по эксплуатации
2007
1.1. Настоящее техническое описание и инструкция по эксплуатации предназначены для ознакомления обслуживающего персонала с устройством, принципом работы, конструкцией и правилами эксплуатации блока управления БУСП-А1
1.2. Надежность блока управления и срок его службы во многом зависят от соблюдения условий содержания (хранения) и правильной эксплуатации всех элементов сварочного автомата. Поэтому перед включением сварочного автомата в работу, персоналу необходимо изучить взаимодействие его элементов с блоком управления, порядком и режимами работы представленными в техническом описании.
1.3. Сварочный автомат должен эксплуатироваться (храниться) при следующих условиях:
· Температуре окружающего воздуха 25ºС ±15ºС;
· Относительной влажности воздуха 65% ±20%;
· Нестабильности напряжения электросети 10%;
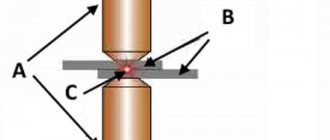
2.1. Сварочный автомат предназначен для сварки патрубка и фланца задвижки (круговой шов) электродной проволокой в среде защитного газа. Автомат обеспечивает подвод заготовки в зону сварки, включение и выключение сварки, вращение заготовки, отвод сваренной детали в зону разгрузки.
2.2 Состоит сварочный автомат из: поворотного стола, снабженного электроприводом и позициями для установки и фиксации заготовок; электропривода вращения заготовки; механизма подачи сварочного напряжения на корпус детали; сварочной горелке установленной на штанге; механизма подачи электродной проволоки и защитного газа в зону сварки ПДГ-350; сварочного выпрямителя с жесткой внешней характеристикой ВС-632; блока управления БУСП-А1.
3.1. Блок управления конструктивно выполнен в виде отдельного шкафа и имеет панель управления (рис.1), панель предохранителей, и разъемы для подключения внешних цепей. Необходимые напряжения питания обеспечивает трансформатор расположенный в сварочном выпрямителе ВС-632. в шкафу блока управления (рис.2) расположены диодные выпрямители, коммутационные реле, платы регуляторов скорости вращения приводов. Назначение органов управления и индикации расположенных на панели управления представлено на рис.1.
3.2. Для управления сварочным процессом в автоматическом режиме применен программируемый микроконтроллер с энергонезависимой памятью. Плата микроконтроллера (ПК) расположена на панели управления и обеспечивает установку и индикацию параметров сварочного цикла, задания скорости вращения приводов, индикацию количества выполненных циклов, звуковую сигнализацию начала цикла.
После команды «ПУСК» (кнопка 15 рис. 1), сварочный цикл начинается с поворота стола в направлении выбранном тумблером 25 рис.1. Стол останавливается, когда позиция с заготовкой попадает в зону сварки и срабатывает датчик SB5 (рис.4). после окончания временной задержки (параметр 1 табл. 1), включается вращение заготовки, механизм подачи сварочной поволоки и защитного газа, механизма подвода сварочного напряжения. Направление вращения заготовки задается тумблером 26 рис.1. Угол поворота заготовки в зоне сварки определяет параметр 2, табл. 1 значение которого – количество импульсов выдаваемых датчиком ДКП-11 (рис.4) при прохождении зубьев поворотной шестерни. Окончание отсчета установленного количества импульсов является командой остановки сварки и вращения детали. Если в процессе сварки была дана команда «СТОП» (кнопка 16 рис.1), отсчет останавливается и будет продолжен после нажатия кнопки 15 — «ПУСК». Для перехода на начало отсчета импульсов необходимо кратковременно перевести тумблер 2 (рис. 1) в положение «РУЧ».
После окончания сварки и паузы (параметр 3 табл. 1) включается поворот стола, деталь отводится из зоны сварки, а очередная заготовка занимает ее место и процесс повторяется.
В ручном режиме управления включение выключение исполнительных механизмов производит оператор.
4.1. При работе сварочного автомата определяющее значение имеют параметры задания скорости вращения приводов и угла поворота детали в зоне сварки. Установку скорости вращения привода следует производить в режиме индикации счета отработанных циклов или угла поворота (выбирается кнопкой 3 рис. 1). Устанавливают значения с помощью кнопок +/- (позиции 6, 8 рис.1), значения установок в условных единицах отображаются на индикаторах 7 и 9. Если с помощью кнопки 3 войти в режим «установка»
, то кнопками 8 можно выбрать номер параметра, а кнопками 9 изменить его значение. Так для задания угла поворота заготовки в зоне сварки необходимо выбрать на индикаторе 7 параметр №2 (табл. 1) и установить на индикаторе 8 количество зубьев шестерни на которое она повернется при отработке одного цикла сварки.
При работе как в автоматическом так и в ручном режимах основными являются кнопки «ПУСК» и «СТОП», установленные на панели управления и продублированные на выносном пульте. Для настройки и проверки механизмов сварочного автомата режим сварки можно отключить тумблером 22 рис. 1. При регулировке положения электромагнита механизма подвода сварочного напряжения необходимо пользоваться тумблером включения сварочного напряжения расположенным на выпрямителе (см. руководство по эксплуатации ВС-632).
Положения связанные с работой и обслуживанием сварочной горелки, механизма подачи проволоки и защитного газа изложены в техническом паспорте блока ПДГ-350 и соответствуют режимам полуавтоматической сварки. Обязательными к исполнению являются МЕРЫ БЕЗОПАСНОСТИ указанные в паспорте блока ПДГ-350 и соблюдение «ПРАВИЛ ТЕХНИКИ ЭКСПЛУАТАЦИИ ЭЛЕКТРОУСТАНОВОК И ПРАВИЛ ТЕХНИКИ БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ ЭЛЕКТРОУСТАНОВОК ПОТРЕБИТЕЛЕЙ» (ПТЗ и ПТБ) и «ТРЕБОВАНИЯ СТАНДАРТОВ СИСТЕМЫ БЕЗОПАСНОСТИ ТРУДА» (ССБТ).
Самодельные сварочные аппараты, полуавтоматы, схемы
Предлагаю новую схему сварочного полуавтомата. Это модификация схемы опубликованной здесь.
Отличительной особенностью данной схемы является применение одного источника напряжения 12 вольт и в качестве логических элементов в блоке управления используются микросхемы КМОП серии, а именно К561ТЛ1.
В данной схеме используется 2 режима сварки ручной и автоматический.
В схеме имеется возможность отключать задержки пред газ и пос газ если они вам не нужны, этот под режим работы назовем без задержек. Также задержки можно отключить если варим порошковой проволокой (задержки пред газ и пос газ тут ни к чему).
Собственно сама схема:
Если у вас возникнут проблемы с открытием изображения схемы, то ее можно посмотреть по этой ссылке:
Возможный вариант двухсторонней печатной платы, размеры 100х110 мм:
Файл печатной платы для программы DipTrace можно скачать по этой ссылке:
Печатная плата Svapka.Ru Vol 2.0769
Блока питания для платы управления на печатной плате нет. Каждый делает из того что есть, поэтому не стал его размещать на плате.
Еще один вариант печатной платы этой схемы. Плата односторонняя. Резисторы, конденсаторы и диоды SMD, размер 73х76 (после окончательной обрезки), 8 перемычек:
Дорожки по питанию конечно нужно сделать по шире. SMD резисторы и конденсаторы размер 1206, диоды LL4148.
Файл печатной платы для программы DipTrace можно скачать по этой ссылке..
Печатная плата Svapka.Ru Vol 2.0 SMD672
Фотки готовой платы в SMD варианте. Плата работает отлично.
С паяльной маской работал первый раз, так что результат не очень. Ну думаю это не важно. Подстроечные резисторы не стал впаивать, вместо них поставил резисторы по 1 мОм. При данных номиналах время задержек равно 1 сек.
Плату конечно нужно довести до ума по расположению элементов, что бы ни чего не мешало. Клеммник 12 вольт расположен немного не удачно, но для этого у вас есть файл печатной платы где это можно все подкорректировать.
Еще.. если кто то разведет по моим файлам лучше , то делитесь печатками (пожалуйста). 
Используемые в схеме реле К1 и К2 типа HJR-3FF или HJR-21FF
Немного опишу принцип работы схемы.
Алгоритм работы такой:
- При нажатии кнопки управления сначала подается углекислый газ, это делается для того, что бы горелка наполнилась газом.
- После задержки 1..3 секунды автоматически включается ток сварки и подача проволоки.
- После отпускания кнопки управления отключается подача проволоки.
- Затем через 1..3 сек отключается подача углекислого газа, это нужно для того, что бы расславленный метал не окислился при остывании, и отключается сварочный ток.
Ручной режим.
Схема в исходном состоянии, кнопка управления SB1 отжата. Переключатель SA1 (Авт/ручн) в верхнем по схеме положении. Переключатель SA2 (Без задержек) в нижнем по схеме положении, то есть задержки пред газ и пос газ включены.
При нажатии кнопки управления логическая 1 через диод VD4 открывает клапан газа. Также запускает цепь задержки собранную на D1.1 и D1.2. После времени заданного цепочкой R6, С4 на выходе 4 элемента D1.2 появляется логическая 1, которая запускает реле мотора через диод VD9. Одновременно на выходе 11 D1.4 появляется лог 1, которая включает реле тока через диод VD6.
В это время идет процесс сварки.
При отжатии кнопки управления на выходе 4 элемента D1.2 появляется логический 0, который отключает реле мотора. Затем через время заданное цепочкой R9, C9 на на выходе 11 D1.4 появляется лог 0, который выключает реле тока и клапан газа .
В это время сварка окончена.
Автоматический режим.
Схема в исходном состоянии, кнопка управления SB1 отжата. Переключатель SA1 (Авт/ручн) в нижнем по схеме положении. Переключатель SA2 (Без задержек) в нижнем по схеме положении, то есть задержки пред газ и пос газ включены.
Схема в этом режиме работает по тому же алгоритму, что и в ручном режиме, только время сварки задается цепочкой C2, R5. При данных номиналах время сварки регулируется в пределах 0..15 сек.
Хочу заметить, что кнопку нужно удерживать в этом режиме. По окончании времени, схема сама прекратит процесс сварки.
Если в автоматическом режиме вы передумали варить, то достаточно отпустить кнопку управления и сварка прекратится.
Под режим Без задержек.
Схема в исходном состоянии, кнопка управления SB1 отжата. Переключатель SA1 (Авт/ручн) в верхнем по схеме положении. Переключатель SA2 (Без задержек) в верхнем по схеме положении, то есть задержки пред газ и пос газ выключены.
При нажатии кнопки управления логическая 1 через диоды VD4, VD10, VD11 открывает клапан газа реле мотора и реле тока одновременно, то есть задержек нет. При отпускании кнопки управления, также все выключается одновременно.
Тоже самое в автоматическом режиме.
Режим без задержек нужен для случая когда варим порошковой проволокой, когда эти задержки не нужны. Или по каким то другим причинам, например если осталось мало газа (для экономии) или нужно быстро что то прихватить, где качество шва не так важно.
Настройка.
Собранный по этой схеме аппарат должен заработать сразу без каких либо проблем.
Подстройка времени задержки пред газа и пос газа регулируется резисторами R6 и R9. При данных номиналах R6, С4 и R9, С9 максимальное время задержек примерно 1 секунда. Если вам нужно больше, то можно установить конденсаторы С4 и С9 большей емкости, например 3 мкф.
Эти конденсаторы не полярные. Но никто не запрещает использовать электролитические вместо них не изменяя схемы.
В автоматическом режиме нужно подобрать резистор R4, что бы не было пустого хода (бесполезного) резистора R2.
От себя.
Если кому то не нужен автоматический режим, то просто не собираем этот узел.
Микросхему К561ТЛ1 не советую менять на какую то другую, могут быть проблемы с переключением логических элементов.
Добавляю еще одну схему Svapka.Ru Vol 2.1
Если у вас возникнут проблемы с открытием изображения схемы, то ее можно посмотреть по этой ссылке:
Печатной платы у данной схемы пока нет.
Алгоритм работы узла задержек немного другой.
Нажимаем кнопку управления:
- Включается клапан газа и ток.
- Задержка.. включается мотор.
Отпускаем кнопку управления:
- Выключается мотор.
- Задержка.. выключается ток и газ.
Добавляю еще одну версию Svapka.Ru Vol 2.2 (Виктор)
Эту схему собрал Виктор и поделился печатной платой, которую можно скачать тут..
Печатная плата Svapka.Ru Vol 2.2 (Виктор)715
Фото собранной печатной платы.
Алгоритм работы:
- При нажатии кнопки управления сразу включается газ и ток одновременно.
- После задержки 1..3 секунды автоматически включается подача проволоки.
- После отпускания кнопки управления, моментально отключается подача проволоки.
- Затем через 1…3 сек отключается подача углекислого газа и сварочный ток одновременно.
Вроде все!
Приятных и удачных швов!
Автор статьи: Admin
Понравилась ли вам статья? Если не трудно, то проголосуйте пожалуйста:
Поделиться статьей
Похожие записи
Схема самодельного сварочного полуавтомата.
Схема простого самодельного сварочного полуавтомата
Схема сварочного полуавтомата с регулятором сварочного тока по первичной обмотке.
Рис. 1
1. «Сеть
» — тумблер вкл./отлк. питания сварочного автомата;
«Авт./руч.»
— тмблер вкл./откл. автоматического режима сварки и обнуления таймера времени сварки (в положении
руч.)
; «
Устан.
» — кнопка выбора режимов отображения: счет циклов сварки; угла поворота детали в зоне сварки; включения режима «
установка
»; «
Сброс
» — кнопка обнуления показаний счетчика выполненных циклов сварки; «
Время/кол-во
» — цифровой индикатор отображающий: угол поворота детали в зоне сварки; количество выполненных циклов сварки; включения режима «
установка
»; «
М2-/М2+»
— кнопки установки скорости вращения детали в зоне сварки и выбора номера параметра для установки; «
М2
» — цифровой индикатор установленной скорости вращения детали в зоне сварки; номера таймера в режиме «
установка
»; «
М1-/М1+
» — кнопки установки скорости вращения стапеля; времени таймеров; «
М1
» — цифровой индикатор установленной скорости вращения стола; времени выбранного таймера; «
Автомат
» — индикатор включения автоматического режима сварки; «
Реверс М2
» — индикатор направления вращения детали; «
Гр.
» — Регулятор громкости звуковых сигналов; «
Реверс М1
» — индикатор направления вращения стола; «
Пуск
» — индикатор пуска сварочного автомата; «
Пуск
» — копка пуска сварочного автомата; «
Стоп
» — кнопка остановки сварочного автомата; «
М1
» — индикатор включения вращения стола; «
М2
» — индикатор включения вращения детали; «
Дат. Свар. ток
» — индикатор наличия сварочного тока; «
Дат. Свар. ток
» — тумблер блокировки отключения датчика сварочного тока; «
Сварка
» — индикатор включения сварочного источника; «
Сварка
» — тумблер включения/ отключения сварочного источника; «
Дат. Конц.
» — индикатор срабатывания концевого датчика положения стола;
«Дат. Конц.
» — кнопка дублирующая концевой датчик положения стола; Тумблер выбора направления вращения стола; Тумблер выбора направления вращения детали.
Табл. 1
Таблица параметров в режиме «УСТАНОВКА»
| N параметра (индикатор 7, выбор – кнопки 6) |