Маркировка, с помощью которой обозначаются различные типы нержавеющих сталей, позволяет получить информацию не только о химическом составе сплава, но и об основных свойствах, которыми он обладает. Правила формирования обозначения, состоящего из буквенных и цифровых символов, регламентируются положениями как отечественных, так и международных нормативных документов.
Труба нержавеющая тонкостенная марки 12Х18Н10Т
Классификация
В металлургической промышленности различают более двухсот видов легированных сплавов. Они отличаются присутствием в составе разного количества дополнительных химических элементов.
Существует четыре основных типа нержавейки.
- Ферритные. Это малоуглеродистые сплавы, содержащие более 20% хрома, менее 0,15% углерода. Они имеют объемную кристаллическую структуру. Прочные, пластичные. Сталь данного вида обладает магнитными свойствами.
- Аустенитные. Коррозионностойкие сплавы, имеющие в составе 18% хрома, от 8 до 9% никеля. Они сохраняют пластичность в холодном и горячем состоянии, хорошо поддаются сварке, обладают высокой прочностью. Существуют нестабилизированные и стабилизированные марки. Для последних сортов характерно присутствие титана и ниобия.
- Мартенситные. Стали данного вида содержат 17% хрома, 0,05% углерода. Металлы пластичны, обладают упругостью, не вступают в реакцию с агрессивными средами. Они не подвержены воздействию высоких температур, считаются износостойким материалом.
- Комбинированные. Существуют аустенитно-ферритные и аустенитно-мартенситные стали. Разработка и производство таких сплавов проводится под требования заказчика.
Электроды
Электроды для стали 12Х18Н10Т предназначаются для сварки хромоникелевых сталей. Эти расходники можно применять для соединения изделий в любых пространственных положениях. В качестве необходимых режимов выбирается обратная полярность и постоянный ток. Выбор переменного тока, в принципе возможен, но не всегда это является целесообразным. Погонная энергия, то есть скорость передачи тока от дуги к металлу, должна иметь минимальное значение.
Швы рекомендуется формировать небольшого сечения. Для этого следует использовать сварочную проволоку диаметром до трех миллиметров.
Электроды для сварки 12Х18Н10Т обладают следующими достоинствами:
- стабильность горения дуги;
- небольшое разбрызгивание металла;
- нормальное формирование шва;
- легкое отделение шлака от поверхности.
Поскольку электропроводность нержавеющей стали невысока, то вылет электрода должен быть небольшим. Можно применять различные технологии для сварочного процесса, например, такие, как сварка полуавтоматом в среде защитных газов, контактная сварка. В качестве защитного газа лучше всего использовать аргон.
Существует большой выбор различных видов расходных материалов, представляющих собой электроды для сварки нержавеющей стали 12Х18Н10Т. Имеются различия в зависимости от того, какой вид тока выбран.
Маркировка нержавеющей стали
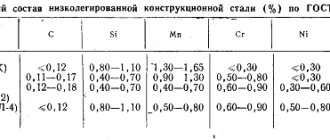
В России легирующие сплавы производятся в соответствии ГОСТ 5632-2014. Маркировка — сочетание цифр и буквенного обозначения. Число, стоящее в начале, говорит о содержании углерода в сплаве. Цифры, расположенные после букв, указывают среднюю массовую долю легирующего элемента, который указывается в виде букв русского алфавита.
Состав зарубежных марок нормируется стандартами, существующими в стране производителя. В Российской Федерации популярны стали AISI, получившие название от американского научно-исследовательского института «The American Iron and Steel Institute». Первая цифра указывает на тип сплава, две последующих говорят о порядковом номере во всей группе данного класса. Сниженное количество углерода в системе AISI обозначается дополнительной буквой L.
Таблица соответствия популярных зарубежных марок с российскими аналогами
| Марка стали | ГОСТ 5632-2014 | AISI |
| Ферритная | 08Х13; 12Х13; 12Х17 | 409; 410; 430 |
| Аустенитная | 12Х18Н10Т; 08Х18Н10; 08Х17Н13М2 | 321; 304; 316 |
| Мартенситная | 20Х13; 30Х13; 40 Х13 | 420 |
Значимость хрома и маркировка
Стали, маркируемые по российскому ГОСТу, определяют количество легируемых элементов. Рассмотрим на примере 12Х15Г9НД.
- Цифровой индекс 12 указывает на содержание 12 % углерода;
- Буквенно-цифровой индекс Х15 определяет содержание 15 %хрома;
- Индекс Г9 регламентирует количество марганца около 9 % от общего состава сплава;
- Индекс Н указывает на содержание 1 %никеля;
- Индекс Д в маркировке обозначает присутствие 1%меди.
Хром определяет самое главное качество этой стали: коррозионную стойкость.
От количества хрома зависит, насколько сталь обладает этими свойствами:
- Минимальное содержание хрома для позиционирования стали, как нержавейки должно быть не менее 12 %;
- В диапазоне 12-17 % сталь является слабо ржавеющей, т. е. при постоянном контакте с водой или непродолжительном контакте даже со слабо агрессивными кислотами, на поверхности может появляться точеная коррозия;
- При содержании хрома 18 % и более сталь обладает полноценными свойствами нержавейки.
Достоинства нержавеющих сталей
С развитием экономического и научно-технического прогресса растут требования к качеству материалов, используемых в областях народного хозяйства.
Преимущества легированных металлов:
- Высокий уровень антикоррозионных свойств.
- Соответствие нормам, предусмотренным правилами пожарной безопасности.
- Надежность, долгий срок службы без изменения технических характеристик.
- Идеально сочетание с любыми строительными материалами.
- Многообразие поверхностей: шлифованная, полированная, матовая, декоративная.
- Широкий выбор металлопрокатной продукции.
- Простота в обработке, формовании, сборке деталей, выполненных из данного вида стали.
- Большой ассортимент марок, обладающих уникальными свойствами.
- Экологическая безопасность, гигиена.
Переменным или постоянным током
Для создания неразъемных соединений из нержавеющих сталей допустимо использовать постоянный и переменный ток. У каждой технологии сварки существуют определенные плюсы и минусы.
Так, использование постоянного тока приводит к снижению расхода электродов, за счет того, что при использовании этого тока, материал, практически не разбрызгивается. Кроме того, постоянный ток позволяет обеспечить высокую скорость сварки, качество сварного шва. Но, оборудование, используемое для работы, отличается высокой стоимостью, а это, в результате приводит к росту себестоимости работ.
Применение переменного напряжения позволяет использовать оборудование, которое стоит значительно меньше что то, которое применяют для выработки постоянного тока. Сварщик, использующий переменный ток, получает в результате качественный шов. Но, вместе с тем, использование переменного тока приводит к получению большего количества капель металла, а это приводит к повышенному расходу нержавейки.
Электроды постоянного тока по нержавейке
Перед началом сварочных работ сварщик должен сделать правильный выбор электродов. Следует понимать, то, что стержни с обмазкой в состоянии гарантировать высокое качество шва. Ручную сварку выполняют с использованием постоянного тока обратной полярности. Для получения качественного результата сварщики применяют следующие марки расходных материалов, предназначенные для нержавейки:
- ЦЛ11 – это одна из самых широко распространенных марок среди сварщиков. Его применяют для обработки сталей с довольно высоким содержанием хрома и никеля. Сварной шов, получаемый с помощью этого материала, обладает высокой прочностью, ударной вязкостью. При работе практически не наблюдается разбрызгивание металла.
- ОЗЛ8 — подходят для сборки конструкций, подлежащие эксплуатации в температурах до 1000 ⁰C. Остальные ее параметры близки к марке ЦЛ11.
- НЖ13 – эта марка востребована при обработке изделий из пищевой нержавейки. Кроме того, этот расходный материал предназначен для стыковки изделий с высоким содержанием хрома, никеля, молибдена. Недостаток, присущий этой марке – это формирование шлака, который самопроизвольно отслаивается и таким образом может нанести повреждения рабочему или окружающим его людям.
ОЗЛ-8
На самом деле в практической работе применяют несколько марок электродов, которые предназначены для сварки с нержавейкой. Среди них есть такие, как:
- ЗИО-8, которые применяют для изделий из жаростойких нержавеющих сталей.
- НИИ-48Г востребован при изготовлении ответственных конструкций.
- ОЗЛ-17У подходят для деталей, которые будут эксплуатироваться в атмосфере с повышенным содержанием паров серной или фосфорной кислот.
Электроды для переменного тока для нержавейки
Не все организации могут себе позволить технологическое оборудование, которое работает с применением постоянного тока. Но можно использовать и аппаратуру, которая применяет переменное напряжение. для эффективной работы с ним применяют следующие марки — ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36.
Кроме того, использование вольфрамовых стержней для сварки деталей из нержавейки под облаком защитных газов, позволяет использовать переменный ток с прямой полярностью. Такую технологию используют при:
- соединении деталей с тонкой стенкой;
- наличии повышенных требований к качеству сварного шва.
ОЗЛ-14А
Практика сварки изделий из нержавейки говорит о том, что использование переменного тока менее популярно, соответственно стержни этого типа менее востребованы.
Применение
Перечисленные преимущества способствуют удержанию лидирующих позиций на рынке металлопроката. Антикоррозионные сплавы являются незаменимым материалом в тяжелом машиностроении, энергетической, нефтегазовой и сельскохозяйственной сферах.
Материал востребован в следующих областях народного хозяйства:
- Строительство, архитектура;
- производство оборудования, инструментов медицинского назначения;
- целлюлозно-бумажное производство;
- пищевая промышленность;
- транспортное машиностроение;
- химическая промышленность;
- электроэнергетика и электроника;
- производство бытовой техники и предметов домашнего хозяйства.
Декоративные качества нержавеющих металлов и высокий уровень антикоррозионных свойств дают возможность использовать изготовленные из них детали и элементы для фасадов, рекламных установок, витрин, фонтанов. Из легированного материала изготавливают перила, двери, лестницы, лифты.
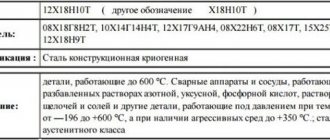
Характеристики стали 12х18н10т
Прежде всего необходимо понимать, что это высокоуглеродистая, устойчивая к процессу коррозии, с определенным процентом содержания титана, сталь. Данный тип стали относится к сложнолегированным сплавам. Кроме всего прочего, здесь имеется в составе хром и никель, именно по этой причине в некоторых источниках данный вид стали называют хромоникелевой.
На данный момент именно данный вариант стали называется самой популярной, доступной и широко распространенной. Если говорить об основных плюсах ткани, то здесь можно выделить высокий показатель прочности, твердости, пластичности. Отличный показатель свариваемости делает данный вариант стали практически незаменимым.
Потенциал стали просто огромный, в том числе и в смысле температурного режима, ведь сталь без потери свойств может эксплуатировать от -196 до +600 градусов.
Жаропрочная нержавеющая сталь
К категории жаропрочных материалов относятся сплавы, способные под воздействием температур свыше 550º С сохранять свою структуру и не менять качественных характеристик. Химический состав и маркировка данного вида регламентирует ГОСТ 5632 — 2014. По способу производства такая нержавейка бывает литейной и деформируемой.
Металлы различаются по способности выдерживать определенные нагрузки при высоких температурах. В соответствии с этими показателями выделяют три вида нержавейки.
- Теплоустойчивая нержавеющая сталь. Не поддается коррозии при 600°С.
- Жаростойкая. Проявляет инертность к агрессивным средам при температурах свыше 550°С.
- Жаропрочная. Противостоит механическим нагрузкам при 400 — 850°С.
По составу материалы с повышенной жаропрочностью бывают:
- Мартенситные. Марки, произведенные с применением перлитных добавок. Смесь металлов подвергается закалке при 950 — 1100 ºС. Полученные сплавы содержат более 0,15 % углерода, 11-17 % хрома и небольшое количество никеля, вольфрама, молибдена, ванадия. Они не вступают в реакцию со щелочами и кислотами. Продолжительное нахождение во влажной среде не отражается на их технических характеристиках.
- Аустенитные. Стали имеют гомогенную или гетерогенную структуру. В гомогенном составе, не подвергаемом закалке, содержится повышенное количество углерода и максимум легирующих элементов: Ni, Сг, Мп, Mo, V, Nb. Такие сплавы устойчивы к температурам до 500°С. К данному классу относятся: 06Х14Н6Б, 08Х18Н12Т, 20Х23Н18, 07XI6H9M2. Гетерогенные марки в процессе производства проходят закалку и старение. Это необходимо для образования карбидных, карбидно-нитридных и интерметаллидных соединений. Они упрочняют границы матрицы и придают необходимую жаростойкость сплаву при температурах от 700 до 750°С. Представителями данного вида являются стали: 08Х17Н13М2Т, 20Х25Н20С2, 45Х14Н14В2М.
- Никелевые и кобальтовые. Это одни из лучших жаропрочных материалов, способных сохранять в неизменном виде все технические параметры при температурных режимах до 900°С. Эти марки делятся на гомогенные и гетерогенные сплавы. К ним относятся: ХН77ТЮ, ХН55ВМТФКЮ, ХН70МВТЮБ.
Применение жаропрочных сталей
Легированные металлы, устойчивые к высоким термическим нагрузкам, используются для производства труб, изготовления деталей, составных частей машин, агрегатов, промышленного оборудования. В этот список входят:
- детали термических печей;
- детали конвейерных лент транспортеров печей;
- установки для термообработки;
- камеры сжигания топлива;
- моторы, газовые турбины;
- аппараты для конверсии метана;
- печные экраны;
- выхлопные системы; нагревательные элементы.
Жаропрочный нержавеющий металл – лучший материал для производства деталей и механизмов, эксплуатация которых будет проходить в агрессивных средах, при повышенных температурах.
Таблица соответствия зарубежных и российских марок
| Класс стали | AISI | ГОСТ 5632-2014 |
| Аустенитные | 303 | 12Х18Н9 12Х18Н10Е |
| 304 | 08Х18Н10 12X18H10 | |
| 304 L | 03Х18Н11 | |
| 316 | 08X17H13M2 | |
| 316 L | 03X17H13M2 | |
| 316 Ti | 08X17H13M2T | |
| 321 | 12Х18Н10Т 08Х18Н10 | |
| Ферритные | 409 | 08Х13 |
| 430 | 12X17 | |
| 439 | 08X17T | |
| Мартенситные | 420 | 20Х13 |
| 431 | 20Х17Н2 |
Варианты сварки нержавеющей стали, госты, методы
ГОСТ 14771-76 Дуговая сварка в защитном газе. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе.
Так же следует отметить такие методы сварки как: точечная, роликовая, лазерная, высокочастотная, сварка сопротивления и другие.
Итак, следующий этап это обработка сварных швов. Поверхность сварного соединения нержавеющей стали образует пористый оксидный слой, который в своем составе содержит хром. Этот слой способствует значительному ослаблению стойкости к воздействию коррозии. Поверхность оксидного слоя возникает из стали, после чего под оксидным слоем образуется т.н. с низким содержанием хрома. Когда есть необходимость увеличить стойкость сварного соединения к коррозии, то оксидный слой и слой с низким содержанием хрома необходимо удалить. Этот процесс осуществляется с помощью термообработки, в данном случае термообработка способна выполнять растворение внутри стальной конструкции, благодаря этому процессу сглаживаются все возможные отличия присадочных материалов. Необходимо знать то, что разрешается использовать только те принадлежности, которые предназначены для обработки нержавейки, это могут быть: ленты и круги для шлифовки, щетки для обработки нержавеющего проката, дроби из нержавеющей стали.
Обработка сварных швов
Эффективным методом обработки сварных швов является травление. Если правильно выполнить метод травления, то это позволит качественно устранить оксидный слой и зону с низким содержанием хрома. Обработка по этому методу выполнения путем покрытия, погружения или наружного нанесения пасты, все зависит от условий. В основном, при травлении используют смешанные кислоты (азотная кислота/плавиковая кислота) в пропорциях 8 – 20% азотной кислоты и 0,5 – 5% плавиковой кислоты, с добавлением H2O (вода). Время травления зависит не только от концентрации кислот, но и от температуры, сорта проката и толщины окалины (кислотоупорный прокат по сравнению с нержавеющим прокатом требует продолжительной обработки). После метода травления конструкция становится стойкой к воздействию коррозии.
Мы ознакомились с основными методами сварки нержавейки и теперь можно смело поговорить о специальных требованиях по сварке при изготовлении нержавейки. При подготовке вышеперечисленных сплавов и сталей, нужно учитывать специальные требования и основные особенности:
Сварные конструкции МКК и основного металла в зоне около шва, могут подвергшейся сварке до температуры 450 – 650 градусов; Если образуются кристаллизационные трещины, то это является следствием образования аустенитной структуры металла шва; Охрупчивание может происходить в температурных диапазонах от 350 – 550 градусов из-за высокого содержания феррита и в диапазонах 550 – 850 градусов, при возникновении стигматизации. Например, охрупчивание сварных швов может возникнуть в процессе штамповки горячих днищ, в случае если сварка происходит с применением присадочных материалов, которые дают чрезмерное содержание феррита. Для того чтобы избежать охрупчивания сварочных соединений в процессе обработки, следует ограничить содержание феррита в пределах 8 – 10%. Усиленное коробление сварных конструкций, несет за собой следствие низкой теплопроводности и коэффициент термического расширения, который больше в 1,5 раз в сравнении с углекислыми сталями;
Увеличение длины прихваток и уменьшение расстояния между ними в сравнении с соединениями низколегированных сталей, сварных соединений и из-за большого коэффициента линейного расширения; Если в структуре металла шва есть наличие феррита, то при температуре ниже 100 градусов снижается его пластичность и охрупчивание;
Чтобы увеличить стойкость сварных соединений к воздействию коррозии необходимо:
Использовать стали и присадочные материалы, содержащие минимальное количество углерода; Добавлять в легированную сталь другие вспомогательные элементы (титан, ниобий, никель); Применять стабилизирующий отжиг от 870 до 900 градусов, выдерживать от двух до трех часов и охлаждать на воздухе.
Уменьшить перегрев нержавеющей стали и обеспечить оптимальные механические свойства для стойкости к внешним факторам можно благодаря сварке соединений на максимально высокой скорости. Каждый последующий проход сварки нужно выполнять после охлаждения и тщательной зачистки конструкции.
Повышение коррозийной стойкости сварных соединений
Если вы будите соблюдать следующие требования, то сможете обеспечить повышение коррозийной стойкости сварных соединений:
Все внешние швы заваривают в последнюю очередь, а в случаях двусторонней сварки выполняется третий облицовочный шов, который обращен к внешней среде. Если такая возможность отсутствует, то следует принимать все необходимые меры чтобы уменьшить нагрев металла первого слоя. Чтобы не допускать нагревания металла сварку следует вести на максимально высокой скорости с применением минимальных токов. Для того чтобы устранить горячие трещины при сварке, нужно применить присадочные материалы, которые образуют сварные швы, эти швы обладают аустенитно-ферритной структурой и содержат ферритную фазу более 2%.
Если необходимо предотвратить горячие трещины в соединениях толщиной 10 мм и более, то рекомендуется сделать следующее:
Метод ручной дуговой сварки выполнять при минимальной длине дуги; Сварку под флюсом выполнять на низкой скорости с минимальными подходами; Тщательно выполнить шлифовку или заправить все кратеры. Запрещается выводить все кратеры на основной металл. В том случае, если произошел обрыв дуги, то необходимо убедиться в отсутствии горячей трещины, если же обнаружили трещину, то кратер необходимо удалить механическим методом; Сварку соединений большой толщины выполнять с помощью электродов, которые обеспечивают повышенную стойкость металла к горячим трещинам (но при этом слабую стойкость к коррозии) К сварке стабильно аустенитных сталей допускаются только те сварщики, которые уже имеют опыт и навыки по борьбе с горячими трещинами.
Что нужно знать, чтобы уменьшить сварочные деформации: Рекомендуется производить процесс сварки на скоростных режимах, с короткой дугой и с минимальными токами; Для ручной сварки следует разделить швы на отдельные участки и выполнять сварки в последовательности, для того чтобы обеспечить минимальное коробление; Чтобы избежать трещин в зоне термического влияния, необходимо обвить шлак при температуре 100 -150 градусов; Метод ручной дуговой сварки нержавеющей стали выполняют на короткой дуге без использования поперечных колебаний электрода. Нержавеющая фурнитура нержавейка для ограждений.
Полированная нержавеющая сталь
Данный вид нержавейки представляет собой материал с абсолютно гладкой поверхностью и высоким отражающим эффектом. Технологический процесс ее производства отличается от остальных видов нержавейки способом обработки поверхности. Она проводится на специальном оборудовании с использованием контрольно-измерительных приборов.
Этапы шлифовки листового проката.
- Обработка абразивными материалами с помощью специальной ленты.
- Шлифование мелкозернистыми шкурками или щетками.
- Финишная отделка шлифовальными кругами до зеркального состояния.
Сферы применения полированного нержавеющего металлопроката:
- Трубы со шлифованной поверхностью используются для транспортировки нефти, газа, жидких пищевых продуктов и спирта.
- Полированный металлопрокат востребован у дизайнеров. Он позволяет создавать креативные архитектурные проекты.
- Материал широко используется для изготовления бытовой техники, медицинского оборудования и инструмента, приборов для пищевой промышленности.
Полированные легированные металлы применяют во всех областях народного хозяйства, где требуется абсолютно гладкий и прочный материал, отвечающий нормам экологической безопасности.
Какими электродами варить нержавейку 1 мм
Один из самых сложных процессов в сварочных процессах – это обработка деталей с тонкими стенками. Это обусловлено тем, что:
- Излишнее тепло, выделяемое при сварке, может привести к образованию отверстия.
- Высокая температура может привести к деформации поверхности.
- Электрическая дуга, которая используется при обработке тонкостенных деталей, имеет небольшой размер. Даже небольшой отрыв ее от поверхности обрабатываемых заготовок может привести к ее отключения.
Сварка стали 1мм
Все вышеназванные сложности существенно осложняют работу сварщика. Помочь в устранении этих проблем может оказать правильный выбор сварочного материала. Например:
- ОК 63.34 – можно отнести к универсальным электродам, их можно использовать для работы с заготовками разной толщины.
- ОК 63.20 – их применяют для обработки труб и тонкостенного материала.
Пищевая нержавеющая сталь
Данный вид металлопроката относится к шлифованным и отличается от остальных сортов особым способом обработки его поверхности. Финишный слой материала пищевого назначения шлифуется до появления блеска. Данный вид нержавейки экологически безопасен, не вступает в реакцию с кислотами, щелочами, моющими средствами.
Популярные марки и их применение:
- 08Х18Н10 – широко используется для выпуска пищевого оборудования.
- 08Х13 – металл, подходящий для изготовления кухонной посуды, столовых принадлежностей.
- 20Х13, 40Х13 – идеальный материал для производства моек и емкостей, в которых проводят тепловую и гигиеническую обработку продуктов. Его используют для выпуска оборудования, предназначенного для производства вина, спирта, продуктов питания.
- 08Х17 – востребованный материал для посуды, подвергающейся воздействию высоких температур.
Оптимальное количество легирующих элементов, входящих в состав нержавейки, образует защитную пленку на поверхности металла. Использование данного вида стали необходимо для производства изделий, которые подвергаются долгому воздействию паров воды, нагреванию и кипячению жидких пищевых продуктов. Благодаря свойствам пищевой стали при приготовлении еды не происходит химического взаимодействия между продуктами и емкостью, в которой они находятся.
Пищевая нержавейка по ГОСТ
Официального понятия как пищевая или техническая нержавейка не существует. Так называют любую марку, которая подходит для изготовления посуды. Требования к изделиям, предназначенных для контакта с продуктами, изложены в ГОСТ 27002-86.
В перечень возможных сплавов входят марки с количеством углерода не менее 12 %, хрома не менее 13 %, возможно наличие никеля в количестве 5-13 %, а также молибдена около 2 %.
На их выбор влияют следующие критерии:
- будет ли использоваться посуда для тепловой обработки;
- насколько длительным предполагается контакт.
Также не существует сплавов, которые используются только для изготовления посуды, столовых приборов и т. д. Из одной и той же марки могут изготавливать и посуду, и трубы и инструменты. При этом и окончательная термомеханическая обработка может применяться одинаковая.
Предпочтительно из нержавейки 12Х13 делают посуду, не контактирующую длительное время с продуктами, не подвергающуюся ударам и нагреву.
Марка 12Х18Н10Т является классическим вариантом пищевой нержавейки, и так как она используется в массовом производстве не только посуды, ее второе название — медицинская сталь.