Витые пружины сжатия
Упругие элементы могут иметь различные пространственные формы. Исторически первыми пружинами освоенными человеком, были листовые. Их и сегодня можно видеть — это рессоры у большегрузных грузовиков. С развитием технологий люди научились изготавливать более компактные витые пружины, работающие на сжатие. Кроме них, используются и пространственные упругие элементы.
Витые пружины
Особенности конструкции
Такие пружины при работе принимают нагрузку вдоль своей оси. В начальном положении между их витками существуют просветы. Приложенная внешняя сила деформирует пружину, длина ее уменьшается до тех пор, пока витки не соприкоснуться. С этого момента пружина представляет собой абсолютно жесткое тело. По мере уменьшения внешнего усилия форма изделия начинается возвращаться к первоначальной вплоть до полного восстановления при исчезновении нагрузки.
Основными характеристиками, описывающими геометрию детали, считают:
- Диаметр прутка, из которого навита пружина.
- Число витков.
- Навивочный шаг.
- Внешний диаметр детали.
Внешняя форма может отличаться от цилиндрической и представлять собой одну из фигур вращения: конус, бочку (эллипсоид) и другие
Шаг навивки бывает постоянный и переменный. Направление навивки – по часовой стрелке и против нее.
Устройство пружины
Сечение витков бывает круглым, плоским, квадратным и др.
Концы витков стачиваются до плоской формы.
Область эксплуатации
Шире других используются цилиндрические винтовые пружины постоянного внешнего диаметра и постоянного шага. Они применяются в таких областях, как
- Машиностроение.
- Приборостроение.
- Транспортные средства.
- Добыча полезных ископаемых промышленность.
- Бытовая техника .
и в других отраслях.
Применение пружины в быту
Теория [ править | править код ]
С точки зрения классической физики, пружину можно рассматривать как устройство, накапливающее потенциальную энергию путём изменения расстояния между атомами эластичного материала.
В теории упругости законом Гука установлено, что растяжение эластичного стержня пропорционально приложенной к нему силе, направленной вдоль его оси. В реальности этот закон выполняется не точно, а только при малых растяжениях и сжатиях. Если напряжение превышает определённый предел (предел текучести) в материале наступают необратимые нарушения его структуры, и деталь разрушается или получает необратимую деформацию. Следует отметить, что многие реальные материалы не имеют чётко обозначенного предела текучести, и закон Гука к ним неприменим. В таком случае, для материала устанавливается условный предел текучести.
Витые металлические пружины преобразуют деформацию сжатия/растяжения пружины в деформацию кручения материала из которого она изготовлена, и наоборот, деформацию кручения пружины в деформацию растяжения и изгиба металла, многократно усиливая коэффициент упругости за счёт увеличения длины проволоки противостоящей внешнему воздействию. Волновые пружины сжатия подобны множеству последовательно/параллельно соединённых рессор, работающих на изгиб.
Коэффициент жёсткости [ править | править код ]
Витая цилиндрическая пружина сжатия или растяжения, намотанная из цилиндрической проволоки и упруго деформируемая вдоль оси, имеет коэффициент жёсткости
k = G ⋅ d D 4 8 ⋅ d F 3 ⋅ n , >^<4>> <8cdot d_>^<3>cdot n>>,>
d
D — диаметр проволоки;
d
F — диаметр намотки (измеряемый от оси проволоки);
n
— число витков;
G
— модуль сдвига (для обычной стали
G
≈ 80 ГПа, для меди
Требования к пружинам
Для эффективного функционирования работы требуются следующие свойства:
- высокая прочность;
- пластичность;
- упругость;
- износостойкость.
Чтобы обеспечить проектные значения этих параметров, требуется правильно выбрать материал, точно рассчитать размеры, разработать и соблюсти технологию изготовления.
Государственными стандартами определяются требования к изготовлению пружин. По допустимым отклонениям они относятся к одной из точностных групп:
- менее 5%;
- менее 10%;
- менее 20%.
Схематическое изображение пружины
Строгие требования предъявляются к точности соблюдения геометрии, чистоте поверхности.
Не соответствуют стандарту изделия с царапинами и прочими наружными дефектами, снижающими ресурс изделия и срок его эксплуатации
Используемое оборудование и оснастка
Для изготовления пружин требуется различное оборудование, которое лучше всего соответствует требованиям каждого шага технологического процесса.
Навивка осуществляется или на специальных пружинонавивочных станках, или на переоборудованном для этих целей токарном оборудовании. Возможно также использование ручной оснастки или специализированных полуавтоматов. Дальнейшая обработка – механическая – осуществляется торцешлифовальными станками, а термическая – в закалочных и отпускных печах. Важно: для предотвращения коробления при термообработке используются специальные оправки. Для деталей небольшого размера они применяются при отпуске, а большие проходят закалку на оправке.
Контроль качества также проводится на специальном, предназначенном именно для этого процесса оборудовании.
Требования к материалу
Прочностные параметры и отказоустойчивость изделия во многом определяются материалом, из которого его решили сделать. Металлурги выделяют в классификации сталей специальные рессорно-пружинные стали. Они обладают специфической кристаллической структурой, определяемой как химическим составом, так и проводимой термической обработкой изделий. Высоколегированные сплавы повышенной чистоты и высокого металлургического качества обеспечивают высокую упругость и пластичность, способны сохранять свои физико-механические свойства после многократных деформаций.
Сталь 60С2А
Популярность среди конструкторов механизмов приобрели пружинные сплавы 60С2А, 50ХФА и нержавейка 12Х18Н10Т
Особенности технологии
Технологический процесс изготовления упругих элементов зависит от технических требований, предъявляемых к конструкции. Сделать пружину не так просто, как обычную деталь, которая не должна обладать особыми упругими свойствами. Для этого требуется специальное оборудование и оснастка.
Навивка пружин с круглым сечением витка проводится следующими методами:
- Холодная. Применяется для малых и средних размеров (диаметр проволоки до 8 миллиметров).
- Горячая. Для больших диаметров.
Технология навивки пружины
После навивки упругие элементы подвергают различным видам термообработки. В ее ходе изделие приобретает заданные свойства.
Виды пружин [ править | править код ]
По виду воспринимаемой нагрузки
:
- пружины сжатия;
- пружины растяжения;
- пружины кручения;
- пружины изгиба.
Пружины растяжения
— рассчитаны на увеличение длины под нагрузкой. В ненагруженном состоянии обычно имеют сомкнувшиеся витки. На концах для закрепления пружины на конструкции имеются крючки или кольца.
Пружины сжатия
— рассчитаны на уменьшение длины под нагрузкой. Витки таких пружин без нагрузки не касаются друг друга. Концевые витки поджимают к соседним и торцы пружины шлифуют. Длинные пружины сжатия, во избежание потери устойчивости, ставят на оправки или стаканы, либо используют менее габаритные волновые пружины.
У пружин растяжения-сжатия под действием постоянной по величине силы витки испытывают напряжения двух видов: изгиба и кручения.
Пружина изгиба
— применяется для передачи упругих деформаций при незначительных изменениях геометрических размеров пружины или пакета пружин (рессоры, тарельчатые пружины).Они имеют разнообразную простую форму ( торсионы, стопорные кольца и шайбы, упругие зажимы, элементы реле и т.п.)
Пружины кручения
— могут быть двух видов:
- торсионные — стержень, работающий на кручение (имеет большую длину, чем витая пружина)
- витые пружины, работающие на кручение (как в бельевых прищепках, в мышеловках и в канцелярских дыроколах).
В приборостроении известна пружина Бурдона
— трубчатая пружина в манометрах для измерения давления, играющая роль чувствительного элемента.
Технология холодной навивки без закалки
Сначала необходимо сделать подготовительные операции. Перед тем, как из проволоки навивать заготовку, ее подвергают процедуре патентирования. Она заключается в нагреве материала до температуры пластичности. Такая операция готовит проволоку к предстоящему изменению формы.
В ходе операции навивки должны быть выдержаны следующие параметры:
- Внешний диаметр изделия (для некоторых деталей нормируется внутренний диаметр).
- Число витков.
- Шаг навивки.
- Общая длина детали с учетом последующих операций.
- Соблюдение геометрии концевых витков.
Холодная навивка без отпуска
Далее проводится стачивание концевых витков до плоского состояния. Это необходимо сделать для обеспечения качественного упора в другие детали конструкции, предотвращения их разрушения и выскальзывания пружины.
Следующий этап технологического процесса — термообработка. Холодная навивка пружин предусматривает только отпуск при низких температурах. Он позволяет усилить упругость и снять механические напряжения, возникшие в ходе навивки.
Исключительно важно точно соблюдать проектный график термообработки, тщательно контролируя температуру и время выдержки.
После термообработки необходимо сделать испытательные и контрольные операции.
Далее по необходимости могут наноситься защитные покрытия, предотвращающие коррозию. Если они наносились гальваническим методом, изделия подвергаются повторному нагреву для снижения содержания водорода в приповерхностном слое.
Изготовление пружин и рессор
В тракторах и сельскохозяйственных машинах широко применяются цилиндрические винтовые пружины сжатия и растяжения из проволоки круглого сечения (рис. 24). Обычно пружины изготовляются из проволоки диаметром от 1,5 до 10 мм. По точности изготовления пружины делятся на три группы. К первой группе относятся пружины с допускаемыми отклонениями по силам и упругим перемещениям ± 5 %, ко второй группе – ± 10 % и к третьей группе – ± 20 %. В сельскохозяйственных машинах, как правило, применяются пружины 3 группы точности. Пружины клапанов двигателей, регуляторов топливных насосов, перепускных клапанов гидросистем тракторов изготовляются по 1 и 2 группам точности.
Рис. 24. Типы пружин:
а – сжатия; б – растяжения
Пружины сжатия навиваются открытой навивкой с шагом, обеспечивающим просвет между витками на 10…20 % больше расчетных осевых упругих перемещений каждого витка. Расчетное осевое упругое перемещение витка определяется при максимальной рабочей нагрузке. Концевые витки поджимаются к соседним виткам, а торцевые поверхности пружины шлифуются перпендикулярно ее оси. Этим достигается передача нагрузки на пружину вдоль ее оси.
Пружины растяжения снабжаются прицепами для передачи усилия на пружины. Часто прицепы выполняются в виде отогнутых витков. Пружины растяжения навиваются закрытой навивкой таким образом, чтобы было обеспечено начальное натяжение (давление между витками). Это натяжение выбирается равным 1/4…1/3 от предельной силы, при которой испытывается пружина.
Во избежание искривления оси пружины сжатия под нагрузкой (потеря продольной устойчивости) длина пружины обычно не превышает 4…6 наружных диаметров Длина пружины растяжения конструктивно не ограничивается.
Пружины изготовляются из высокоуглеродистых сталей 65 и 70 и легированных сталей 65Г, 60С2А, 50ХФА и др. Холоднотянутые углеродистые стали 65 и 70 обладают в состоянии поставки механическими свойствами, позволяющими применять их без закалки (твердость 255…285 НВ). После изготовления пружины из этих сталей подвергаются только отпуску для снятия напряжений, возникающих в процессе волочения и навивки в холодном состоянии. Пружины, изготовленные из горячекатаных и отожженных сталей, подвергаются закалке и отпуску до твердости 40…50 HRC.
Углеродистая пружинная проволока выпускается диаметром до 8 мм трех основных классов: нормальной прочности (III), повышенной прочности (II) и высокой прочности (I).
Технологический процесс изготовления пружин сжатия включает следующие основные работы: навивка, обрубка в размер, поджатие концевых витков, термическая обработка, шлифование торцов пружины, заневоливание, контроль и испытание. При изготовлении пружин растяжения выполняются: навивка, обрубка в размер, отгибка крайних витков для образования зацепов, термическая обработка, контроль и испытание.
Изготовление пружин из проволоки диаметром до 8 мм обычно производится холодной навивкой, из проволоки большего диаметра – горячей навивкой. Для навивки применяются оправки, диаметр которых при холодной навивке несколько меньше внутреннего диаметра пружины с учетом упругих деформаций витков пружины, а при горячей навивке равен внутреннему диаметру пружины. Температура нагрева проволоки при горячей навивке в зависимости от диаметра пружины выбирается от 800 до 1000 °С. В массовом производстве холодная навивка пружин ведется на автоматах.
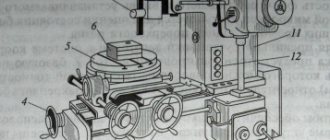
Пружины из проволоки диаметром до 4 мм на автоматах можно изготовлять безоправочным методом. На рис. 25 показана схема действия такого автомата. Проволока, проходя через правильные и транспортирующие ролики, подается на пальцы 7, которые изгибают ее в спираль, так что образуется пружина требуемого диаметра. Пружина требуемой длины отсекается ножом 5 на упоре 6. Все действия по сматыванию проволоки с бухты и подачи ее в станок, навивке пружины, фиксированию заданного шага пружины, прекращению подачи проволоки и отделению заготовки совершаются автоматически.
Рис. 25. Схема действия автомата для безоправочной навивки пружин:
1 – проволока; 2 – правильные ролики; 3 и 4 – транспортирующие ролики;
5 – нож; 6 – упор; 7 – пальцы; 8 – направляющие
В серийном производстве пружины навиваются на токарных станках с использованием цилиндрических оправок. Конец навиваемой проволоки закрепляется на оправке, установленной в центрах или зажатой в патроне. Станок настраивается на требуемый технологический шаг навивки. При навивке для создания требуемого натяжения проволока проходит между двумя колодками (деревянными), закрепленными в резцедержателе. Необходимая сила прижатия колодок к проволоке создается с помощью прижимных болтов резцедержателя.
Если оборудование не позволяет навивать пружины с требуемым шагом, то после навивки они разводятся по шагу. Пружины, навитые холодным способом, разводятся в холодном состоянии, а пружины, навитые горячим способом. – при температуре 700…850 °С в зависимости от диаметра проволоки. Концевые витки пружины сжатия должны быть поджаты так, чтобы на длине 3/4 – 1 витка они почти соприкасались с соседними рабочими витками. После шлифования торца толщина свободного конца витка обычно должна составлять около 1/4 диаметра проволоки. В мощных пружинах для облегчения операции шлифования торцов концы проволоки предварительно оттягиваются в горячем виде. При навивке на токарном станке поджатые витки образуются после выключения продольной подачи суппорта.
Пружины, полученные холодным способом из предварительно подготовленного материала (углеродистые холоднотянутые стали), после навивки подвергаются только отпуску в масляных или соляных ваннах при температуре 250…320 °С в течение 15…30 мин в зависимости от диаметра проволоки. Пружины, навитые горячим способом или навитые холодным способом из отожженного материала, подвергаются термической обработке, которая подразделяется на предварительную (нормализация и отпуск) и окончательную (закалка с последующим отпуском). Так, пружины из проволоки 60С2А при предварительной термической обработке нагреваются до температуры 850…860 °С в течение 20…40 мин и охлаждаются на воздухе. При окончательной термической обработке пружины закаливаются в масле с предварительным нагревом до температуры 850…870 °С и выдержкой 20…50 мин. После закалки производится отпуск в течение 30…60 мин с нагревом до температуры 400…425 °С. Твердость такой пружины после термической обработки должна составлять 40…49 HRC.
В массовом и крупносерийном производствах торцы пружин небольших размеров шлифуют на плоскошлифовальных станках торцом круга. Применяются также специальные станки для шлифования обоих торцов пружины одновременно.
Технология холодной навивки с закалкой и отпуском
Первые этапы технологии совпадают с предыдущим процессом. На стадии термообработки начинаются изменения. Она проводится в несколько этапов:
- Закалка. Заготовку нагревают до заданной температуры, выдерживают от 2 до 3 часов. Далее подвергают скоростному охлаждению, погружая в емкость с минеральным маслом или солевым раствором. В ходе стадии закалки заготовки должны находиться в горизонтальном положении. Это позволит избежать из деформации
- Отпуск. Заготовку нагревают до 200-300° и выдерживают несколько часов для снятия внутренних напряжений и улучшения упругих свойств.
Далее также проводятся измерительные и контрольные операции. Прошедшие контроль заготовки направляют на пескоструйную обработку для снятия окалины. При необходимости следует сделать также и дробеструйную обработку для повышения прочности поверхностного слоя металла.
Завершает процесс нанесение защитного покрытия.
Применение пружин [ править | править код ]
Пружина — один из самых широко применяемых элементов механизмов, конструкций, приборов. Используется для компенсации размерных неточностей, износа, снятия вибраций, как накопитель энергии, для простого измерения давления, веса, усилий и ускорений; предохранения от ударов и перегрузок.
В канцелярских товарах [ править | править код ]
- скрепки и канцелярские прищепки
- авторучки и механические карандаши
- степлеры и дыроколы
В строительстве [ править | править код ]
- Простейшие доводчикибез гасителей для калиток и дверей интенсивного пользования, в холодном климате для тамбуров.
- В возвратных механизмах ручных жалюзи, роликовых ставен и тяжелых секционных ворот.
- В клапанах направления движения в общественных местах.
- В лифтовых буферах.
- В строениях и конструкциях на неустойчивых грунтах, в геологически активных местностях, как гаситель сейсмических волн.
В пресс-формах и штампах [ править | править код ]
В пресс-формах и штампах применяются пружины сжатия с прямоугольным сечением проволоки, они называются инструментальными пружинами. Благодаря прямоугольному сечению проволоки, пружина имеет более жесткие пружинные свойства при относительно небольших размерах, что очень удобно для размещения их в пресс-формы и штампы.
В огнестрельном оружии [ править | править код ]
- Боевая пружина, возвратная пружина, пружина магазина
- В симуляции оружия, оружие для страйкбола — пружина обычно используется для выталкивания снаряда в пружинно-поршневых винтовках.
В механизмах постоянной силы [ править | править код ]
Конструкция механизма или самой пружины обеспечивает постоянное усилие на грузонесущем элементе в определенном диапазоне перемещения.
- Опоры постоянного усилия для трубопроводов
- Роликовые пружины постоянного усилия или момента
- Уплотнения трубопроводной арматуры
- Заданная нагрузка для плавающих подшипников
Пружины – упругие элементы конструкций, служащие для накопления или рассеяния механической энергии. Они окружают нас со всех сторон — под клавишами клавиатуры компьютера, в подвеске автомобиля и в подъемном механизме дивана. Наиболее распространены витые пружины сжатия. Существует несколько способов сделать их.
Технология горячей навивки с закалкой и отпуском
Перед навивкой заготовку нагревают до температуры пластичности одним из следующих методов
- муфельная печь;
- газовая горелка;
- высокочастотный нагрев.
Далее заготовка поступает на навивочное оборудование, Проводится корректировка геометрии и формирование плоских торцов.
Термическая обработка включает в себя закалку и низкотемпературный отпуск.
Графики термообработки строятся исходя из свойств материала и размеров заготовки.
Рабочий режим линии печи закалки и отпуска
Далее следует контрольно- измерительный этап. Заканчивается изготовление нанесением антикоррозионной защиты.
Используемое оборудование и оснастка
Чтобы сделать упругий элемент, требуется специализированное оборудование. Это навивочные станки. Сделать деталь можно и на обычном токарном станке, но потребуется его дооборудование специальной оснасткой. Средние и крупные серии изготавливают на полуавтоматических установках, работающих с минимальным вмешательством оператора. Сделать пружину из проволоки можно и вручную. Для этого также потребуется специальная оснастка.
На следующем этапе механической обработки торцы шлифуются на торцешлифовочных станках. При единичном производстве или малых сериях это можно сделать шлифовальном круге.
Термообработка проводится с применением оправок, предотвращающих деформацию изделия, в специализированных печах для закалки и отпуска. Обе операции можно сделать и в универсальной печи.
Используемое оборудование и оснастка
Для контроля качества используются нагрузочные установки и измерительные комплексы. При единичном производстве измерения можно сделать и универсальным инструментом.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Технология изготовления пружин играет важную роль и имеет большое значение для их беспроблемной долгосрочной эксплуатации. Упругие элементы – это высокотехнологичные изделия, требующие наличия квалификации и опыта от инженеров-конструкторов и технологов, а также хорошего парка оборудования на предприятии-производителе.
От того, насколько правильными были расчеты пружины, подбор материала с учетом требуемых характеристик и особенностей ее применения, а также используемые технологии и точность изготовления, зависит работа целого агрегата, где эта деталь будет комплектующей.