Для какого вида сварки используются
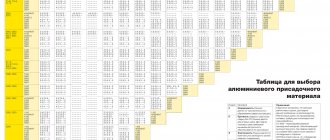
C помощью этого оборудования производится большинство сварочных технологий. Они включают сварку ММА (ручная дуговая с электродом с покрытием), MIG (сварка плавлением в среде защитного газа), TIG ( аргонно-дуговая сварка неплавящимся электродом). Использование выпрямителей дает возможность сваривать не только черные металлы, но и нержавеющие, жаропрочные и жаростойкие высоколегированные стали, чугуны, цветные металлы, алюминиевые и титановые сплавы.
Какие электроды используются
Сварка может производиться электродами любых типов:
- сварочными электродами постоянного тока (например: УОНИИ-13/55 или УОНИ-13/55);
- универсальными электродами (например: АНО-4, МР-3 или ОЗС-12);
- специальными электродами.
Классификация устройств
Можно выделить различные основные типы сварочных выпрямителей, так как существует несколько способов их классификации.
Если рассматривать конструкцию силовой части, то допускается деление на следующие
- тиристорные модели;
- исполнения с насыщающим дросселем;
- инверторы;
- модификации, регулируемые трансформатором;
- устройства, регулируемые транзистором.
При подборе выпрямителей нужно ориентироваться на предстоящую технологию сварки. Например, если работа будет вестись в газовой защитной среде, под флюсом, используются модели, обладающие жесткими внешними показателями. Они предполагают, что напряжение настраивается магнитным, витковым, фазовым и импульсным способами.
Классическая технология ручной дуговой сварки подразумевает использование выпрямителей с падающими внешними показателями. Они базируются на повышении сопротивления трансформаторов или на обратной связи по току. Представлены и универсальные устройства, которые сочетают жесткие и падающие внешние характеристики.
Прочие параметры, позволяющие классифицировать устройство, можно представить таким списком:
- Выходная сила тока. Чем больше этот показатель, тем толще могут быть стенки обрабатываемой детали. Небольших токов достаточно только для работы с тонкими металлическими пластинами. Высокая сила существенно расширяет эксплуатационную сферу, позволяет не только сваривать металл, но и резать его.
- Класс точности регулировки. Профессионалам лучше выбирать приборы, позволяющие предельно точно скорректировать рабочие показатели.
- Число выходов. Профессиональные модели нередко предполагают наличие на корпусе сразу нескольких выходов для установки держателей электродов. Получается, что одним устройством одновременно могут пользоваться несколько сварщиков. Это избавляет от необходимости покупки дополнительных приборов, но отражается на габаритах в большую сторону.
- Эффективность охлаждающей системы. Бытовые модели редко оснащаются дорогой и производительной системой охлаждения, так как ориентированы на краткосрочные и не слишком сложные работы. Профессиональные аналоги эксплуатируются бесперебойно гораздо дольше.
Посмотрите видео-обзор сварочного выпрямителя ВД-201 АД AC DC:
Подведем итоги
Итак, мы разобрались, что такое сварочный выпрямитель. Несмотря на недавнее появление, он уже пользуется высоким спросом и у профессионалов в области сварки, и у тех, кто пользуется данной технологией время от времени.
Расширение функциональных возможностей сварочного аппарата, улучшение качества получаемого шва – преимуществ у его использования множество, что и способствует популярности.
Технические характеристики выпрямителя сварочного ВДУ-506
Выпрямитель сварочный ВДУ–506 — это универсальный выпрямитель с тиристорным управлением. Его универсальность проявляется в способности обеспечивать:
- сварку покрытыми электродами;
- сварку в среде защитных газов;
- сварку порошковой проволокой;
- сварку под флюсом;
- воздушно–дуговую резку.
Выпрямитель предназначен как для комплектации постов ручной дуговой сварки штучными металлическими электродами, так и для комплектации полуавтоматов типа ПДГ при механизированной сварке в среде защитных газов изделий из малоуглеродистых, низколегированных, углеродистых и коррозионностойких сталей на постоянном токе. Выпрямитель регулируемый, и имеет жесткие и падающие внешние характеристики.
Выпрямитель подключается к трехфазной сети 380 В и потребляет из неё при полной нагрузке 62 А. Диапазон сварочных токов и рабочих напряжений достаточно широк: 50–500 А, 18–50 В.
| напряжение питающей сети, В | 3х380; 3х220 |
| номинальный сварочный ток, А | 500 (ПН=60%); 390 (ПН=100%) |
| пределы регулирования сварочного тока, А | |
| для жестких характеристик | 60–500 |
| для падающих характеристик | 50–500 |
| пределы регулирования рабочего напряжения, В | |
| для жестких характеристик | 18–50 |
| для падающих характеристик | 22–46 |
| напряжение холостого хода, В, не более | 85 |
| номинальная мощность, кВА, не более | 40 |
| продолжительность цикла сварки, мин | 10 |
| габаритные размеры, мм (LxBxH) | 820х620х1100 |
| масса, кг | 300 |
Комментарий специалиста:
Приобретая ВДУ–506, Вы получаете:
- Дуговую сварку на постоянном токе Сварка от выпрямителя устойчива и стабильна, технологический эффект по качеству формирования шва и низкому разбрызгиванию соответствует лучшим образцам. Выпрямитель обеспечивает легкое зажигание и устойчивое горение дуги при любом токе в пределах регулировочного диапазона. Выпрямитель может работать по заданной программе с манипулятором или в составе робототехнического комплекса. Для этого имеется специальный разъём, через который подаётся стандартный сигнал (0–10 В).
- Удобство эксплуатации Плавное регулирование сварочного тока (при падающих) и напряжения (при жестких внешних характеристиках) осуществляется резистором на блоке управления (местное регулирование), а также с полуавтомата или автомата (дистанционное регулирование). Выпрямитель снабжен пультом для дистанционного включения в работу и регулирования сварочного тока.
- Для перемещения в пределах сварочного участка выпрямитель смонтирован на четырехколесной тележке с двумя рукоятками. Предусмотрены специальные рукоятки с отверстиями для подъёма выпрямителя.
- Особенности трансформатора:
- предназначен для работы при температуре окружающей среды от –10 °С до+40 °С;
- универсальность;
- простота в обращении;
- высокая стабильность дуги;
- плавное регулирование сварочного тока и напряжения во всем диапазоне без переключений для каждого вида внешних характеристик;
- высокие технологические свойства;
- надежность и безотказная работа.
Внимание! Источник питания может поставляться по желанию потребителя на напряжения 220 или 380 В. По желанию пользователя выпрямитель комплектуется сварочным полуавтоматом или автоматом.. et.ua
et.ua
Меры предосторожности
Защитные средства сварщика
Перед эксплуатацией ВД 306 следует внимательно изучить государственные стандарты для выполнения сварочных работ и использования электроустановок. Данный прибор категорически запрещено применять внутри туннелей, колодцев, металлических резервуаров. Нельзя использовать устройство без защитного кожуха. Если сварка подключена к электрической сети, тогда запрещено передвигать ее.
Во время работы человеку нельзя прикасаться к металлическим элементам агрегата и к электродам. Перед снятием или установкой сварочного стержня сварку следует отключить от сети.
Зачистку швов следует выполнять после полного остывания металла. Эту работу необходимо выполнять в специальных очках. Сама сварка должна осуществляться с использованием специальной маски, что защищает лицо сварщика от расплавленных частиц металла.
Видео по теме: Ремонт сварочного аппарата ВД 306
Публикации по теме
Как самостоятельно выполнить ремонт сварочных аппаратов инверторного типа
Порядок изготовления сварочного полуавтомата своими руками
Процесс изготовления споттера своими руками из сварочного аппарата
Безопасность сварочных работ
Во время использования аппарата соблюдают следующие правила:
- Перед началом сварки изучают требования ГОСТ и СНиП, касающиеся рабочего процесса.
- Не допускают к использованию аппарата сотрудников, не имеющих удостоверения.
- Не эксплуатируют выпрямитель в туннелях, коллекторах, непроветриваемых или загазованных помещениях.
- Снимают защитный кожух только после отключения от электрической сети. Эксплуатация открытого агрегата многократно повышает риск поражения током.
- Не передвигают оборудование, подключенное к сети.
- При замене электрода питающий кабель отсоединяют от розетки.
- Во время работы используют средства защиты – рабочий костюм, рукавицы, сварочную маску.
Неисправности и их решение
Выпрямитель снабжен обмотками высокого напряжения, считающимися слабым местом любого сварочного оборудования. При неправильном применении они сгорают полностью или частично. В таких случаях требуется замена или перемотка. Неисправности затрагивают и плату управления.
Особенно часто выходят из строя следующие компоненты:
- диоды выпрямительного моста;
- дорожки;
- трансформаторы управляющего блока.
В первую очередь проверяют диодный мост. Компонент достаточно надежен, однако при неправильной эксплуатации он выходит из строя. При сгорании дорожек плату придется заменять, ремонт в этом случае невозможен. Такой способ не считается лучшим решением, новые электронные компоненты стоят дорого.
Поэтому имеющийся блок пытаются восстановить:
- прозванивают универсальным тестером узлы аппарата, неисправность которых может сделать аппарат неработоспособным;
- заменяют вышедшие из строя детали;
- запускают аппарат, тестируют его.
Устройство и принцип работы
Общий вид выпрямителя и его габаритные размеры показаны на рисунке.
Обозначения
- «1» – указатель датчика перегрузки;
- «2» – указатель питания сети;
- «3» – гнездо для подключения подогрева, при работе с защитным газом;
- «4» – гнездо для подключения управляющего блока полуавтомата;
- «5» – место для установки управляющего блока полуавтомата;
- «6» – Управляющий блок аппарата;
- «7» – кнопка включения/отключения дистанционного управления;
- «8» – указатель силы тока;
- «9» – указатель напряжения;
- «10» – выбор внешних характеристик «жесткие/падающие»;
- «11» – переключатель сварочного режима;
- «12» – регулятор выходных параметров;
- «13» – кнопка включения вентилятора системы охлаждения;
- «14» – кнопка отключения вентилятора системы охлаждения;
- «15» – место подключения сварочных кабелей;
- «16» – место подключения кабелей заземления;
- «17» – тумблер автоматического выключателя;
- «18» – область подсоединения сетевых кабелей;
- «19» – ручка для перемещения на производственной площадке.
Принципиальная электрическая схема имеет следующий вид:
По своей конструкции сварочный аппарат ВДУ 506 представляет собой понижающий трансформатор с полупроводниковым блоком, который выпрямляет поступающий ток. В процессе эксплуатации диоды блока подвергаются сильной нагрузке, которая является причиной повышения температуры.
Для отвода тепла в аппаратах имеется система охлаждения, которая состоит из радиаторов и вентилятора. Выпрямитель выгодно отличается плавной регулировкой сварочного тока. В случае необходимости возможна поставка специального пульта для удаленной регулировки сварочного процесса.
Заводской комплект поставляемого оборудования включает в себя:
- Выпрямитель с ручкой и колесами для транспортировки.
- Комплект токовых вставок.
- Паспорт с инструкцией от производителя.
Классификация и маркировка
Все исполнения сварочных выпрямителей подразделяются по следующим параметрам:
- По фазности используемого тока: одно- или трёхфазные. Первые отличаются компактностью, но не позволяют сглаживать значительные пульсации напряжения и получать на выходе значительные токи обработки, потому применяются преимущественно для сварочных аппаратов бытового назначения.
- По способу управления силой сварочного тока.
- По виду вольтамперной характеристики.
- По схеме выпрямления тока. Она может быть однофазной (используется в устройствах малой мощности), трёхфазной или шестифазной (последняя применяется в агрегатах повышенной мощности, превышающей 1000 кВА). В свою очередь, трёхфазное выпрямление может быть реализовано по мостовой или кольцевой схемам.
- По количеству обслуживаемых постов – однопостовые или многопостовые.
Маркировка сварочных выпрямителей регламентируется требованиями ГОСТ 13821-77 (для однопостовых агрегатов) и ГОСТ 18142-85 (для полупроводниковых агрегатов). Она включает в себя буквы ВД (выпрямитель дуговой), третьей буквой У (универсальный), либо М – многопостовой. Далее следует умноженное на 10 значение силы сварочного тока в амперах, и (необязательно) номер серии. Таким образом, например, универсальный сварочный выпрямитель типа ВДУ-504 рассчитан на получение постоянного тока силой до 500 А.
ГОСТ 13821-77 устанавливает следующие соотношения между энергетическими характеристиками сварочного выпрямителя и продолжительностью его непрерывной эксплуатации. В частности, в диапазоне сварочных токов 400…630 А минимальное рабочее напряжение не может быть меньше 24…25 В, и ПВ – более 60%. При токах от 800 А и более минимальное напряжение составляет 26…34 В, а ПВ может достигать 100%.
Области применения
Значительная масса делает аппарат неприемлемым вариантом для домашних работ, несмотря на простоту и надежность конструкции. Сварочные инверторы гораздо лучше справятся с несложными задачами на дачном участке или в гараже. Кроме того стоимость выпрямителя достаточно высока для рядового пользователя.
Потому данные устройства с успехом эксплуатируют на различных промышленных предприятиях, где требуется соединение толстолистовых изделий с глубокой проваркой шва. Как показывает практика при условии своевременного технического обслуживания и соблюдения требований безопасности, устройство способно проработать 20 и более лет.
Особенности использования
Выпрямитель сформирован несколькими блоками, работа которых преобразует входящее напряжение, повышать силу тока.
Основная задача модуля – формирование постоянного тока с большой силой, что обеспечивает следующие эксплуатационные возможности:
- Сварка любыми электродами, вне зависимости от типа покрытия. Наличие покрытия способствует стабильному горению дуги, металл не разбрызгивается, шов получается более ровным и прочным, нуждающимся в минимальной доработке.
- Расширение возможностей сварочного аппарата. Регулировка силы тока позволяет эффективно работать и с деталями, толщина стенок которых составляет 5 сантиметров, и с миллиметровыми пластинами. Также аппарат может использоваться и не непосредственно для сварки, а для плавления кромки с целью корректировки ее геометрии.
- Появляется возможность применения неплавящихся электродов (к примеру, на вольфрамовой основе), требующих дополнительного применения присадочной проволоки.
- Выпрямитель для дуговой сварки расширяет список материалов, с которыми может вестись эффективная работа. Удается сваривать детали из нержавейки, чугуна, стали с малым содержанием углерода и иных “сложных” сплавов.
- Устройство помогает не только варить, но и резать металл. Для этого выставляются максимальные значения силы тока, формирующие очень мощную дугу, прорезающую материал.
Некоторые специалисты могут заметить, что для проведения указанного спектра работ можно пользоваться и обычным трансформатором, но практика показывает, что выпрямитель гораздо технологичнее и удобнее, кроме того, он способствует снижению общего расхода электродов.
Интересное видео, переделка сварочного аппарата АС WELDER 160C на постоянный ток:
Общие сведения
Данный аппарат характеризуется разнообразием выполняемых работ. В зависимости от типа исполнения, выпрямитель можно использовать в следующих видах сварочных работ:
- Электрическая дуговая сварка. В качестве присадочного материала используют покрытые электроды.
- Работы в среде защитного газа. В этом случая оборудование комплектуют подающим механизмом типа ПДГО-510.
- Сварка под флюсом. Для работы в полуавтоматическом режиме. В данных работах присадочным материалом является порошковая проволока.
- Работы манипулятором. Некоторые модели оснащены выпрямителем, в качестве источника тока.
Распространенные варианты выпрямительных устройств
Среди представленных на рынке моделей выпрямительных приборов для сварки можно выделить устройство ВДМ 1202С – отличается высоким вольтамперным свойством. 1202С используется при дуговой сварке в строительной и энергетической сфере.
В процессе сварки с помощью устройства 1202 могут использоваться любые типы электродов, как изделия постоянного тока, так и универсальные или специальные.
Устройство ВДМ 1202 по мнению специалистов считается надежным, качественным и долговечным.
Особенностью выпрямителей с удвоением мощности напряжения является возможность конденсаторов скапливать и сохранять электроэнергию.
На данный момент цена выпрямительного прибора для сварки 1202 составляет около 1000$.
Выпрямительные устройства ВДУ 506С предназначаются для сборки агрегатов дуговой сварки и полуавтоматических аппаратов, для дуговой сварки, осуществляемой своими руками с применением покрытых электродов.
ВДУ 506С в сборке с полуавтоматическим устройством используется в ходе полуавтоматической сварки с применением плавящейся проволоки в среде защитного газа. ВДУ 506С – аналог приборов типа ВДУ 506, их производство осуществлялось в Литве и на территории России.
В отличие от модели 506, вариант 506С имеет небольшой вес в 250г и меньшие габариты – 740х600х920.
В свою очередь, выпрямитель ВДУ 506 способен обеспечить сваривание простыми электродами, работу в среде защитного газа, сваривание порошковым материалом.
А также возможность осуществлять своими руками резку расплавленного металла.
Сварочный выпрямитель ВД 301 УЗ используется для поддержания электродуги при дуговой сварке, осуществляемой своими руками, для резки и наплавления металлических изделий.
Российское производство обеспечило модели ВД 301 УЗ эффективные свойства эксплуатации, ВД 301 УЗ можно использовать в различных климатических условиях.
Вариант выпрямительного прибора для сварки ВД 306 С1 предназначен для сварки в ручном режиме с применением постоянного тока для сваривания различного типа сталей, в том числе и коррозийно-устойчивых.
Материал, используемый для обмотки трансформатора – медь. Эксплуатируется ВД 306 С1 от 380В, на данный момент цена на выпрямительное устройство 306 достигает 300$.
ВД 313 УЗ применяется для сварки стальных изделий в ручном режиме с применением покрытых электродов. Выпрямитель ВД 313 имеет простую, но надежную конструкцию. По мобильности 313 модель конкурирует с ВД 306.
Выпрямитель сварочный ВД 313 УЗ оснащен устройством шунтового регулирования, за счет которого уменьшается период изменения сварочного режима.
Классический выпрямительный прибор ВД 401 незаменим при подаче постоянного тока сварочной электрической дуги, при наплавлении и разрезании металлов, а также применяется при сварке в ручном режиме.
Модель выпрямительного устройства для сварки ВД 401 питается от 3-х фазной сети. Конструкция состоит из трансформатора силового типа, выравнивающего блока, магнитного шунта, системы охлаждения, авто выключателя и корпуса.
Выпрямительное устройство для сварки 401 предназначено к использованию в закрытых, но вентилируемых естественным образом пространствах. Исключается использование ВД 401 во взрывоопасных помещениях.
Выпрямительный аппарат ВД-16-Ч применяется для ручной электрической дуговой сварки на постоянном токе. ВД-16-Ч имеет защитный датчик от перегрузки, а также ВД-16 может использоваться при температуре от -10 до +40ºС.
Исключается эксплуатация ВД-16 под воздействием длительных вибраций, дождя и снега, в химической среде ВД-16 тоже работать запрещено.
Выпрямитель переменного тока, однофазный или трёхфазный, является самым неприхотливым, дешёвым и надёжным устройством для сварки разнообразных металлических конструкций. Он прекрасно работает на открытом воздухе при очень низких и высоких температурах и в условиях нестабильного входного напряжения. Главным недостатком является большой вес сварочного выпрямителя, который обусловлен его конструкцией. Но самодельные устройства безупречно выполняют свои функции, а фабричные модели бессменно продолжают нести свою нелёгкую службу. О них мы вдумчиво и подробно расскажем.
Модельный ряд
Компания – производитель данного оборудования для сварки предлагает широкий выбор приборов различных модификаций. Категория аппаратов «ВД» может быть представлена во всевозможном исполнении, в зависимости от предъявляемых требований. Каждой новой модели присваивается свой артикул, выраженный в буквенном виде.
1. ВД-306И — прибор инверторного типа, средняя стоимость 26 000 руб.
Отдельного внимания заслуживают функциональные возможности инвертора, влияющие на работу сварочной дуги. Модель оснащена следующими режимами работы:
- «горячий запуск дуги»;
- «форсаж дуги»;
- «антизалипание».
2. ВД-306Д. Данные представители семейства «ВД» нашли свое применение в большей степени в промышленном производстве.
Такие аппараты отличаются высокой степенью надежности и неприхотливостью в тяжелых эксплуатационных условиях. Оснащены тепловой защитой трансформатора и выпрямительного блока. Требует питание с напряжением сети 380В. Максимальное значение выходной мощности равно 25 кВт. Стоимость — 110 000 руб.
3. ВД-306М1. При помощи указанного типа сварочного оборудования можно проводить работы в режиме переменного или постоянного тока.
Максимальная мощность такого устройства составляет 24 кВт вне зависимости от режима сварки. Основная сфера применения – промышленный сектор. Цена — 45 000 руб.
4. ВД-306Ш. Этот тип выпрямителя может быть подключен как к промышленной, так и к бытовой сети.
Значение максимальной выходной мощности составляет 23 кВт. Средняя стоимость — 35 000 руб.
Компании – производители, стоимость
Изначально, выпуск такого оборудования был налажен на предприятии ОАО «Электромашиностроительный в г. Симферополь. В настоящее время на рынке наблюдается появление всё большего числа предприятий, ориентированных на производство приборов серии «ВД».
Чтобы ответить на вопрос: где же производят сварочный выпрямитель ВД-306, достаточно зайти на сайт , где представлен перечень наиболее распространенных предприятий, выпускающих подобную продукцию.
Цены сварочного выпрямителя ВД-306 на сегодняшний день в пределах 30 000 рублей. Стоимость изменяется от популярности производителя, поставщика комплектующих частей.
Основным видом аппаратуры сварочного поста, предназначенного для работ на постоянном токе, является сварочный выпрямитель. В отличие от бытовых сварочных инверторов, такие агрегаты позволяют реализовывать значительно боле высокие токи обработки (причём в течение длительного времени), а также питать несколько сварочных постов.
Преимущества и недостатки
Современные сварочные аппараты отличаются хорошим функционалом и большой мощностью при скромных размерах. Наиболее компактными моделями являются инверторные. Специалисты определяют их в отдельную группу. Трансформатор в таких устройствах занимает не больше пятой части общего объема.
Основное отличие прочих выпрямителей от трансформаторов заключается в том, что они могут генерировать постоянный ток в то время как для трансформаторов эта функция недоступна. Именно такая особенность является фундаментом большого перечня достоинств аппаратов с выпрямителями:
- электрод накаляется намного быстрее, когда на него вместо переменного тока подать постоянный;
- значительно снижается непродуктивное потребление электричества и, соответственно, возрастает значение коэффициента полезного действия;
- для дуги характерна стабильность горения;
- равномерное плавление расходных материалов сопровождается минимальным количеством брызг расплава. Благодаря этому снижается вероятность травматизма среди сварщиков;
- стабильность горения дуги дает возможность лучше контролировать шов. Он получается максимально ровным и прочным;
- функционал сварочного аппарата с выпрямителем богаче, чем аналога с трансформатором;
- уменьшен расход присадочного материала. Экономия становится тем ощутимее, чем больше объем выполненной работы.
Помимо достоинств выпрямителям свойственны и недостатки:
- исключить потерю мощности полностью не удалось;
- аппараты с выпрямителями хуже работают, чем трансформаторные, в случае понижения напряжения сети;
- очень чувствительны к возникновению коротких замыканий в сети энергоснабжения. Выходят из строя при малейшем замыкании проводки;
- большая часть моделей не рекомендуется использовать в условиях повышенной запыленности или влажности.
Подготовка к использованию и сварка
Перед тем, как приступить к сварке металла, необходимо подготовить устройство к работе. Для этого следует выполнить ряд действий, таких как:
Передняя панель сварочного выпрямителя ВД-306
- Удалить частицы пыли с корпуса и токоведущих частей. Можно сделать это сжатым воздухом;
- Подключить кабели в соответствующие разъемы;
- Подсоединить кабель заземления;
- Включить сетевой шнур в трехфазную сеть.
После включения установки необходимо определить вращается ли вентилятор принудительного охлаждения. При отсутствии вращения необходимо выключить устройство.
Непосредственно, перед началом сварки следует выполнить настройку выпрямителя ВД 306. Сила тока регулируется управляющей рукояткой. Настраивать установку следует, исходя из толщины металлических заготовок, и диаметра сварочных стержней. Во время рабочего процесса силу тока можно контролировать, благодаря встроенному амперметру.
Конструкция и особенности эксплуатации Сварочного аппарата ВД 306
Сварка металлических изделий широко применяется как в промышленности, так и в бытовых условиях. Для сваривания металлических деталей применяются специализированные аппараты. Одним из них является сварочный аппарат ВД 306, технические характеристики которого представлены ниже.
Сварочный аппарат вд 306 предназначен для сваривания металлических заготовок из среднеуглеродистых и малоуглеродистых сталей. При помощи него можно осуществлять ручную электродуговую сварку постоянным током. Есть возможность производить резку и наплавку металла.
Сварочный выпрямитель ВД-306
Выпрямитель ВД 306 используется на станциях по ремонту автомобильной техники, небольших мастерских, стройплощадках, в бытовых условиях и т. д. Отличительной особенностью этой модели является возможность создания качественного шва при нестабильном напряжении сети питания.
ВД 306 можно использовать при температуре окружающей среды от -40 до +40 градусов. Максимальный показатель влажности воздуха, при которой можно безопасно пользоваться сварочным аппаратом, составляет 80%.
Прибором можно пользоваться как в закрытых помещениях, которые имеют естественную вентиляцию, так и на открытом воздухе.
Производитель не рекомендует использовать прибор в помещениях с повышенным содержанием пыли, а также в среде агрессивных газов.
Конструкция агрегата ВД 306
Сварочный выпрямитель вд 306 подключается к трехфазной сети питания напряжением 380 вольт. Устройство имеет один диапазон регулировки рабочих настроек. Силовой трансформатор имеет подвижные обмотки. Это позволяет регулировать рабочие параметры путем перемещения магнитного шунта.
Модель выполнена в металлическом корпусе. Это защищает ее детали от повреждений при попадании искр и предотвращает поражение оператора электрическим током. Для удобного передвижения выпрямитель оборудован колесами. Для удобства выполнения процесса на передней панели корпуса установлен индикатор сети питания.
Выпрямитель для сварки вд 306 состоит из следующих элементов:
Сварочный аппарат ВД-306 — устройство
- Металлический корпус.
- Магнитный шунт.
- Вентилятор охлаждения.
- Амперметр.
- Блок выпрямителей.
- Силовой трансформатор.
- Разъемы для подключения сварочных кабелей.
- Выключатель.
- Шнур питания для подключения к сети 380 вольт.
Питание изделия осуществляется переменным током. Блок выпрямителей позволяет преобразовать переменный ток в постоянный. Это дает возможность получить электродуговую сварку постоянного тока.
В процессе использования внутренние детали устройства нагреваются. Во избежание перегрева и выхода из строя комплектующих, ВД 306 оборудован электрическим вентилятором. Он осуществляет принудительное охлаждение деталей.
Во избежание поражения оператора электричеством, на корпусе изделия установлен зажим для подключения заземления. Зажим крепится на корпус прибора при помощи болта.
Внутреннее устройство аппарата ВД-306
Характеристики сварочного аппарата
Выпрямитель имеет следующие технические характеристики:
Сварочный аппарат ВД-306 — технические характеристики
- Номинальный сварочный ток при работе – 315 ампер.
- Сеть питания – трехфазная.
- Напряжение сети питания – 380 вольт.
- Частота – 50 Гц.
- Сила первичного тока – 36 ампер.
- Напряжение при работе – 32 вольта.
- Холостой ход – 69 – 70 вольт.
- Диапазон напряжения при работе – от 22 до 32 вольт.
- Диапазон регулировки – от 45 до 315 ампер.
Продолжительность включения выпрямителя при работе составляет 60%. Полная масса установки составляет 104 килограмма. Аппарат имеет следующие габариты – 560х510х660 миллиметров (длина, ширина, высота).
Подготовка к использованию и сварка
Перед тем, как приступить к сварке металла, необходимо подготовить устройство к работе. Для этого следует выполнить ряд действий, таких как:
Передняя панель сварочного выпрямителя ВД-306
- Удалить частицы пыли с корпуса и токоведущих частей. Можно сделать это сжатым воздухом;
- Подключить кабели в соответствующие разъемы;
- Подсоединить кабель заземления;
- Включить сетевой шнур в трехфазную сеть.
После включения установки необходимо определить вращается ли вентилятор принудительного охлаждения. При отсутствии вращения необходимо выключить устройство.
Непосредственно, перед началом сварки следует выполнить настройку выпрямителя ВД 306. Сила тока регулируется управляющей рукояткой. Настраивать установку следует, исходя из толщины металлических заготовок, и диаметра сварочных стержней. Во время рабочего процесса силу тока можно контролировать, благодаря встроенному амперметру.
ВНИМАНИЕ: Во избежание перегрева и повреждения деталей аппарата, следует периодически отключать установку.
Техника безопасности
Выпрямитель для сварки является устройством, работающим от трехфазной сети питания. В связи с этим, в процессе сварки необходимо соблюдать некоторые меры предосторожности:
Характеристика выпрямителя ВД-306
- Перед началом процесса нужно изучить правила по выполнению сварочных работ и инструкцию по эксплуатации от производителя.
- Запрещается использовать установку в металлических резервуарах. Железные стенки могут привести к поражению электричеством.
- Не допускается включение в сеть прибора с отсутствующим защитным кожухом или поврежденной изоляцией на сварочных кабелях.
- При проведении процесса нужно пользоваться средствами индивидуальной защиты: перчатки, очки и т. д.
- Для защиты глаз оператора от излучения сварочной дуги применяется специализированная маска.
- Не допускается контакт изоляции проводов и внутренних комплектующих с агрессивными жидкостями.
- Запрещено перемещать прибор и касаться токоведущих частей, если он включен в сеть. При замене электрода устройство нужно отключить.
Последовательность действий
Когда необходимые инструменты и материалы подготовлены, можно приступать к изготовлению дросселя для сварки. Алгоритм действий такой:
- разобрать трансформатор, очистить катушки от следов старых обмоток;
- изготовить из стеклоткани, картона, пропитанного бакелитовым лаком, либо иных подходящих диэлектриков прокладки, которые в дальнейшем будут играть роль индуктивного (воздушного) зазора. Их можно просто приклеить к соответствующим поверхностям катушек. Толщина прокладки должна составлять 0,8-1,0 мм;
- произвести намотку на каждую катушку толстого медного или алюминиевого провода. Ориентироваться стоит на круглый провод из алюминия с сечением 36 мм либо медный с аналогичным омическим сопротивлением. На каждую «подковку» наносится 3 слоя по 24 витка в каждом;
- между слоями проложить диэлектрический материал — стеклоткань, пропитанный бакелитовым лаком картон или другой диэлектрик. Прокладки должны быть надежными, так как дроссель такой конструкции склонен к самопробою между намотками. Если сопротивление между намотками будет ниже, чем сопротивление воздуха между электродом и присадкой, то пробой произойдет именно между намотками, и устройство ля сварки будет необратимо повреждено.
Намотку надо производить равномерно, без перехлестов, строго в одну и ту же сторону, чтобы «мостик» между катушками был с одной стороны будущего дросселя, а контакты входа и выхода с другой.
В случае ошибки перемычку можно установить и косо
Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту
Неисправности и их решение
Выпрямитель снабжен обмотками высокого напряжения, считающимися слабым местом любого сварочного оборудования. При неправильном применении они сгорают полностью или частично. В таких случаях требуется замена или перемотка. Неисправности затрагивают и плату управления.
Особенно часто выходят из строя следующие компоненты:
- диоды выпрямительного моста;
- дорожки;
- трансформаторы управляющего блока.
В первую очередь проверяют диодный мост. Компонент достаточно надежен, однако при неправильной эксплуатации он выходит из строя. При сгорании дорожек плату придется заменять, ремонт в этом случае невозможен. Такой способ не считается лучшим решением, новые электронные компоненты стоят дорого.
Рекомендуем к прочтению Разновидности аппаратов для сварки
Поэтому имеющийся блок пытаются восстановить:
- прозванивают универсальным тестером узлы аппарата, неисправность которых может сделать аппарат неработоспособным;
- заменяют вышедшие из строя детали;
- запускают аппарат, тестируют его.
Сварочный выпрямитель: принцип работы и характеристики
Принцип работы сварочного трансформатора заключается в том, что он работает на переменном токе 220/380 V с понижением напряжения во вторичной обмотке, а устройство выпрямителя подразумевает наличие мощного диодного моста после вторичной, понижающей обмотки трансформатора. Такое конструктивное решение даёт преимущества при регулировке сварочного тока и может быть организовано по следующим схемам:
- выпрямление однофазное, более подходит для бытовых условий и отличается сравнительной простотой;
- выпрямление по трёхфазной схеме, делает возможным снижение пульсации в первичной и вторичной обмотках;
- схема выпрямления по шестифазной системе, позволяющая организовать многопостовой сварочный пункт.
Кроме того, сварочный выпрямитель дуга, которого позволяет добиться устойчивого плавления покрытого электрода и соединяемых заготовок, может отличаться по способам регулирования выходных характеристик, а именно:
- трансформаторная регулировка достигается изменением схемы подключения обмоток;
- регулировка характеристик с помощью дросселя и мощного реостата;
- тиристорная или транзисторная регулировка с кольцевой, трёхфазной или шестифазной схемой выпрямления.
С помощью марки изделия и руководства по эксплуатации можно определить вольт-амперные характеристики конкретного изделия, которые могут быть падающими, пологопадающими и жёсткими или комбинированными. Например, выпрямитель ВД 306 сконструирован, как аппарат с падающей характеристикой, а аппараты серии ВДГ и ВС имеют жёсткую характеристику и предназначены для сварки в защитном газе плавящимися электродами.
Так, выпрямитель ВСВУ-160 предназначен для сварки неплавящимися электродами, поэтому перед приобретением агрегата необходимо предварительно ознакомиться с инструкцией и техническими характеристиками модели. При этом ВСВУ обладает всеми свойствами универсального аппарата.
Устройство и принцип работы сварочного выпрямителя
В состав узлов выпрямителя входят:
- Первичная обмотка.
- Выпрямительный блок.
- Система охлаждения.
- Блок регулирующей аппаратуры, включающий в себя стабилизатор по току и автоматические предохранители.
- Защитный корпус с тележкой.
- Панель управления.
Работа сварочного выпрямителя состоит в следующем. Первичный ток из сети поступает на входную обмотку трансформатора. Если в качестве выпрямляющего устройства используется дроссель насыщения, то в его цепи сначала образуется электромагнитное поле, наводящее соответствующий ток возбуждения. Этот ток стабилизируется, и передаётся через выпрямительный блок на электрододержатель для возбуждения электрической дуги.
В зависимости от назначения могут использоваться и другие схемы выпрямления. Например, при помощи силовых диодов (так реализуется выпрямление тока в ВДУ-504) или при помощи тиристоров. Тиристорный выпрямитель тока позволяет устанавливать значение тока не ступенчато, а плавно, что значительно удобнее.
Поскольку в процессе работы полупроводниковые элементы интенсивно нагреваются, то они конструктивно заключены в обдуваемый корпус. Сам процесс выпрямления может быть организован по различным схемам:
- Обычным сглаживанием пульсаций тока (для малых мощностей);
- Мостовой, где сглаживаются пульсации тока во всех трёх фазах, а частота колебаний увеличивается с 60 до 300 Гц;
- Кольцевой, с двумя вторичными обмотками (при той же частоте выпрямления требует более сложного устройства трансформатора);
- Шестифазной, с симметричным дросселем, благодаря чему частота пульсаций снижается вдвое (используется для наиболее мощных моделей сварочных выпрямителей).
Функционал узлов выпрямителей зависит от применяемого способа электросварки. Для ручной сварки используется падающая вольтамперная характеристика, которая достигается либо повышением значений сопротивления на обмотках трансформатора, либо инвертированием – использованием принципа обратной связи. Каждая из схем имеет свои ограничения. При повышении сопротивления обязательно применение балластных реостатов. В свою очередь, сварочные инверторы отличаются малыми токами обработки, и не могут действовать с продолжительными значениями ПВ.
Преимущества и недостатки
Современные сварочные аппараты отличаются хорошим функционалом и большой мощностью при скромных размерах. Наиболее компактными моделями являются инверторные. Специалисты определяют их в отдельную группу. Трансформатор в таких устройствах занимает не больше пятой части общего объема.
Основное отличие прочих выпрямителей от трансформаторов заключается в том, что они могут генерировать постоянный ток в то время как для трансформаторов эта функция недоступна. Именно такая особенность является фундаментом большого перечня достоинств аппаратов с выпрямителями:
- электрод накаляется намного быстрее, когда на него вместо переменного тока подать постоянный;
- значительно снижается непродуктивное потребление электричества и, соответственно, возрастает значение коэффициента полезного действия;
- для дуги характерна стабильность горения;
- равномерное плавление расходных материалов сопровождается минимальным количеством брызг расплава. Благодаря этому снижается вероятность травматизма среди сварщиков;
- стабильность горения дуги дает возможность лучше контролировать шов. Он получается максимально ровным и прочным;
- функционал сварочного аппарата с выпрямителем богаче, чем аналога с трансформатором;
- уменьшен расход присадочного материала. Экономия становится тем ощутимее, чем больше объем выполненной работы.
Помимо достоинств выпрямителям свойственны и недостатки:
- исключить потерю мощности полностью не удалось;
- аппараты с выпрямителями хуже работают, чем трансформаторные, в случае понижения напряжения сети;
- очень чувствительны к возникновению коротких замыканий в сети энергоснабжения. Выходят из строя при малейшем замыкании проводки;
- большая часть моделей не рекомендуется использовать в условиях повышенной запыленности или влажности.
Как устроен сварочный выпрямитель, и по какому принципу функционирует?
Сварочный выпрямитель сконструирован из нескольких блоков, внутри которых происходит понижение, преобразование входящего напряжения при одновременном увеличении величины А. Устройство сварочного выпрямителя позволяет понять основные принципы его функционирования.
Конструкция агрегата состоит из следующих элементов:
- трехфазный трансформатор, понижающий входящее напряжение;
- диоды, пропускающие ток в одном направлении, в отличие от проводников электрического тока, способных одинаково хорошо проводить ток в оба направления;
- радиаторы и вентилятор для охлаждения конструкции;
- амперметр;
- вольтметр;
- регуляторы тока.
Поскольку диоды в процессе функционирования агрегата нагреваются, то им требуется качественная система охлаждения. По этой причине рядом с ними расположены модули охлаждения, обеспечивающие конструкции постоянный обдув холодным воздухом.
Это устраняет риск перегрева диодов, повышает время работы выпрямителя и устраняет необходимость перерывов в его работе.
Такие агрегаты могут обладать разными характеристиками, и предназначены для проведения сварки заготовок из стали и сплавов цветных металлов. Но все виды подобного оборудования функционируют по единому принципу.
Схема устройства выпрямителя с трансформатором с увеличенным рассеянием.
Схема сварочного выпрямителя выглядит так:
- перемененный или сетевой ток подается на первичную обмотку понижающего трансформатора, что приводит к понижению его стандартной величины;
- поток напряжения с уменьшенным значением V и возросшей силой тока А возникает на вторичной обмотке за счет электромагнитной индукции;
- напряжение поступает на кремневые элементы-диоды, обеспечивающие прохождение тока в одном направлении и его стабилизацию;
- колебание частоты тока устраняется, после чего постоянное напряжение подается в зону соединения деталей.
Любой аппарат для сварки постоянного тока функционирует по подобной схеме, обеспечивая сварщика широкими возможностями в работе.
Ведь выпрямители для сварочных работ позволяют осуществлять сварку и резку устойчивой дугой с получением швов более высокого качества на различных металлических конструкциях за счет преобразования тока от трансформатора в постоянное напряжение внутри агрегата.
При работе расходные материалы не разбрызгиваются, поэтому происходит их существенная экономия.
Важно! Напряжение при работе сварных выпрямителей на холостом ходу не должно превышать уровень в 48V
Конструкция и принцип работы выпрямителя
Сварочный выпрямитель ВД-306 – передвижная конструкция на колесиках, служащих для его удобного перемещения по рабочей площади. Устройство состоит из нескольких основных узлов:
- силовой трансформатор;
- магнитный шунт;
- блок выпрямителей;
- охлаждающий вентилятор;
- защитный кожух.
Принцип его работы следующий. На трехфазный трансформатор стержневого типа подается переменный ток. Он поступает на первичную обмотку, которая выполнена из изолированного алюминиевого провода. На вторичной обмотке напряжение понижается, но возрастает сила тока. Затем электроток поступает в блок полупроводниковых выпрямителей – диодов. Они допускают движение энергии только в одну сторону, за счет чего и происходит выпрямление тока. На сварочный аппарат он подается уже постоянным.
Выпрямительные диоды в процессе работы сильно нагреваются, поэтому нуждаются в постоянном охлаждении. Это осуществляется за счет радиаторов и вентилятора, подающего поток воздуха. Чтобы контролировать напряжение и силу тока, в прибор встраивают вольтметр и амперметр. Также устанавливается защита от перегрева и от превышения допустимого напряжения.
Обслуживание и основные неисправности
Новые преобразователи обязательно продувают перед включением в сеть. Делать это лучше бытовым феном на среднем режиме нагрева. Нужно устранить скопившуюся пыль, возможную влагу, она снижает сопротивление медных обмоток встроенного трансформатора. Раз в квартал продувку повторяют.
После длительного хранения (до года) преобразователя, перед работой полезно «прокачать» полупроводники – дать выпрямителю поработать на разных режимах, начиная с минимального. После двухчасовой «обкатки» устройство будет стабильно работать, не откажет во время сварки
Важно следить за исправность вентилятора, оборудование не должно перегреваться
Возможные неисправности сварочного выпрямителя и методы их устранения:
Устройство не включается при подключении к сети. Такое возможно:
- при переломе жилы запитывающего проводника, брякают контакты в вилке – проверяют кабель, меняют вилку;
- в сети отсутствует напряжение – необходимо проверить входной рубильник;
- один из узлов вышел из строя – пора нести преобразователь в сервис или чинить устройства самостоятельно;
- выработан ресурс полупроводниковых элементов – требуется перепайка схемы.
Плавящийся электрод залипает, а преобразователь гудит – нужно:
- проверить исправность полупроводников и конденсатора;
- убедиться, что нет просадки питающей электросети;
- посмотреть целостность обмотки дросселя.
Преобразователь самопроизвольно отключается при работе – такое бывает:
- при перегреве, проверяют исправность вентилятора или охлаждающей системы;
- прорыве обмотки встроенного трансформатора – снимают старую, делают новую.
Устройство перестает выдавать питание нужных параметров – надо потрогать корпус, насколько он горячий, проверить подачу воздуха к вентилятору, дать генератору отдохнуть.
Прыгает напряжение холостого и рабочего тока – проверяют:
- ручку регулятора;
- предохранители первичной обмотки;
- плотность закрепления контактов клеммы у пускателя.
Схемы преобразователей указаны в инструкции по эксплуатации. Для ремонта устройств требуются электротехнические знания, навыки пайки. Лучше отдать устройство в сервисный центр. Они точно определят причину поломки, устранят ее.
Условия эксплуатации
Согласно инструкции, эксплуатация сварочного выпрямителя возможно лишь в случае соблюдения следующих условий:
- Работа производится в закрытых помещениях с действующей системой вентиляции. На открытом воздухе работы разрешено производить только в случае нормальных погодных условий.
- Уровень запыленности рабочей зоны не должен превышать предельно допустимую концентрацию, принятую для производственных помещений.
- Диапазон температуры находится в пределах от -10 до +40 Сº.
- Рабочая зона расположена на высоте до 1000 метров над уровнем моря.
- Уровень влажности производственной зоны не должен превышать 80 %.
В процессе эксплуатации аппарат не должен подвергаться внешним механическим воздействиям.
Особенности
Существует миф, что сварочный выпрямитель нельзя использовать в закрытом помещении. Но к модели ВДУ 506 это не относится. Он отлично себя чувствует при наличии естественной вентиляции (щели, открытое окно и т.п.). И даже больше: этот аппарат способен работать при очень низких температурах до -40 градусов.
Не смотря на это, данный выпрямитель не предназначен для сварки во взрывоопасной среде. Выделяющиеся пары и газы способны повредить сварочный аппарат или вовсе вывести его из строя.
Мы привыкли думать, что трансформатор и выпрямитель — это сложный в применении аппараты. Это во многом справедливо. Но модель ВДУ 506 лишена многих недостатков. Дуга поджигается легко и горит стабильно, при условии, что вы обеспечили достаточное напряжение в сети для питания аппарата. Все это возможно благодаря улучшенным характеристикам. Можно сказать, что ВДУ 506 — это существенно доработанная версия классического выпрямителя.
Основные неисправности и обслуживание сварочных аппаратов
Перед первым включением в сеть новые преобразователи необходимо продуть. Для этих целей подходит обыкновенный бытовой фен. Его включают на максимальные обороты при среднем уровне прогрева. Это делается для того, чтобы высушить возможное скопление влаги внутри и убрать пыль, снижающую сопротивление медной обмотки. Продувку нужно повторять примерно раз в квартал.
Если был длительный перерыв в работе оборудования (до 1 года), то перед его включением нужно «прокачать» полупроводники. Суть процедуры заключается в том, чтобы дать выпрямителю поработать на разных режимах, начиная с холостого. Подобная «обкатка» продолжается примерно два часа. После этого сварочный аппарат будет работать безотказно и стабильно в разных условиях. Необходимо следить за состоянием основных узлов и не давать оборудования перегреваться.
Наиболее распространенные неисправности сварочного оборудования и способы их устранения:
- Оборудование не работает при подключении к сети энергоснабжения. Возможные причины:
- перелом жилы подающей проводки. При этом контакты в вилке «болтаются». Необходима замена вилки;
- нет напряжения в сети. Следует проверить рубильник на входе и убедиться, что он включен;
- вышел из строя один из узлов системы. Починить самому без соответствующей подготовки будет очень сложно. Лучше отнести аппарат в мастерскую;
- ресурс полупроводников исчерпан. Требуется перепайка схемы.
- Электроды залипают и в этот момент слышен гул преобразователя. Что можно предпринять:
- проверить исправность конденсатора и полупроводников;
- измерить показатели сети энергоснабжения и убедиться в том, что напряжение соответствует номиналу;
- убедиться в целостности проводки дросселя.
- Во время работы преобразователь неожиданно отключается. Такое может иметь место:
- в случае перегрева. Следует убедиться в исправности системы охлаждения и вентилятора;
- при нарушении целостности обмотки встроенного трансформатора. Нужно старую заменить новой.
- Нестабильно напряжение при работе в нагрузку или на «холостых оборотах». Следует проверить:
- ручку регулятора;
- установленный на первичную обмотку предохранитель;
- надежность контактов клеммы пускателя.
Если сварочный аппарат перестает выдерживать нужные рабочие параметры, то вероятной причиной может стать перегрев. Чтобы убедиться в этом, достаточно потрогать корпус. Если он горячий, то нужно дать передышку генератору и проверить насколько свободно проходит воздух к вентилятору.
Сфера применения и технические параметры сварочного аппарата ВД 306
Сварочные аппараты необходимы для эффективной организации строительного процесса, производства и даже для ведения домашнего хозяйства. Одной из лучших моделей на рынке подобного оборудования считается аппарат ВД 306. Данная сварка имеет хорошие технические и эксплуатационные характеристики, отличается надежностью и долговечностью.
Сфера применения
Выпрямитель для сварки ВД 306 предназначен для подключения к сети с переменным током. Он преобразовывает его в постоянный, что необходимо для питания электросварочной дуги. Такая сварка активно применяется для резки и соединения различных металлических изделий.
Сварочный выпрямитель может эксплуатироваться в самых экстремальных условиях. Его разрешается использовать при температуре воздуха от -40 до +40°С и при влажности до 80%. Прибор можно применять в закрытых помещениях, где вентиляция осуществляется естественным путем.
Внешний вид и передняя панель сварочного выпрямителя ВД-306
Сварку запрещено использовать в специфических средах:
- способных спровоцировать разрушение электрической изоляции, коррозию металлических элементов;
- содержащих опасные газы или испарения;
- чрезмерно запыленных.
Конструкция
Сварочный аппарат ВД 306 выполнен в виде однокорпусного мобильного прибора. Он состоит из нескольких элементов:
Сварочный аппарат ВД-306 — устройство
- защитный корпус;
- вентилятор;
- выключатель;
- магнитный шунт;
- трансформатор;
- блок выпрямителей.
Сердечник силового трансформатора изготовлен из стального листа толщиной 0,5 мм.
Он дополнительно снабжен магнитопроводом. Обмотки катушек сформированы из алюминиевых изолирующих кабелей. Витки, отходящие от сердечника, обрабатываются производителем сварочного выпрямителя специальным защитным составом. Изоляция данных обмоток выполнена из стеклопластика.
Питание прибора происходит от переменной трехфазной сети. Блок выпрямителей принимает на себя функцию преобразования напряжения. Регулирование тока во время работы осуществляется при помощи специальной рукояти. Она размещается на передней панели блока. Для модификации индуктивного рассеивания необходимо осуществить вращение данной рукояти.
Сварочный кабель подключают в разъемы, обозначенные как «+» или «-». При помощи сетевого провода осуществляют подключение агрегата к электричеству. Сварка оснащается воздушно-принудительной системой вентиляции. Чтобы выполнить заземление прибора, в его конструкции присутствует зажим. Для этого нужно дополнительно использовать специальный болт.
Технические параметры
Сварочный выпрямитель ВД 30 отличается следующими техническими характеристиками:
Технические характеристики ВД-306 и других выпрямителей
- напряжение сети питания – 380В (±10%);
- мощность, которую потребляет агрегат – 12,8 кВА;
- номинальный рабочий режим – 60%;
- напряжение при холостом ходе – 69 В;
- ток для выполнения сварки – в пределах 20–315 А;
- класс защиты – IP23;
- для работы применяются сварочные стержни диаметром от 2 до 6 мм;
- класс изоляции – F;
- размеры сварочного аппарата – 565х305х485 мм;
- вес агрегата – 28,5 кг.
Подготовка к работе и эксплуатация
Если ВД 306 долгое время не эксплуатировался или будет использоваться в первый раз, необходимо правильно его подготовить к работе:
Характеристика выпрямителя ВД-306
- сварочный выпрямитель продувают струей воздуха, что позволяет избавить его от накопившейся пыли и грязи;
- проверяют состояние всех соединяющих зажимов, при необходимости затягивают их;
- вторичную цепь зажимают;
- осуществляют заземление корпуса сварки;
- прибор подключают к электрической сети, используя специальные приспособления в виде выключателя, рубильника, сетевого провода;
- производитель сварочного выпрямителя категорически запрещает использовать его без заземления;
- когда агрегат будет включен, следует проверить работоспособность вентилятора. Если он не функционирует, сварку использовать нельзя;
- к сети прибор рекомендуется подключать изолированными медными проводами сечением больше 4 кв. мм;
- сварочный кабель должен иметь сечение не меньше 35 кв. мм.
Выбор конкретного сварочного режима для выпрямителя выбирают с учетом инструкций, предъявляемых к этому процессу. Принимают во внимание тип электрода и толщину обрабатываемого материала. Силу тока во время работы можно контролировать, используя встроенный в агрегат амперметр. При необходимости его можно изменять в большую или меньшую сторону при помощи рукояти.
При эксплуатации прибора необходимо не забывать периодически выключать его. Это предупредит перегрев агрегата и его поломку.
Меры предосторожности
Защитные средства сварщика
Перед эксплуатацией ВД 306 следует внимательно изучить государственные стандарты для выполнения сварочных работ и использования электроустановок. Данный прибор категорически запрещено применять внутри туннелей, колодцев, металлических резервуаров. Нельзя использовать устройство без защитного кожуха. Если сварка подключена к электрической сети, тогда запрещено передвигать ее.
Во время работы человеку нельзя прикасаться к металлическим элементам агрегата и к электродам. Перед снятием или установкой сварочного стержня сварку следует отключить от сети.
Зачистку швов следует выполнять после полного остывания металла. Эту работу необходимо выполнять в специальных очках. Сама сварка должна осуществляться с использованием специальной маски, что защищает лицо сварщика от расплавленных частиц металла.
Конструктивные особенности и принцип работы
Трехфазный понижающий трансформатор обеспечивает падающую внешнюю характеристику
Выпрямитель состоит из узлов и деталей:
- корпус;
- панель управления;
- обмотка;
- выпрямитель;
- стабилизатор;
- предохранители;
- вентилятор.
Система охлаждения принудительная, вентилятор включается автоматически вместе с оборудованием. На корпусе аппарата размещены:
- кнопочный выключатель;
- панель управления с цифровой индикацией и ручками настроек;
- амперметр;
- сетевой разъем;
- разъемы сварочных кабелей;
- сигнальная лампа;
- болт заземления.
Вращающиеся рукоятки позволяют плавно регулировать силу тока и остальные параметры. В случае перегрева происходит автоматическое отключение выпрямителя.
Комплект поставки
Сварочный выпрямитель серии ВД поставляется в комплекте:
- преобразователь тока;
- паспорт;
- кабеля питания.
Новый аппарат упаковывается в картонные коробки. На них указана модель и техническая характеристика выпрямителя. Дополнительно могут входить держатели для покрытых электродов и неплавящихся.
Разновидности
Сравнительные характеристики сварочного аппарата ВД 306 в разных конструктивных изменениях .
| Параметры | ВД-306Б | ВД-306М УЗ | ВД-306 УЗ |
| Габариты, мм | 690×360×640 | 1 040×360×315 | 660×565×510 |
| Масса, кг | 87 | 65 | 104 |
| Ток номинальный, А | 300 | 315 | 315 |
| Режим работы, % | 25 | 55 | 65 |
| Пределы регулирования тока, А | от 25 | от 30 | от 30 |
| Ток холостого хода, А | 70 | 75 | 80 |
Все указанные в таблице выпрямители имеют одинаковые показатели:
- 3 фазы;
- промышленное напряжение 380 В;
- рабочее – 32 В;
- плавная регулировка.
Цифровой дисплей и бесступенчатое регулирование позволяют точно настроить оборудование на требуемый режим.
Недопустимые условия эксплуатации
Учитывая конструкцию устройства, сварочный трансформатор ВД 306 запрещается эксплуатировать в помещениях, где атмосфера содержит:
- пыль;
- пары едких веществ;
- пожароопасную атмосферу;
- вещества, разрушающие изоляционные материалы.
Важно! Работа во вредных для аппарата условиях приводит к разрушению оборудования и подвергает опасности здоровье сварщика.
Для модификаций
- трансформатор;
- выпрямитель;
- магнитный шунт;
- система аварийного отключения;
- вентилятор;
- кожух.
Выпрямитель ВД-306 питает электрическую дугу, работает с постоянным током на выходе. Производит наплавку и сварку. Подключается к промышленному току 380В.
Параметры работы ВД-306:
- ток 315 А;
- режим 60%;
- напряжение от 32 В;
- пределы сварочного тока 30 – 315 А;
- регулировка плавная.
Выпрямитель упаковывается вместе с кабелем 3 м и паспортом в обычном варианте и с климатической защитой УЗ. Степень защиты IP22. Зажим заземления расположен на основании корпуса.
Наличие в конструкции выпрямителя сварочного дросселя позволяет сваривать высоколегированные стали неплавящимся электродом в среде аргона с использованием присадочной проволоки и без нее.
Режимы настройки и схема
Размыкание и смыкание магнитного шунта меняет индуктивное рассеивание. Смещение производится вращением рукоятки на верней части корпуса. Выставляется требуемое для работы значение тока в зависимости от используемых электродов и марки свариваемого металла.
Ток подается на первичную обмотку, затем дроссель образует насыщенное электромагнитное поле. Оно создает ток возбуждения, который стабилизируется и через выпрямитель попадает на держатель, образует дугу.
Используются и другая схема выпрямления, с помощью диодов или тиристоров в сварочных аппаратах с плавной регулировкой
Основные технические характеристики сварочного выпрямителя ВД-306:
- номинальный сварочный ток – 315 А
; - номинальное рабочее напряжение – 32 В
; - номинальная частота – 50 Гц
; - напряжение холостого хода – 70 В
; - размеры – 56х510х66 см
; - масса – 104 кг
.
Выпрямитель может работать от трехфазной сети переменного тока 380 В, а также однофазной на 220 В. В первом случае первичная сила тока составит 60 А, во втором – 36 А. Сила сварочного тока плавно корректируется регулятором.