Изделия из гнутой трубы довольно популярны при оформлении приусадебного участка и отделке дома. Заборы, декоративные ограды, каркасы теплиц, навесов и козырьков, шпалеры из гнутой круглой или профильной трубы порой выглядят лучше, чем ковка. Самодельный трубогиб для круглой трубы сделать можно в нескольких вариантах — от примитивного шаблонного (для ручной гибки тонкостенных труб небольшого диаметра) до прокатного и намоточного с электроприводом.
Рассмотрим основные виды самодельных трубогибов с позиций их эффективности и сложности изготовления. Для домашнего мастера сделать некоторые виды станков для гибки труб своими руками не составит проблем, если есть навыки работы со сваркой или на токарном станке. Но есть и довольно сложные установки, которые можно реализовать только в условиях слесарной мастерской или металлообрабатывающего цеха. Следует отметить, что самодельные трубогибы там тоже могут принести немало пользы.
Устройство и принцип работы трубогиба
Сама процедура по изгибанию трубы практически не сложная, но требует особого внимания. В процессе гибки она может получить дефекты в виде растягивания стенки и уменьшения ее толщины в месте изгиба, что приведет к уменьшению прочности трубы. Также место изгиба может изменить конфигурацию разреза и вместо круглого сечения принять форму эллипса, что значительно снижает внутреннюю пропускную способность жидкости, проходящей по трубе.
Особенности конструкции
Чтобы дефекты при изгибании были минимальными, выбирая или изготавливая для работы трубогиб, нужно понимать, как он работает. Изготовление устройства по выгибанию труб состоит из трех этапов:
- На специальном держателе трубогибочного приспособления закрепляется пуансон (шаблон), по которому будет выгибаться трубная заготовка.
- С помощью трубореза обрезается определенной длины заготовка из трубы и устанавливается в это гибочное устройство.
- При помощи рычага на заготовку производится определенное силовое воздействие, вследствие чего она изгибается под определенным углом.
Подобные ручные устройства для выгибания трубчатых заготовок могут иметь механический или гидравлический привод, при этом эти два варианта прекрасно подходят для домашней мастерской.
Принцип работы практически всех трубогибочных устройств одинаков. Заготовка закрепляется в специальном приспособлении и под определенным усилием принимает требуемый угол изгиба.
Существуют различные трубогибочные устройства, и, естественно, в каждом из них используется своя система силового воздействия. Например, в устройствах арбалетного или гидравлического типа на сгибаемый участок трубы воздействует точечное усилие.
По другой схеме изгиб производится при помощи нескольких роликов, между которыми прокатывается заготовка, получается определенный угол изгиба. По такой схеме работают трубогибы, укомплектованные специальными вставками для труб (дорнами).
Для чего нужен дорн
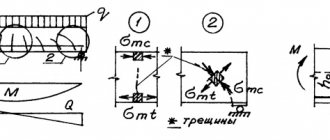
Чтобы разобраться, для каких целей используются дорны, нужно знать, что может произойти с трубой во время ее загибания, если не использовать дорн. Например, при изгибании заготовки на некоторые ее участки в месте изгиба действуют две противоположные силы:
- Сжатие стенки внутреннего радиуса, при котором металл, деформируясь, образует волнистую поверхность (гофру).
- Растяжение. При этом металлическая стенка наружного радиуса изгиба растягивается, за счет чего она делается тоньше. Естественно, это практически до 50% может ослабить прочность трубы на участке произведенного загиба.
Особенно сильно, если не использовать дорн, могут деформироваться тонкостенные медные, алюминиевые и другие трубы из мягкого материала.
Для дорна, вставляемого внутрь трубы перед гибкой, обычно используются стальные пружины, подбираемые под внутренний диаметр загибаемых труб. Иногда поверхность пружин, чтобы обеспечить более хорошую стабилизацию стенок трубы, покрывается полиуретаном.
Прижимной механизм
Многие умельцы делают прижим из обычного автомобильного домкрата (механического или гидравлического). Тех усилий, которые он способен создать, вполне достаточно для того, чтобы придать металлической заготовке нужную конфигурацию.
greysv Пользователь FORUMHOUSE
В качестве прижимного винта использовал старый винтовой домкрат от газели. Гнет легко две трубки 20х20.
Если использовать гидравлический домкрат, то он должен быть рассчитан на 2 тонны или более. Основное достоинство гидравлического прижима состоит в том, что работать им можно, не прилагая особых усилий. Преимущества винтового домкрата: им проще выставить радиус гиба.
Вместо механического домкрата часто используются самодельные винтовые прижимы. Они также позволяют гнуть заготовки в точном соответствии с заданными параметрами.
moning
А чем же винт хуже домкрата? Заказать у токаря винт с меньшим шагом резьбы, чтобы меньше усилия прикладывать при вращении. Это на порядок дешевле домкрата обойдётся.
Виды и изготовление гибочных приспособлений
Способов, чтобы согнуть трубу, не так уже и много, но приспособлений, для выполнения этих действий имеется довольно большое количество. При этом они могут быть самых разных типов. Для того чтобы сделать правильно трубогиб для круглой трубы своими руками, чертежи можно составить самостоятельно или свободно скачать из интернета.
По принципу воздействия на заготовку круглой трубы, чтобы придать ей изгиб под определенным углом, существуют трубогибы различных видов.
Модель арбалетного типа
Эти модели трубогибочных приспособлений приводятся в действие гидравлическими либо винтовыми приводами. В процессе обработки заготовки модель изгибается в виде арбалетного плеча, от которого и пошло название гибочного приспособления.
Конструкция арбалетного трубогиба в изготовлении имеет некоторые сложности, но ее силовые и технические возможности довольно большие. Само приспособление можно сделать с несколькими функциями, например, использовать его в качестве гибочного станка и гидравлического пресса.
В зависимости от конструкции жесткой металлической рамы станок может работать в горизонтальном положении (домкрат или иное силовое приспособление расположено горизонтально) и в вертикальном.
Конструкция состоит из жесткой рамы и двух роликов, закрепленных на специальных стойках, приваренных к платформе. По центру между стойками расположен домкрат, а к осям роликов закреплены хомуты, обеспечивающие свободную фиксацию заготовки, которая укладывается на них.
Пуансон для трубогиба (башмак, шаблон) можно изготовить из старых роликов, шкивов или изогнутых и разрезанных вдоль труб.
Работа арбалетного станка производится таким образом:
- На ролики укладывается и фиксируется хомутами заготовка из трубы.
- На домкрат закрепляется башмак (шаблон с определенным углом изгиба).
- Домкрат давит на центр заготовки башмаком и плавно изгибает ее под заданный угол.
По этой же методике можно сделать небольшой ручной трубогиб, при помощи которого легко изгибать прочные толстостенные трубы среднего и малого диаметра. Для этой цели нужно будет приобрести гидравлический домкрат небольших размеров, два ролика, изготовить пуансон и прочную Т-образную насадку из металла для домкрата.
Вся конструкция «арбалетного» механизма должна быть с большим запасом прочности. В ином случае, если под давлением домкрата произойдет срыв заготовки из фиксирующих скоб, оператор может быть травмирован.
Система с роликовой прокаткой
Такие трубогибочные модели еще называют вальцовочными. С помощью этой системы можно изгибать круглые или профильные трубы, а также стальную арматуру под большой радиус. Идеальное приспособление для заготовки дуг под навесы или теплицы.
Основными элементами такого рода приспособления являются три металлических ролика, подобранных под диаметр изгибаемой заготовки трубы. Заготовка укладывается на два крайних ролика и третьим, расположенным в центре, прокатывается по трубе. Под его усилием деталь постепенно прогибается, приобретая определенный радиус изгиба.
Система может приводиться в движение с помощью ручной рукоятки или электродвигателя через специальный редуктор для трубогиба. Качество полученного изделия, прошедшего обработку на этом приспособлении, довольно высокое, а сама труба, контактируя с роликами из металла, практически не получает повреждений.
Преимущество вальцовочного трубогиба — в его небольших размерах, благодаря чему инструмент занимает в любой домашней мастерской мало места и его легко можно закрепить на верстаке или стене. А благодаря тому, что он изготовлен полностью из металла, заготовку в процессе ее изгибания можно для облегчения работы подогревать паяльной лампой или газовой горелкой.
Простейшее устройство
Для выполнения срочной работы, когда требуется ручной трубогиб для круглой трубы, чтобы быстро выгнуть угловое колено, например, для домашнего водопровода, можно изготовить простое гибочное устройство, используя подручные средства. Для этого следует приготовить рычаг из обрезка металлической круглой трубы диаметром примерно 32−42 мм или толстой, желательно гладкой арматуры. Длина рычага должна быть в пределах 1−1,5 м, в зависимости от загибаемой заготовки.
На один из концов рычага приваривается кольцо из толстостенного трубного обрезка шириной примерно 30−40 мм. Внутренний диаметр кольца должен быть больше наружного диаметра приготовленной к загибанию заготовки.
Читать также: Математическая модель регулятора аксиально поршневого насоса
Вместо кольца к рычагу можно приварить два стержня из толстого гладкого прута. Стержни привариваются перпендикулярно к рычагу и параллельно друг к другу. Расстояние между ними должно быть больше наружного размера подготовленной к изгибу заготовки.
роцесс загибания производится следующим образом:П
- Заготовка укладывается на твердую ровную поверхность, это может быть асфальт, бетонный пол, ж/б панель или толстая доска.
- Приготовленная к загибу трубчатая заготовка продевается в кольцо изготовленного приспособления или вставляется между его штырями, после чего, воздействуя на рычаг мускульной силой, производится ее загибание.
Станок намоточного типа
Трубогибочные станки этого типа отличаются от других гибочных приспособлений тем, что прижимной ролик придавливает заготовку непосредственно к самому шаблону, как бы наматывая трубу на него. Это позволяет выгибать из заготовок кольцевидные и спиральные детали, что совершенно невозможно сделать на обычных трубогибочных станках.
Во время работы сам ролик находится в неподвижном состоянии, а вот шаблон, к которому жестко закреплен конец заготовки, проворачивается вокруг своей оси, наматывая на себя трубу, из-за чего и называют станки такого типа намоточными.
Привод на таких устройствах чаще всего электрический, так как для скручивания трубы в кольцо требуется большое усилие. Оправка для шаблона должна быть съемной, иначе снять с него выгнутую спиралью заготовку будет довольно затруднительно. Шаблон может изготавливаться из древесины, текстолита или металла.
Преимущество наматываемого станка заключается в его простой конструкции, а недостаток — в некотором ограничении размеров шаблона и в необходимости мощного рычага.
Кондуктор из дерева
Эту конструкцию можно считать обкаточным приспособлением, а разница состоит в том, что здесь отсутствует прижимной ролик. Для изготовления этого устройства понадобится толстая фанера или доски, в качестве основания можно использовать верстак либо массивную плиту из ДСП.
Из толстой доски делается шаблон, у которого одна сторона имеет закругление под определенный радиус. Он жестко закрепляется на краю верстака с таким расчетом, чтобы вокруг него можно было свободно обернуть приготовленную к загибу заготовку.
Конец заготовки можно зафиксировать примитивным деревянным упором из бруса или обрезкой той же доски, из которой был изготовлен шаблон. Изгибание трубы производится при помощи мускульной силы плавно, без резких движений, тогда ее повреждения будут незначительными, а приобретенная геометрическая форма получится точной и ровной.
Чтобы загибаемая деталь не соскочила с шаблона (пуансона), по периметру его закругленной части желательно сделать полукруглое углубление, обработав торец рашпилем круглой формы.
Фиксацию трубы на шаблоне можно сделать и иным способом, набив сверху на него округленный кусок фанеры, который должен выступать за пределы его кромки в пределах 6−10 мм. Правда, этот вариант хорошо подойдет, если трубка имеет тонкие стенки, так как для загибания деталей с толстыми стенами нужны более мощные усилия, при этом деревянный пуансон может просто разрушиться.
Перед тем как приступить к изгибанию трубы, рекомендуется засыпать в нее сухой песок и заткнуть оба конца деревянными пробками.
Это поможет избежать появлению на заготовке волн (гофры) с внутренней стороны изогнутого участка, и большого растяжения металла на наружной стенке загиба.
Из всех существующих трубогибочных станков самое широкое распространение получил изготовленный трубогнув своими руками, работа которого производится по принципу прокатного приспособления. Такая модель трубозагибки практически не имеет недостатков, у нее небольшой вес и размеры, она может свободно переноситься и занимает мало места при хранении.
Трубогиб – это станок, применяемый для изгиба круглой и профильной трубы под заданным углом 45, 60, 90 и 180 градусов. Каждый домашний мастер мечтает о том, чтобы в его инструментальном парке был трубогиб для осуществления работ по изгибу трубы круглого и квадратного сечения. Многие рассматривают вариант самостоятельного изготовления такого станка в домашних условиях.
Для профильной трубы
Профильная труба часто применяется для сборки каркасов теплиц, беседок, ворот и калиток, навесов и много другого.
Поэтому и у владельца гаража или дачного участка рано или поздно встаёт вопрос, как согнуть профтрубу в домашних условиях.
На помощь придёт трубогиб.
Однако готовые решения стоят больших денег. Поэтому лучший вариант – сделать его своими руками.
Для изготовления такого приспособления потребуются следующие инструменты:
- Углошлифовальная машина, в просторечии – болгарка;
- Дрель с набором свёрл по металлу;
- Сварочный аппарат, лучше всего – бытовой электродный инвертор;
- Набор ключей или головок.
Прежде, чем приступать к работе, нужно оформить чертёж будущей гибочной машины, чтобы все детали соотносились друг с другом.
Основными элементами домашнего трубогиба являются:
- Рама, сваренная из стального швеллера или двутавра толщиной не менее 4мм;
- Валы роликов;
- Сами ролики;
- Звёздочки для подключения цепной передачи;
- Цепь для привода со старого велосипеда или газораспределительного механизма;
- Винт, опускающий прижимной ролик;
- Рукоятки вращения прижимного винта и валов – пустотелая стальная трубка или цельный прут;
- Различная фурнитура: гайки, болты, шайбы, гровера, шплинты.
Сразу стоит оговориться, что если у вас в арсенале отсутствуют ролики и валы, изготовить их самостоятельно без токарного станка не представляется возможным. В крайнем случае, можно обрезать существующие металлические стержни до нужных размеров и отшлифовать. В качестве роликов можно использовать бочонки с внутренним отверстием.
Ещё один вариант – старые подшипники. Если их посадить на вал, предварительно разогрев в пламени пропановой горелки, а потом проварить, чтобы они вращались вместе с валом, то получится ролик с идеальной круговой поверхностью.
С центральным роликом
Последовательность действий при сборке самодельного трубогиба с центральным прижимным роликом будет следующей:
- С помощью болгарки раскроите швеллер или двутавр на части нужного размера. Прихватите их точечно, а затем, когда рама будет готова, проварите по всей длине. После из эстетических соображений можно зашлифовать швы заточным кругом.
- Предусмотрите либо ножки из обрезков того же швеллера, либо крепёжные отверстия под болты, которые позволят прихватывать станок к верстаку.
- Просверлите отверстия под валы. Также с помощью дрели и болгарки сделайте прорези в вертикальной части рамы. В них будет ходить вверх и вниз вал прижимного ролика. Вставьте валы с надетыми роликами в проделанные отверстия и зафиксируйте их шплинтами.
- Резьбовое соединение штока прижимного ролика и глухой рамы делается либо с помощью токарного станка, либо с помощью метчика. Помните, что резьбу большого диаметра нарезать очень сложно. Обязательно используйте отработку или иную дешёвую смазку при нарезке резьбы.
- Внешнюю часть валов аккуратно сточите с двух сторон, чтобы на них можно было надеть звёздочки. Цепь надевайте с лёгким провисом, если сделать охват слишком тугим, на преодоление сопротивления будет тратиться дополнительная сила.
- Присоедините к одному из валов рычаг – для фиксации используйте тот же замок, что и для звёздочек. Если есть желание укрепить рычаг на валу – просверлите отверстие и нарежьте внутреннюю резьбу. После вкручивания туда болта рычаг зафиксируется, а выкрутив болт, рычаг всегда можно будет снять для транспортировки. Вращая рычаг, можно будет протягивать заготовку через вальцы. Закручивая прижимной винт, можно изменять радиус кривизны сгибаемой трубы.
Чертежи и размеры самодельной конструкции:
С переломной рамой
Не менее популярным при изготовлении своими руками является схема трубогиба с переломной рамой. Конструктивно он отличается тем, что все ролики в нём неподвижны, то есть только вращаются, но двигаются вверх-вниз.
Давление на трубу происходит путём приподнимания части рамы, где смонтирован один из крайних роликов. Процесс сборки похож на предыдущий, но имеет свои нюансы:
- Раму для переломного трубогиба сделайте не цельной, а состоящей из двух частей. Две части можно соединить шпилькой с двумя гайками.
- Подъём концевого ролика очень удобно осуществлять с помощью винтового подъёмного устройства или домкрата.
- Для вращения звёздочек некоторые умельцы приспосабливают электродвигатель переменного тока или даже бензиновый, снятый с мотоблока или топливного генератора.
Подготовка к изготовлению станка
Давайте разберем вариант изготовления трубогибочного станка своими руками.
Во-первых, необходимо определиться, каких будет размеров станок, то есть будет ли он использоваться стационарно, в каком-то помещении, либо он будет мобильный, чтобы его можно было перемещать и производить работы по изгибу труб в удобном месте.
Во-вторых, необходимо приготовить чертеж, по которому затем будет проводиться сборка станка для изготовления гнутой трубы. Это можно сделать самостоятельно или найти в интернете. Далее в этой статье мы предложим готовые варианты схем станка средних размеров, которые детально разберем по его конструкции.
Трубогиб должен иметь мощное основание, на которое затем крепятся все остальные детали, механизмы и прочая оснастка, участвующая в работах по изгибу трубы. Это основание лучше делать из листового металла толщиной 16-20 мм.
Приспособления для изгиба труб могут иметь различный привод, а именно: ручной, электрический, гидравлический, пневматический либо гибридный.
Главные правила
Основные причины дефектов изгибания труб – неправильный (чаще – слишком малый) радиус изгиба и короткий технологический хвостовик («хвост»), расстояние от ближайшего к изгибу конца трубы до его начала. «Хвост» нужен не только для надежного закрепления трубы, «хвост» еще и поглотитель отдачи технологических напряжений. Совершенно правильный трубогиб может дать волну или брак (паразитный изгиб).
Правила выбора радиуса изгиба трубы RИЗГ и длины технологического хвостовика L сведены в табл.:
ИЗГИЗГ
- Если разница реального и ближайших табличных значение поперечника трубы П более 10%, значения исходных расчетных величин вычисляем интерполяцией. В противном случае – берем ближайшее.
- Приводят табличный RИЗГ к относительной величине rИЗГ, т.е. выражают его в диаметрах трубы D или ее высотах H.
- Для труб диаметром до 10 мм из rИЗГ вычитают 1.
- Для труб диаметром от 11 до 15 мм из rИЗГ вычитают 0,85.
- Для труб диаметром от 16 до 24 мм из rИЗГ вычитают 0,75.
- Для труб диаметром от 25 до 40 мм из rИЗГ вычитают 0,65.
- Для труб диаметром более 40 мм из rИЗГ вычитают 0,5.
- Переводят относительный rИЗГ обратно в численный (миллиметровый) RИЗГ.
- От полученного значения RИЗГ берут ближайшее практически удобное большее.
Пример: нужно выгнуть из стальной трубы 24х24х1,5, т.е. уже относящейся к тонкостенным, сложные полуарки для цветочного домика или шалаша. Строение нежилое, легкое, сложная полуарка несущей конструкцией не является (см. далее), т.е. «водопроводно-бытовые» волна и тянучка приемлемы. Берем данные для трубы H=25. По табл. находим rИЗГ = RИЗГ/H = 80 мм/25 мм = 3,2. Вычитаем поправку (для трубы H=25!): 3,2 – 0,65 = 2,55. Переводим обратно в миллиметры (снова по табличному H=25!): 2,55х25 = 63,75 мм. Т.е., если взять новый радиус изгиба 65 мм вместо «бездефектного» 80, то подбор гибочного приспособления и работа упростятся, возможности художественного выражения формой строения увеличатся, а видимых в готовом строении и/или опасных дефектов не будет.
Просто – радиус
Конкретный трубогиб разрабатывается под радиус изгиба в определенных пределах. Но для выбора прототипа конструкции сразу нужно знать только его очень обобщенное значение:
- на малые радиусы RИЗГ<5D (или 5H);
- на средние радиусы 5ИЗГ<20 D или H;
- на большие радиусы 20D(H)ИЗГ;
Способы изгиба трубы
Трубогиб может иметь один из способов для изгиба трубной заготовки. Это обкатка, намотка, арбалетный способ, вальцовка и прокатка.
Обкатка
При этом способе применяются два изгибающих ролика, где один закреплен неподвижно, а второй непосредственно используется для изгиба трубы.
Один конец заготовки закрепляется к неподвижному ролику винтом, а при помощи второго конца и длинного рычага производится изгиб трубы на определенный угол. Чем длиннее рычаг, тем большее усилие можно создать и облегчить процесс деформации.
На основание устанавливаются два уголка сечением 50х50 мм и длиной 400-500 мм, имеющие отверстия для крепления. Можно использовать уголок других размеров и сечений. На них крепится швеллер, имеющий паз посередине, по которому передвигается прижим.
Намотка
В этом устройстве применяется три ролика, два из которых небольшого диаметра, а третий большого размера. Два маленьких являются прижимными, на большем крепится замок для зажима трубной заготовки и рычаг для ручного привода, при помощи которого осуществляется сам процесс изгиба.
Арбалетный способ
Трубогиб арбалетного типа на самом деле похож на арбалет. Изготовление такого станка требуют достаточно много материала, такие как швеллер и уголок 75. Из этого профиля сваривается станина и сверху крепятся два ролика, участвующие в производственном процессе. На шток домкрата устанавливается так называемый башмак, с помощью которого заготовка принимает профиль определенного диаметра, желаемого для готового изделия. Такой трубогиб лучше использовать в производстве одинаковых гнутых изделий в большом количестве.
Вальцовка и прокатка
Для производства гнутых изделий из трубы методом вальцовки и прокатки требуется более серьезное оборудование, чем для вышеизложенных способов.
Для того чтобы изготовить вальцовочный станок потребуется три ролика, один из которых будет перемещаться по вертикали, прижимая заготовку, а остальные два останутся неподвижными.
Приводной ролик будет верхний, привод самый простой – ручной, но по возможности можно поставить мотор-редуктор с вращением выходного вала до 100 оборотов в минуту. Такой скорости будет достаточно. Конечная продукция должна иметь идеальную и одинаковую форму.
Какие бывают устройства для трансформации труб
Преобразование кривизны тонкостенной трубы малого диаметра – вполне доступный этап получения металлических заготовок под сооружения каркасного типа.
Достаточно рассмотреть чертежи и фото трубогибов, как станет очевидно, что конструктивно они имеют много общего:
- основа (опора, упор);
- каркас или раму (открытого или закрытого типа);
- планки, трубные упоры или держатели;
- винты или тиски для крепежа;
- нагнетательное, механическое или рабочее устройство (альтернативная силовая деталь).
Формовкой алюминиевых, стандартных стальных и металлопластиковых труб можно заниматься на простейшем ручной устройстве шаблонного типа.
Большинство трубогибов напоминают компактный станок, но они имеют свою классификацию:
- по типу воздействия на трубы (обкатка, намотка, протяжка, прокатка);
- по возможности перемещения (стационарные и переносные).
Тип привода тоже отличается:
- электрический;
- ручной;
- гидравлический;
- электрогидравлический.
Если использовать электропривод или гидравлический домкрат, он возьмет на себя всю силовую нагрузку, сэкономит время и усилия. Но для его сооружения нужны хотя бы элементарные знания и опыт сооружения бытовых станков для обработки металла. Зато такие устройства обходятся в разы дешевле, чем готовые приспособления и их многократная аренда.
Наиболее востребованными и простыми по своему устройству считаются ручные трубогибы шаблонного типа. Огибая профильную или обычную трубу по части его окружности, трансформируют отрезок трубы под заданным углом или необходимой кривизны.
Привод станка для изгиба труб
Вариантов привода для этого станка множество, главное, чтобы он был недорогой в закупке и дальнейшем обслуживании, прост в исполнении, имел приемлемые по цене запасные части и комплектующие.
Варианты привода для гибочного станка:
- Ручной. Самый простой, надежный и дешевый. Для него надо сделать рычаг, который будет удобен для осуществления производственных работ.
- Гидравлический. Трубогиб гидравлический для круглой трубы уже является профессиональным оборудованием и служит для выполнения работ промышленного масштаба.
- Электрический. Для такого станка приводом служит мотор-редуктор, который питается от сети 220 или 380 вольт.
- Пневматический. Для привода такого оборудования необходим компрессор, который будет приводить в движение подающий и формующие ролики.
- Комбинированный или гибридный привод. В этом случае используется несколько вышеуказанных способов в одном станке.
Для домашних работ нет необходимости применять дорогое оборудование, достаточно будет механизма с ручным приводом.
Разновидности трубогибочных приспособлений и механизмов
В наши дни можно встретить примеры трубогибочного оборудования, имеющего различное конструктивное исполнение: от сравнительно простых приспособлений для ручного гиба до самодельных станков с ручным или электрическим приводом.
По предназначению трубогибы делятся на два типа.
Первый тип – угловые (позволяют придать нужный радиус определенному участку заготовки).
Второй тип – трехвалковые трубогибы – станки и приспособления, которые позволяют формировать заданный радиус гиба по всей длине заготовки.
По способу регулировки радиуса трубогибы бывают механическими.
И гидравлическими.
Привод опорных валов может быть как ручным, так и электрическим.
Правила эксплуатации
Чтобы правильно самодельное приспособление выполняло свои функции, необходимо придерживаться нескольких простых правил эксплуатации:
- при использовании сварной трубы с прямым сварочным швом, шов следует располагать в стороны изгиба;
- для того чтобы согнуть трубу большего диаметра, рекомендуется проводить работы как минимум вдвоем;
- ежедневно проводить осмотр оборудования, различных оправок, дополнительной оснастки, чтобы не было раскрученных гаек на болтах, трещин на сварке или других визуальных дефектов на рабочих поверхностях;
- периодически производить смазку подшипников, цепей и других вращающихся и трущихся деталей и механизмов, с применением качественной смазки.
Прокаточные или вальцовочные трубогибы и их принцип функционирования
Оснастка вальцовочного типа состоит из двух неподвижных и одного подвижного ролика. Подвижный элемент воздействует на материал, и в зависимости от его положения, определяется радиус изгиба. Трубогиб прокаточного типа считается универсальным, так как он позволяет получать изгиб разного радиуса. Ниже на фото показан прокаточный станок для сгибания труб и профиля.
Техника безопасности
При проведении производственных работ на станках по деформации круглой и профильной трубной заготовки из черного и нержавеющего металла, следует соблюдать элементарные правила техники безопасности:
- Все работы проводятся с применением средств индивидуальной защиты (рукавицы или перчатки, очки, специальная одежда).
- Работы, связанные с деформацией трубы большого диаметра, должны производиться только с напарником.
- Рабочее место должно находиться в чистоте. Не должно быть мятен масла, лишних предметов возле станка, прочего мусора и тому подобное.
- Все ручные трубогибы для круглой трубы и профильной заготовки должны очень жестко крепиться на неподвижной поверхности, чтобы избежать травматических ситуаций во время проведения производственных работ.
Каждый домашний мастер вправе самостоятельно выбирать размер, вид привода и максимальную производительность своего станка.
Для работы с трубами или уголком требуется специальный станок, получивший название трубогиб. Подобная конструкция позволяет гнуть металлические элементы на заданный угол. При необходимости можно изготовить профессиональный трубогиб своими руками, который применяется в самых различных отраслях промышленности. В отличие от промышленного варианта исполнения, самодельный трубогиб обходится намного дешевле. При проведении работы можно использовать подручные материалы, что в большей степени снизит стоимость конструкции. Рассмотрим подробнее то, как изготовить трубогиб своими руками в домашних условиях.
Изготовление ручной роликовой модели
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Устройство трубогиба
Существует просто огромное количество различных видов рассматриваемого устройства. Перед проведением работы по его созданию своими руками следует разработать чертеж трубогиба или скачать его в интернете.
Трубогиб для круглой трубы своими руками изготовить можно при учете следующих особенностей его устройства:
- Обкатка. Подобный трубогибочный станок характеризуется тем, что один конец заготовки фиксируется, а для гибки применяется неподвижный шаблон. Обкатка проводится при применении прижимных роликов. Эта схема ручного трубогиба применяется на протяжении многих лет.
- Намотка. Специальный трубогиб для алюминиевых труб характеризуется тем, что заготовка прижимается к подвижному шаблону, в качестве которого используется ролик. Протяжка проводится между роликом, находящимся в движении, и специальным упором. Как правило, привод электрический, так как требуемый показатель прилагаемой силы довольно высокий.
- Арбалетная конструкция. Данная схема представлена сочетанием двух неподвижных роликов, а также подвижного шаблона. Усилие передается к заготовке через подвижный шаблон, который расположен между двумя роликами. За счет контроля передвижения подвижного элемента выбирается наиболее подходящий угол изгиба. Стоит учитывать, что пуансон трубогиба, который выполняет роль шаблона, может иметь различную форму.
- Прокатка или вальцовка. В этом случае схема представлена устройством с тремя валиками, два из которых опорные и один подвижный. Радиус изгиба регулируется за счет изменения положения центрального валика. Стоит учитывать, что подобное устройство считается универсальным, так как радиус изгиба может регулироваться в достаточно большом диапазоне. Размеры трубогиба этого типа относительно небольшие, самодельная конструкция может быть компактной.
Выбирая наиболее подходящую конструкцию для самодельного изготовления, следует учитывать, что вариант исполнения, работающий по принципу накатки, производится зачастую промышленным способом по причине сложности высокой сложности основных механизмов. Арбалетный метод гибки на сегодняшний день применяется крайне редко, так как обладает одним существенным недостатком: давление концентрируется на верхней части шаблона. При применении арбалетного станка есть вероятность существенного снижения толщины стенки трубы, а также ее разрыва. Не рекомендуется использовать подобное устройство для гибки тонкостенных заготовок.
Больше всего получила распространение конструкция, которая работает по принципу прокатки. Она практически лишена всех приведенных выше недостатков, имеет относительно небольшие размеры, может быть переносной, есть возможность проводить регулировку угла гибки.
Самодельный станок может иметь самую различную конструкцию. При выборе типа уделяется внимание тому, какой радиус следует получить. Наиболее важными параметрами заготовки, которые могут оказать влияние на выбор подходящей конструкции, считаются толщина стенок трубы и ее диаметральный размер.
Как сделать трубогиб своими руками инструкция
Если имеется пример или схема трубогиба, то изготовить станок своими руками не составит большого труда. Нужно придерживаться соответствующей последовательности выполнения действий. Чтобы сделать трубогиб для профильной трубы выполняются следующие манипуляции:
- На валу нужно расположить шестерни, а также подшипники и кольца. Изготовление валов доверяется опытному токарю. Если же планируете создать все детали самостоятельно, то понадобится три вала, два из которых распределяются на нижнем основании (служит швеллер), а третий подвешивается на пружинках.
- В кольцах просверливаются соответствующие отверстия, которые нужны для того, чтобы нарезать резьбу. Эта резьба нужна для того, чтобы к валам присоединить шестерни.
- Полка для закрепления третьего ролика делается также из швеллера.
- Все элементы распределяются на станине, и объединяются при помощи сварки или болтовых соединений.
- Первым делом монтируется каркас, на котором распределяются соответствующие конструктивные элементы.
- Полка перпендикулярно приваривается к основанию.
- К одному из валов крепится рукоятка.
- В завершении для регулировки радиуса изгиба профильных труб нужно установить на верхней полке гидравлический домкрат.
Если делать инструмент по шаблону, то трудностей никаких не возникнет
Чтобы разъяснить некоторые моменты, следует обратить внимание на следующие факторы:
- Прижимной вал, располагающийся на полке, должен быть дополнительно к ней закреплён. Он также фиксируется шпонками.
- Прижимной ролик изготавливается путём выполнения следующих манипуляций: на полку фиксируется вал, а также пружины, которые крепятся к предварительно установленным гайкам. После изготовления полки, её можно приваривать к станине основного устройства.
- Чтобы натянуть цепь, нужно использовать магнитный уголок. Он будет служить держателем.
- Звёздочки фиксируются шпонками, изготовленные из гровера.
- Ручка для привода конструируется из стальной трубки.
- Домкрат размещается на подвесной полке.
Конструкция простейшего самодельного агрегата для гибки профилированных труб, представлена на видео ниже.
Виды трубогибов
Рассматриваемая конструкция может классифицироваться по достаточно большому количеству признаков. В продаже встречаются универсальные варианты исполнения, а также для узконаправленного применения. Устройство различается по следующим признакам:
- По типу привода. Важным элементом конструкции можно назвать привод, который бывает гидравлический, электрический, ручной или электрогидравлический. В последнее время большее распространение получил электрический привод, так как он компактный и весьма эффективный. Гидравлический обладает большей эффективностью, но при этом сложен в эксплуатации, занимает много свободного пространства и требует периодического обслуживания. Трубогиб ручной отличается наличием механизма, который существенно увеличивает приложенную силу. Если рассматривать самодельный варианты исполнения, то делают именно ручной трубогиб своими руками. Кроме этого, можно создать своими руками трубогиб с электроприводом. А вот гидравлический вариант исполнения самостоятельно практически не изготовить.
- Классификация проводится и по степени мобильности. Выделяют стационарные и переносные варианты исполнения конструкции. В большинстве случаев, универсальный ручной трубгиб выполняется как переносная конструкция. Самодельный трубогиб для круглой трубы может крепиться к основанию различным образом. Стоит учитывать, что во время выполнения работы часть возникающего напряжения отводится именно на основание. Поэтому при создании самодельного варианта исполнения нужно обеспечить надежную фиксацию устройства.
- По способу воздействия на заготовку – основной признак классификации. К примеру, трубогиб арбалетного типа имеет свою особую конструкцию, которая подходит для гибки металлической или металлопластиковой трубы. Кроме этого, выделяют конструкцию, работающую по принципу обкатки, намотки или проката.
Трубогиб своими руками
Трубогиб самодельный для металлопластиковых труб может быть самого различного типа, но чаще всего создают механический тип, когда за счет особой конструкции передаваемое усилие увеличивается в несколько раз.
Как сделать трубогибы разного типа
Принцип работы трубогибов отличается – можно по-разному воздействовать на отрезок трубы. Например, устройство пружинного типа поможет деформировать полимерные трубы, благодаря давлению. Сегментные устройства будут их растягивать, придавая кривизну.
Способ изготовления шаблонного трубогиба доступен даже новичку. Для этого нужно точно вычертить часть окружности требуемого диаметра (или другой тип кривизны). Эту полусферу или другую кривую вычерчивают на деревянной заготовке, как на фото самодельного трубогиба шаблонного типа.
Полученную деталь нужно зафиксировать на устойчивом основании вдоль плоскости (стена, стол).
После того как шаблонный упор готов, нужно разобраться, как пользоваться трубогибом данного типа. Это понятно по рисунку – трубу крепят между шаблоном и упорным брусом.
Воздействием на противоположный конец прогретой алюминиевой или тонкой стальной заготовки получают желаемый изгиб. При необходимости получить отрезки разной кривизны, делают несколько подходящих шаблонов.
Инструкция по изготовлению трубогиба
В последнее время довольно большое распространение получил вопрос, как сделать трубогиб своими руками. Подобное оборудование требуется при наладке производственной деятельности самого различного типа. Наиболее простой трубогиб своими руками имеет шаблонный тип конструкции. Это связано с тем, что ролики для трубогиба своими руками изготовить достаточно сложно.
Рассматривая шаблонные трубогибы для круглой трубы отметим нижеприведенные моменты:
- При изготовлении конструкции довольно часто применяется массив дерева. За счет этого существенно упрощается работа и снижаются расходы. Однако, стоит учитывать, что низкая прочность и жесткость дерева определяет применение подобного станка только для гибки алюминия, который обладает высокой пластичностью.
- Применяемый деревянный брусок должен иметь размеры, которые больше диаметра обрабатываемой заготовки.
- Шаблон должен иметь радиус, который будет соответствовать радиусу гибки. Для того чтобы упростить процесс в центральной части поверхности, которая соприкасается с заготовкой, создается небольшой паз.
- Для удобства работы создается две рукоятки, которые имеют металлическое крепление.
- Создав трубогиб в домашних условиях, его следует прикрепить к прочному основанию, а с обратной стороны установить упор.
Читать также: Как определить теплопроводность материала
Важным моментом назовем то, что рассматриваемая конструкция применима в большей степени для гибки по большому диаметру. Кроме этого, башмак для трубогиба подобного типа не требуется, нагрузка распределяется равномерно, что позволяет проводить обработку тонкостенных заготовок.
Процесс изготовления трубогиба
Можно изготовить трубогиб своими руками по другим чертежам. Перед выбором наиболее подходящей конструкции следует рассмотреть то, как часто будет проводиться работа, для какого рода заготовок изготавливается станок, насколько массовым будет производство. Конструкция шаблонного типа характеризуется довольно большим размерами, однако для ее изготовления достаточно провести столярные работы, применяемые материалы имеют низкую стоимость.
Изготовление простейшего трубогиба шаблонного типа
Простой прокатный станок для гибки труб можно изготовить даже из дерева. Естественно, это будет ручной трубогиб, в конструкции которого можно даже не предусматривать прижимной ролик, если использоваться он будет для тонкостенных изделий. Шаблон для такого устройства изготавливается из деревянной доски, толщина которой должна быть такой, чтобы превышать диаметр самой трубы.
Деревянный шаблон для простейшего ручного трубогиба
Для удобства работы имеет смысл озадачиться профилированием шаблона со стороны его торца, дабы избежать соскакивания трубы в процессе сгибания. В этих целях можно сложить две доски, у которых предварительно спилить по одной грани, создав таким образом своего рода желоб. Сделанный предварительно выполняется чертеж поможет избежать ошибок.
При использовании подобного трубогиба шаблон крепят к надежному основанию, а с левой стороны от него (для правшей) закрепляют упор. Трубу, которую необходимо загнуть по требуемому радиусу, заводят между шаблоном и упором и аккуратно гнут ее, следя за тем, чтобы она не соскочила с шаблона.
Разборный шаблон из крюков
С помощью такого трубогиба, сделанного из подручных материалов, можно выполнять сгибание по большому радиусу изгиба. Можно избежать изготовления деревянного шаблона и упростить приспособление, заменив его на зафиксированные на основании металлические крюки, расположенные по окружности с требуемым радиусом загиба. Удобно такое устройство тем, что размеры загиба в любой момент можно изменить, расположив крюки-упоры по окружности с другим радиусом.
Вооружившись ручной лебедкой, можно значительно расширить диапазон производимых работ за счет заметного увеличения тягового усилия для сгибания труб.
Лебедка поможет расширить функциональность простейшего ручного трубогиба
Роликовый трубогиб
Наиболее сложной конструкцией считается самодельный трубогиб роликового типа. В данном случае для передачи усилия применяется прижимной ролик. При изготовлении конструкции может использовать металл и дерево, все зависит от того, насколько она должны быть мобильной и на какое усилие рассчитана.
К особенностям подобной конструкции можно отнести нижеприведенные моменты:
- Для труб, изготавливаемых из мягких материалов, в большей степени в качестве основного материала подходит дерево. Оно может использоваться при изготовлении ролика. Для стальных труб придется использовать металл, так как величина передаваемого усилия будет существенной. При желании ролики можно приобрести или изготовить своими руками в домашних условиях.
- Особенности конструкции определяют наличие подвижного и неподвижного ролика. При этом в центральной части расположен П-образный держатель.
- Радиус гибки во многом зависит от размеров применяемых роликов. Именного поэтому подвижный ролик должен при необходимости быстро демонтироваться для установки варианта исполнения с другим диаметром.
- Устанавливаемый держатель также должен иметь возможность вращаться.
- На установленном держателе крепится рукоятка, при вращении которой будет передаваться усилие. Стоит учитывать, что рукоятка выступает в качестве рычага. Именно поэтому от ее длины зависит то, какое усилие можно будет передать.
Подобный станок подходит для производства большими партиями, так как ролики для трубогибов изготовить своими руками достаточно сложно. Устройство подходит для работы с трубами круглого сечения.
Распространенным вопросом можно назвать, насколько проблематично изготовление подобного механизма. При использовании гибочного станка подобного типа следует учитывать нижеприведенные моменты:
- Для начала следует подробно изучить чертеж или фотографии рассматриваемого оборудования. Только разобравшись с принципом его работы можно создать эффективное оборудование с широкой сферой применения.
- Основных элементов у данной конструкции относительно небольшое количество. Примером можно назвать два шкива, которые могут изготавливаться из дерева или стали, раму с рычагом и прижимной ролик. Довольно важном создать надежное основание, которое будет принимать часть прилагаемого усилия.
Принцип действия достаточно прост:
- Заготовка помещается в желоб неподвижного ролика.
- Труба фиксируется в нужном положении при помощи хомута.
- При помощи рычага проводится оборачивание заготовки вокруг шаблона, в качестве которого также применяется ролик определенного диаметра.
Для того чтобы существенно повысить эффективность конструкции может применяться электрический привод. Однако, стоит учитывать, что при электрическом приводе довольно сложно контролировать показатель диаметра закругления. Кроме этого, установленный электродвигатель должен передавать вращение через понижающий привод, так как скорость вращения валика небольшая. Для этого проводится установка редуктора или клиноременной передачи.
Трубогибы намоточного типа
Примерами таких устройств являются гидравлические трубогибы, использующиеся для сгибания труб круглого сечения. В конструкции подобного приспособления есть мощный шкив, к которому и крепится труба в точке изгиба. Данный шкив фиксируется на надежной станине, а в ее основании располагается шток, который приводится в действие при помощи домкрата. На штоке при помощи домкрата создается значительное усилие, которое передается на рычаг, вращающий шкив и наматывающий на него трубу. Рычаг может свободно вращаться вокруг оси шкива и соединяется с ним при помощи отверстий, расположенных по его окружности.
Рабочий пример такого трубогиба можно увидеть на видео ниже:
Подобный механический трубогиб можно также изготовить своими руками с использованием домкрата реечного типа. При использовании этого устройства необходимо прикладывать больше физических усилий.
Пример работы на видео:
К примерам приспособления подобного типа относятся самодельные трубогибы, вальцы которых изготовлены из древесины. При работе с такими устройствами для сгибания труб круглого сечения необходимо прикладывать значительные физические усилия, которые уменьшаются за счет подвижного вращающегося ролика.
Пример в ролике ниже:
Арбалетные трубогибы
Довольно необычной конструкцией обладает станок арбалетного типа. Он получил свое название благодаря схожим чертам с средневековым оружием. Арбалетный трубогиб обладает следующими особенностями:
- Основа конструкции представлена рамой, которую можно изготовить при применении уголков и швеллера. Соединение всех элементов проводится при применении сварки, разъемные методы не рекомендуется применять, так как получаемая конструкция должна обладать высокой жесткостью.
- После создания рамы проводится крепление двух вальца.
- Самодельный вариант исполнения можно охарактеризовать тем, что усилие передается непосредственно через домкрат механического типа. Для трубы небольшого диаметра создаваемого давления должно быть вполне достаточно. Передача усилия проводится через башмак, изготавливаемый из прочного металла с низким показателем пластичности.
Трубогиб арбалетного типа в большей степени подходит для заготовок круглого сечения. Это связано с тем, что изделие с другим сечением может сильно деформироваться при давлении.
Самодельный намоточный станок для гибки труб
По принципу действия такой инструмент похож на обкаточный. Однако с его помощью можно придать трубам форму кольца, что невозможно осуществить на любом другом устройстве. Если детально рассмотреть чертеж приспособления, то можно заметить, что щеки шаблонного шкива можно демонтировать, чтобы вынуть из него заготовку в форме окружности.
Стоит отметить, что трубогиб данной конструкции можно изготовить из любых доступных материалов, включая дерево, металл или текстолит.
Гидравлический трубогиб
Изготавливая трубогибочный станок своими руками, следует определиться с тем, какого рода будет привод. В большинстве случаев самодельные варианты исполнения имеют ручной привод, так как он прост в изготовлении и обходится дешево. Однако подобная конструкция не может работать с заготовками, которые изготавливаются при применении жестких металлов. Гидравлический трубогиб позволяет работать с заготовками большого диаметра и с существенной толщиной стенок, однако конструкция достаточно сложна в исполнении и имеет много особенностей.
Устройство ручного гидравлического трубогиба
Изготавливая станок для круглой трубы с гидравлическим приводом следует учитывать следующие моменты:
- Передача усилия проводится через рабочую жидкость, в качестве которой используется масло или вода. Все магистрали должны обладать высокой степенью герметичности, а также быть рассчитанными на определенное давление.
- Для создания давления может применяться компрессор.
- Давление передается на рабочий орган через гидравлический цилиндр.
Трубогиб для металлопластиковых труб своими руками с гидравлическим приводом может иметь самую различную конструкцию. Важным элементом в данном случае становится именно привод, который позволяет автоматизировать процесс гибки и увеличить область применения устройства.
Конструкция рамы
Определившись с межосевым расстоянием и конструкцией вальцов, можно размечать заготовки деталей для рамы. Опираясь на опыт пользователей FORUMHOUSE, следует сделать вывод, что самые прочные рамы получаются из стального швеллера (шириной – не менее 80 мм). Этот материал легко достать, поэтому можно смело брать его себе на заметку.
На фото – станок на стадии изготовления. А вот чертеж, который взят за основу.
Человек Пользователь FORUMHOUSE
При выполнении работ в первоначальные чертежи были внесены некоторые изменения.
Представленный чертеж не является обязательным руководством к действию, но дает объективное понимание того, как устроен прокатный трубогибочный станок.
Трубогиб из домкрата
Чаще всего, изготавливая самодельный трубогиб, в качестве основного элемента применяется домкрат. Он бывает нескольких типов. Сам домкрат изначально изготавливается для того, чтобы увеличить и сконцентрировать прилагаемое усилие, за счет чего конструкция может поднимать тяжелые механизмы, к примеру, автомобили.
Трубогиб из домакрата
Самодельный трубогиб из домкрата, как правило, имеет довольно простую конструкцию:
- Заготовка зажимается между двумя неподвижными роликами.
- Усилие передается на промежуток между роликами.
- Расстояние между неподвижными роликами во многом определяет радиус гибки и величину требуемого усилия для получения определенного угла.
Как ранее было отмечено, при применении домкрата можно сделать трубогиб арбалетного типа.
В заключение отметим, что практически любое устройство является относительно несложным станком, который за счет распределения прилагаемого усилия гнуть трубы и другие заготовки подобного типа. Применяются зачастую для сгибания изделий, изготавливаемых при применении цветных сплавов и стали. Промышленный вариант исполнения конструкции обходит самодельный, как правило, по степени автоматизации процесса. Однако стоимость промышленных трубогибов может превышать в несколько десятков раз затраты, связанные с производством самодельного варианта. Именно поэтому для бытового применения или мелкосерийного производства в большей степени подходит самодельный трубогиб.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Советы мастеров
Для того чтобы правильно изготовить инструмент, нужно выбирать его модель с учетом соотношения между радиусом изгиба и сечением труб. Эти данные можно найти в специальных рекомендациях в виде таблицы. И, хотя, приведенные там цифры являются оптимальными, все же радиус гиба может быть уменьшен.
Однако для этой цели понадобится дорн, который существенно усложнит работу. Если говорить о фабричных условиях, то помимо дорна в производстве часто применяют горячую вальцовку.
Вместе с тем, горячую прокатку можно выполнить и в домашних условиях, если в вашем распоряжении есть стационарный металлический трубогиб с неподвижной станиной. Тогда для прогрева труб используется паяльная лампа или газовая горелка.
Самые популярные варианты самодельных трубогибов
Самыми технологичными и универсальными являются трубогибы, работающие по принципу прокатки. Именно такие устройства, часто оснащенные электроприводом, используют профессионалы, постоянно сталкивающиеся с необходимостью гибки труб из различных материалов, в том числе и из нержавеющей стали.
Вариант самодельного трубогиба
Основу конструкции такого устройства составляют три вращающихся ролика, один из которых является прижимным. Благодаря постепенно увеличивающемуся давлению прижимного ролика и повторяемой для каждого нового положения ролика прокатке сгибание трубы осуществляется наиболее щадящим способом, ее стенки подвергаются растягивающим манипуляциям очень равномерно.
Самодельный трубогиб с электроприводом, сделанный своими руками
Компьютерная модель трубогиба
Компьютерная модель трубогиба Чертеж прижимного винта Чертежи валов Чертежи валов Чертеж кольца Комплектующие трубогиба Комплектующие трубогиба Процесс сборки Привод от двигателя Привод от двигателя Вид со стороны валов Готовый трубогиб в сборе
Самое главное, что позволяет делать такой трубогиб, – это регулировать радиус изгиба обрабатываемого изделия. Вариантов конструктивного исполнения такого универсального устройства может быть несколько: на элементах рамной конструкции расположены вращающиеся упорные ролики, а также колесо, с помощью которого прокатывается труба; боковые несущие поверхности и основание делается из листового металла, а для перемещения прижимного ролика используется винтовая передача. На устройствах второго типа можно изменять минимальный радиус изгиба, что достигается за счет изменения положения опорных роликов.
Валы данного трубогиба позволяют комфортно работать не только с круглыми трубами, но и с профильными
Несущую конструкцию для такого трубогиба можно изготовить из дерева. Металлическими в нем останутся оси роликов, шток, крепежные элементы и ручка для прокручивания роликов, которые также можно изготовить из древесины или полимерных материалов.
Выше мы рассмотрели трубогибы, в которых процесс протягивания обеспечивается за счет вращения прижимного ролика. Есть также категория устройств, в которых движение трубы задается при помощи вращения опорных роликов.
Вариант с винтовым домкратом
Трубогиб электрический или ручной, в котором вращение передается одному ролику, обладает ограниченными возможностями. Для трубогиба, в котором вращаются оба опорных ролика, характерна более сложная конструкция, так как необходимо передавать вращение сразу двум элементам.
Необходимые инструменты
Для сборки трубогиба необходимы как минимум следующие инструменты:
- сварочный инвертор;
- УШМ;
- токарный станок (или покупка готовых деталей);
- тиски;
- молоток;
- пилка по металлу;
- наждачная бумага;
- линейка;
- дрель.
Но, самое важное — чертежи трубогиба. Механизм необходимо изготавливать строго по чертежу. Можно взять готовый чертеж из данного материала или найти другой и адаптировать его под нужные размеры.
Но, без чертежа сделать трубогиб невозможно, поскольку нужны точные расчеты для обеспечения работы механических частей.
Виды методов
Трубогиб для металлопластиковых труб – элементарный станок, работающий на одной механике. Станок незаменим для трубопровода, в том числе и толстостенного и металлопластикового. В нем можно работать с разными видами металла (сталь, алюминий, медь, цинк и их сплавы). Для большей производительности, участки сгиба можно предварительно довести до красна, чтобы отпустить металл, снять внутренние напряжения и сделать его более мягким.
Холодный метод
Распространен в гаражном мастерстве. Если нет паяльной лампы и горелки – им можно пользоваться. Из недостатков – требуется больше усилий. Холодный металл тверже, может треснуть. Поэтому подходит только для сырой стали и мягких цветных металлов. Безопаснее, в сравнении с горячим прокатом, так как не приходится работать с высокими температурами.
Горячий метод
Требует горелку и паяльную лампу. Нагрев снимает напряжение с металла и поэтому он становится более податливым, но это актуально только для тонкостенного трубопроката. Толстостенные трубки невозможно прогреть более чем на 300 градусов в условиях гаража.
Фото идеи трубогибочных станков для изготовления своими руками
Ниже представлены варианты, которые помогут развивать вашу идею по изготовлению самодельных трубогибов в домашних условиях. Собрать трубогибочное приспособление можно не только ручного, но и электрического типа. Однако это актуально только в случае, когда ежедневно приходится работать с большим количеством стальных материалов.
Вальцовочный станок для сгиба труб из домкрата
Конструкция вальцовочного станка с шестернями
Простой станок для гибки труб
Вальцовочный станок согнуть трубу
Интересный вариант простейшего трубогиба
Трубогиб для изгибания стальных труб декоративного вида
Подводя итог, необходимо отметить, что имея трубогиб в гараже, никогда не возникнет необходимости что-либо выдумывать, чтобы изогнуть заготовку. Особой популярностью приспособления пользуются среди мастеров, которые изготавливают арки, ворота, заборы из металла. Этим мастерам понадобится не один станок, так как кроме труб и профиля, возникает потребность изгибания стальных прутьев, арматуры, квадрата и т.п. Уделив один раз время на изготовление трубогиба, больше никогда не возникнет необходимости каждый раз думать, где и как можно изогнуть трубку или профиль.
Ручной трубогиб на роликовом механизме
Сделать своими руками ручной трубогиб на роликах несколько проще, поскольку здесь меньше механических элементов. Приспособление позволяет изгибать трубы в определенных местах.
Устройство должно иметь длинный рычаг, поскольку для изгибания изделий требуется непосредственное ручное усилие.
Как сделать ручной профилегиб с обкатным роликом.
Данный вид трубогиба позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки.
Гибка профильной трубы методом обкатки. Схема гибки трубы.
Принцип такого трубогиба основан на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
Сверлим отверстие в заготовке.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
Болт вставленный в заготовку.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
Обтачиваем заготовку.
6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Ролик для трубогиба из пяти кругов.
Делаем электромеханический трубогиб
Мы решили рассказать вам, как изготовить электромеханическую модель трубогиба. Такое оборудование способно справиться с любым объёмом работ, при этом не придётся прикладывать физическую силу.
Для изучения, представляем две версии инструкции как изготовить трубогибочный станок для круглых труб своими руками. Если после ознакомления текстового руководства возникнут вопросы, рекомендуем смотреть так же и видео материалы.
Устройство состоит из трёх рабочих органов — одного нажимного и двух опорных валиков, поэтому его ещё называют трёхваловым прокатным станком. Это один из самых сложных гибочных механизмов, который можно собрать своими руками, но мы решили начать именно с него. Если он у нас получится, то сделать более простые виды трубогибов нам не составит труда.
Итак, устройство мы будем делать из: 204-ых подшипников, стабилизатора поперечной устойчивости от автомобиля «Ваз», гаек, шпилек, обрезков труб (20 на 40 с толщиной 2 мм, 15 на 15 на 1,5 мм; 80 — 80 — 5 мм), металлического листа толщиной 3 мм.
Для сборки электрического гибочного станка мы воспользовались следующими чертежами.
Схема прокатного станка
Схема вала
Чертёж вилки
Опоры для подшипников
Чертёж щеки
Схема прижимного винта
Переходим к работе, пошаговая подробная инструкция выглядит следующим образом:
- Подготавливаем станину — для этого понадобится два отрезка арматуры или профиля одного размера, на верхней стенке которых мы делаем по 4 отверстия для наших шпилек.
Детали для станины
- Из металлического листа вырезаем две боковые стенки конструкции, проделываем в заготовках отверстия для их крепления к станине и установки вальцов, а также большое окошко для подвижного валика. Отверстия следует проделывать сразу в двух заготовках, чтобы они совпадали.
Вырезаем боковины
- Берём стабилизатор поперечного сечения от жигулей, протачиваем его под головку 19, это позволит вращать вал шуроповёртом. На него будет одеваться подшипник с диаметром 20 мм.
Делаем проточки на стабилизаторе Одеваем подшипник
- Приступаем к изготовлению прижимного механизма из винта и куска швеллера, размер которого должен быть чуть меньше, чем расстояние между боковыми стенками конструкции, чтобы заготовка свободно ходила в нем. В швеллере проделываем отверстие, равное размеру винта, куда привариваем гайку. После чего вкручиваем винт и снизу фиксируем гайкой. Сверху в винте просверливаем отверстие, в него вставляем шпильку, которая будет служить рукояткой.
Привариваем гайку Вставляем винт
- На вал одеваем два подшипника, фиксируем шайбами. Заготовка устанавливается на швеллер, в котором предварительно мы проделали отверстия для прижимного винта и боковые для крепления.
Собираем прижимной вал
Приступаем к сбору приспособления:
- вставляем шпильки в отверстия одной боковой стенки и фиксируем их гайками;
- средние шпильки — это наши входной и выходной ролики, они наборные, размер зависит от комплектации подшипниками под различные задачи;
Вставляем шпильки-ролики
- на нижние шпильки одеваем шайбы, а затем устанавливаем две заготовки из профиля, которые будут служить основанием нашего станка;
Устанавливаем профильное основание
- прижимной вал размещаем в середине конструкции, протолкнув винт в отверстие, он должен располагаться точно по центру между роликами, а между винтом и щеками устанавливаем прокладки из металлической пластины;
Размещаем прижимной вал
- прижимной винт прикручиваем к швеллеру вала гайкой;
Прикручиваем прижимной винт
- накрываем конструкцию второй боковиной и закручиваем гайки.
Одеваем стенку
Если к валу приварить ручку, то получится механическое устройство, которое будет работать от ваших усилий.
Станок готов, остаётся на заточенную сторону вала одеть головку, а затем с помощью шуруповёрта привести в действие устройство. Это универсальный станок-кольцевик, используя его вы сможете изгибать не только круглые, но и профильные трубы, достаточно только поменять насадки на роликах.
Домкратный трубогиб
Простое и удобное приспособление для изгибания профильных труб. Для изготовления нужны такие материалы:
- домкрат;
- 4 уголка длиной 40 см с равными полками по 50 мм;
- 2 ролика с пазами как под ремни. В центре должны быть сквозные отверстия. При их отсутствии просверлите, размерив середину;
- оснастка для домкрата в форме полукруга с углублением внутри;
- 2 швеллера длиной 60 см и шириной 10 см;
- станина;
- 2 крепежных болта.
Вальцовочные или прокатные трубогибы
Представляют собой конструкцию с тремя роликами, два из которых неподвижны, а один, установленный посредине, способен перемещаться вверх-вниз относительно двух других. Такое расположение вальцовочных роликов при поступательном движении трубы позволяет производить ее изгиб по дуге. За несколько прокаток можно получить требуемый радиус изгиба трубы.
К недостаткам прокатного метода можно отнести низкую производительность ручных приспособлений.
Достоинством является возможность гнуть практически все виды профилей, в том числе тонкостенных размеров.
Стоит отметить, что прокатный метод сгибания хорошо себя зарекомендовал на промышленных универсальных гибочных станках, где применяется механическая прокатка заготовки с помощью электропривода, а количество вальцующих роликов определяется технологической картой.
Гибка круглой трубы с помощью дорна является достаточно старой технологией. Так, различают несколько видов дорна, таких как:
- жесткий в виде неподвижного стержня;
- шлифованный с определенной криволинейной формой;
- сегментный, состоящий из набора изгибающихся сегментов.
Достоинством такого метода является то, что он позволяет сгибать круглую трубу на достаточно малые радиусы практически под прямым углом.
Разновидности трубогибов
Эти механизмы предназначены для сгибания различного проката, труб и прутков без разрушения их структуры в поперечном сечении.
Принцип работы:
Механические ручные. Предназначены для деформации различных профилей небольших размеров, преимущественно из мягких металлов.
Гидравлические. В основном арбалетного типа, используются для придания рызличным профилям криволинейной формы в конкретном месте.
С храповым механизмом. Используется физическая энергия человека и при этом. достигается фиксация величины изгиба после каждого движения рычага.
С электрическим приводом. Облегчает работу, но финансовые затраты значительно выше.
Вальцовочный станок для изгибания труб и пластин из подручных средств как сделать самостоятельно
Если предстоит изогнуть не один десяток труб большого диаметра, тогда следует изготовить более серьезное приспособление. Для этого понадобятся не только расходные материалы, но и сварочный аппарат. Вальцовочные станки пользуются популярностью, что связано с их достоинствами:
- Возможность изогнуть трубки и профиль разного диаметра, толщины и размера
- Предварительное установление радиуса или угла изгиба
- Отсутствие необходимости выполнять работу вручную, так как процесс происходит автоматически, а человеку необходимо только вращать рукоятку, посредством которой происходит перемещение материала
- Компактность — станки такого типа являются мобильными, и не требуют много места для их хранения
Рассмотрим простейший вариант изготовления трубогиба из подручных средств по предварительно подготовленному чертежу. Для изготовления оснастки понадобятся такие материалы:
- Швеллер размером 50х100 мм и длиной 1 метр
- Труба диаметром 80 мм и длиной до 50 см
- Винтовой домкрат. Если есть масляный домкрат, то можно его использовать
- Подшипники в количестве 6 штук, из которых изготавливаются прокаточные ролики
- Трубки диаметром, равным размеру внутренней обоймы подшипников. Из нее будут изготавливаться прокаточные ролики
- Уголки для закрепления прокаточных элементов
- Расходные материалы — стальные пластины, болты с гайками стальные и прочее
Предварительно следует начертить схему, по которой будет собираться установка. Ниже приведено фото готовой установки, по образцу которой можно сделать трубогиб.
Процесс изготовления вальцовочного трубогиба из подручных средств имеет следующий вид:
- Из швеллера длиной 500 мм изготавливается основание. К основанию необходимо приварить два отрезка трубок по 200 мм на расстоянии друг от друга 15 см
- Сверху необходимо приварить отрезок швеллера длиной 250 мм
- Изготовить из подшипников ролики, соединив их между собой трубками
- Изготовленные ролики следует расположить на верхней части швеллера в разных плоскостях. Для закрепления элементов на швеллере, необходимо воспользоваться уголками, приварив их к наружной поверхности швеллера
- Расстояние между осями крайнего и среднего ролика составляет 20-25 см
- На следующем этапе следует изготовить подвижную станину, которая будет приводиться в действие посредством резьбового домкрата
- Нижняя ножка домкрата приваривается к нижней станине, а верхняя часть со швеллером, на которой следует расположить третий ролик из подшипников и трубки. Соединить подвижную часть с неподвижной, следует посредством болтов с гайками, предварительно просверлив отверстия
- Соединив подвижную станину с неподвижной, получается конструкция, как показано на фото ниже
- Заключительный штрих — изготовление рукоятки (можно использовать педаль от велосипеда), посредством которой в действие приводится средний ролик. При вращении рукоятки приводится в движение закрепленная оснастка или швеллер
Домкратом регулируется угол изгиба, а посредством рукояти приводится в действие труба. Для размеренной регулировки приспособление можно дополнить стальной линейкой, по которой можно ориентироваться на величину изгиба. В итоге получается удобный станок для сгиба профилей, пластин и арматуры, фото которого показано на схеме ниже.
Вместо рукоятки можно подключить электродвигатель через редуктор, что позволит увеличить скорость изгибания труб, что актуально, например, когда изготавливается теплица или арка. Видео материал, который представлен ниже, поможет изготовить трубогиб в домашних условиях с минимальными затратами времени и сил.