«BSW» перенаправляется сюда. Для использования в других целях см. BSW (значения).
| Эта статья ведущий раздел не адекватно подвести итог ключевые моменты его содержания . Пожалуйста, подумайте о расширении интереса до предоставить доступный обзор обо всех важных аспектах статьи. |
Британский стандарт Уитворта
(
BSW
) является имперская единица-на основании резьба стандарт, основанный на нити Витворта, разработанной и указанной Джозеф Уитворт в 1841 году, это был первый в мире национальный стандарт винтовой резьбы,
История
Смотрите также: Винтовая резьба § История стандартизации
Резьба Витворта была первым в мире национальным стандартом винтовой резьбы,[1] разработан и определен Джозеф Уитворт в 1841 году. До этого единственной стандартизацией было то немногое, что было сделано отдельными людьми и компаниями, с некоторыми компаниями. в доме стандарты немного распространяются в их отраслях. Новый стандарт Витворта определяет угол резьбы 55 ° и глубину резьбы 0,640327п
и радиус 0,137329
п
, где
п
это поле. Шаг резьбы увеличивается с увеличением диаметра ступенями, указанными на диаграмме.
Система резьбы Уитворта позже была принята в качестве британского стандарта, чтобы стать британским стандартом Уитворта (BSW). Примером использования нити Витворта являются Королевский флотс Крымская война канонерские лодки. Это первый случай массовое производство методы, применяемые к морская техника, как следующая цитата из некролог от Времена
от 24 января 1887 года для сэра Джозефа Уитворта (1803–1887) показывает:
Началась Крымская война, и Сэр Чарльз Напье потребовали от Адмиралтейства 120 канонерских лодок, каждая с двигателями по 60 Лошадиные силы, для кампания 1855 г. на Прибалтике. На выполнение этого требования оставалось всего девяносто дней, и, несмотря на то, что времени было мало, постройка канонерских лодок не представляла затруднений. А вот с двигателями дело обстояло иначе, и Адмиралтейство было в отчаянии. Внезапно, благодаря присущей ему вспышке механического гения, покойный мистер Джон Пенн решил проблему, и решил ее довольно легко. У него под рукой была пара двигателей точного размера. Он разобрал их и распределил среди лучших механические цеха в стране, говоря каждому сделать девяносто наборов, точно во всех отношениях с образцом. Заказы выполнялись с неизменной регулярностью, и он фактически выполнил девяносто комплектов двигателей мощностью 60 лошадиных сил за девяносто дней — подвиг, который заставил великие континентальные державы смотреть с удивлением, и который стал возможен только благодаря стандартам Уитворта в измерениях, точности и точности. отделка была к тому времени полностью признана и зарекомендовала себя во всей стране.
Оригинальный образец двигателя канонерской лодки был поднят с места крушения корабля. СС Ксанто
посредством Музей Западной Австралии. При разборке оказалось, что все его резьбы относятся к типу Витворта.[2]
С принятием BSW на вооружение британской железная дорога Компании, многие из которых ранее использовали свои собственные стандарты как для резьбы, так и для профилей головок болтов и гаек, и растущая потребность в стандартизации производственных спецификаций в целом, стали доминировать в британском производстве.
В США BSW заменили, когда стальные болты заменили железные.[нужна цитата
], но все еще использовался для некоторых алюминиевых деталей еще в 1960-х и 1970-х годах, когда метрикастандарты заменили имперские.
Американский унифицированный грубый изначально был основан на почти тех же имперских дробях. Унифицированная резьба под углом 60 ° имеет уплощенные гребни (гребни Уитворта закруглены). От1⁄4 до1 1⁄2 дюйм, шаг резьбы одинаков в обеих системах, за исключением того, что шаг резьбы для1⁄2 в болте составляет 12 ниток на дюйм (tpi) в BSW по сравнению с 13 tpi в UNC.[требуется разъяснение
]
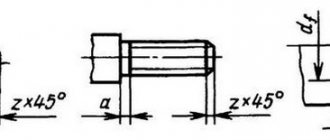
Характеристики стейка
Винт образован спиральной навивкой равнобедренного треугольника с углом при вершине 55°. Основание этого треугольника, расположенное параллельно оси опорного цилиндра, перед усечением равно шагу винта. Вершина и основания примитивного равнобедренного треугольника обведены до 1/6 теоретической высоты. Этот тип нити обеспечивает идеальную посадку.
- Глубина резьбы…………………………………………… H = 0,960 • П
- Высота контакта ………………………………………………………. ….. Н1 = 0,640 • Р
- Высота резьбы винта и гайки…………..h3 = H1 = 0,640 • P
- Внутренний диаметр винта и гайки….d3 = D1 = d — 1,280 • P
- Средний диаметр ………………………………………………………. … …d2 = D2 = d — 0,640 • P
- Наружный диаметр гайки……………………………..D = d
Форма резьбы
Форма резьбы Витворта
Форма нити Витворта основана на фундаментальном треугольнике с углом 55 ° на каждой вершине и впадине. Борта расположены под углом борта Θ
= 27,5 ° перпендикулярно оси. Таким образом, если шаг резьбы
п
, высота основного треугольника равна
ЧАС
=
п
/ (2тан
Θ
) = 0.96049106
п
. Однако верх и низ1⁄6 каждого из этих треугольников обрезается, поэтому фактическая глубина резьбы (разница между большим и меньшим диаметрами) равна2⁄3 этой стоимости, или
час
=
п
/ (3tan
Θ
) = 0.64032738
п
. Пики дополнительно уменьшаются путем их округления в 2 раза (90 ° —
Θ
) = 180 ° — 55 ° = дуга окружности 125 °. Эта дуга имеет высоту
е
=
ЧАС
грех
Θ
/6 = 0.073917569
п
(оставляя прямой фланг глубиной
час
− 2
е
= 0.49249224
п
) и радиусом
р
=
е
/ (1 — грех
Θ
) = 0.13732908
п
.
Размеры резьбы Витворта[3][4][5]
| Главный диаметр | Нить плотность | Нить подача | Незначительный диаметр | 75% кран размер сверла | |||
| (в) | (мм) | (в−1) | (мм) | (в) | (мм) | (в) | (мм) |
| 1⁄16 | 1.588 | 60 | 0.423 | 0.0412 | 1.046 | #56 | 1.2 |
| 3⁄32 | 2.381 | 48 | 0.529 | 0.0671 | 1.704 | #49 | 1.9 |
| 1⁄8 | 3.175 | 40 | 0.635 | 0.0930 | 2.362 | #39 | 2.6 |
| 5⁄32 | 3.969 | 32 | 0.794 | 0.1162 | 2.951 | #30 | 3.2 |
| 3⁄16 | 4.763 | 24 | 1.058 | 0.1341 | 3.406 | #26 | 3.7 |
| 7⁄32 | 5.556 | 24 | 1.058 | 0.1654 | 4.201 | #16 | 4.5 |
| 1⁄4 | 6.350 | 20 | 1.270 | 0.1860 | 4.724 | #9 | 5.1 |
| 5⁄16 | 7.938 | 18 | 1.411 | 0.2414 | 6.132 | F | 6.6 |
| 3⁄8 | 9.525 | 16 | 1.588 | 0.2950 | 7.493 | 5⁄16 | 8.0 |
| 7⁄16 | 11.113 | 14 | 1.814 | 0.3460 | 8.788 | U | 9.4 |
| 1⁄2 | 12.700 | 12 | 2.117 | 0.3933 | 9.990 | 27⁄64 | 10.7 |
| 9⁄16 | 14.288 | 12 | 2.117 | 0.4558 | 11.577 | 31⁄64 | 12.3 |
| 5⁄8 | 15.875 | 11 | 2.309 | 0.5086 | 12.918 | 17⁄32 | 13.7 |
| 11⁄16 | 17.463 | 11 | 2.309 | 0.5711 | 14.506 | 19⁄32 | 15.2 |
| 3⁄4 | 19.050 | 10 | 2.540 | 0.6219 | 15.796 | 21⁄32 | 16.6 |
| 13⁄16 | 20.638 | 10 | 2.540 | 0.6844 | 17.384 | 23⁄32 | 18.2 |
| 7⁄8 | 22.225 | 9 | 2.822 | 0.7327 | 18.611 | 49⁄64 | 19.5 |
| 15⁄16 | 23.813 | 9 | 2.822 | 0.7952 | 20.198 | 53⁄64 | 21.1 |
| 1 | 25.400 | 8 | 3.175 | 0.8399 | 21.333 | 7⁄8 | 22.3 |
| 1 1⁄8 | 28.575 | 7 | 3.629 | 0.9420 | 23.927 | 63⁄64 | 25.1 |
| 1 1⁄4 | 31.750 | 7 | 3.629 | 1.0670 | 27.102 | 1 7⁄64 | 28.3 |
| 1 3⁄8 | 34.925 | 6 | 4.233 | 1.1616 | 29.505 | 1 7⁄32 | 30.9 |
| 1 1⁄2 | 38.100 | 6 | 4.233 | 1.2866 | 32.680 | 1 5⁄16 | 34.0 |
| 1 5⁄8 | 41.275 | 5 | 5.080 | 1.3689 | 34.770 | 1 7⁄16 | 36.4 |
| 1 3⁄4 | 44.450 | 5 | 5.080 | 1.4939 | 37.945 | 1 9⁄16 | 39.6 |
| 1 7⁄8 | 47.625 | 4 1⁄2 | 5.644 | 1.5904 | 40.396 | 1 5⁄8 | 42.2 |
| 2 | 50.800 | 4 1⁄2 | 5.644 | 1.7154 | 43.571 | 1 3⁄4 | 45.4 |
| 2 1⁄8 | 53.975 | 4 1⁄2 | 5.644 | 1.8404 | 46.746 | 1 7⁄8 | 48.6 |
| 2 1⁄4 | 57.150 | 4 | 6.350 | 1.9298 | 49.017 | 2 | 51.1 |
| 2 3⁄8 | 60.325 | 4 | 6.350 | 2.0548 | 52.192 | 2 1⁄8 | 54.2 |
| 2 1⁄2 | 63.500 | 4 | 6.350 | 2.1798 | 55.367 | 2 1⁄4 | 57.4 |
| 2 5⁄8 | 66.675 | 4 | 6.350 | 2.3048 | 58.542 | 2 3⁄8 | 60.6 |
| 2 3⁄4 | 69.850 | 3 1⁄2 | 7.257 | 2.3841 | 60.556 | 2 1⁄2 | 62.9 |
| 2 7⁄8 | 73.025 | 3 1⁄2 | 7.257 | 2.5091 | 63.731 | 2 5⁄8 | 66.1 |
| 3 | 76.200 | 3 1⁄2 | 7.257 | 2.6341 | 66.906 | 2 3⁄4 | 69.2 |
| 3 1⁄4 | 82.550 | 3 1⁄4 | 7.815 | 2.8560 | 72.542 | 3 | 75.0 |
| 3 1⁄2 | 88.900 | 3 1⁄4 | 7.815 | 3.1060 | 78.892 | 3 1⁄4 | 81.4 |
| 3 3⁄4 | 95.250 | 3 | 8.467 | 3.3231 | 84.407 | 3 3⁄8 | 87.1 |
| 4 | 101.600 | 3 | 8.467 | 3.5731 | 90.757 | 3 5⁄8 | 93.5 |
| 4 1⁄4 | 107.950 | 2 7⁄8 | 8.835 | 3.8046 | 96.637 | 3 7⁄8 | 99.5 |
| 4 1⁄2 | 114.300 | 2 7⁄8 | 8.835 | 4.0546 | 102.987 | 4 1⁄8 | 105.8 |
| 4 3⁄4 | 120.650 | 2 3⁄4 | 9.236 | 4.2843 | 108.821 | 4 3⁄8 | 111.8 |
| 5 | 127.000 | 2 3⁄4 | 9.236 | 4.5343 | 115.171 | 4 5⁄8 | 118.1 |
| 5 1⁄4 | 133.350 | 2 5⁄8 | 9.676 | 4.7621 | 120.957 | 4 7⁄8 | 124.1 |
| 5 1⁄2 | 139.700 | 2 5⁄8 | 9.676 | 5.0121 | 127.307 | 5 1⁄8 | 130.4 |
| 5 3⁄4 | 146.050 | 2 1⁄2 | 10.160 | 5.2377 | 133.038 | 5 3⁄8 | 136.3 |
| 6 | 152.400 | 2 1⁄2 | 10.160 | 5.4877 | 139.388 | 5 5⁄8 | 142.6 |
Мелкая резьба British Standard Fine (BSF)
Дюймовая мелкая резьба British Standard Fine, сокращенно BSF, имеет профиль, идентичный оригинальной форме Витворта BSW с углом при вершине 55°, за исключением более частого шага. Это означает, что болты и гайки имеют больше витков на дюйм, более тонкую нить и меньшую высоту профиля.
Примеры условного обозначения: 3/8″BSF или 3/8″-20BSF
В стандарт BS 84 включено 30 размеров BSF: от 3/16″-32BSF до 4 1/4″-4BSF.
Таблица 2. Размеры мелкой резьбы Уитворта BSF (Whitworth Fine Thread BS 84).
| Типоразмер | Наружный диаметр | Ниток на дюйм | Шаг резьбы | Внутренний диаметр | Диаметр сверления | |||
| (дюймы) | (мм) | (мм) | (дюймы) | (мм) | (дюймы) | (мм) | ||
| F 3/16″ | 3/16 | 4,763 | 32 | 0,794 | 0,1475 | 3,75 | 0,1457 | 3,7 |
| F 7/32″ | 7/32 | 5,556 | 28 | 0,907 | 0,1730 | 4,39 | 0,1811 | 4,6 |
| F 1/4″ | 1/4 | 6,350 | 20 | 1,270 | 0,2008 | 5,1 | 0,2087 | 5,3 |
| F 9/32″ | 9/32 | 7,142 | 26 | 0,97 | 0,2320 | 5,89 | 0,2323 | 5,9 |
| F 5/16″ | 5/16 | 7,938 | 22 | 1,154 | 0,2543 | 6,46 | 0,2677 | 6,8 |
| F 3/8″ | 3/8 | 9,525 | 20 | 1,270 | 0,3110 | 7,9 | 0,3268 | 8,3 |
| F 7/16″ | 7/16 | 11,113 | 18 | 1,411 | 0,3363 | 8,54 | 0,3819 | 9,7 |
| F 1/2″ | 1/2 | 12,700 | 16 | 1,587 | 0,4200 | 10,7 | 0,4370 | 11,1 |
| F 9/16″ | 9/16 | 14,288 | 16 | 1,587 | 0,4825 | 12,3 | 0,5000 | 12,7 |
| F 5/8″ | 5/8 | 15,875 | 14 | 1,814 | 0,5336 | 13,6 | 0,5512 | 14 |
| F 11/16″ | 11/16 | 17,463 | 14 | 1,814 | 0,5961 | 15,1 | 0,6102 | 15,5 |
| F 3/4″ | 3/4 | 19,050 | 12 | 2,117 | 0,6432 | 16,3 | 0,6594 | 16,75 |
| F 7/8″ | 7/8 | 22,225 | 11 | 2,309 | 0,7586 | 19,3 | 0,7776 | 19,75 |
| F 1″ | 1 | 25,400 | 10 | 2,540 | 0,8720 | 22,1 | 0,8957 | 22,75 |
| F 1 1/8″ | 1 1/8 | 28,575 | 9 | 2,822 | 0,9828 | 25 | 1,0039 | 25,5 |
| F 1 1/4″ | 1 1/4 | 31,750 | 9 | 2,822 | 1,1078 | 28,1 | 1,1220 | 28,5 |
| F 1 3/8″ | 1 3/8 | 34,925 | 8 | 3,175 | 1,2150 | 30,9 | 1,2402 | 31,5 |
| F 1 1/2″ | 1 1/2 | 38,100 | 8 | 3,175 | 1,3400 | 34 | 1,3583 | 34,5 |
| F 1 5/8″ | 1 5/8 | 41,275 | 8 | 3,175 | 1,4650 | 37,2 | 1,4724 | 37,4 |
| F 1 3/4″ | 1 3/4 | 44,450 | 7 | 3,628 | 1,5670 | 39,8 | 1,5748 | 40,0 |
| F 2″ | 2 | 50,800 | 7 | 3,628 | 1,8170 | 46,2 | 1,8425 | 46,8 |
| F 2 1/4″ | 2 1/4 | 57,150 | 6 | 4,233 | 2,0366 | 51,7 | 2,0551 | 52,2 |
| F 2 1/2″ | 2 1/2 | 63,500 | 6 | 4,233 | 2,2866 | 58,1 | 2,3031 | 58,5 |
| F 2 3/4″ | 2 3/4 | 69,850 | 6 | 4,233 | 2,5366 | 64,4 | 2,5551 | 64,9 |
| F 3″ | 3 | 76,200 | 5 | 5,080 | 2,7438 | 69,7 | 2,7756 | 70,5 |
| F 3 1/4″ | 3 1/4 | 82,550 | 5 | 5,080 | 2,9938 | 76 | 3,0079 | 76,4 |
| F 3 1/2″ | 3 1/2 | 88,900 | 4 1/2 | 5,644 | 3,2154 | 81,7 | 3,2283 | 82 |
| F 3 3/4″ | 3 3/4 | 95,250 | 4 1/2 | 5,644 | 3,4654 | 88 | 3,4764 | 88,3 |
| F 4″ | 4 | 101,600 | 4 1/2 | 5,644 | 3,7154 | 94,4 | 3,7441 | 95,1 |
| F 4 1/4″ | 4 1/4 | 107,950 | 4 | 6,350 | 3,9298 | 99,8 | 4,0197 | 102,1 |
Размер гаечного ключа (гаечного ключа)
Для упрощения в этом разделе термин «шестигранник» используется для обозначения головки болта или гайки.
Витворт и BSF гаечный ключ Маркировка относится к диаметру болта, а не к расстоянию между плоскостями шестигранника (A / F), как в других стандартах. Путаница может возникнуть из-за того, что каждый шестиугольник Уитворта изначально был на один размер больше, чем соответствующий крепежный элемент BSF. Это приводит к случаям, когда, например, гаечный ключ с отметкой 7⁄16 BSF
того же размера, что и отмеченный
3⁄8 W
. В обоих случаях ширина губки гаечного ключа 0,710 дюйма, ширина по плоскости шестигранника одинакова.
В некоторых отраслях промышленности использовались крепежные элементы Whitworth с меньшим шестигранником (идентичные BSF с таким же диаметром болта) под обозначением «AutoWhit» или Auto-Whit.[нужна цитата
][6] и эта серия была официально оформлена Британской ассоциацией инженерных стандартов в 1929 году как стандарт № 193, причем «исходной» серией был № 190, а серией BSF — № 191.[7]
Во время Второй мировой войны шестигранник меньшего размера получил широкое распространение для экономии металла.[8] и это использование сохранилось и после этого. Таким образом, сегодня часто можно встретить шестигранник Уитворта, который не подходит к номинально правильному гаечному ключу, и, следуя предыдущему примеру, можно отметить более современный гаечный ключ. 7⁄16 BS
чтобы указать, что они имеют размер челюсти 0,710 дюйма и предназначены для использования либо (позже)
7⁄16 BSW
или
7⁄16 BSF
шестиугольник.[9][10][11]
Крепеж Whitworth с шестигранниками большего размера по BS 190 в настоящее время часто называют «довоенным» размером, хотя это не совсем правильно.
Различия между резьбой BSP и NPT
Наружные диаметры труб NPT и BSP соответствующего торгового размера отличаются незначительно, однако их резьбы по не совпадают из-за разных размеров шага витков. Кроме того, резьба по стандарту NPT имеет угол 60° и плоские выступы и впадины, в отличие от закругленных по BSP. Однако соединять элементы с резьбой по британскому и американскому стандартам можно: для этого необходимо установить точное количество витков, попадающих на 1 дюйм резьбы сопрягаемых элементов. Следует учесть, что для BSPP эквивалентом является стандарт NPS, для BSPT – NPT.
В свою очередь резьба BSP взаимозаменяема резьбой по ГОСТ 6357-81, резьба NPT по ANSI/ASME B1.20.1 соответствует резьбе по ГОСТ 6111-52, имеющей аналогичный угол профиля – 60°.
Сравнение с другими стандартами
Размеры шестигранной головки
| Размер | BS 190 | BS 1083 | DIN | ||
| (в) | (в) | (мм) | (в) | (мм) | (мм) |
| 1⁄8 | 0.338 | 8.6 | — | — | — |
| 3⁄16 | 0.445 | 11.3 | — | — | — |
| 1⁄4 | 0.525 | 13.3 | 0.445 | 11.3 | 11 |
| 5⁄16 | 0.600 | 15.2 | 0.525 | 13.3 | 14 |
| 3⁄8 | 0.710 | 18.0 | 0.600 | 15.2 | 17 |
| 7⁄16 | 0.820 | 20.8 | 0.710 | 18.0 | 19 |
| 1⁄2 | 0.920 | 23.4 | 0.820 | 20.8 | 22 |
| 9⁄16 | 1.010 | 25.7 | 0.920 | 23.4 | — |
| 5⁄8 | 1.100 | 27.9 | 1.010 | 25.7 | 27 |
| 3⁄4 | 1.300 | 33.0 | 1.200 | 30.5 | 32 |
| 7⁄8 | 1.480 | 37.6 | 1.300 | 33.0 | 36 |
| 1 | 1.670 | 42.4 | 1.480 | 37.6 | 41 |
| 1 1⁄8 | 1.860 | 47.2 | 1.670 | 42.4 | — |
| 1 1⁄4 | 2.050 | 52.1 | 1.860 | 47.2 | — |
| 1 1⁄2 | 2.410 | 61.2 | 2.220 | 56.4 | — |
| 1 3⁄4 | 2.760 | 70.1 | 2.580 | 65.5 | — |
| 2 | 3.150 | 80.0 | 2.760 | 70.1 | — |
Два гаечных ключа номинального размера5⁄8 дюйма, с наложенной схемой, чтобы показать логику, которая позволяет им обоим иметь номинальный размер5⁄8 когда их фактические размеры явно различаются (расстояние между плоскостями в зависимости от диаметра винта). Многоквартирное определение сегодня является общепринятым стандартом на протяжении многих десятилетий. Большой гаечный ключ на этой фотографии — 1920-х годов или ранее. Его лицевая сторона была отполирована, чтобы размерная марка хорошо отображалась на фотографии. Это американский пример, но он иллюстрирует способ маркировки гаечных ключей для крепежных элементов Whitworth.
В Британский стандартный штраф Стандарт (BSF) имеет тот же угол резьбы, что и BSW, но имеет меньший шаг резьбы и меньшую глубину резьбы. Это больше похоже на современный «механический» винт и использовался для точного машинного оборудования и для стальных болтов.
В Британский стандартный цикл Стандарт (BSC), который заменил стандарт Института велосипедных инженеров (CEI), использовался на британских велосипедах и мотоциклах. Он использует угол резьбы 60 ° по сравнению с резьбой Whitworth 55 ° и очень мелкий шаг резьбы.
В Винтовая резьба Британской ассоциации Стандарт (BA) иногда относят к стандартным крепежным элементам Whitworth, потому что он часто встречается в том же оборудовании, что и стандарт Whitworth. Однако на самом деле это метрика основанный на стандарте, который использует угол резьбы 47,5 ° и имеет собственный набор размеров головок. Резьба БА имеет диаметр 6 мм (0BA
) и меньшего размера, и до сих пор используются в точном машиностроении.
Угол Уитворта 55 ° остается широко используемым сегодня во всем мире в виде 15 Британский стандарт трубной резьбы определены в ISO 7, которые обычно используются в системах водоснабжения, охлаждения, пневматики и гидравлических систем. Эти резьбы обозначаются числом от 1/16 до 6, которое происходит от номинального внутреннего диаметра (i / d) в дюймах стальной трубы, для которой была разработана эта резьба. Эти обозначения трубной резьбы не относятся к какому-либо диаметру резьбы.
Другие резьбы, в которых использовался угол Уитворта 55 °, включают латунную резьбу, британский стандартный кабелепровод (BSCon), Model Engineers (ME) и британский стандарт меди (BSCopper).
Трубная резьба (BSP)
BSP (British Standard Pipe) известна как трубная резьба Витворта и ставшая самой популярной в мире. Она имеет два варианта исполнения – это цилиндрическая (BSPP), которая обычно герметизируется различными уплотнительными материалами, либо коническая (BSPT), которая самоуплотняется на резьбе.
Оба варианта широко применяются в сантехнических, газопроводных, водопроводных, масляных системах, пневматическом оборудовании для резьбовых соединений труб с фитингами, а также на крышках, масленках, заглушках, кранах, вентилях и т.д.
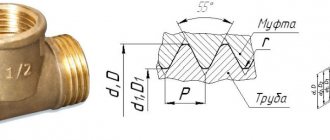
Обозначение номинального диаметра для BSP – это размер трубы (ее условный проход), то есть он немного меньше, чем фактический наружный диаметр трубы. Оба типа потоков – BSPP и BSPT имеют угол профиля 55°, как у их прототипа BSW, и всего четыре значения шага – 28, 19,14, 11.
Отличия дюймовой резьбы BSPP (G) и BSPT (R)
Трубные соединения BSPP (G)
Фитинг BSPP (папа)
Соединения с цилиндрической несамоуплотняющейся резьбой Витворта BSPP не будут герметичными без использования дополнительного уплотнителя. Фитинги BSPP обычно комплектуются резиновым уплотнительным кольцом, которое зажимается между бортиком охватываемой части трубы и внутренней поверхностью охватывающего фитинга.
В России к стандарту BSPP адаптирован ГОСТ 6357-81. Международными регламентирующими нормативно-техническими документами являются: DIN ISO 228, DIN 259, в которые включены размеры от 1/8″ до 4″.
Трубную цилиндрическую наружную и внутреннюю резьбу BSPP принято обозначать буквой «G». Пример условного обозначения: G 1 1/2″-А, где А – класс точности. Левая идентифицируется по двум дополнительным буквам «LH», например: G 1 1/2″ LH — А.
Таблица 3. Параметры цилиндрической трубной резьбы Уитворта BSPP (G), DIN ISO 228 BSP (DIN 259)
| Размер G | Ниток на дюйм | Шаг резьбы | Внешний диаметр | Внутренний диаметр | Длина резьбы | Диаметр сверления | |||
| G (конусность 80%) | |||||||||
| (дюймы) | (мм) | (дюймы) | (мм) | (дюймы) | (мм) | (дюймы) | (мм) | (мм) | |
| 1/8 | 28 | 0,907 | 0,3830 | 9,728 | 0,3372 | 8,566 | 5/32 | 4,0 | 8,8 |
| 1/4 | 19 | 1,337 | 0,5180 | 13,157 | 0,4506 | 11,445 | 0,2367 | 6,0 | 11,8 |
| 3/8 | 19 | 1,337 | 0,6560 | 16,662 | 0,5886 | 14,950 | 1/4 | 6,4 | 15,3 |
| 1/2 | 14 | 1,814 | 0,8250 | 20,955 | 0,7335 | 18,631 | 0,3214 | 8,2 | 19,1 |
| 5/8 | 14 | 1,814 | 0,9020 | 22,911 | 0,8105 | 20,587 | 0,3214 | 8,2 | 21,1 |
| 3/4 | 14 | 1,814 | 1,0410 | 26,441 | 0,9495 | 24,117 | 3/8 | 9,5 | 24,6 |
| 7/8 | 14 | 1,814 | 1,1890 | 30,201 | 1,0975 | 27,877 | 3/8 | 9,5 | 28,3 |
| 1 | 11 | 2,309 | 1,3090 | 33,249 | 1,1926 | 30,291 | 0,4091 | 10,4 | 30,9 |
| 1 1/8 | 11 | 2,309 | 1,4920 | 37,897 | 1,3756 | 34,939 | 0,4091 | 10,4 | 35,5 |
| 1 1/4 | 11 | 2,309 | 1,6500 | 41,910 | 1,5335 | 38,952 | 1/2 | 12,7 | 39,5 |
| 1 3/8 | 11 | 2,309 | 1,7450 | 44,323 | 1,6285 | 41,365 | 1/2 | 12,7 | 42,0 |
| 1 1/2 | 11 | 2,309 | 1,8820 | 47,803 | 1,7656 | 44,845 | 1/2 | 12,7 | 45,4 |
| 1 3/4 | 11 | 2,309 | 2,1160 | 53,746 | 1,9995 | 50,788 | 5/8 | 15,9 | 51,4 |
| 1 7/8 | 11 | 2,309 | 2,2440 | 56,998 | 2,1276 | 54,041 | 5/8 | 15,9 | 54,6 |
| 2 | 11 | 2,309 | 2,3470 | 59,614 | 2,2306 | 56,656 | 5/8 | 15,9 | 57,2 |
| 2 1/4 | 11 | 2,309 | 2,5870 | 65,710 | 2,4706 | 62,752 | 11/16 | 17,5 | 63,3 |
| 2 1/2 | 11 | 2,309 | 2,9600 | 75,184 | 2,8435 | 72,226 | 11/16 | 17,5 | 72,8 |
| 2 3/4 | 11 | 2,309 | 3,2100 | 81,534 | 3,0935 | 78,576 | 13/16 | 20,6 | 79,2 |
| 3 | 11 | 2,309 | 3,4600 | 87,884 | 3,3435 | 84,926 | 13/16 | 20,6 | 85,5 |
| 3 1/4 | 11 | 2,309 | 3,7000 | 93,980 | 3,5835 | 91,022 | 7/8 | 22,2 | 91,6 |
| 3 1/2 | 11 | 2,309 | 3,9500 | 100,330 | 3,8335 | 97,372 | 7/8 | 22,2 | 98,0 |
| 3 3/4 | 11 | 2,309 | 4,2000 | 106,680 | 4,0835 | 103,722 | 7/8 | 22,2 | 104,3 |
| 4 | 11 | 2,309 | 4,4500 | 113,030 | 4,3335 | 110,072 | 1 | 25,4 | 110,7 |
Трубные соединения BSPT (R)
Соединения с конической самоуплотняющейся резьбой BSPT не требуют использования герметизирующих прокладок. Уплотнение (запечатывание) обеспечивается самим резьбовым соединением. Это достигается за счет плотной стыковки двух сопряженных резьб – наружной конической (ее диаметр уменьшается по длине) и внутренней цилиндрической (диаметр неизменный по всей длине). Британский стандарт определяет конусность 1:16.
Для абсолютной герметизации трубного соединения рекомендуется использовать герметик.
Фитинг с цилиндрической и конической резьбой BSP
BSPT взаимозаменяема с конической резьбой российского стандарта ГОСТ 6211-81. Эквивалентные нормы: ISO 7/1, DIN 2999, BS 21 (BS EN 10226-1).
В стандарты включено 15 размеров от 1/16″ до 6″ (трубные соединения свыше 6 дюймов в диаметре свариваются).
BSPT (внешний конус) может применяться с внутренней цилиндрической BSPP и по ГОСТ 6357-81 для создания герметичных соединений.
Наружную коническую резьбу BSPT принято обозначать буквой «R», а сопрягаемую с ней внутреннюю цилиндрическую буквами «Rp». Например: R 1/2″ и Rp 1/2″.
Таблица 4. Параметры конической трубной резьбы Уитворта BSPT (R), ISO 7/1
| Размер R | Ниток на дюйм | Шаг резьбы | Внешний диаметр | Внутренний диаметр | Длина резьбы | Диаметр сверления | |||
| R (конусность 95%) | |||||||||
| (дюймы) | (мм) | (дюймы) | (мм) | (дюймы) | (мм) | (дюймы) | (мм) | (мм) | |
| 1/16 | 28 | 0,907 | 0,3041 | 7,723 | 0,2583 | 6,561 | 5/32 | 4,0 | 6,6 |
| 1/8 | 28 | 0,907 | 0,3830 | 9,728 | 0,3372 | 8,566 | 5/32 | 4,0 | 8,8 |
| 1/4 | 19 | 1,337 | 0,5180 | 13,157 | 0,4506 | 11,445 | 0,2367 | 6,0 | 11,8 |
| 3/8 | 19 | 1,337 | 0,6560 | 16,662 | 0,5886 | 14,950 | 1/4 | 6,4 | 15,3 |
| 1/2 | 14 | 1,814 | 0,8250 | 20,955 | 0,7335 | 18,631 | 0,3214 | 8,2 | 19,1 |
| 3/4 | 14 | 1,814 | 1,0410 | 26,441 | 0,9495 | 24,117 | 3/8 | 9,5 | 24,6 |
| 1 | 11 | 2,309 | 1,3090 | 33,249 | 1,1926 | 30,291 | 0,4091 | 10,4 | 30,9 |
| 1 1/4 | 11 | 2,309 | 1,6500 | 41,910 | 1,5335 | 38,952 | 1/2 | 12,7 | 39,5 |
| 1 1/2 | 11 | 2,309 | 1,8820 | 47,803 | 1,7656 | 44,845 | 1/2 | 12,7 | 45,4 |
| 2 | 11 | 2,309 | 2,3470 | 59,614 | 2,2306 | 56,656 | 5/8 | 15,9 | 57,2 |
| 2 1/2 | 11 | 2,309 | 2,9600 | 75,184 | 2,8435 | 72,226 | 11/16 | 17,5 | 72,8 |
| 3 | 11 | 2,309 | 3,4600 | 87,884 | 3,3435 | 84,926 | 13/16 | 20,6 | 85,5 |
| 4 | 11 | 2,309 | 4,4500 | 113,030 | 4,3335 | 110,072 | 1 | 25,4 | 110,7 |
| 5 | 11 | 2,309 | 5,4500 | 138,430 | 5,3335 | 135,472 | 1 1/8 | 28,6 | 136,1 |
| 6 | 11 | 2,309 | 6,4500 | 163,830 | 6,3335 | 160,872 | 1 1/8 | 28,6 | 161,5 |
Особенности резьбы BSPP и BSPT и совместимость фитингов, труб
Размеры труб и крепежных деталей с резьбой BSP
Таблица 5. Соответствие труб и фитингов с самоуплотняющейся резьбой BSP (внутренняя — цилиндрическая, наружная — с конусностью 1:16)
| Типоразмер штока | Типоразмер втулки (фитинга) | Параметры трубы | ||
| Номинальный (внутренний) диаметр | Внешний диаметр | Толщина | ||
| R 1/16″ | Rp 1/16″ | 3 | 7,1 | 2 |
| R 1/8″ | Rp 1/8″ | 6 | 10,2 | 2 |
| R 1/4″ | Rp 1/4″ | 8 | 13,5 | 2,3 |
| R 3/8″ | Rp 3/8″ | 10 | 17,2 | 2,3 |
| R 1/2″ | Rp 1/2″ | 15 | 21,3 | 2,6 |
| R 3/4″ | Rp 3/4″ | 20 | 26,9 | 2,6 |
| R 1″ | Rp 1″ | 25 | 33,7 | 3,2 |
| R 1 1/4″ | Rp 1 1/4″ | 32 | 42,4 | 3,2 |
| R 1 1/2″ | Rp 1 1/2″ | 40 | 48,3 | 3,2 |
| R 2″ | Rp 2″ | 50 | 60,3 | 3,6 |
| R 2 1/2″ | Rp 2 1/2″ | 65 | 76,1 | 3,6 |
| R 3″ | Rp 3″ | 80 | 88,9 | 4 |
| R 4″ | Rp 4″ | 100 | 114,3 | 4,5 |
| R 5″ | Rp 5″ | 125 | 139,7 | 5 |
| R 6″ | Rp 6″ | 150 | 168,3 | 5 |
Текущее использование
Стандартное крепление для штатива на всех SLR-камерах и, если оно есть, на компактных камерах, а следовательно, на всех штативах и моноподах, составляет 1/4 дюйма по Уитворту. В камерах большего формата используется Whitworth 3/8 дюйма с адаптерами штатива от Whitworth 1/4 дюйма при необходимости.
Широко используется (кроме США) Британский стандарт трубы резьба, как определено стандартом ISO 228 (ранее BS-2779), использует стандартную форму резьбы Витворта. Даже в США персональный компьютер жидкостное охлаждение компоненты используют G1⁄4 нить из этой серии.
Резьбовое крепление Leica, используемое в дальномерных камерах и многих увеличивающих объективах, является1 17⁄32 в Уитворте на 26 оборотов на дюйм, артефакт этого был разработан немецкой компанией, специализирующейся на микроскопах, и, таким образом, оснащен инструментами, способными обрабатывать резьбу в дюймах и в Уитворте.
В5⁄32 в Whitworth потоки были стандартными Meccano нить в течение многих лет, и она все еще используется французской компанией Meccano.
Сценическое освещение подвесные болты чаще всего3⁄8 в и1⁄2 в BSW. Компании, которые изначально перешли на метрические потоки, перешли обратно после жалоб на то, что более тонкие метрические потоки увеличивают время и сложность настройки, которая часто происходит наверху лестницы или строительных лесов.[нужна цитата
]
Крепеж для садовых ворот традиционно применяют Whitworth болты с квадратным подголовком, и они по-прежнему являются стандартом, поставляемым в Великобритании и Австралии.
Как определить тип резьбы
Для герметичного соединения между собой и с оборудованием труб с резьбой по британскому и американскому стандарту необходимо точно определиться с типом резьбы, учесть тонкие различия ее формы, шага и наклона углов.
Чтобы установить, является резьба конической или параллельной, необходимо измерить диаметр ее первого четвертого/ пятого и последнего полного витка. Если значение увеличивается от первого к последнему – резьба коническая, остается неизменным – параллельная (цилиндрическая).
Историческое злоупотребление
Двигатели British Morris и MG с 1923 по 1955 год строились с использованием метрической резьбы, но с головками болтов и гайками, рассчитанными на гаечные ключи и головки Whitworth.[12] В 1919 г. Моррис Моторс взял на себя французский Hotchkiss моторные работы, перенесенные на Ковентри во время Первой мировой войны. Станки Hotchkiss были с метрической резьбой, но метрические гаечные ключи в то время не были доступны в Великобритании, поэтому крепежные детали изготавливались с метрической резьбой, но с головками Уитворта. [13]
Что такое резьба трубная: понятие и характеристики
С целью соединения частей труб водо/газопроводов в 2022 году применяются соединения резьбового типа. На внутренней или внешней части патрубка наносятся канавки определенной глубины и с фиксированным расстоянием друг от друга. Для высокого качества соединения, требуется использовать резьбовые профили равных параметров.
3 инструкции по холодной сварке водопроводных труб
Областей применения трубной резьбы очень много, но основные в хозяйстве – это системы при строительстве/ремонте домов и квартир. Давайте детальнее разберем характер нанесения нарезки + алгоритм ее нанесения.
1) Характеристики и определение нарезки
В международных стандартах наибольшее распространение имеет резьба трубная под патентом Уитворта, которая была официально зарегистрирована в 1841 году. Общепринятое обозначение резьбы для труб при маркировке – «Тр». Если не брать во внимание формальности, в простонародье такую резьбу называют цилиндрической. Больше 60% изделий сопровождается именно данным типом нарезки.
На втором месте стоит метрическая резьба, хотя в рамках Российской Федерации она преимущественно применяется в промышленных системах транспортировки жидкостей и газов. Третья распространенная разновидность трубного соединения на основе резьбовой нарезки – коническая. Соединения данного типа способны выдерживать громадные механические нагрузки, потому используются при изготовлении систем добычи нефти, газа или как часть элемента бурильных установок.
Какими показателями характеризуется резьба трубы:
- измерение радиуса/диаметра;
- положение;
- тип профиля;
- направление;
- количество проходов резьбовых канавок.
11 таблиц характеризующих диаметр стальных труб
По классике обозначение диаметра труб идет в дюймах (1 дюйм = 2.54 сантиметра). При маленьких размерах используются доли дюймов в виде дроби (1/2, ¼, 1/8 и так далее). Количество витков, что могут поместиться в 1 дюйм, является шагом резьбы. Если речь о метрических типах резьбы, то там уже используются миллиметры. Детальнее по каждой из разновидностей соединений будет рассказано чуть ниже.
Характеристики резьбы близки к трубам, ведь данный элемент неотъемлемая их часть. При выборе фитинга/арматуры в специализированной торговой точке, требуется минимальный набор данных, которые поданы в таблице ниже.
| Параметр | Описание |
| Pitch (Р) | Резьбовой шаг. Иными словами – это расстояние между витками нарезки. |
| D | Номинальный диаметр по наружной части резьбы. |
| D1 | Диаметр по внутренней части резьбы. |
| D2 | Так называемый «средний диаметр» резьбы. По сути, это диаметр в отношении воображаемого с витками резьбы цилиндрической фигуры. Ширина канавы = ½ номинального резьбового шага. |
| Ход | Значение в миллиметрах/дюймах, на которое сместится крепёжная часть при прокручивании на один оборот в 360 градусов. В случае накатки в 1 заход = шаг, при накатке в много заходов = шаг*количество заходов. |
При желании сделать нарезку резьбы собственными руками, к дополнительным данным потребуется угол наклона, материал и прочие характеристики. Вторая неотъемлемая часть качественной работы – прямые руки мастера.
Обратите внимание: существует 2 метода определения совместимого резьбового соединения к уже имеющемуся на руках – мерная калибровка и замеры штангенциркулем. Большая точность обеспечивается за счет первого способа – значение стремится к 98%. Замеры следует проводить с учетом сотых долей миллиметра.
При мерной калибровке в профиль поочередно вставляются специальные гребенки разных диаметров, на которых имеются обозначения по размерам. Производя замеры штангенциркулем, высокий риск неточности данных в пределах 1%-3%, а этого уже достаточно, чтобы по таблицам сверки подобрать неверный диаметр необходимого профиля.
2) Как производится нарезка + бытовое применение
При разговорах о массовом производстве профиля, на первое место выступает вопрос оборудования. Базовым агрегатами при изготовлении трубной резьбы по ГОСТу является фрезерный или токарно-винтовой станки. Как альтернатива (более дорогая) – резьбонакатные станки. Минус таковых кроется в узкой специализации оборудования. При провале задумки отладки производства, сбыть железу будет труднее обычного.
О существующих способах нарезки резьбы расскажет таблица ниже.
| Способ | Описание | Популярность (из 5 ★) |
| Токарно-винтовым станком | Преимущество –высокая точность полученной резьбы, а минус низкий уровень производительности. Рационально использовать такой метод нарезки в мелком бизнесе или для частного пользования. | ★★★★ |
| Метчик + плашка | Аналогично предыдущему варианту – слабая производительность. Точность ниже станочной, но благодаря экономии на оборудовании, популярность метода в домашних условиях крайне высока. | ★★★★★ |
| Накатка | Полноценный промышленный метод формирования трубной резьбы. Процесс осуществляется посредством пластической деформации заготовок плашками. Процесс изготовления автоматизирован на 90%. | ★★★ |
| Фрезерование | Для работы используются соответственно фрезеровальные станочные агрегаты. Качество и производительность на среднем уровне. | ★★★ |
| Литье | Удобно и быстро, но с применением новых технологий, что существенно сказывается на стартовых инвестициях в оборудование. | ★★★★ |
При желании получить трубную резьбу собственными руками, можно воспользоваться специализированным инструментом – КЛУПП. Конструкция агрегата предельно проста – 2 ручки для ворота, резцы-гребенки, и непосредственно корпус.
За неимением и такого агрегата, хотя купить его на Авито и прочих площадках в 2022 году не составит проблем, реально использовать ворот, метчик + плашку. Последние два элемента зажимаются воротом 3-мя болтами центрирующего типа. Первый проход делают грубым прокатом, а последующие при помощи чистовых плашек и метчиков.
Важно: при нанесении резьбы трубной с крупными диаметрами рационально использовать специальную втулку. Элемент упростит заход плашки + позволит снизить физические затраты на сам процесс. Вероятность перекоса снизится, в том числе.
Теперь пару слов об использовании трубной резьбы. При ремонтных работах на дому или квартире, наибольший спрос имеется у цилиндрического типа труб с дюймовой резьбой. Менее часто применяется резьба круглого типа и профиль Эдисона.
Назначение трубной резьбы по размерам:
- 1/2 — используется для постройки транспортных водопроводных систем в домах и квартирах по РФ. Диаметр позволяет качественно выдерживать напор как горячей, так и холодной жидкости. Основные бытовые сантехнические узлы оборудуются резьбой в ½ дюйма – ванна, душевые кабинки, смесители и так далее;
- 1/4 – аналогичные области применения, но только в отношении крайних частей сантехнической разводки, где пиковое давление ниже основного. Классический вариант применения – смеситель в раковине на кухне/ванной;
- 3/4 – узловые элементы систем транспортировки. Обычно профиль соединяет трубы на входе/выходе подвода воды к дому или при соединении с раздающим коллектором.
Если говорить о более крупных профилях трубной резьбы в 1 и 1.5 дюйма, то их область применения менее широкая. В бытовом направлении – это узлы в отелях, гостиницах и прочих крупных промышленных объектах, где требуется соблюдение среднего+ качества и адекватного ценника при формировании системы.
В популярной культуре
В фильме 2011 года Автомобили 2
от Дисней / Pixar, жизненно важный ключ к раскрытию злодея, сэра Майлза Акслерода, заключается в том, что он использует болты Витворта. Хотя Акслерод не совсем похож на настоящую машину (в то время как многие другие персонажи очень похожи на настоящие автомобили), он, кажется, наиболее точно соответствует оригиналу. Рэндж Ровер Классик. На самом деле, ранние модели Range Rovers использовали детали с имперскими размерами, хотя фотография двигателя злодея практически идентична более позднему 3,5-литровому одинарному пленуму Rover V8 (конструкция, приобретенная у GM Buick).
использованная литература
- Гилберт, К. Р., и Галлоуэй, Д. Ф., 1978, «Станки». В C. Singer, et al., (Eds.), «История технологии. Оксфорд, Clarendon Press & Lee, S. (Ed.), 1900,
Словарь национальной биографии
, Том LXI. Смит Элдер, Лондон - Маккарти, М., и Гарсия, Р., 2004, «Винтовая резьба на SS Ксанто
: Случай стандартизации в Британии XIX века ».
Международный журнал морской археологии
, 33. (1): 54–66. - Джозеф Уитворт, 1841 г., Статья о единой системе винтовой резьбы
- Джозеф Уитворт, 1857 г., Статья о стандартных десятичных мерах длины
- Британский институт стандартов. Параллельная винтовая резьба формы Витворта — Требования
. ISBN 978-0-580-57923-3 . BS 84: 2007. - Книга «Машинная резьба». 11-е издание 1941 г.
- Журнал Commercial Motor, 2 апреля 1929 г.
- СТАНДАРТНАЯ СПЕЦИФИКАЦИЯ ВОЕННО-АВАРИЙНОЙ СИТУАЦИИ ДЛЯ ЧЕРНЫХ БОЛТОВ И ГАЙКОВ. Б.С. 916–1940.
- Размеры шестигранников Whitworth / BSF, старые и новые стандарты В архиве 17 мая 2008 г. Wayback Machine
- Whitworth / BSF в AF (SAE) и метрические размеры
- Дополнительная информация и таблица размеров гаечных ключей
- Вуд, Дж. (1977) (50 м) «Реставрация и консервация старинных и классических автомобилей», Йовил: Хейнс, ISBN 0-85429-186-5
- Харви, Крис (1977) (50 м) ˜ Бессмертная серия T.
, Oxford Illustrated Press, ISBN 0-902280-46-5