl (Германия);
- WTG (Китай);
- ABM (Турция);
- LAKFAM (Польша);
- Griggio (Италия);
- ООО «Камский Берег» (Россия);
- ЗАО «Липецкое станкостроительное предприятие» (Россия);
- ОАО «Астраханский станкостроительный завод» (Россия).
Стоимость точильного оборудования по России:
- промышленный полуавтоматический — от 588 тыс. руб.;
- компактный с ручной настройкой — от 17 тыс. руб.;
- автоматический промышленный — от 2,683 млн. руб.
Компактный станок для заточки дисков
Заточка без станка
Наточить пилу можно дома без помощи станка. Но не стоит при этом держать ее вручную, проводя заточку на шлифовальном круге. Для правильности работы усилия рук будет недостаточно, и глазомер не сможет выверить нужный угол. Для упрощения задачи можно воспользоваться каким-либо устройством фиксации, для такой цели пригодится обычная плоская поставка. Ось заточного диска при этом должна совпадать с поверхностью подставки. А круг, в свою очередь, должен размещаться перпендикулярно пиле. При необходимости сделать углы конструкцию делают подвижной с помощью шарниров. Но тут возникает трудность в соблюдении одинаковой величины угла передней и задней заточки. Избежать этого поможет жесткая фиксация пильного круга в отношении абразивного диска. Это можно сделать при помощи оправочного паза или крепления упоров в подставке, которые позволят закрепить угол.
Виды зубьев
Основным режущим элементом диска являются зубья. Изготавливаются они из твердосплавного материала. Состоит зуб из четерех сторон: передней, задней и двух боковых. Также из главной режущей кромки и двух дополнительных.
Зубья, требующие заточки, подразделяются на:
- Прямые. Применяются для продольного распиливания полотна.
- Скошенные. Имеют угловой обрез на задней плоскости зуба. Могут нарезать не только дерево, но и пластмассы или ДСП.
- Трапециевидные. В сечении режущая плоскость имеет форму трапеции. Благодаря этому их можно реже точить.
- Конические. Имеют вид конуса.
Форма зубьев диска
Согласно ГОСТу, любой твердосплавный зуб дисковой пилы должен иметь четыре рабочих плоскости (переднюю, заднюю и две боковые) и три режущих кромки (одна основная плюс две вспомогательных). Но при этом форма зубьев у циркулярок всё равно может быть разной:
- прямой;
- косой;
- трапециевидной;
- конической.
Выбирать тот или иной вариант следует в соответствии с задачами, которые стоят перед мастером.
Обратите внимание! Чтобы правильно заточить инструмент, мастер должен определить форму зубьев, а также материал, из которого сделана сама пила и её режущие элементы.
Циркулярку с прямыми зубьями лучше всего использовать для продольного распиливания дерева, когда высокое качество не требуется.
Косые зубья на дисковой пиле характеризуются тем, что имеют скошенную заднюю (а порой и переднюю) плоскость и чередующийся угол наклона (то вправо, то влево).
Пилы данного формата считаются самыми распространёнными. Они используются для пиления изделий из дерева в поперечном и в продольном направлении. Кроме того, такая конфигурация зубьев удобна для подрезки материалов с двухсторонним ламинированием —не образуется сколов по краям линии пропила.
Зубья в виде трапеции способны долго сохранять первоначальную остроту. На многих моделях дисковых пил они часто чередуются с уже описанными прямыми зубьями. Трапециевидные всегда выше — по этому признаку их и можно вычислить. Важно понимать, что трапециевидные зубцы играют основную роль при черновом пилении дерева, а прямые — при чистовом.
Что касается зубьев конической формы, то их актуально использовать при некоторых вспомогательных операциях. Допустим, когда слой ламината надо предварительно немного надрезать, чтобы в дальнейшем при пилении не появлялись осколки.
Углы заточки
У циркулярной пилы имеются четыре угла, которые после притупления необходимо заточить. Это передний и задний углы. Также углы среза, образованные передней и задней поверхностями.
В зависимости от направления пиления их нужно правильно наточить. При продольной резке величина переднего угла составляет интервал 15−25 градусов. В случае поперечного распиливания заточный угол уменьшается до 5−10 градусов. Если требуются распилы универсальные, то зуб затачивается под углом 15 градусов.
Важное влияние на величину угла имеет плотность материала. Чем она ниже, тем зуб требуется острее. Если обрабатываемый материал — пластмасса, то угол может быть и отрицательный.
Заточка циркулярных пил с победитовыми напайками
Углы заточки дисковых пил с твердосплавными напайками выдержать непросто потому, что на зуб нанесен победит. Этот сплав крепится с помощью пайки. Геометрия режущей части сложная, а параметры заточки требуют точной выдержки.
Работы проводятся при сглаживании режущей кромки до радиуса 0,3 мм. Большего значения допускать не следует.
Рекомендации по заточке:
- Затачивание ведется передней и задней плоскости зуба. Если работы проводить правильно, то общее количество заточек до полного износа полотна составит 30 раз.
- Начинать работу следует с передней плоскости.
- Та часть зуба, которая имеет напайку, должна плотно прилегать к абразивному кругу.
- Время точения составляет от 3 до 5 секунд. Дольше нельзя. Это приводит к излишнему разогреву металла. Происходит его перекаливание и отпуск со снижением твердости.
- Толщина стачиваемого материала в районе 0,15 м.
Принцип и угол заточки дисков для циркулярной пилы
Рабочая часть циркулярной пилы затачивается на 4 главных углах заточки. Они относятся к основным техническим параметрам режущего диска, также как и тип формы режущих зубьев.
Стоит отметить, что все зубья циркулярной пилы характеризуются передними (γ), задними (α) углами, а также углом среза передней и задней поверхности (ε1 и ε2). Значение каждого указанного угла должно соответствовать назначению распиливающих устройств, распиливаемых материалов и направлению пиления.
В особенности, пила для продольного распила затачивается под довольно большими передними углами (15° — 25°).
Показатели заточек передних углов для поперечных видов пропила находятся в пределе 5° — 10°. Универсальные варианты, применяемые для обработки материалов по всем видам направления, стандартно затачивают под 15°.
При этом на значение указанного угла также оказывает влияние то факт, какой твердостью обладают разрезаемые объекты. Их величина имеет строгую зависимость: при большей твердости материала, который подвергается распилу, режущие зубья должны быть менее заострены.
Согласно главного принципа заточки зубьев на твердосплавном пильном диске важно учитывать, что при длительных эксплуатация самые значительные процессы износа происходят на верхних режущих кромках. В итоге при интенсивном использовании их линии могут округляться до 0,3 мм и больше. Касательно плоскостей зубьев стоит отметить, что наибольший износ происходит на передних поверхностях.
При правильном затачивании режущего элемента должны обеспечиваться такие формы режущих кромок, при которых радиус их скруглений не будет превышать значения в 0,2 мм. В связи с этим рекомендуется выполнять параллельное стачивание металла на передних и задних плоскостях зубьев. Применение такого способа считается наиболее целесообразным. Можно выполнять заточку только одной передней плоскости, но в таких случаях на выполнение данной операции требуется больше временных затрат. Кроме того, произойдет более быстрое стачивание зубьев, поскольку возникает необходимость в стачивании большего слоя металла с передних поверхностей.
Стандартный слой для стачивания металла является значение в 0,05-0,15 мм.
Применение станка
Простейший станок для работы в домашних условиях представляет собой двигатель с абразивом. Круги могут быть алмазные, эльборовые или из карбида кремния.
Удержать полотно в определенном положении относительно абразива сложно. Нужно воспользоваться приспособлениями. Это может быть горизонтальная подставка или фиксирующее устройство, где верхняя плоскость должна совпадать с осью абразива.
Затачиваемый зуб располагается на плоскости так, чтобы быть перпендикулярным к полотну. После включения двигателя полотно подводится к кругу и прижимается к нему зубом. Слой снимаемого металла регулируется силой прижатия. Закончив работу с одним зубом, таким же методом подводится следующий. И так по кругу до конца.
С целью универсализации подставка модернизируется. Передняя часть делается подвижной, а в заднюю вкручивается пара болтов. С их помощью можно регулировать наклон полотна. Появляется возможность затачивать переднюю и заднюю плоскость косого зуба.
Остается проблема одинакового выдерживания углов передней и задней заточки. Для этого необходимо зафиксировать полотно относительно центра абразивного круга. Для этого диск вставляется в специальную оправку, а в подставке делается под нее паз. Необходимый угол заточки выдерживается за счет передвижения оправки по пазу. Если диаметр дисков будет разный, то должна быть обеспечена возможность передвижения двигателя или подставки с пазом.
Другой способ — это установка упоров, которые будут фиксировать нужное положение диска.
Как станком заточить диск
Для восстановления целостности режущих дисков используется два способа — это ручной и автоматизированный. Ручным методом выполнять процедуру не только сложно, но еще и требуется много времени. Именно поэтому имеет смысл купить заточной станок для пильных дисков или же изготовить устройство самостоятельно.
Простым приспособлением для заточки пильных дисков считается точило или наждачный станок, на валу которого нужно закрепить специальный круг — алмазный, эльборовый, а также из напыления карбида кремния. Сложность реализации процесса в том, что затачиваемую оснастку необходимо зафиксировать в неподвижном положении, поэтому держать диск в руках при его заточке не рекомендуется. Это не только опасно, но еще и способствует снижению качества заточки.
Это интересно!
Перед тем, как приступать к реализации работ, необходимо очистить поверхность затачиваемой оснастки от нагара. Для этого можно использовать керосин, солярку или промышленные очистители. Если не произвести очистку, то производительность насадки удастся восстановить до 75%-80%.
Инструкция по правильной заточке режущих дисков для циркулярных пил:
- Каждый зуб, который подвергается заточке, должен располагаться перпендикулярно к полотну
- Принцип заточки заключается в том, что к вращающемуся полотну (алмазному кругу), необходимо подводить каждый зуб диска
- От величины усилия прижима зависит количество снимаемого слоя металла. Чем больше износ или стертость зубьев, тем сильнее следует прижимать оснастку к полотну
- Аналогичным способом выполняется процедура для каждого звена
Чтобы выполнять заточку дисков от циркулярных пил, для этого не обязательно покупать специальное оборудование. К домашнему точильному станку нужно приделать стойку, которая состоит из неподвижной и подвижной части, а также крепление. При помощи такого приспособления можно легко и быстро выполнять затачивание в домашних условиях.
Задача усложняется, когда необходимо выдержать соответствующий угол затачивания. Чтобы модернизировать и расширить функционал установки, понадобится изготовить регулятор наклона подвижной подставки. В качестве регуляторов используются болты с гайками, за счет которых можно выставить необходимый угол наклона подставки.
Подвижная подставка представляет собой квадратную рамку, в центре которой располагается фиксатор для установки диска. Фиксатор имеет одинаковый диаметр с затачиваемой оснасткой. В подставке делается паз, через который выполняется выдерживание необходимого угла заточки. Производить работы по затачиванию не трудно, поэтому при частых работах с обработкой древесины циркулярной пилой, изготовить заточной станок необходимо обязательно.
Это интересно!
Выполнять работы по затачиванию автоматизированным способом намного быстрее и проще, однако для этого понадобится специальное оборудование. Ручной способ в этом плане не требует никакого оборудования, кроме напильника.