Сварщики-самоучки в большинстве случаев осуществляют сварные работы в домашних условиях в тех местах, которые более или менее приспособлены под такую работу.
Профессиональные мастера знают, насколько важно обеспечить максимально комфортные и безопасные условия работы, поэтому организовывают специальные сварные посты. Ведь особенности рабочего места во многом определяют, насколько безопасным будет использование сварочного оборудования для мастера на практике.
Общие и индивидуальные требования
Вне зависимости от типа аппаратуры при организации поста соблюдают санитарные нормы и правила безопасности:
- Для повышения качества сварочных работ обеспечивают хорошее освещение. Оно должно составлять не менее 80 лк, но не мешать мастеру. Светильники устанавливают так, чтобы на рабочий стол не падали тени.
- Поскольку при сварке образуются вредные для человека пары и газы, то при создании вентиляции учитывают санитарные нормы. Так, вытяжное оборудование должно охватывать радиус не менее 4 м, рекомендованная скорость воздухообмена – более 40 м³ в час. При организации поста в домашних условиях достаточно стандартной приточно-вытяжной вентиляции.
- Если в помещении работает несколько мастеров, то требуется установка централизованных вытяжных установок, к которым подключаются все посты. Заслонки помогают регулировать скорость воздухообмена. При работе в закрытых емкостях (резервуарах, цистернах) воздух подают с помощью маски.
- При установке однофазных сварочных агрегатов в цепь включают осциллятор. Для трехфазного аппарата необходимо присутствие магнитного контактора.
- Если на рабочем месте будет вестись резка металлов, то оборудуют отдельное место для хранения и применения режущего оборудования.
Для разных видов технологий предусматриваются индивидуальные требования:
- При организации поста для газовой сварки оборудуют отдельный отсек для хранения баллонов. В рабочей зоне не должно находиться источников тепла и открытого огня.
- При электрической технологии уделяют внимание заземлению оборудования. Возле сварочного аппарата кладут резиновый коврик. При обустройстве поста на улице строят навес.
- При использовании плазменной сварки предусматривают оборудование, оперативно удаляющее токсичные продукты горения металла из рабочей зоны. В помещении должны отсутствовать легковоспламеняющиеся жидкости и материалы.
Рекомендуем к прочтению Зачем нужен журнал сварочных работ
Требования к сварочным постам
Общие требования
Требования к организации сварочных постов основываются на соблюдении техники безопасности и обеспечения комфорта в проведении работ. Важно обеспечить заземление всех энергопотребляющих установок. Для их размещения очень желательно сделать основание из бетона или кирпичной кладки. Пост должен иметь все необходимое для хранения не только инструмента, но и документации.
Вкратце об основных требованиях. Обязательно наличие вентиляции. Стол делается из стали или чугуна. Сварщик во время работы должен стоять на резиновом коврике.
Для случаев, когда сварщик работает сидя, необходимо предусмотреть специальное кресло с сидением, не проводящим ток. Оно должно быть прочным, но легким и небольшим, чтобы можно было при необходимости передвинуть одной рукой. Естественно, что сидение должно быть удобным, поскольку иногда приходится работать специалисту по несколько часов без перерыва.
Невозможна продуктивная работа без достаточного освещения. Яркость должна быть не избыточной, но в то же время даже мелкие детали должны хорошо освещаться. Как показывает практика, для работы достаточно 80 Люмен. Расположить источник света следует непосредственно над столом. Если это невозможно, то допускается размещение осветительного прибора в непосредственной близости от рабочего места.
Даже если речь идет о многопостовой сварке, то все равно нужен рубильник, поворотом которого можно в одно мгновение отключить подачу электричества. Это может понадобиться в экстренной ситуации и для обесточивания участка по окончанию рабочего дня.
Классификация постов по видам сварки
Выделяют следующие виды рабочих мест:
- Газосварочные посты. Помещение для работы с таким оборудованием организуют с учетом технологии: расплавление металла осуществляется под воздействием тепловой энергии, выделяющейся при горении газа. Рабочее пространство снабжают максимально эффективной вытяжной системой. Пост отделывают огнеупорными материалами.
- Электросварочные. Пространство, отведенное для работы сварщика, организуют с учетом высокого риска поражения током.
Оснащение
Так как существует несколько видов сварки, соответственно и рабочее место придется оснащать по-разному. Неизменным лишь остаются заземление, требования безопасности к сварочному посту, освещение и вспомогательные приспособления для удобства работы сварщика.
- Сварка неплавящимися электродами в защитных газах требует организации места для баллонов с газом или компрессора.
- Механизированная сварка или резка металлов – это дополнительный агрегат для подачи расходника или режущего инструмента.
- Использование трехфазного напряжения – это установка контактора необходимой величины.
- Рабочее место электросварщика, работающего на переменном токе, дополнительно оснащается осциллятором. Его назначение – стабилизация электрической дуги.
Оснащение места работы газо- или электросварщика – дело серьезное и ответственное. Здесь действует основное и важное правило – обеспечить максимальную безопасность ведения сварочных работ. Поэтому таким системам, как вентиляция, заземление и освещение, уделяется повышенное внимание.
Грамотное обеспечение сварочного поста для ручной сварки – это не только уменьшение риска заболевания работника, а значит, и сохранение его здоровья, что очень важно. Это повышение качества работы, плюс сокращение сроков выполнения заказа.
Безопасность рабочего места
Независимо от типа используемого оборудования необходимо соблюдать правила, препятствующие возникновению пожароопасных и травмоопасных ситуаций. Основными условиями при организации рабочих зон являются такие моменты:
- Каждый пост ограждают защитными ширмами из огнеупорных материалов. Нельзя оборудовать экран закрытой верхней частью.
- Обшивка стен не должна касаться пола. Рекомендуется оставлять расстояние в 30 см.
- При газовой сварке дополнительно устанавливают светозащитный экран высотой более 2 м.
- Стены обшивают несгораемыми материалами.
- Размещать на одном посту несколько сварочных столов нельзя. При возникновении такой необходимости монтируют дополнительный светозащитный экран.
ЛИТЕРАТУРА
- ППР. Правила противопожарного режима в Российской Федерации. Постановление Правительства РФ от 25 апреля 2012 г. № 390;
- Государственный комитет Российской Федерации по строительству и жилищно — коммунальному комплексу постановление от 23 июля 2001 г. № 80 О принятии строительных норм и правил Российской Федерации «Безопасность труда в строительстве. часть 1. общие требования»;
- Министерство труда и социальной защиты Российской Федерации Приказ от 28 ноября 2013 г. № 701н Об утверждении профессионального стандарта «СВАРЩИК»;
- СП 12-135-2003. Безопасность труда в строительстве. Отраслевые типовые инструкции по охране труда» (утв. Постановлением Госстроя РФ от 08.01.2003 № 2) из информационного банка «Строительство»;
- МДС 12-49.2009. Макеты инструкций по охране труда для работников строительства. Методическое пособие» из информационного банка «Строительство».
Схема и основной инструментарий
Порядок, согласно которому размещают оборудование и приспособления, продиктован типом сварочного места.
Для мобильного поста
При создании передвижных рабочих мест не предъявляются особые требования к площади и вентиляции. Однако следует соблюдать основные правила безопасности:
- Тележку для размещения аппаратов и инструментов снабжают колесами, обеспечивающими легкость перевозки. Для работы используют сварочный агрегат с набором кабелей.
- Мобильный пост оснащают стойками, на которые устанавливают навес в случае непогоды.
- Инструменты размещают в специальных ящиках.
- Для защиты окружающих от светового воздействия применяют переносные щиты.
- При прокладке длинных коммуникационных линий рабочие места оборудуют в вагончиках с автономными генераторами.
Для стационарного
При оборудовании сварочного поста в цехе требуется приобретение всех необходимых в работе приспособлений. Список может дополняться, однако при соединении металлических деталей не обойтись без:
- сварочного агрегата;
- ящика для хранения электродов и других вспомогательных инструментов;
- постоянного источника тока;
- удобного места посадки;
- рубильника для подачи и отключения напряжения;
- вытяжной камеры;
- корзин, полок и ящиков для хранения мелкого инструментария;
- электродержателя.
При правильном размещении все эти приспособления не занимают много пространства.
Основная комплектация
Для полноценного оснащения сварочного поста необходимо укомплектовать его электрическим оборудованием, дополнительной оснасткой и вспомогательными средствами:
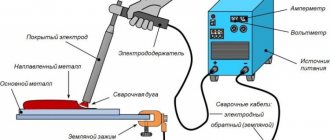
- источник тока для образования сварочной дуги, которым является сварочный трансформатор или инвертор;
- токоподводящие кабеля в надежной оплетке, выдерживающей большую силу тока и постоянное механическое воздействие.
- проводники должны иметь соответствующее крепление на конце для подключения к клеммам, держатели электродов и «массу»;
- газовые горелки для работы с газосварочным оборудованием;
- приспособления и другие инструменты для выполнения сварочных работ: зажимы, струбцины, держатели;
- сварочный стол;
- средства защиты: термоустойчивый костюм, специальные рукавицы, маска сварщика, головной убор с отворотом.
Отличительная особенность передвижного сварочного поста заключается в том, что у него отсутствуют какие-либо границы. Это объясняется тем, что специалисту необходимо постоянно перемещаться для выполнения своих обязанностей в пределах определенного ареала: строительной площадки, сварочного цеха, производственного участка и т.п.
Стоит обратить внимание на то, что данная классификация относится исключительно к организации процедур, но никак не регламентирует характер выполняемых при этом манипуляций.
Особенности газосварочных постов
В рабочей зоне обязательно должны присутствовать:
- устройство подачи ацетилена;
- кислородные баллоны с редуктором;
- рукава подачи газа;
- сварочные горелки.
Рекомендуем к прочтению Технология сварки арматуры
При обустройстве стационарного поста для газосварки учитывают следующие рекомендации:
- Поверхность сварочного стола должна быть металлической.
- Газовые баллоны размещают как можно дальше от верстака. На предприятиях газ централизованно подают по трубопроводу.
- Пост размещают на расстоянии не менее 10 м от источников открытого огня.
- При работе в закрытых емкостях устанавливают дополнительные средства подачи воздуха.
Как оборудовать пост электросварщика
Независимо от функциональности (неподвижный или передвижной) место работы электросварщика должно соответствовать таким требованиям.
- Обязательное заземление оборудования.
- Достаточная освещенность (лучше всего, когда сочетается естественный и искусственный свет).
- Бетонные или кирпичные полы.
- Столешница из стали и чугуна, к которой подведен кабель массы.
- Наличие ящиков или карманов, где можно уложить электроды.
- Для возможности работать сидя — сидение из диэлектрического материала.
- Резиновый коврик, на котором можно стоять.
Также для работы на улице обустраивают накрытие для защиты места от осадков.
Стационарный пост
Стационарные посты должны соответствовать следующим требованиям.
- Неподвижное рабочее место обычно изготавливают в виде закрытой кабины без кровли. Площадь такого поста не должна быть меньше 3-х м². Высота стен 2 метра. Вход в кабину прикрывается ширмой из брезента.
- Внизу кабины должен быть зазор между стенами и полом (250-300 миллиметров).
- Рабочий стол изготавливается из стали или чугуна. Площадь столешницы не менее одного квадратного метра.
- Сам стол может регулироваться по высоте, чтобы сварщик мог работать стоя или сидя. Для стоячей работы столешница устанавливается на расстоянии 90 см от пола. Для сидячих работ — 50-60 см.
- Окружающие стены такой кабинки должны быть из негорючего материала. Окрашивают их краской в светло-серые тона. Сами белила должны поглощать ультрафиолетовое излучение.
- Обязательно устанавливается хорошая вытяжка для удаления дыма и других продуктов горения. Также нужна и приточная вентиляция. При этом по требованиям безопасности вентилирование должно обеспечивать обмен воздуха объемом не менее 40 куб. метров в час.
- Освещение должно быть не менее 60-80 люменов по яркости. Очень хорошо, когда такой пост может сочетать уличный свет с ламповым искусственным.
Стационарные посты в обязательном порядке имеют заземление всего оборудования!
Кроме этого, обязательно устанавливается стационарное сварочное оборудование. Обязательно наличие рубильника, позволяющего обесточить все аппараты в экстренном случае.
Также оборудуются дополнительные ящики и крепления для расходников и инструментов.
Передвижной пост
Такие посты очень удобны при сварке на больших пространствах и работе с большими по параметрам конструкциями.
- Все оборудование для электросварки располагается на передвижной тележке.
- Длина кабелей должна обеспечивать удобства перемещения при работе.
- При сварке на улице не стоит устраивать дополнительную вентиляцию. Продукты горения, выделяемые в процессе сварки, сами быстро разносятся.
- Переносной сварочный пост для работы вне помещений должен иметь щиты для быстрой сборки навеса в случае выпадения осадков.
- Для защиты окружающих от воздействия вспышек электрической дуги такие посты дополнительно должны комплектоваться разборными щитами, которые можно легко перемещать по территории.
- Чтобы сварщику было удобно работать, передвижные посты дополнительно имеют специальные тумбы и крепления для размещения электродов и инструментов.
Качественная вентиляция
При обустройстве вытяжки соблюдают следующие правила:
- Устанавливают местную и общую вентиляционные системы. Первая подключается к каждому рабочему столу, если при сварке выделяются токсичные вещества. Установка общей вытяжки обязательна во всех случаях.
- Вентиляционное оборудование снабжают фильтром, удаляющим из воздуха сварочные аэрозоли. Оборудование выводит вредные вещества за пределы цеха.
- При сварке в газовой среде воздух подают рассредоточенно. При применении других технологий используют направленную вентиляцию.
В процессе сварки
Теперь рассмотрим документы оформляемые в процессе работ.
Исполнительная схема (формуляр)
На исполнительной схеме или формуляре обозначают стыки, опоры высотные отметки. Указывают расстояния между стыками, осями и рядами здания. Прописывают данные по сварщикам выполнявшим работу. Выполняется в чертежных программах чаще всего в Autocad.
Журнал сварочных работ
Акты на сварку допускных стыков или КСС (контрольных сварных соединений)
Акты на контроль КСС
Документы оформляются на различный контроль – ВИК, УЗК / РК, и механические испытания – разрушающий контроль.
Тематические видео:
1) О средствах измерения, которыми должен располагать специалист ВИК
2) Проведение ультразвукового контроля
3) Компьютерная радиография в деле
Акты на контроль готового изделия
Данные акты (заключения) по ВИК и неразрушающий контроль если он предусмотрен нормативно-технической документацией оформляются в процессе работ, а также по завершению в зависимости требований заказчика. Примеры заключений и актов — можно посмотреть здесь.
Тематические видео: 1) Виды и методы неразрушающего контроля
2) Основные дефекты сварных соединений и их выявляемость методами НК
Это был краткий перечень того, какая именно исполнительная документация подлежит оформлению при проведении сварочных работ.
После окончания сварочного процесса необходимо (закреплено в ФНП) очистить все произведенные стыки и соединения, удалить шлаковые остатки, убрать загрязнения (натеки и остатки металлов). После осуществления проверки потребуется исправить все выявленные дефекты. Потребуется и заполнение определенной документации в полном объёме и исходя из предъявляемых требований.
Организация постов для разных видов сварки
Т. к. мастера применяют несколько технологий, рабочие зоны оборудуют по-разному. Неизменными остаются основной набор инструментов, правила безопасности, заземление оборудования. К индивидуальным моментам относятся:
- Обустройство места установки газовых баллонов и компрессора при аргонодуговой сварке с неплавящимися электродами.
- Применение дополнительных аппаратов для подачи расходного материала, режущих приспособлений при механизированных сварочных процессах.
- Использование средств заземления и зануления оборудования при электрической сварке.
- Установка отдельного экрана для плазменной установки. Высота ширмы в этом случае должна составлять не менее 220 см.
Порядок оформления разрешений, наряд-допуска на ведение огневых работ.
Выполнять пожароопасные работы рекомендовано в светлое время суток, т.е. днем (за исключением форс-мажоров и аварий) и при участии специалистов, имеющих специальную подготовку и соответствующие документы (аттестаты, справки, удостоверения), подтверждающие их квалификацию.
Предварительно руководителем подразделения или начальником бригады (цеха, отдела, участка) должен быть прописан точный план будущих работ, на взрывоопасных участках установлено оборудование, позволяющее обезопасить объект, отключены источники питания, остановлены аппараты и установки, представляющие угрозу жизни и здоровью во время рабочего процесса, а также поставлены знаки о границах опасных зон.
Все специалисты, связанные с проведением работ должны пройти соответствующий целевой инструктаж, обеспечены средствами огнезащиты, инструменты должны быть проверены, а рабочее место подготовлено.
Только после обеспечения всех этих мероприятий выписывается наряд-допуск на проведение пожароопасных огневых работ.
Правила оформления допуска
Согласно пункту 437 Правил противопожарного режима в РФ, на проведение огневых работ (огневой разогрев битума, газо- и электросварочные работы, газо- и электрорезательные работы, бензино- и керосинорезательные работы, паяльные работы, резка металла механизированным инструментом) на временных местах (кроме строительных площадок и частных домовладений) руководителем организации или лицом, ответственным за пожарную безопасность, оформляется наряд-допуск на выполнение огневых работ по форме, предусмотренной приложением № 4 (ниже именно оно). Заполняется допуск либо на обычном листе А4 формата, либо на фирменном бланке предприятия в двух экземплярах. Один из них передается руководителю работ, второй – сотруднику, который отвечает за пожарную безопасность на предприятии.
Наряд-допуск к огневым работам – разрешительный документ, который четко фиксирует объект, на котором будут проводиться работы, их наименование, сведения о специалистах, получающих к ним допуск, ответственных лицах, а также мерах пожарной безопасности, принятых на рабочем месте.
Инструкция по заполнению наряда-допуска к огневым работам
- В правой верхней части документа указывается полное наименование предприятия, сотрудники которого проводят огневые работы, а также структурное подразделение, к которому они относятся.
- В левую верхнюю часть вносятся данные о руководителе предприятия, а также дате оформлениянаряда-допуска. Здесь же, после окончательного заполнения документа директор должен будет поставить свою подпись.
- Ниже по центру строки пишется название документа.
- Затем отдельными пунктами вписывается, кому выдан наряд-допуск (т.е. ответственное за проведение работ лицо), на какие именно работы, а также сведения об объекте(здесь надо указать наименование объекта и его фактический адрес).
- В четвертый пункт вносится информация об исполнителях: тут нужно указать их профессию, квалификацию, дату последнего пройденного инструктажа. Напротив своей фамилии каждый участник работ должен обязательно расписаться.
Следующие пункты наряда-допуска касаются непосредственно проводимых огневых работ.
- Сначала нужно указать время их начала и окончания(часы, минуты), затем принятые меры пожарной безопасности (подробно).
- Далее следует отметить, что огневые работы, а также принятые меры по обеспечению пожарной безопасности согласованы с ответственными службамиобъекта – здесь надо указать конкретного человека, его должность, фамилию, инициалы, дату согласования.
- Наконец, в последнем пункте этой части наряда-допуска аналогичным образом отмечаем сотрудника, ответственного за подготовку рабочего местак выполнению поставленных трудовых задач.
- По правилам наряд-допуск должен оформляться на все виды работ по отдельности на одну дневную смену.
- Если работы не завершены в установленный допуском срок, то в пункте 9 нужно внести запись о том, до какого времени они продлеваются(но не более чем на одну рабочую смену). В следующий пункт следует внести пометку о согласовании продления допуска к огневым работам.
- Если в состав бригады исполнителей вносятся изменения (одни работники заменяются на других или же кто-то просто исключается или добавляется), это нужно отметить в специальной таблице.
- После того, как все работы будут завершены, фиксируется факт окончания работ, дата и время, а также ставится подпись ответственного лица. После окончательного оформления наряд-допуск передается на утверждение и подпись руководителю предприятия.
Создание собственного поста
Рабочее пространство можно организовать своими руками. При создании мобильного сварочного поста требуются дополнительные компоненты для переноса инструментов и расходных материалов.
Стационарный рабочий кабинет не нуждается в подобных приспособлениях.
Сбор инструментов и материалов
При организации рабочего пространства сварщика потребуются:
- Устройства подачи тока. К ним относят трансформаторы или генераторы, часто работающие от сети 380 В.
- Баллоны с инертным или активным газом. На стационарных постах устанавливают емкости большого объема.
- Комплект фиксирующих инструментов. К ним относятся тиски и струбцины.
- Средства предварительной обработки металлических деталей – устройства холодного проката и вальцовки, трубогибы.
- Инверторы, сварочные полуавтоматы для мобильного поста.
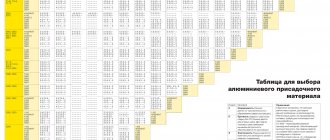
- Электроды, присадочная проволока. Рекомендуется приобрести разные виды материалов.
Рекомендуем к прочтению Как получить аттестат НАКС
Как собрать
В процессе создания сварочной кабины своими руками соблюдают следующие правила:
- Рекомендованная длина рабочей зоны – 2 м, ширина – 2,5 м. Высота потолка должна составлять не менее 2 м. Нельзя делать верхнюю часть кабинета закрытой.
- Для сборки стен используют листовую сталь или фанеру, обработанную негорючим составом.
- Для предварительной подготовки и сварки металлических деталей организуют удобный сварочный стол. Его можно делать стационарным или складным. Для сборки используют профильные трубы, толстые стальные листы. Столы должны снабжаться металлическими держателями, фиксирующими идущий от источника питания токопроводящий кабель, заземляющий провод.
- В боковой части стола размещают контейнеры для складирования электродов, сварочной проволоки. Устанавливают выдвижные ящики, в которых будут храниться мелкие инструменты, техническая документация.
- Устанавливают одно- или многопостовые источники питания дуги. Первый вариант предпочтителен при самостоятельной организации рабочего пространства. Во втором случае потребуется использование токоподводящих шин.
- Монтируют рубильник для управления сварным током.
Устройство по этапам
Сварочный кабинет можно обустроить в гараже, на производственной площадке, станции технического осмотра. При этом используют следующую схему выполнения работ:
- Выбирают место. Рекомендуется располагать пост вдали от легковоспламеняющихся жидкостей, материалов и газов.
- Собирают кабину. От пола до нижнего края стен оставляют зазоры в 5 см для проветривания. При работе с инертными газами это расстояние увеличивают до 30 см. Устанавливают вентиляционные сетки. На входе вешают брезентовую или пластиковую негорючую ширму.
- Монтируют стол со столешницей. Предусматривают возможность регулирования высоты стоек и площади столешницы.
- Устанавливают осветительные приборы.
- Окрашивают стенки кабины светло-серой краской, поглощающей ультрафиолетовые лучи. Выбирают красящие составы на основе титана или цинка.
- Монтируют вытяжную установку принудительного типа. Подключают оборудование к централизованной системе воздухообмена.
- Заливают пол бетоном. Можно использовать для формирования напольного покрытия кирпич.
- Монтируют рубильник для аварийного отключения сварочных аппаратов.
На последнем этапе подключают оборудование к источникам питания.
Основные требования при обустройстве сварочных постов
Независимо от того, каким оборудованием укомплектован пост, требования по технике пожарной безопасности практически одинаковы. Все их пункты направлены на то, чтобы обезопасить условия труда и сделать их максимально комфортными. Основные требования:
- место сварщика следует оградить щитами или экранами, изготовленными из несгораемых материалов. при этом верх следует оставить открытым;
- сварочные работы с использованием инертных газов допускаются только в тех кабинках, где нет верха, световой проем между ограждениями и основанием составляет 30 и больше сантиметров, а стенки ограждений составляют не меньше 2 метров;
- внутри пост по периметру обшивается несгораемыми материалами;
- площадь кабины должна составлять минимум 4,5 квадратных метра. Этого пространства достаточно для размещения сварочного оборудования, оснастки, разного рода приспособлений, систем для хранения инструмента и расходных материалов;
- при эксплуатации машины для плазменной резки высота ограждений должна составлять не меньше 2,2 метра, а поверхность внутри обязательно покрывается несгораемыми материалами;
- не стоит внутри одной кабинки устанавливать сразу два сварочных аппарата. А если это очень нужно, то между ними необходимо установить разделительный светозащитный экран. Он предотвратит вероятность возникновения пожара.
Важное значение при обустройстве рабочего места сварщика имеет организация системы вентилирования. Мастер производственного участка в обязательном порядке должен проверить производительность вентиляции каждого поста, поскольку от эффективности воздухообмена напрямую зависит безопасность не только конкретного сварщика, но и рабочего участка в целом.
Практикующие специалисты советуют:
- Обеспечить параллельную работу сразу двух вытяжных систем: общей и местной.
- Местные вытяжки оснащаются фильтрами, которые очищают воздух от вредных аэрозолей и продуктов горения.
- При выполнении сварочных работ в защитной среде воздух в кабинку подается рассредоточено. В других случаях он может нагнетаться в верхнюю зону кабинки.
- Желательно чтобы стены внутри были матовыми. Тогда сварочные блики не будут отражаться.
Если все требования по организации приточно-вытяжной системы вентилирования соблюдены, то рабочее место готово к использованию. До начала сварочных работ специалист должен одеть защитную одежду и маску. В противном случае он рискует повредить глаза и получить ожоги от раскаленных капель металла.