Резьба — это вид нарезки поверхности крепежных элементов с поочередными выступами и впадинами. Используется несколько ее видов и самые популярные – метрическая и дюймовая, кроме этого есть дюймовая трубная, шурупная, трапецеидальная. Сейчас мы поговорим только о метрической резьбе, так как в России и странах СНГ она наиболее распространенная.
Во всех крепежных элементах – болтах, винтах, саморезах, шурупах используют резьбу с основным (крупным) или мелким шагом.
И тот и другой вид характеризуется несколькими основными параметрами:
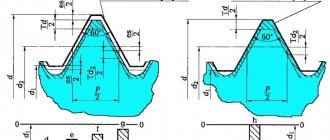
- Профиль резьбы – очертания выступов и впадин в продольном сечении крепежного изделия, проходящем вдоль оси крепежа.
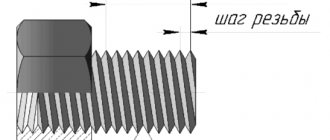
- Шаг резьбы – расстояние между двумя соседними выступами, измеренное вдоль оси крепежного элемента.
- Угол профиля – значение угла между гранями профиля, измеряемый в сечении плоскостью вдоль оси крепежа.
- Наружный диаметр – наибольший диаметр крепежа, измеряемый по вершинам профиля.
- Ход резьбы – значение продольного перемещения крепежного элемента за один поворот.
ГОСТ 8724-81 определяет, что шаг от 1 до 68 мм – крупный шаг, выше чем 68 мм – только мелкий шаг. Также, следует отметить тот факт, что мелкий шаг резьбы может быть разным при одном и том же диаметре стержня, а крупный имеет только одно значение.
У метрической резьбы профиль равнобедренного треугольника с углом 60°, который еще называют крепежным. Так как все параметры резьбы – диаметр и шаг, обозначаются в миллиметрах, то и названа она «метрической». Используется для нанесения как на наружных, так и внутренних поверхностей крепежных элементов, чаще всего цилиндрической формы. Существует несколько стандартов на метрическую резьбу. Например, в Европе и США чаще применяется метрическая резьба стандарта ISO. Метрическая обозначается буквой “М” c указанием значения наружного диаметра резьбы и, после знака умножения “×”, обозначение шага резьбы (к примеру, М12×0.75).
Длина резьбы: болты гайки 8.8, 10.9 высокопрочные
Длиной резьбы называют длину участка поверхности, на котором образована резьба, включая сбег резьбы и фаску. Как правило, на чертежах указывается только длина резьбы с полным профилем.
Возможно изготовление болтов с длинной резьбы: стандартной, полной, без резьбы.
Длина резьбы:
| Стандартная | Стандартная длина резьбы болтов одной размерной группы одинакова вне зависимости от длины болтов При обозначении параметров болта стандартная длина резьбы не указывается. Стандартная резьба повсеместно используется в крепежных соединениях |
| Полная | Полной называется резьба до головки болта При обозначении параметров болта указывается дополнительно используется, когда крепеж или болт вкручивается в тело; при установке хомутов сантехнического оборудования; при стягивании материалов различной толщины. |
Расчет параметров резьбы основывается на номинальном диаметре резьбы, шаге резьбы и внутреннем диаметре резьбы:
| D… Номинальный наружный диаметр внутренней резьбы (гайка) d… Номинальный наружный диаметр наружной резьбы (болт) D/d Номинальный диаметр резьбы D2/d2 Номинальный средний диаметр резьбы D1/d3 Номинальный внутренний диаметр резьбы )> Шаг резьбы |
Значение диаметров метрической резьбы вычисляют по формулам:
D2 (d2) = D(d) — 0,6495P D1 (d1) = D(d) — 1,0825P
Размеры наружной резьбы (болта) измеряются калибрами, микрометрами или оптическими измерительными приборами, в то время как внутренняя резьба (гайка) измеряется цилиндрическими калибрами.
Выбираем параметры
Как правильно выбрать метизы, с какими параметрами? Основной шаг резьбы для метизных изделий, используемых на территории РФ — метрический крупный. Практически весь строительный крепеж с крупным шагом резьбы. Он продается повсеместно в метизных магазинах и компаниях и является рекомендуемым к применению. Резьбовые метизы с мелким шагом в основном используют в точках крепления, подверженных вибрационным, динамическим знакопеременным нагрузкам. Например, гайки и болты с мелким шагом резьбы крепят колесные диски к ступице. Крепеж с мелкой резьбой высоко востребован в автомобиле-, судо-, станко- и авиастроении.
Основные параметры резьбы, учитываемые при соединении деталей:
Допуск на резьбу
Устанавливается допуски для двух диаметров резьбы – среднего диаметра и диаметра выступов (наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы).
Допуск среднего диаметра резьбы определяет допустимую степень отклонения номинального среднего диаметра наружной (d2) и внутренней резьбы (D2).
Допуск на диаметр выступов устанавливает допустимую степень отклонения номинального наружного диаметра (d) крепежа с наружной резьбой (например, болты, винты) и номинального внутреннего диаметра (D) крепежа с внутренней резьбой (например, гайки).
Значение допуска среднего диаметра и диаметра выступов всегда отрицательное для крепежа с наружной резьбой и положительное для крепежа с внутренней резьбой.
Положительный допуск на внутреннюю резьбу и отрицательный на внешнюю позволяет оставлять необходимый допуск на возможную последующую обработку.
| 0 — нулевая отметка (h/H) — Номинальный диаметр. +/- — положительные/отрицательные зоны расположения допусков. e/g/G — положение допуска относительно 0 (h/H) 6/7/8 — степень точности допуска * — стандартный размер допуска болта/гайки Es/ei — максимальный размер границы поля допуска Ei/es — минимальный размер границы поля допуска |
Поле допуска
Расстояние между максимальным и минимальным значением установленного ограничения (размер поля es-ei/EI-ES) определяет поле допуска. Поле допуска резьбы образуется сочетанием полей допусков среднего диаметра и диаметра выступов.
Положение поля допуска диаметра резьбы определяется основным отклонением (верхним для наружной резьбы и нижним для внутренней резьбы) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Обозначение поля допуска отдельного диаметра резьбы состоит из цифры, указывающей степень точности, и буквы, указывающей основное отклонение. Например, 4h; 6g; 6H.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра помещаемого на первом месте, и обозначения поля допуска диаметра выступов.
7g 6g (поле допуска d2 и d).
Если обозначение поля допуска диаметров выступов совпадает с обозначением поля среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется.
Рекомендованные поля допуска для длины свинчивания N (до нанесения антикоррозийного покрытия) на крепеж с DIN, ISO, DIN ISO, DIN EN ISO, ГОСТ стандартами:
| Класс точности: | Средний | Грубый | ||
| Резьба | Номинальный наружный диаметр наружной резьбы (винт, болт) | Номинальный наружный диаметр внутренней резьбы(гайка) | Номинальный наружный диаметр наружной резьбы (винт, болт) | Номинальный наружный диаметр внутренней резьбы(гайка) |
| Без покрытия | 6g | 6H | 8g | 7H |
| Тонкое гальваническое покрытие | ||||
| Крупные размеры (без покрытия) | 6e | 6G | 8e | 7G |
| Толстое гальваническое покрытие | ||||
| Класс точности продукции: | A, B | C | ||
| ГОСТ | 7798-70, 7805-70 | 5915-70, 5927-70 | 15589-70 | |
| DIN | 931, 933 | 934 | 558, 601 | 555 |
| ISO | 4014, 4017 | 4032 | 4018, 4016 | 4034 |
Основные параметры резьбового соединения
Промышленность предлагает различные размеры и виды метрической резьбы, которые отвечают определенным техническим параметрам:
- Наружный диаметр – расстояние между вершинами резьбовых граней, расположенных друг против друга.
- Внутренний диаметр – расстояние между противолежащими впадинами резьбовой насечки.
- Шаг резьбы – расстояние между двумя соседними вершинами резьбы.
- Профиль – параметр, указывающий на высоту витка. Является разницей между внешним и внутренним диаметром резьбы.
- Профильный угол при вершине – угол между боковыми поверхностями насечек, в метрической резьбе, он равен 60°, поэтому профиль представляет собой равносторонний треугольник. Реже встречаются трапециевидные, прямоугольные, полусферические резьбы.
- Форма контура – может быть цилиндрической или конусообразной.
Соответствие параметров разных типов резьбы указываются в ГОСТ 8724-2002, метрическая резьба обозначается буквой М, например, шпилька диаметром 6 мм обозначается М6. Шаг резьбы может быть основной (стандартный) или мелкий. Важно знать, что для одного диаметра применяется единый основной шаг и несколько мелких типов резьбы.
Резьба метрическая. Размеры.
На рисунках приведены размеры резьб диаметрами 5… 64 мм, используемые при расчетах на прочность.
Выбор шага резьбы зависит от требуемой прочности стержня винта, ослабленного резьбой, условий самоторможения или необходимости тонкой регулировки.
Для облегчения расчетов дополнительно приведены расчетный диаметр винта, площадь расчетного сечения винта и угол подъема винтовой линии на среднем диаметре резьбы.
Примечания:
- Полужирным шрифтом выделены крупные шаги резьб.
- Обозначения резьб смотри выше.
- Расчетный диаметр dр винта определен по зависимости , где d3 — внутренний диаметр болта.
- Площадь расчетного сечения Ар определена по зависимости .
- Угол подъема резьбы ψ определен для среднего диаметра (d2) резьбы по зависимости
Соседние страницы
- Резьбы цилиндрические
- Резьбы конические
- Сбеги, недорезы, проточки и фаски по ГОСТ 10549
- Резьба упорная
- Резьба трапецеидальная
- Механические свойства болтов, винтов, шпилек, гаек.
- Условные обозначения крепежных изделий по ГОСТ 1759.0 (СТ СЭВ 4203)
- Болты общего назначения с шестигранными головками
- Винты общего назначения
- Винты невыпадающие
- Винты установочные
- Болты и винты специального назначения
- Винты самонарезающие для металла и пластмасс
- Стопорение гайки относительно болта дополнительными элементами
- Стопорение гаек относительно корпуса
- Стопорение гайки относительно болта за счет дополнительного трения, сварки и пластического деформирования
- Стопорение болтов. Предохранение винтов и гаек от потери
- Стопорение винтов
- Фланцевые соединения деталей
- Фланцевые соединения труб и крышек цилиндров
- Фланцевые соединения труб металлоконструкций
- Примеры применения установочных винтов
- Клеммовые соединения
- Фрикционно-винтовые зажимы
- Стяжки и упоры
- Крепление машин к основаниям
завинчивании
Сила взаимодействия наклонной плоскости с ползуном при относительном движении представляет собой равнодействующую F
нормальной силы и силы трения. Следовательно, эта сила наклонена к нормали
n–n
под углом трения
j
. В результате разложения равнодействующей силы
F
на окружную
Ft
и осевую
Fо
, получаем
, (12.3)
где j
– угол трения ,
f’-
приведенный коэффициент трения в резьбе .
Момент Тзав
завинчивания гайки или винта с головкой представляется суммой момента
Тр
в резьбе и момента
Тт
на торце гайки или головки винта.
Вращающий момент Тр
, который необходимо приложить при завинчивания гайки (момент в резьбе), имеет вид
.
(12.4)
Опорную поверхность гайки и головки винта представляют кольцевой с наружным диаметром, равным размеру под ключ гайки а
и внутренним диаметром, равным диаметру отверстия под винт
d
. Тогда средний диаметр кольцевой поверхности составит .
Момент на торце гайки представим произведением
. (12.5)
Момент завинчивание запишем с учетом зависимостей (12.4) и (12.5)
. (12.6)
Для стандартной метрической резьбы средние значения y
=
2о30’;j= 8о40’;dcp= 1.4×d;d2= 0.9×d.
Так как момент закручивания равен моменту на ключе
. (12.7)
Подставляя (12.7) в (12.6), получаем соотношение между осевой силой и силой на ключе .
Таким образом, выигрыш в силе весьма значителен. Поэтому при перезатяжки болтов и шпилек диаметром менее 12 мм имеется опасность срыва резьбы и разрушения их стержней. Например, болт М6 из Ст3 разрушается при усилии на рукоятке стандартного ключа 90…100 Н. Поэтому в ответственных случаях применяют специальные ключи с контролируемым моментом затяжки.
КПД резьбы определяют как отношение полезной работы на винте к затрачиваемой работе на ключе при повороте на произвольный угол. Для простоты и общности вывода удобно рассматривать поворот на малый угол dg
, при котором силы даже в условиях затяжки крепежной резьбы можно считать постоянными. Тогда КПД собственно резьбы без учета трения на торце составит
, (12.8)
где dh
–
осевое перемещение, соответствующее повороту на угол
dg,
.
Подставляя в полученную зависимость (12.9) значение момента ТР
на резьбе (12.4), получаем
. (12.9)
Для угла подъема y
=
2о30’
и коэффициента трения
f= 0.15 (j= 8о40’)
КПД составляет
h
= 0.22.
КПД винта с учетом трения на торце гайки примет вид
. (12.10)
При отвинчивании момент получают, как и при завинчивании, при этом изменяется только знак угла подъема на противоположный
. (12.11)
Условие самоторможения следующие
, , . (12.12)
Для нормальной метрической резьбы с углом подъема y
=
2о30’
самоторможение даже при отсутствии трения на торце гайки наступает при
j> 2,30’,
т. е. при коэффициенте трения
f> 0,045.
При наличии трения на торце гайки самоторможение наступит при коэффициенте трения
f> 0,02.
Таким образом, при статических нагрузках имеются большие запасы надежности затяжки. Однако в условиях вибрационных нагрузок коэффициент и угол трения резко снижается, что может привести к ослаблению затяжки резьбы, во избежание которого и используются специальные стопорные устройства.
Предохранение резьбовых соединений от самоотвинчивания
. Все крепежные резьбы удовлетворяют условию самоторможения даже без учета дополнительного трения на торце гайки или головки винта. Однако, как показывает опыт эксплуатации, при переменной или ударной нагрузке наблюдается ослабление резьбы. Поэтому необходимы специальные средства стопорения.
Используют следующие виды стопорения:
– специальными элементами – шплинтами, шайбами;
– пластическое деформирование или приварку после затяжки.
Взаимодействие между винтом и гайкой
. Распределение осевой силы между витками резьбы винта и гайки было бы равномерной, если бы резьба изготовлялась абсолютно точно и податливость резьбы была бы значительно выше, чем податливость винта и гайки. В действительности ни то, ни другое условие не имеет место.
Читать также: Резьба болта на чертеже
Задача распределения сил между витками резьбы винта и гайки является статически неопределимой. Для гайки с 10 витками эту задачу решил . На первый, наиболее нагруженный виток, приходится до 1/3 всей нагрузки, а на последний, 10-й виток резьбы гайки, приходится менее 1/100 общей силы. Деформации в
резьбе за счет погрешности профиля, контактные деформации и местные пластические деформации несколько снижают нагрузку на 1-й виток резьбы гайки.
При столь резкой неравномерности нагружения витков нет необходимости делать высоту гайки большей, чем 10 шагов резьбы.
На сегодняшний день в сфере машиностроения часто применяются различные резьбовые соединения. Резьба это сложный технологический процесс требующий определенных навыков и умений. Для нарезания резьбы необходимо уметь настраивать станок, подбирать, затачивать и устанавливать режущий инструмент и конечно же уметь пользоваться резьбовыми измерительными приборами. В настоящее время часто применяется метрическая резьба (имеет треугольный профиль). Начнем все по порядку и для начала разберем общие понятия: