Ни одна серьезная стройка сегодня не обходится без использования такого важного элемента, как арматура, в значительной мере отвечающего за несущие характеристики конструкций. Именно поэтому гибка арматуры должна выполняться квалифицированно и с соблюдением всех общепринятых требований.
Гибка арматуры на 90 градусов с помощью специального пресса. Такого оборудования у домашних мастеров нет, поэтому будем делать свой станок!
Полезные советы
Не пытайтесь гнуть арматуру голыми руками, наступив на неё. Даже для тонких штырей потребуется хотя бы тиски, установленные на верстаке, и молоток. Отказ от приспособлений и арматурного станка чреват высокой травмоопасностью – бывали случаи, когда такие «смельчаки» тяжело ранились, после чего их увозила «скорая помощь». Не гните арматуру рывковыми движениями.
Процесс должен быть плавным: сталь, какой бы она ни была пластичной, испытывает растяжение с наружной стороны угла сгиба и сжатие с внутренней. Рывки, слишком быстрое сгибание прутьев нарушают технологию холодного сгибания. Прут нагревается, получая в месте сгиба дополнительные микротрещины. От рывка материал может ослабнуть и даже сломаться.
Изгиб должен быть плавным, а не многоугольным и «морщинистым», как у отопительных и водопроводных труб, разогреваемых в месте сгиба при помощи газосварки или паяльной лампы. Не пытайтесь нагреть сгибаемый прут любым способом – в мангале, костре, на газовой горелке, прислонив к раскалённому ТЭНу электроплитки и т. д. Даже поливание кипятком не допускается – прут должен быть той же температуры, что и воздух вокруг.
Если согнуть прут вы не имеете возможности – распилите и сварите обе части концами, под прямым или иным углом. Простое связывание таких кусков в местах постоянной ударно-растягивающей нагрузки (фундамент, межэтажные перекрытия, забор) недопустимо – конструкция за несколько лет расслоится, и строение будет признано аварийным, опасным для проживания (или работы) в нём людей. Не используйте арматурогибочный станок, не рассчитанный на прутья требуемой толщины. Станок в лучшем случае погнётся – в худшем опорно-подвижная часть сломается, а вы получите травму либо упадёте при излишнем усилии, приложенном к станку.
Если станок для арматуры собирается на болтовых соединениях – удостоверьтесь, что болты, гайки, шайбы выполнены из высококачественной стали, как и сами уголки, пруты, профиль. Нередко строймагазины и гипермаркеты продают крепёж из дешёвых сплавов, в которых сталь разведена алюминием и другими присадками, ухудшающими её свойства. Часто попадаются низкокачественные болты, гайки, шайбы, шпильки. Проверяйте их тщательнее. Лучше немного переплатить, но приобрести хорошие болты из легированной стали или нержавейки, чем использовать те, что делаются из «пластилиновой» стали, легко деформирующейся при сколько-нибудь ощутимом усилии.
Избегайте крепёжных изделий из «ширпотреба» – они годятся, к примеру, для фиксации кровельного железа и пластиковых листов, однажды привинченных к балкам и покоящимся на них. Но такие болты не подходят там, где требуется постоянная ударная нагрузка.
Не используйте для изготовления арматурогиба тонкостенный профиль, применяемый для монтажа гипсокартонных перекрытий и сайдинговых панелей. Им даже не согнуть 3-миллиметровый прут – деформируется сам уголок, а не сгибаемая арматура. Даже несколько таких уголков, вложенных один в другой, сделают конструкцию весьма проблемной, гибка таким сомнительным устройством недопустима. Используйте профиль нормальной толщины – из той же стали, что и сами прутья. Идеально, если для станины устройства найдётся кусок рельса. Но это большая редкость.
Качественно изготовленный арматурогиб быстро окупит себя. Первейшее его назначение – изготовление каркаса под фундамент частного дома и пристроек, ограды в качестве забора. А если вы ещё и опытный сварщик, то станете гнуть арматуру на заказ, равно как и варить из неё двери, решётки, заборные секции, то такое устройство даст подзаработать.
О том, как сделать арматурогиб своими руками, смотрите далее.
Правильный арматурогиб для тисов
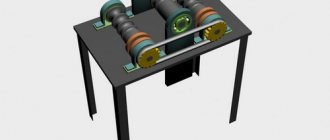
Если вам требуется не простой ручной станок для гибки арматуры, а универсальное устройство для выполнения разных задач, то обратите внимание на эту конструкцию.
Идея и изготовление самодельного устройства принадлежит автору YouTube канала «ІГОР АНДРЕЙЧУК».
Практичность и функциональность самодельной приспособы объясняется очень просто — за счет использования разной оснастки можно выполнять разные операции с металлом.
На станке можно не только гнуть арматуру под прямым углом, но также изготавливать декоративные завитки, и закручивать круглые стальные прутки.
Возможности этого устройства можно посмотреть на фото ниже.
Намотка прутка
Изготовление завитка
Давайте теперь рассмотрим основные этапы изготовления и сборки самодельного приспособления для гибки.
Шаг первый — изготавливаем корпусный подшипник.
Для этого нам потребуется подшипник подходящего размера и отрезок трубы. Подбираем трубу такого диаметра, чтобы подшипник свободно входил в нее, но при этом зазор должен быть небольшим.
От круглой трубы отрезаем кусок нужной ширины. При помощи болгарки с отрезным диском делаем пропил в стенке кольца.
Вставляем подшипник внутрь кольца, и стягиваем края струбциной. Потом обвариваем.
Шаг второй — делаем в подшипнике посадочное место для установки оснастки.
От металлического уголка 30х30 мм отрезаем два одинаковых куска. Прикладываем их к профильной трубе 30х30 мм, и обвариваем. Углы стачиваем болгаркой.
Вставляем профтрубу с уголками внутрь подшипника, и привариваем уголки к внутренней обойме. Профильную трубу потом извлекаем, и обвариваем верхнюю часть.
Шаг третий — изготавливаем ручку с посадочными местами для упора.
Чтобы сделать рукоятку гибочного станка, можно использовать прямоугольную профильную трубу. Отрезаем кусок требуемой длины. Посадочные места под упор можно сделать из круглой трубы.
Подбираем трубу подходящего диаметра, после чего отрезаем от нее шесть небольших кусочков (бочонков или втулок). Затем свариваем их между собой.
Ручку из профтрубы надо прикрепить с помощью сварки к наружной обойме подшипника.
Сбоку рукоятки приваривается ранее изготовленный блок из шести втулок. Затем выполняется стандартная процедура — зачистка сварных швов и самого металла, и покраска.
Шаг четвертый — изготовление упора для заготовок.
Сделать его очень просто. Потребуется болт, подшипники и гайка. Вставляем болт в одно из посадочных мест на рукоятке, надеваем на него подшипники, и фиксируем гайкой.
Шаг пятый — подготовка
самодельного сгибающего устройствак работе.
В подшипник устанавливаем требуемую для работы оснастку (они изготавливаются отдельно — под конкретные нужды). Нижнюю часть оснастки зажимаем в слесарных тисках.
Затем на нужном расстоянии от оснастки устанавливаем упор для заготовок.
Для сгибания арматуры потребуется ручка-рычаг. Сделать ее можно из прутков рифленой арматуры, к концам которой надо приварить отрезки профтрубы. Забиваем ручку в профиль, приваренные к наружной обойме подшипника.
Также можно зажимать в тисах само приспособление. Ручка-рычаг в этом случае будет вставляться в специальную насадку, которая устанавливается сверху оснастки.
Как сделать арматурогиб своими руками, во всех деталях показано в видеоролике ниже.
Арматурогиб
В целом, конструкция получилась практичной и функциональной. А затраты времени и материалов на ее изготовление — вполне адекватные.
Ручной арматурогиб своими руками. Чертёж, описание
Для того, чтобы изготовить простейший арматурогиб потребуется:
- стальное основание, в качестве которого можно использовать часть стального листа толщиной не менее 6 мм;
- стальной уголок размерами от 40×40×2 и длиной не менее 4…5 длин наибольшего горизонтального размера арматурного прутка – поворотный рычаг (чем длиннее рычаг, тем меньше усилие гиба);
- подшипниковый узел качения, в котором будет поворачиваться приводной рычаг;
- переустанавливаемые упоры – стальные уголки, закрепляемые в приводном рычаге;
- направляющие – втулки из инструментальной стали типа У8, свободно вращающиеся на своей оси. Для качественного направления заготовки по основанию их должно быть две, но для простейших работ хватит и одной. Втулку лучше закалить на HRC 50…55;
- деревянная рукоятка, насаживаемая на рычаг.
Монтаж такого арматурогиба несложен, и не требует использования сварочного оборудования. Основание надёжно закрепляется на верстаке, после чего подбирается нужный размер уголка – заготовка для поворотного рычага. В нём фрезеруются или просверливаются пазы для установки упоров, места которых соотносятся с размерами требующейся арматуры (впрочем, можно предусмотреть и сквозной паз). В нужном месте основания крепятся подшипник и направляющие втулки.
При помощи такого устройства можно выполнять горизонтальные и вертикальные гибы на произвольные углы. Для повышения точности можно снабдить ручной арматурогиб размерной шкалой.
Требования к гибке арматурных стержней
Для гибки арматуры большого сечения используют мощные станки заводского производства, для стержней небольшого сечения можно применять ручные устройства, изготовленные своими руками. Такие самодельные приспособления вполне подходят для изгибания монтажных петель, крючков, лапок. Устройства-самоделки используются для изгибания прутов диаметров не более 14 мм при необходимости гибки небольших партий арматуры. Чаще всего популярны среди частных застройщиков.
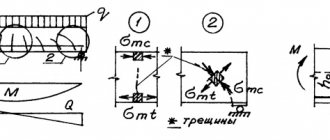
Для сохранения рабочих характеристик прутов при их изгибании соблюдают следующие условия:
- Угол сгиба не должен быть меньше 90°.
- Радиус скругления в месте сгиба – не менее 10-15 диаметров.
- Применяемое оборудование должно соответствовать диаметру обрабатываемых стержней и классу прочности арматурной стали, иначе на внутренней стороне полученного угла могут образоваться складки, а на наружной – трещины. Также важными моментами являются: правильная настройка приспособления и надежная фиксация стержня.
Не рекомендуется практиковать народные методы с применением высокотемпературного воздействия, включающие следующие этапы:
- надрез болгаркой места сгиба арматурного стержня;
- подогрев места сгиба паяльной лампой или другим источником открытого огня;
- гибка на требуемый угол.
При использовании такого метода в месте изгиба снижаются механические характеристики из-за надрезов и воздействия высоких температур. При воздействии нагрузок на такой стержень он может разрушиться. Если в проекте нет разрешения на применение подобного способа гибки, использовать его не рекомендуется.
Схема электрическая станка для гибки арматуры СГА-1
Перечень электрооборудования станка для гибки арматуры СГА-1:
- Электродвигатель — М
- Магнитный пускатель — КМ-1.КМ-2
- Автоматический выключатель — SA1
- Конечный выключатель педали — SQ1
- Конечный выключатель реверса — SQ2
- Конечный выключатель останова — SQ3
- Тепловое реле — РТ1
- Кнопка останова — К1
При включении автоматического выключателя (SA1) происходит подключение питания к станку.
При нажатии педали происходит замыкание контактов конечного выключателя (SQ1) и вращения гибочного диска по часовой стрелке. При переключении контактов конечного выключателя (SQ2) происходит возврат гибочного диска в исходное положение до размыкания контактов конечного выключателя (SQ3), двигатель останавливается. Повторный цикл работы станка происходит аналогично.
Конструкция самодельного станка
Ручной станок имеет довольно простую конструкцию, и для самостоятельного его изготовления достаточно обратиться к грамотному чертежу приспособления. Основой служит металлическая станина, к которой приваривается штырь круглого сечения или обыкновенный уголок. Другим элементом является поворотная платформа, к которой приваривается рычаг, гибочный и центральный штыри. Расстояние между штырями диктуется максимальным диаметром обрабатываемой арматуры. Чтобы на таком ручном станке можно было гнуть прутки Ø6−12 мм, ножки станины надежно фиксируются на полу.
Все элементы переносного самодельного станка фиксируются на массивной плите. Эта, также переносная, плита на месте работы может крепиться болтовыми соединениями или с помощью специальных штырей, приваренных к ее нижней части. Самодельный станок может использоваться лишь для сгибания металлических прутков, чей диаметр не больше 10 мм.
Подготовка материалов и инструментов
Перед изготовлением гибочного станка ознакомьтесь с имеющимися чертежами или сделайте свой. В качестве исходных данных важны толщина арматурного прута и их количество. Запас прочности устройства, превышающего усилия для сгибания имеющихся арматурных прутов, выбирается большим как минимум в три раза, если дело поставлено на поток, и вы гнёте арматуру большому числу заказчиков, либо планируется грандиозная стройка.
Если чертёж выбран, то потребуются следующие инструменты и приспособления.
- Болгарка с набором отрезных и шлифовальных дисков. Без неё распиливать массивный профиль и арматурные пруты затруднительно.
- Электрическая дрель и подходящие свёрла из быстрорежущей стали.
- Сварочная установка и электроды.
- Молоток, кувалда, мощные пассатижи, зубило (напильник), кернер и несколько иных инструментов, без которых не обходится ни один слесарь.
- Тиски для верстака. Поскольку конструкция мощная, она должна быть зафиксирована.
В качестве материалов потребуются:
- профиль уголковый (25*25 мм) длиной 60 см;
- стальной прут (диаметр на 12-25 мм);
- болты 2*5 см, гайки под них (на 20 мм по внутреннему диаметру), шайбы под них (можно гроверные).
Устройство, которое вы изготовите, весит не один килограмм. Усиленный вес и массивность всей конструкции обеспечат требуемую для сгибания арматуры прочность.
Приспособление (ручной станок) для гибки арматуры своими руками
Принцип действия всех конструкций ручных приспособлений для гибки металла (иногда их называют ручными станками) один и тот же: используется «рычаг первого рода». Если у вас имеется:
- желание (инициированное потребностью) создать гибочное приспособление для арматуры;
- слесарные навыки;
- необходимый инструмент (в том числе слесарный верстак с тисками)
— то вы обратились по адресу. С нашей подсказкой вы сможете создать приспособление (ручной станок) для гибки арматуры своими руками. Приспособление предлагаемой конструкции может изгибать стальную арматуру диаметром ≤ Ø 15 мм.
Какой потребуется инструмент
Кроме набора слесарного инструмента, который имеется у всякого мастеровитого хозяина для выполнения «работ по дому и на даче», потребуются:
- любой сварочный аппарат. Вы на нём будете выполнять сварку ММА;
- электродрель;
- отрезная машина (УШМ) и отрезной диск «по стали»;
- абразивный станок.
Описание гибочного приспособления
Гибочное приспособление состоит из двух частей:
- неподвижной. Она называется основание;
- подвижной. Она называется рычаг.
Обрабатываемый стержень размещается между оправками и деформируется под воздействием установленного на рычаге штифта. Величина усилия определяется длиной ручки рычага (обычно длина около 500 мм) и физическими возможностями слесаря. При необходимости, следует предусмотреть возможность удлинения ручки (например, пустотелой трубой).
Технология изготовления приспособления для гибки арматуры
Необходимо подготовить оправки 3 штуки Ø 20 мм и штифт Ø 25 мм длиной по 50 мм каждый (смотри чертежи). На штифт должен свободно одеваться рычаг. Достигается это обработкой размера Ø 25 мм на штифте при помощи абразивного станка.
Основание
Для основания вырезаем стальную пластину толщиной ≥ 10 мм (чертёж пластины смотри ниже). Сверлим на ней отверстия:
- Ø 20 мм для оправки;
- Ø 25 мм для штифта.
Основа гибочного приспособления.
Если вы являетесь счастливым обладателем прочного и крепкого верстака, то можете просверлить в основании 4 отверстия Ø 8…10 мм (на чертеже обозначено Ø 8 мм) для крепления приспособления к нему. Если прочность верстака вызывает сомнение, то следует основание приварить к уголку 100 х 100 (мм) длиной 1000 мм и уже в уголке сверлить для крепления указанные выше отверстия. В просверленные отверстия Ø 20 мм и Ø 25 мм вставляем оправку и штифт (как показано на чертеже) и привариваем.
Рычаг
Для рычага вырезаем стальную пластину толщиной ≥ 10 мм (чертёж пластины смотри ниже). Сверлим на ней отверстия:
- Ø 20 мм для оправки;
- Ø 25 мм для штифта.
Рычаг гибочного приспособления.
Привариваем к рычагу оправку и ручку Ø 20 мм и длиной 550 мм. Для предотвращения производственного травматизма, на конец ручки можно надеть какую-нибудь защиту (например, пластиковую пробку от шампанского).
Заключение
После проведения всех работ, следует места сварки очистить карщеткой от сварочного шлака. Все острые кромки следует «завалить» при помощи мелкого напильника. Приспособление будет эксплуатироваться на улице, а поэтому следует предусмотреть антикоррозионное покрытие – в данном случае достаточно пентафталевой краски типа «ПФ» (только не забудьте подготовить поверхность – очистить соответствующим растворителем). В месте соединения рычага со штифтом поверхности следует смазать любой консистентной смазкой (солидол, автол, жировая смазка и т. п.). За состоянием этого узла следует следить постоянно и смазывать его (это значительно облегчит вашу работу и продлит «жизнь» приспособлению).
Правила эксплуатации
Принцип действия этого приспособления предельно прост – его легко понять, если посмотреть на фотографию. Следует соблюдать простые правила техники безопасности:
Видео
На видео показано, как это работает, станок немного другой, но суть ясна.
Выполнение этих несложных требований сбережёт ваше здоровье.
;
Адрес: 117997, Москва, ул. Обручева, дом № 21;
Телефоны: +7-(495)-647-92-71, +7-(495)- 647-69-81;
Компания продаёт ручной станок для гибки арматуры диаметром до 16 мм. Стоимость: 3999,00 рублей.
Гибочный станок из обрезков металлолома
Изготовить простейший арматурогиб своими руками можно даже из ненужных обрезков металла, которые валяются в металлоломе.
Вариантом данной конструкции гибочника поделился автор YouTube канала Fawa Bros. Ее мы возьмем за основу.
Первым делом необходимо будет изготовить подвижную часть конструкции.
Вырезаем из листового металла заготовку необходимой формы. Затем надо просверлить отверстие, и прикрепить с помощью сварки отрезок шпильки, на который надевается упорный ролик из круглой трубы. На шпильку навинчиваем гайку.
К нижней части заготовки привариваем подшипник.
Для основания подойдет металлическая пластина прямоугольной или квадратной формы — это кому как больше нравится.
Сверлим в ней крепежные отверстия в углах, и еще одно — ближе к центральной части.
Устанавливаем на пластину ранее изготовленную деталь с подшипником, и фиксируем ее с помощью стального кругляка, в верхней части которого имеется паз, чтобы можно было вставлять заготовки.
Нижнюю часть стального кругляка надо будет приварить к основанию арматурогиба.
Далее к подвижной части привариваем кусок профильной трубы, на который будет надеваться ручка-рычаг.
К металлической пластине привариваем кусок квадратного прутка, сверху которого нужно приварить удлиненную муфту. Вкручиваем в нее болт, который в данном случае выполняет функцию ограничителя хода подвижной части.
На последнем этапе останется только изготовить ручку, и установить ее.
На рукоятке дополнительно имеется передвижной упор, с помощью которого возможно регулировать длину изгиба заготовки.
Как изготовить компактное устройство для гибки арматуры своими руками, во всех деталях показано на авторском видео.
DIY Tool | Make A The Simplest Metal Bender | Homemade Metal Bending Tool
Как и в предыдущих случаях, самоделка получилась простой и удобной в использовании. Квадратная пластина крепится к столу с помощью болтов, и можно сразу приступать к работе.
Арматурогибочные станки
По типу силы, с помощью которой создается изгибающее усилие, станки классифицируются на:
- ручные,
- гидравлические,
- пневматические,
- электромеханические,
- электромагнитные.
С помощью ручных станков можно изготавливать изделия из арматуры диаметром до 14 мм. Если же требуется вручную согнуть арматуру диаметром более 14 мм. то следует использовать правИльную плиту и комплект специальных ключей. Ручное изготовление криволинейных арматурных стержней целесообразно лишь при небольших объемах работ. Повышение производительности такого ручного труда достигается использованием станков для одновременной обработки нескольких арматурных стержней.
Остальные типы станков отличаются высокой производительностью, точностью изготовляемой конфигурации и возможностью гнутья арматуры любых диаметров. При этом они, как правило, имеют различные функции, повышающие производительность работ, небольшие габариты и возможность функционирования в автоматизированном режиме.
Гибка арматуры на специальном оборудовании позволяет избежать скручивания изделия вокруг центральной оси. Кроме того, согнутые таким образом изделия характеризуются высокой точностью геометрической формы. Этим достигается снижение временных и трудовых затрат на выполнение операций по установке арматурных деталей в требуемое проектное положение, что создает положительный экономический эффект на любой строительной площадке.
Больше информации
При создании структурного каркаса бетонных работ очень часто необходимы гибка и резка арматуры (стальных стержней для упрочнения бетона). Это легкий в работе материал, который часто используется в ландшафтном дизайне, искусстве и других проектах, где требуется легко гнущийся металл. Обычная арматура различается по условному диаметру, который изменяется с шагом 1/8 дюйма (то есть арматура «номер 4» имеет условный диаметр 1/2 дюйма (15 мм)). Арматуру вплоть до номера 4, как правило, можно гнуть и резать вручную. Арматура большего диаметра обычно не используется кроме как для получения технических или промышленных бетонных работ и обычно требует специального оборудования вроде гидравлических ножниц и гибочных станков.
В этой статье мы примем, что используется 1/2 дюймовая арматура (номер 4), являющаяся распространенной и используемая в ландшафтном дизайне и бетонных работах жилых зон.
- Крутые изгибы почти всегда требуют использования тисков, шаблона или специального инструмента.
- Можно нагреть арматуру горелкой для точного контроля процесса гибки. Однако это вряд ли понадобится при работе с арматурой, имеющий условный диаметр 1/2 дюйма (15 мм).
Общий вид станка для гибки арматуры СГА-1ЭБ (с Электронным Блоком)
Станок СГА-1ЭБ отличается от базового станка СГА-1 наличием электронного блока, позволяющего автоматизировать процесс гибки в условиях серийного производства деталей из арматуры.
Станок СГА-1ЭБ имеет два режимы работы – ручной и автоматический. Ручной режим удобен при одиночных или небольших количествах гибов и используется при наладке станка, при проверке датчиков. В ручном режиме можно работать при отказе датчиков, что исключает простой станка. Автоматический режим используется при многократной реализации одного или нескольких последовательных гибов.
Ручной режим работы:
- При нажатии на педаль включается вращение вперед, при отпускании педали поворотный диск останавливается (практически без выбега)
- При повторном нажатии включается вращение назад, при отпускании педали поворотный диск останавливается
Автоматический режим работы имеет два подрежима:
- Режим одного гиба
- Режим n-гибов на одной из восьми программ
На боковой панели установлен противоударный дисплей, на котором указывается «Заданное значение» угла гиба. Для изменения «Заданного значения» угла гиба предназначены кнопки +/-. При кратковременном нажатии на кнопку происходит изменение «Заданного значения» на 1 градус, при длительном нажатии на 10 градусов.
Станок для гнутья арматуры – классификация и конструкция
Станок для изгиба арматуры – это оборудование, позволяющее придать арматурному металлопрокату необходимую конфигурацию.
Самодельный станок для изгиба арматуры
Устройства делятся на типы в зависимости от следующих критериев:
- конструктивных особенностей;
- типа привода;
- диаметра сгибаемого стержня.
Станок для загибания арматуры бывает следующих типов:
- механическое устройство с ручным приложением усилий;
- механизированное оборудование с питанием от электрической сети.
Оборудование с ручным приводом отличается рядом преимуществ:
- простым принципом работы, напоминающим функционирование трубогиба;
- уменьшенной массой изгибающего механизма, составляющей от 12 до 20 кг;
- мобильностью, позволяющей, при необходимости, быстро переносить оборудование;
- малым объемом затрат, позволяющим изготовить станок для гнутья арматуры своими руками.
Станок для гибки арматуры ручной Stalex DR-16
Механизированное оборудование с электрическим приводом применяется на промышленных предприятиях при серийном изготовлении гнутых элементов. Промышленный арматурогиб отличается следующими моментами:
- увеличенной производительностью, позволяющей за одну минуту загнуть 5-6 арматурных элементов;
- возможностью изгибать промышленный арматурный металлопрокат с увеличенным диаметром;
- повышенной до 5 кВт мощностью электроприводной станции, позволяющей прилагать значительные усилия;
- возможностью работы в автоматическом режиме с дистанционным управлением, а также на ручном управлении;
- стационарной конструкцией, предусматривающей эксплуатацию оборудования на месте установки без перемещения;
- увеличенной до 0,5 т массой, затрудняющей транспортировку без применения грузоподъемных приспособлений;
- достаточно высокой стоимостью, позволяющей приобрести устройство только с целью промышленного применения.
В условиях промышленных предприятий часто совмещают процесс рубки с деформацией арматурного металлопроката. Для этого используют специальное оборудование. В конструкции таких агрегатов применяется:
- мощный гидравлический привод;
- электромеханические системы;
- электромагнитные механизмы.
Станок для гибки арматуры с концевиком ТСС GW 40A
В зависимости от диаметра металла, который необходимо деформировать, гибочные устройства делятся на следующие группы:
- облегченные, осуществляющие изгиб прутьев диаметром до 2 см;
- средние, изгибающие металлические стержни сечением до 4 см;
- тяжелые, предназначены для загибания заготовок диаметром до 9 см.
Улучшенное качество изгиба обеспечивают гидравлические устройства. При деформации металла не происходит растрескивание, а также образование складок, являющихся источником внутренних напряжений.
Кинематическая схема станка для гибки арматуры СГА-1
- Электродвигатель
- Шкив d1 = 98 мм
- Ремень клиновый
- Шкив d2 = 260 мм
- Шарикоподшипник № 208
- Шестерня z = 19
- Шестерня z = 37
- Шестерня z = 16
- Шестерня z = 40
- Червяк z = 2
- Червячное колесо z = 60
- Роликоподшипник № 7310
- Шарикоподшипник № 118
Станок для гибки арматуры СГА-1 состоит из рамы, редуктора, плиты, приспособлений для гибки прутков, электрооборудования и педального управления. На верхней части сварной рамы установлены плита с редуктором и приспособление для гибки прутков, а в нижней части — подмоторная плита для крепления двигателя и его перемещения при натяжении ремней. Плита служит крышкой редуктора и рабочим столом станка. К плите приварены бруски с отверстиями под упорные штыри и приспособления для гибки и закреплены ролики для опоры на них арматурных прутков. Для удаления окалины на плите предусмотрена воронка с фланцевым креплением для присоединения к цеховой вытяжной вентиляции.
Приспособление для гибки прутков состоит из гибочного диска, закрепленного на нем гибочного пальца, центрального пальца с роликоми упорного пальца (штыря) с роликом. На гибочном диске имеются отверстия с втулками для установки гибочного пальца, а также расположенные по окружностиотверстия для установки кулачков останова и реверса, воздействующих на соответствующие конечные выключатели. Привод гибочного диска осуществляется от двигателя через клиноременную передачу, две открытые зубчатые передачи и червячный редуктор. Скорость вращения гибочного диска можно изменить перестановкой шестерен.
Как согнуть арматуру без специального устройства
Здесь стоит знать , что пытаясь сгибать, особенно легированную арматуру, своими руками нужно осознанно рассчитывать свои действия, в противном случае — это может привести к получению серьезных травм. Легированный металлопрокат при попытке его деформировать будет всячески пытаться отпружинить и способен при этом нанести непоправимый вред вашему здоровью. Так что будьте осторожны и внимательны.
Выделим три наиболее простых способа, как согнуть арматуру с величиной диаметра до 8 мм самостоятельно без применения специальных устройств, а именно:
С помощью двух отрезков металлической трубы. Так, нам понадобятся трубки диаметром 15 мм с длиной 0,5 и 1 метр, которые одеваем на арматуру. На полуметровый кусок трубы становимся ногами, а метровый, соответственно, начинаем поднимать до необходимого нам угла загиба.
- Если к полутораметровой металлической трубе 32 диаметра или 50 мм стальному уголку приварить при помощи электросварки пятисантиметровый кусок трубы 25-32 мм в диаметре, то получится универсальный гибочный рычаг. Останется только либо встать на арматуру, либо упереть ее обо что-нибудь прочное.
- Не очень длинные кусочки арматуры можно согнуть с помощью больших тисков и кувалды. Только при этом способе не стоит торопиться и надо бить с небольшим усилием, растягивая процесс, в противном случае можно просто сломать арматурный пруток.
Основным недостатком применения таких способов для сгибания арматуры является то, что радиус поворота получается достаточно большой и нередко угол получается несколько кривой и не лежит своими сторонами строго в одной плоскости.
Как сделать приспособление для гибки арматуры
Вариант арматурогиба из подручных средств
Перед тем, как приступить к изготовлению, необходимо выполнить детальные чертежи узлов будущего приспособления. Для этого рекомендуется ознакомиться в интернете с готовыми образцами, выполненными по стандартной схеме или выбрать какую-нибудь другую методику, чем гнуть арматуру.
Простой арматурогиб своими руками проще всего выполнить, основываясь на общем принципе действия такого рода устройств, а именно состоящего из трех основных частей:
- массивного основания,
- поворотного механизма в виде большого рычага,
- прочного упора.
Чтобы изготовить такое приспособление, вполне подойдут подручные материалы и инструменты, имеющиеся в любом нормальном гараже. Итак, приготовим необходимые для этого инструменты, тут нам понадобятся:
- углошлифовальная машина с отрезными кругами и шлифовальным диском,
- электрическая дрель с набором сверл по металлу,
- электросварочный аппарат с электродами,
- стандартный набор ручных слесарных инструментов.
Хоть важным этапом и является подготовка комплектующих деталей и узлов, здесь попытаемся приспособить различные подручные материалы. В крайнем случае, недостающее можно одолжить либо у соседа, либо докупить на строительном рынке.
Последовательность действий
- Делаем основание. Для этого берем листовой металл толщиной в 3-5 мм размерами 100 на 200 мм, либо можно взять кусок швеллера 10-15 размера длиной 200-300 мм. По углам основания просверливаем отверстия для возможности крепления к верстаку или другому массивному предмету. По центру конструкции с помощью электросварки прочно приваривается осевой упор. Это стальной вал высотой в 50 мм и диаметром в 14 мм. Для этой детали можно взять любой подходящий по размерам болт М14, у которого необходимо сточить на наждаке головку, оставив толщину в 3 мм — это даст возможность создать прочное сварное соединение с основанием.
- Изготавливаем поворотный механизм. Для этого подойдет стальная полоса толщиной в 5 мм, шириной в 50 мм и длиной как минимум в один метр. За неимением полосы необходимой длины можно взять меньшую, но наварить длину рычага за счет стальной трубы 32-50 мм в диаметре. К одному краю полосы привариваем электросваркой отрезок металлической трубы длиной в 50 мм и 15 мм в диаметре, который будет одеваться как валик на осевой упор. Отступаем 50 мм от валика по продольной оси и привариваем поворотный упор, для которого подойдет стальной болт М10 также со сточенной заранее головкой. На поворотный упор также можно изготовить и надеть кольцо, которое будет служить вальцом, что позволит улучшить работу приспособления. Как вариант, можно изготовить рычаг из 50 мм стального уголка, для этого необходимо у места крепления за осевой упор срезать 50 мм вертикально полки, оставшаяся часть полки будет служить поворотным упором.
- Привариваем к основанию электросваркой неподвижный упор, для которого подойдет отрез 50 мм уголка в 50-100 мм длиной. Место его крепления должно находиться в 100-200 мм от осевого упора со смещением от центральной оси основания не более 20 мм, что как бы определяется толщиной арматуры.
- Производим сборку готовой конструкции. Прочно прикрепляем основания нашего готового приспособления к слесарному верстаку или другому подобному массивному предмету окружающей обстановки. Одеваем на осевой упор валик поворотного механизма с рычагом.
- Производим обкатку готового станка для гибки арматуры и проверяем его работу на холостом ходу, используя для этого мягкий металл. Если все работает, то приступаем к изготовлению нужных нам деталей из арматуры.
Если станок для гибки арматуры имеет свой стационарный каркас, то стоит посоветовать выполнить пару дополнительных его улучшений, а именно:
- нанести линейную разметку в обе стороны от осевого упора, что позволит отмерять длину сгибаемой части прутка без применения рулетки;
- нанести вокруг осевого упора радиальную разметку основных углов в 30, 45 и 60 градусов, что также намного сделает удобней работу на таком станке.
Сведения о производителе станка для гибки арматурных сталей модели СГА-1
Производитель станка для гибки арматурных сталей модели СГА-1 — предприятие Строительные машины г. Санкт-Петербург.
На рынке строительного оборудования России присутствует несколько отечественных разработчиков и изготовителей станков для гибки арматуры, и множество иностранных фирм из Китая, Турции, Болгарии, Италии и т.д.
Наиболее известные российские производители станков для гибки арматурной стали:
- Астраханский станкостроительный завод — электромеханические гибочные станки СГА-40, СГА-55, СГА-55У
- Долина — Кувандыкский завод КПО — электромеханические гибочные станки МГА, МГА2
- ПромСтройМаш г. Барнаул — электромеханические гибочные станки УГА-40
- Строительные машины г. Санкт-Петербург — электромеханические гибочные станки СГА-1, СГА-1ЭБ, СГА-50, СМЖ-179
- Унитех г. Новочебоксарск — электромеханические правильно-гибочные станки СМЖ-173.03