Таблица болтов с шагом резьбы для болтов, гаек, винтов и резьбовых шпилек.
Как определить размер резьбы без резьбомера, читайте в нашей специальной статье.
| Диаметр резьбы | Шаг резьбы, мм | |||
| Шаг основной резьбы, мм / Диаметр отверстия под резьбу, мм | Шаг мелкой резьбы, мм / Диаметр отверстия под резьбу, мм | |||
| Мелкая | Мелкая 2 | Супермелкая | ||
| М 1 | 0.25 / 0.75 | (0.2) / 0.8 | — | — |
| М 1.2 | 0.25 / 0.95 | (0.2) / 1 | — | — |
| M 1.4 | 0.3 / 0.9 | (0.2) / 1.2 | — | — |
| M 1.6 | 0.35 / 1.2 | (0.2) / 1.4 | — | — |
| M 1.8 | 0.35 / 1.5 | (0.2) / 1.6 | — | — |
| M 2 | 0.4 / 1.6 | (0.25) / 1.75 | — | — |
| M 2.2 | 0.45 / 1.75 | (0.25) / 1.95 | — | — |
| M 2.5 | 0.45 / 2.05 | (0.35) / 2.15 | — | — |
| M 3 | 0.5 / 2.5 | (0.35) / 2.65 | — | — |
| M 3.5 | 0.6 / 2.9 | (0.35) / 3.15 | — | — |
| M 4 | 0.7 / 3.3 | 0.5 / 3.5 | — | — |
| M 4.5 | 0.7 / 3.8 | — | — | — |
| M 5 | 0.8 / 4.2 | 0.5 / 4.5 | — | — |
| M 5.5 | — | (0.5) / 4.5 | — | — |
| M 6 | 1 / 5 | 0.75 / 5.2 | 0.5 / 5.5 | — |
| M 7 | 1 / 6 | (0.75) / 6.2 | 0.5 / 6.5 | — |
| M 8 | 1.25 / 6.7 | 1 / 7 | 0.75 / 7.2 | 0.5 / 7.5 |
| M 9 | 1.25 / 7.7 | 1 / 7.95 | 0.75 / 8.2 | 0.5 / 8.5 |
| M 10 | 1.5 / 8.5 | 1.25 / 8.7 | 1 / 9 | 0.75 / 9.2 |
| M 12 | 1.75 / 10.2 | 1.5 / 10.5 | 1.25 / 10.7 | 1 / 11 |
| M 14 | 2 / 12 | 1.5 / 12.5 | 1.25 / 12.6 | 1 / 13 |
| M 15 | — | 1.5 / 13.4 | 1 / 13.95 | — |
| M 16 | 2 / 14 | 1.5 / 14.5 | — | 1 / 15 |
| M 18 | 2.5 / 15.4 | 2 / 16 | 1.25 / 16.6 | 1 / 17 |
| M 20 | 2.5 / 17.4 | 2 / 18 | 1.25 / 18.6 | 1 / 19 |
| M 22 | 2.5 / 19.4 | 2 / 20 | 1.5 / 20.5 | 1 / 21 |
| M 24 | 3 / 20.9 | 2 / 22 | 1.5 / 22.5 | 1 / 23 |
| M 27 | 3 / 23.9 | 2 / 25 | 1.5 / 25.5 | (1) / 26 |
| M 30 | 3.5 / 26.4 | 2 / 28 | 1.5 / 28.5 | (1) / 29 |
| M 33 | 3.5 / 29.4 | 2 / 31 | 1.5 / 31.5 | — |
| M 36 | 4 / 31.9 | 3 / 33 | 2 / 34 | 1.5 / 34.5 |
| M 39 | 4 / 34.9 | 3(4) / 35.9 | 2 / 37 | 1.5 / 37.5 |
| M 42 | 4.5 / 37.4 | 3(4) / 37.9 | 2 / 40 | 1.5 / 40.5 |
| M 45 | 4.5 / 40.4 | 3(4) / 40.9 | 2 / 43 | 1.5 / 43.5 |
| M 48 | 5 / 42.8 | 3 / 44.9 | 2 / 46 | 1.5 / 46.5 |
| M 52 | 5 / 46.8 | (4)3 / 48.9 | 2 / 50 | 1.5 / 50.5 |
| M 56 | 5.5 / 50.4 | 4 / 51.9 | 3(2) / 53 | 1.5 / 54.5 |
| M 60 | 5.5 / 64.4 | 4 / 55.8 | 3(2) / 67 | 1.5 / 58 |
| M 64 | 6 / 57.8 | 4 / 59.8 | 3 / 61 | 2(1.5) / 62 |
| M 68 | 6 / 61.8 | 4 / 63.8 | 3 / 65 | 2(1.5) / 66 |
Полная таблица с резьбой от М0,25 до М600 доступна в PDF
Буква «М» около диаметра резьбы дает нам знать, что резьба метрическая, т.е. не дюймовая, а именно метрическая
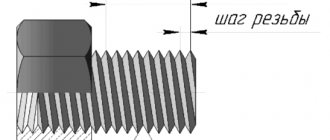
Метрический шаг резьбы
Метрический шаг резьбы — расстояние в миллиметрах между двумя идентичными точками, расположенными на одноименных боковых соседних витках профиля. Измеряется параллельно оси резьбы. Это один из ключевых параметров резьбового изделия, наряду с диаметрами (номинальным, внутренним, наружным), направлением вращения, типом профиля, количеством ходов. В ГОСТ 8724-2002 указано соответствие этих характеристик в диапазоне диаметров от 0,25 до 600 мм и шагов от 0,075 до 8 мм.
В соответствии с нормативным документом предприятиями-производителями может выпускаться крепеж с 2-мя типами шагов метрической резьбы — мелким и крупным. Для одного размера крепежного изделия стандартом определен только один крупный и несколько мелких шагов резьбы. Для крепежа номинальным диаметром менее 1 мм в соответствии с ГОСТом установлен только крупный, от 1 мм до 64 мм — крупный и мелкий, от 72 мм до 600 мм — только мелкий.
Длина резьбы: болты гайки 8.8, 10.9 высокопрочные
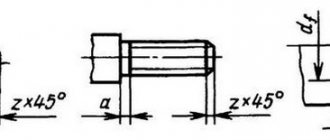
Длиной резьбы называют длину участка поверхности, на котором образована резьба, включая сбег резьбы и фаску. Как правило, на чертежах указывается только длина резьбы с полным профилем.
Возможно изготовление болтов с длинной резьбы: стандартной, полной, без резьбы.
Длина резьбы:
| Стандартная | Стандартная длина резьбы болтов одной размерной группы одинакова вне зависимости от длины болтов При обозначении параметров болта стандартная длина резьбы не указывается. Стандартная резьба повсеместно используется в крепежных соединениях |
| Полная | Полной называется резьба до головки болта При обозначении параметров болта указывается дополнительно используется, когда крепеж или болт вкручивается в тело; при установке хомутов сантехнического оборудования; при стягивании материалов различной толщины. |
Расчет параметров резьбы основывается на номинальном диаметре резьбы, шаге резьбы и внутреннем диаметре резьбы:
| D… Номинальный наружный диаметр внутренней резьбы (гайка) d… Номинальный наружный диаметр наружной резьбы (болт) D/d Номинальный диаметр резьбы D2/d2 Номинальный средний диаметр резьбы D1/d3 Номинальный внутренний диаметр резьбы )> Шаг резьбы |
Значение диаметров метрической резьбы вычисляют по формулам:
D2 (d2) = D(d) — 0,6495P D1 (d1) = D(d) — 1,0825P
Размеры наружной резьбы (болта) измеряются калибрами, микрометрами или оптическими измерительными приборами, в то время как внутренняя резьба (гайка) измеряется цилиндрическими калибрами.
КАЛЬКУЛЯТОР ДИАМЕТРОВ РЕЗЬБЫ МЕТРИЧЕСКОЙ
Метрическая резьба является наиболее распространенной. Находит применение при изготовлении метизов, валов, фитингов рукавов высокого давления, деталей приборов, деталей средств измерения и др. Профиль резьбы — это сечение витка резьбы плоскостью, проходящей через ось цилиндра, на котором образована резьба. Профиль метрической резьбы является треугольным с углом профиля 60°. Резьбы бывают однозаходными и многозаходными. Однозаходные резьбы характеризуются шагом, многозаходные — шагом и ходом. Шаг резьбы — это расстояние между соседними витками. Ход резьбы — это расстояние между витками одного захода. Ход равен расстоянию, на которое переместится по оси болт или гайка за один оборот. Ход равен шагу, умноженному на число заходов резьбы. Ход и шаг однозаходной резьбы равны.
Рисунок 1 — Шаг и ход резьбы
Также резьбы могут быть правыми и левыми. Резьба характеризуется еще таким параметром, как угол подъема резьбы. Этот угол определяют по формуле:
С помощью калькулятора на сайте вы сможете рассчитать параметры резьбы по ГОСТ 24705-2004. Данный ГОСТ определяет параметры резьбы метрической цилиндрической общего назначения с углом профиля α = 60°
Рисунок 2 — Параметры резьбы
При расчете используются следующие буквенные обозначения:
- D — номинальный диаметр внутренней резьбы;
- d — номинальный диаметр наружной резьбы;
- D 2 — средний диаметр внутренней резьбы;
- d 2 — средний диаметр наружной резьбы;
- D 1 — внутренний диаметр внутренней резьбы;
- d 1 — внутренний диаметр наружной резьбы;
- d 3 — внутренний диаметр наружной резьбы по впадине;
- S — ход резьбы;
- P — шаг резьбы.
d 3 используется для расчетов на прочность. Так же необходимо при расчетах учитывать верхнее отклонение среднего диаметра по ГОСТ 16093-2004.
| Резьба(шаги) | Резьба(шаги) | Резьба(шаги) | Резьба(шаги) | Резьба(шаги) |
| 0.25(0.075) | 0.3(0.08) | 0.35(0.09) | 0.4(0.1) | 0.45(0.1) |
| 0.5(0.125) | 0.55(0.125) | 0.6(0.15) | 0.7(0.175) | 0.8(0.2) |
| 1(0.25, 0.2) | 1.1(0.25, 0.2) | 1.2(0.25, 0.2) | 1.4(0.3, 0.2) | 1.6(0.35, 0.2) |
| 1.8(0.35, 0.2) | 2(0.4, 0.25) | 2.2(0.45, 0.25) | 2.5(0.45, 0.35) | 3(0.5, 0.35) |
| 3.5(0.6, 0.35) | 4(0.7, 0.5) | 4.5(0.75, 0.5) | 5(0.8, 0.5) | 5.5( — , 0.5) |
| 6(1, 0.75, 0.5) | 7(1, 0.75, 0.5) | 8(1.25, 1, 0.75, 0.5) | 9(1.25, 1, 0.75, 0.5) | 10(1.5, 1.25, 1, 0.75, 0.5) |
| 11(1.5, 1, 0.75, 0.5) | 12(1.75, 1.5, 1.25, 1, 0.75, 0.5) | 14(2, 1.5, 1.25, 1, 0.75, 0.5) | 15(1.5, 1) | 16(2, 1.5, 1, 0.75, 0.5) |
| 17(1.5, 1) | 18(2.5, 2, 1.5, 1, 0.75, 0.5) | 20(2.5, 2, 1.5, 1, 0.75, 0.5) | 22(2.5, 2, 1.5, 1, 0.75, 0.5) | 24(3, 2, 1.5, 1, 0.75) |
| 25(2, 1.5, 1) | 26(1.5) | 27(3, 2, 1.5, 1, 0.75) | 28(2, 1.5, 1) | 30(3.5, 3, 2, 1.5, 1, 0.75) |
| 32(2, 1.5) | 33(3.5, 3, 2, 1.5, 1, 0.75) | 35(1.5) | 36(4, 3, 2, 1.5, 1) | 38(1.5) |
| 39(4, 3, 2, 1.5, 1) | 40(3, 2, 1.5) | 42(4.5, 4, 3, 2, 1.5, 1) | 45(4.5, 4, 3, 2, 1.5, 1) | 48(5, 4, 3, 2, 1.5, 1) |
| 50(3, 2, 1.5) | 52(5, 4, 3, 2, 1.5, 1) | 55(4, 3, 2, 1.5) | 56(5.5, 4, 3, 2, 1.5, 1) | 58(4, 3, 2, 1.5) |
| 60(5.5, 4, 3, 2, 1.5, 1) | 62(4, 3, 2, 1.5) | 64(6, 4, 3, 2, 1.5, 1) | 65(4, 3, 2, 1.5) | 68(6, 4, 3, 2, 1.5, 1) |
| 70(6, 4, 3, 2, 1.5) | 72(6, 4, 3, 2, 1.5, 1) | 75(4, 3, 2, 1.5) | 76(6, 4, 3, 2, 1.5, 1) | 78(2) |
| 80(6, 4, 3, 2, 1.5) | 82(2) | 85(6, 4, 3, 2, 1.5) | 90(6, 4, 3, 2, 1.5) | 95(6, 4, 3, 2, 1.5) |
| 100(6, 4, 3, 2, 1.5) | 105(6, 4, 3, 2, 1.5) | 110(6, 4, 3, 2, 1.5) | 115(6, 4, 3, 2, 1.5) | 120(6, 4, 3, 2, 1.5) |
| 125(8, 6, 4, 3, 2, 1.5) | 130(8, 6, 4, 3, 2, 1.5) | 135(8, 6, 4, 3, 2, 1.5) | 140(8, 6, 4, 3, 2, 1.5) | 145(6, 4, 3, 2, 1.5) |
| 150(8, 6, 4, 3, 2, 1.5) | 155(6, 4, 3, 2) | 160(8, 6, 4, 3, 2) | 165(6, 4, 3, 2) | 170(8, 6, 4, 3, 2) |
| 175(6, 4, 3, 2) | 180(8, 6, 4, 3, 2) | 185(6, 4, 3, 2) | 190(8, 6, 4, 3, 2) | 195(6, 4, 3, 2) |
| 200(8, 6, 4, 3, 2) | 205(6, 4, 3) | 210(8, 6, 4, 3) | 215(6, 4, 3) | 220(8, 6, 4, 3) |
| 225(6, 4, 3) | 230(8, 6, 4, 3) | 235(6, 4, 3) | 240(8, 6, 4, 3) | 245(6, 4, 3) |
| 250(8, 6, 4, 3) | 255(6, 4, 3) | 260(8, 6, 4, 3) | 265(6, 4, 3) | 270(8, 6, 4, 3) |
| 275(6, 4, 3) | 280(8, 6, 4, 3) | 285(6, 4, 3) | 290(8, 6, 4, 3) | 295(6, 4, 3) |
| 300(8, 6, 4, 3) | 310(6, 4) | 320(8, 6, 4) | 330(6, 4) | 340(8, 6, 4) |
| 350(6, 4) | 360(8, 6, 4) | 370(6, 4) | 380(8, 6, 4) | 390(6, 4) |
| 400(8, 6, 4) | 410(6) | 420(8, 6) | 430(6) | 440(8, 6) |
| 450(6) | 460(8, 6) | 470(6) | 480(8, 6) | 490(6) |
| 500(8, 6) | 510(6) | 520(8, 6) | 530(6) | 540(8, 6) |
| 550(6) | 560(8, 6) | 570(6) | 580(8, 6) | 590(6) |
| 600(8, 6) |
Диаметры отверстий под резьбы можно посмотреть в ГОСТ 19257-73
Расчет диаметров резьбы вводные параметры резьбы D=d P расчетные диаметры D 2 = d 2 D 1 = d 1 d 3
Основные параметры резьбы, учитываемые при соединении деталей:
Допуск на резьбу
Устанавливается допуски для двух диаметров резьбы – среднего диаметра и диаметра выступов (наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы).
Допуск среднего диаметра резьбы определяет допустимую степень отклонения номинального среднего диаметра наружной (d2) и внутренней резьбы (D2).
Допуск на диаметр выступов устанавливает допустимую степень отклонения номинального наружного диаметра (d) крепежа с наружной резьбой (например, болты, винты) и номинального внутреннего диаметра (D) крепежа с внутренней резьбой (например, гайки).
Значение допуска среднего диаметра и диаметра выступов всегда отрицательное для крепежа с наружной резьбой и положительное для крепежа с внутренней резьбой.
Положительный допуск на внутреннюю резьбу и отрицательный на внешнюю позволяет оставлять необходимый допуск на возможную последующую обработку.
| 0 — нулевая отметка (h/H) — Номинальный диаметр. +/- — положительные/отрицательные зоны расположения допусков. e/g/G — положение допуска относительно 0 (h/H) 6/7/8 — степень точности допуска * — стандартный размер допуска болта/гайки Es/ei — максимальный размер границы поля допуска Ei/es — минимальный размер границы поля допуска |
Поле допуска
Расстояние между максимальным и минимальным значением установленного ограничения (размер поля es-ei/EI-ES) определяет поле допуска. Поле допуска резьбы образуется сочетанием полей допусков среднего диаметра и диаметра выступов.
Положение поля допуска диаметра резьбы определяется основным отклонением (верхним для наружной резьбы и нижним для внутренней резьбы) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Обозначение поля допуска отдельного диаметра резьбы состоит из цифры, указывающей степень точности, и буквы, указывающей основное отклонение. Например, 4h; 6g; 6H.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра помещаемого на первом месте, и обозначения поля допуска диаметра выступов.
7g 6g (поле допуска d2 и d).
Если обозначение поля допуска диаметров выступов совпадает с обозначением поля среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется.
Рекомендованные поля допуска для длины свинчивания N (до нанесения антикоррозийного покрытия) на крепеж с DIN, ISO, DIN ISO, DIN EN ISO, ГОСТ стандартами:
| Класс точности: | Средний | Грубый | ||
| Резьба | Номинальный наружный диаметр наружной резьбы (винт, болт) | Номинальный наружный диаметр внутренней резьбы(гайка) | Номинальный наружный диаметр наружной резьбы (винт, болт) | Номинальный наружный диаметр внутренней резьбы(гайка) |
| Без покрытия | 6g | 6H | 8g | 7H |
| Тонкое гальваническое покрытие | ||||
| Крупные размеры (без покрытия) | 6e | 6G | 8e | 7G |
| Толстое гальваническое покрытие | ||||
| Класс точности продукции: | A, B | C | ||
| ГОСТ | 7798-70, 7805-70 | 5915-70, 5927-70 | 15589-70 | |
| DIN | 931, 933 | 934 | 558, 601 | 555 |
| ISO | 4014, 4017 | 4032 | 4018, 4016 | 4034 |
Фитинги для труб DIN
Трубные фитинги по международному стандарту DIN имеют коническое горло 24° на внутренней стороне наружного фитинга, которое должно четко идентифицировать его как DIN, если также была идентифицирована метрическая резьба. Чтобы определить, к какой серии и размеру трубки относится фитинг, следует изучить гайку трубки: большинство производителей указывают серию и размер трубки на самом изделии. Система, используемая для этой маркировки, сочетает серию труб с трубкой наружной резьбы, например: размер 15-миллиметровой трубки в серии L сокращается до L15.
Если серия и размер не указаны на детали, нужно сопоставить трубу с метрической выноской резьбы (размер резьбы и шаг резьбы в мм).
Использование суппорта и датчика шага
Данные устройства довольно просты в эксплуатации, но с их помощью можно сделать точные расчеты быстрее. Для этого необходимо:
- Определить, являются ли нити коническими. Чтобы использовать штангенциркуль, необходимо установить точки измерительного инструмента с обеих сторон от объекта, который идентифицируется. Прибор требуется выровнять на внешней стороне резьб на нижнем конце, далеко от шляпки. Он отображает ширину. Далее нужно сдвигать острие, пока оно не заденет нити. Показатели будут всплывать на дисплее, если инструмент является цифровым. Если это механический прибор, нужно прочитать данные на скользящей части. Далее необходимо проделать аналогичное действие на резьбовой области вблизи головки шурупа. Если около нее показатель выше, то вы имеете дело с конической резьбой. Если она параллельная, то стержень не сужается.
- Коническую резьбу замеряют на 4-й или 5-й резьбе вниз от шляпки, фактически, в центре нарезной области. Если крепежных элемент не становится уже, можно произвести замеры в любой точке вдоль всей резьбы. Применение суппорта позволяет заметить, что существует несколько точек, где нити располагаются не вплотную. Не стоит помещать то, что требуется измерить, в указанные промежутки. Необходимо держать руки вплотную к нитям.
- Нажать на датчик шага в резьбе, чтобы найти шаг. У датчика высоты тона есть маленькие ручки, которые вытаскиваются. У каждой из них есть зубцы, соответствующие определенным шагам. Нужно стараться вставлять зубцы в нити, пока не будет найден тот, который соответствует. Номер для этого шага будет на ручке. Он будет в TPI или в метрике, в зависимости от типа датчика шага, который используется.
- Поместить полученные показатели в стандартизированное измерение. Когда шаг определен, можно вычислить длину шурупа из-под головки, а затем поместить цифровые значения в стандартное измерение, которым является диаметр, шаг резьбы или TPI, а также длина. Если измеряется метрический шуруп или болт диаметром 4 мм, шагом резьбы 0,4 мм и длиной 8 мм, то измерение будет равно M4 X 0,4 X 8M.
Многие считают, что метрическая система на самом деле проще, так как многие измерения находятся в одной и той же единице измерения, и нет дробей, усложняющих вычисления.
В магазине «Первый крепеж» вы найдете широкий выбор крепежных элементов: от стандартных болтов и гаек до анкеров и крепежных систем.
Фитинги Kobelco и Komatsu
Фитинги Kobelco по существу такие же, как фитинги для метрических труб 24° DIN, однако все размеры резьбы Kobelco имеют шаг 1,5 мм. Все трубные аксессуары для фитингов Kobelco относятся к серии L и полностью взаимозаменяемы. Однако встречаются некоторые размеры, которые действительно уникальны для Kobelco.
Фитинги Komatsu имеют шаг резьбы 1,5 мм во всех размерах и уплотнения через конусное седло 30°/60°. Если они идентифицированы как метрическая резьба с носовым конусом, нужно быть максимально осторожным, чтобы различить, действительно ли это конусное седло 30°/60° (Komatsu) вместо 37°/74° (GB Chinese).
Применение
Метрическая резьба широко распространена в странах бывшего советского союза. Используется для нанесения как на внутренние, так и наружные плоскости крепежных элементов. Обычно применяется для крепежа металлоконструкций различного типа. Для этих целей изготавливаются разнообразные болты (анкерные и обычные) и другие типы крепежей. Особо назначение она нашла в машиностроении, возведении инженерных коммуникаций, особенно в сантехнической сфере. Большинство фитингов для труб и емкостей производятся с нанесением резьбы такого типа.
Чаще всего такой тип резьбы наносится на предметы цилиндрической формы. Но в некоторых случаях, когда нужно добиться герметичности, используют коническую форму. Такая форма, с нанесенной метрической резьбой, позволяет добиться максимальной герметичности, даже без использования дополнительных уплотнительных средств. Чаще всего применяется для монтажа трубопроводов.
Поля допусков
Посадка наружного профиля во внутренний зависит от рабочей высоты – максимальной величины соприкосновения сторон профилей соединительных элементов. Выражают ее через поля допусков резьбы.
О надежности соединения, где колебания внутри него сведены к минимуму, говорит первый или точный класс допусков. Наиболее распространенный – второй (средний) класс. О большом отклонении свидетельствует третий (грубый) класс.
Допуски на размеры метрических резьб обозначают через значения двух диаметров: среднего и диметра выступов.
Читать также: Как из ручного фрезера сделать стационарный
Формируя метрическую резьбу данные берут из соответствующих таблиц (ГОСТ 16093-2004). Выбор полей допусков осуществляют по правилам очередности:
- первая очередь – значения, указанные жирным шрифтом;
- вторая – обычным шрифтом;
- третья – значения, взятые в круглые скобки;
- внеочередные – значения в квадратных скобках (для специальных изделий).
Возможно использовать допуски, не указанные в таблицах, а сформированные из соотношений существующих стандартных диаметров.
Поля допусков наружной резьбы
Поля допусков внутренней резьбы
Важно, чтобы защитные покрытия деталей по своим геометрическим параметрам не превышали значение номинального профиля, потому в таких случаях допуски используют еще до нанесения защитного слоя.
37°/74° и плоские торцевые китайские метрические фитинги
Эти фитинги все чаще экспортируются из Китая на тяжелом оборудовании по китайским стандартам. Что определяет эти стандарты, так это то, что они оба используют североамериканские стили герметизации, но с метрической резьбой. Это включает в себя методы уплотнения торцевого уплотнительного кольца (ORFS) и расклешенного седла 37° (JIC), однако резьба UN и SAE заменяется метрической и не соответствует традиционным шагам резьбы во всех размерах.
В России данные крепежные элементы тоже встречаются, но гораздо реже. Они производятся на китайских заводах в первую очередь для экспорта и реализации на североамериканском рынке.
Государственные стандарты
ГОСТ 8724-2002
Государственный стандарт, содержащий нормы, определяющие требуемые параметры метрической резьбы, в том числе шаг и диаметр. Принят в 2002 году, с последующими редакциями, как аналог международного стандарта ISO 261-98. Текст ГОСТа практически повторяет текст международного, с одним отличием, диапазон ISO колеблется от 1 до 300 мм, данный стандарт расширен к диапазону от 0,25 до 600 мм. Последняя редакция текста была произведена в 2004 году и является действительной на сегодняшний день.
Читать также: Инжекционная газовая горелка чертеж
Норматив содержит отдельные параметры, которые можно также найти в других стандартах. Структура документа схожа с другими нормативами подобного типа. Вся информация структурирована в виде таблиц, содержащих требования к шагу резьбы и диаметру. Такая структура теста максимально удобна для понимания и использования.
Следует отметить, что нормативна информация распростятся на резьбу всех типов, будь она левая или правая. Стандарт устанавливает нормативное значение шагов метрической резь в диапазоне от 0,075 до 8 мм.
Документ состоит из:
- Предисловия. В котором указана общая информация о ГОСТе, кем и когда был принят, когда были внесены правки.
- Сфера применения. Указана информация о диапазоне нормативных требований к размеру и шагу.
- Ссылки на нормативы.
- Определения.
- Таблица диаметров и шага. Раздел сдержит таблицу нормативных показателей.
- Обозначение резьбы. Указаны нормы маркировки.
ГОСТ 24705-2004
Стандарт принят в 2004 году. Его нормы распространяются на все типы резьбы в соответствии ГОСТу 8724. Информация текста также структурирована в виде таблицы. Соответствует международному нормативу ISO 724:1993 с дополнениями в соответствии с эксклюзивными требованиями каждой страны участника Межгосударственного совета по стандартизации.
ГОСТ 9150-2002
Норматив, регулирующий требования к профилю, а именно к геометрическим параметрам. Принят в 2002 году и распространяются все типы резьбы. Текст ГОСТа тесно связан вышеуказанными нормативами.
ГОСТ 16093-2004
Принят в 2004 году. Регулирует нормативный допуск резьбы и маркировки, распространяется на разные типы. Последняя версия содержит положения международного стандарта.
Вышеуказанные нормативы применяются в комплексе, так как дополняют и ссылаются друг на друга.