Процесс проведения измерений основных видов крепежа имеет свои особенности. Полезные советы: надёжность и качество скрепления двух или больше деталей между собой зависит от правильно подобранных размеров крепёжных изделий. Подобный вопрос часто представляет затруднения, потому что расчёт даже гаечных ключей производится с учётом показателей всех крепёжных изделий. Важная подборка нужных метизов.
Главные показатели подборки болта с требуемой гайкой:
- Диаметр изделия.
- Толщина детали.
- Длина метиза.
- Информация на поверхности деталей крепежа.
Производитель должен отображать данные в сопутствующих документах для стержней болтов, на которых нарезана метрическая резьба, форматом MdxPxL
. Учитывать важные нюансы при подборке необходимых метизов. Определение правильных размеров болтов с гайкой.
Буквенное обозначение
Расшифровка значений букв:
1. M — метрическая резьба.
2. D — диаметр крепёжных деталей.
3. P — указание очень мелкого шага резьбы, просто мелкого по размеру, крупного, особо крупные не добавляются.
4. L — этой буквой указывают длину детали.
Буквенное значение пишут заглавными и маленькими символами (D — сокращённо «diameter»). Длина — обозначается «L» от слова «lenght». Толщина — «stoutness» — «S». Высоту обозначили символом «H», слово «high».
Цифровые значения около букв указываются в мм. Для измерения правильных показателей (возьмём болты), следует узнать требуемый вид крепёжного элемента. Допускается пользоваться правилами отечественного Госта, европейским стандартом качества ISO, требованиями к стандартам DIN (Неметчина).
Относительные значения параметров болта:
1. d — номинальный показатель резьбы болта по диаметру.
2. D = 2d — головка болта по диаметру описанной окружности.
3. h = 0,7d — головка болта по высоте.
4. lo = 2d + 6 — длина резьбы, c = 0,15d — размер фаски.
5. l = m + n + Sm + H + K — длина болта.
Таблица метрических размеров.
| Диаметр метрической резьбы | Размер под ключ | ||
| основной S, мм. | уменьшенный S, мм. | увеличенный S, мм. | |
| М1 | 3.2 | — | — |
| М1.2 | 3.2 | — | — |
| М1.4 | 3.2 | — | — |
| М1.6 | 3.2 | — | — |
| М2 | 4 | — | — |
| М2.5 | 5 | — | — |
| М3 | 5.5 | — | — |
| М4 | 7 | — | — |
| М5 | 8 | — | — |
| М6 | 10 | — | — |
| М7 | 11 | — | — |
| М8 | 13 | 12 | — |
| М10 | 17 (16) | 14 | — |
| М12 | 19 (18) | 17 | 21 (22) |
| М14 | 22 (21) | 19 | 24 |
| М16 | 24 | 22 | 27 |
| М18 | 27 | 24 | 30 |
| М20 | 30 | 27 | 32 (34) |
| М22 | 32 (34) | 30 | 36 |
| М24 | 36 | 32 | 41 |
| М27 | 41 | 36 | 46 |
| М30 | 46 | 41 | 50 |
| М33 | 50 | — | 55 |
| М36 | 55 | 50 | 60 |
| М39 | 60 | 55 | 65 |
| М42 | 65 | 60 | 70 |
| М48 | 75 | — | 75 |
| М52 | 80 | — | 80 |
| М56 | 85 | — | — |
| М60 | 90 | — | — |
| М64 | 95 | — | — |
| М68 | 100 | — | — |
| М72 | 105 | — | — |
| М76 | 110 | — | — |
| М80 | 115 | — | — |
| М85 | 120 | — | — |
| М90 | 130 | — | — |
| М95 | 135 | — | — |
| М100 | 145 | — | — |
| М105 | 150 | — | — |
| М110 | 155 | — | — |
Таблица дюймовой резьбы UNC/UNF и размер гайки для ключа
| Диаметр резьбы (размер ключа), дюйм | Размер гайки под ключ, дюйм | Размер гайки под ключ, мм |
| 1/4 | 7/16 | 11.11 |
| 5/16 | 1/2 | 12.7 |
| 3/8 | 9/16 | 14.29 |
| 7/16 | 5/8 | 15.88 |
| 1/2 | 3/4 | 19.05 |
| 9/16 | 13/16 | 20.63 |
| 5/8 | 15/16 | 23.81 |
| 3/4 | 1 1/8 | 28.58 |
| 7/8 | 1 5/16 | 33.34 |
| 1 | 1 1/2 | 38.10 |
| 1 1/8 | 1 11/16 | 42.86 |
| 1 1/4 | 1 7/8 | 47.63 |
| 1 3/8 | 2 1/16 | 52.39 |
| 1 1/2 | 2 1/4 | 53.15 |
| 1 3/4 | 2 5/8 | 66.68 |
| 2 | 3 | 76.20 |
| 2 1/4 | 3 3/8 | 85.73 |
| 2 1/2 | 3 3/4 | 95.25 |
| 2 3/4 | 4 1/8 | 104.76 |
| 3 | 4 1/2 | 114.30 |
Какие гайки нужны?
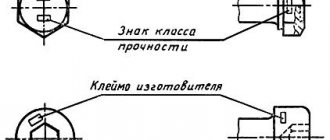
Чтобы сориентироваться в огромном многообразии гаек, лучше всего обратиться к справочной литературе или изучить вопрос в сети. Каждая разновидность крепежа имеет собственную технологию производства и требования к эксплуатации. Соответственно, для контроля качества существуют свои маркировки для каждого типа.
- Шлицевые гайки — ГОСТ 11871 88.
- Высокие гайки — ГОСТ 15523 70.
- Низкие гайки — ГОСТ 5916 70.
- Увеличенный крепеж — ГОСТ 22354 77.
- Стандартная шестигранная гайка — ГОСТ 5927 70.
Какие классы прочности и точности, какой размер гаек — указанные нормативные документы смогут ответить на все основные вопросы, которые касаются этих метизов.
Методы расчёта параметров болта с гайкой
При определении крепёжного изделия по диаметру используют различные инструменты, к которым можно отнести — штангенциркуль, шаблонную линейку, а также микрометр. Точное измерение по результату получается при использовании калибра расшифровки «пр. — не.». Подобный тип называют «проходит — не проходит». Первая часть определяется, когда закручивание гайки происходит без усилия, во второй — при несоответствии закручиваемых элементов.
Рекомендуется измерять длину при помощи линейки или штангенциркуля. Шаг резьбы крепёжных деталей можно замерять специальным инструментом. Он называется шагомер. Если нужное приспособление отсутствует, то замеряют расстояние от одного витка до другого при помощи штангенциркуля.
Точность результата этим инструментом достигается только, когда проводится замер резьбы крупного диаметра. Показатели считаются точными, если проверять их не по два витка, а брать в 5 раз больше. Полученный результат делят на количество витков, применяемых при замерах.
Совпадение чисел с числом резьбового ряда, полученных при проверке, относится к справочному истинному значению. Если же такого не произошло, то это можно отнести к дюймовому типу резьбы. Для точного определения шага нужно дополнительно провести проверку.
Информация о болтовых соединениях должна указываться производителем в сопроводительных документах. Не всем потребителям доступны такие документы. Рассмотрим возможные способы определения параметров метизов.
Как не ошибиться?
Расчёт крепёжных деталей иногда кажется сложным. Для подборки подходящих метизов, чтобы не тратить силы, нужен навык со знаниями. К важным показателям, которые оказывают влияние на крепёжные метизы и их виды, относится длина, толщина, диаметр, иногда с учётом высоты.
Резьба любого стандартного изделия должна подходить по диаметру крепёжного материала определённого рабочего профиля – основного (нормальная), уменьшенного и увеличенного по значению. Изменённая головка болта почти не встречается, или редко. Вычислить нужный параметр гаечных ключей, которые будут подходить на определённый размер болтов от М1,6 до М110, не составляет труда. Современные стандарты ISO установили изменённые размеры на шестигранные головки, эти данные в таблице отмечены скобками.
Самостоятельный метод вычисления размеров
Имеющийся в наличии образец, следует осмотреть со всех сторон. Иногда просматривается маркировка на поверхностной части изделия. Такой факт ускорит подборку крепёжных метизов. На повреждённой головке болта прочитать ничего не возможно.
Как выполняется замер показателей самостоятельно? Исходить нужно из ключевых габаритов, с учётом шага резьбы, диаметра болта. При использовании основных технических показателей метиза, подбирают правильные нужные инструменты.
Сфера применения и особенности
Используются гайки во многих отраслях современного производства. Прежде всего, речь идет о работах, связанных со сборкой различных конструкций, например, в автомобилестроении. А чтобы соединение было долговечным и надежным, в процессе производства поверхность крепежа данного типа покрывается защитным слоем, обладающим антикоррозионными свойствами.
Существует еще один вид детали, используемой при скреплении различных объектов, и тоже имеющей отверстие. Это – шайба. Отличия заключаются в следующем:
- на внутренней поверхности гайки имеются резьбовые витки, а у шайбы она гладкая;
- гайка задействуется в качестве непосредственного фиксатора подлежащего скреплению элемента, шайба же играет роль прокладки, а в некоторых случаях – изоляции.
Даже на круглой гайке, вернее, на ее боковой поверхности имеются насечки, обеспечивающие удобство закручивания. А у шайбы и она абсолютно ровная.
О применении инструмента
Замер головки производится с помощью штангенциркуля. Это приводит к более точному определению длины промежутка двух граней на шляпке. Результаты, полученные при замерах, следует занести на миллиметровую мерную ленту.
При определении размера осмотрите длину крепёжного метиза. Можно провести замеры обычной линейкой. Головку следует измерять длиной метиза от низа до фаски.
Расчёт размера ключа для болта с внутренними шестигранниками
Помимо шестигранного крепёжного метиза машиностроительная вместе с приборостроительной отраслью в больших объёмах пользуется болтами, у которых есть цилиндрические надёжные головки. Работа по их завинчиванию производится при помощи шестигранного углового ключа. Изготовление болтов соответствует требованиям правил DIN 912 и ГОСТ 11738 — 84.
Таблица размеров ключей под болты и винты с шестигранником
| Резьба, М | М4 | М5 | М6 | М8 | М10 | М12 | М14 | М16 | М18 | М20 | М22 | М24 | М27 | М30 | М33 | М36 |
| Размер под ключ, мм | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 14 | 17 | 17 | 19 | 19 | 22 | 24 | 27 |
Размеры болтов определяют с помощью микрометра, иногда с применением шаблонной линейки. Рекомендации предписывают работать с применением шаблона. Использование прибора позволяет получить нужный результат.
Штангенциркуль производит определение шага резьбы с высокой точностью на деталях больших размеров. Шаг мелких деталей определяют при проверке сразу не менее 10 витков. Существующая система позволяет производить расчёт болта М10 дюймами, где 1 дюйм приравнен 25,4 мм. Рынки СНГ пользуются показателями в соответствии с ГОСТом.
Разновидность болтов определяет геометрическая форма метизов. Различают способы замеров:
- Проверяют выступающую форму головки, где длина детали для крепления проводится без учёта её замера.
- Потайные типы головки.
К ним можно отнести:
1. Шестигранные головки крепёжных деталей, согласно требованиям ГОСТ 7805 — 70, 7798 — 70, 15589 — 70, 10602 — 94.
2. Шестигранную уменьшенную головку, выпущенную по правилам 1559 — 70 ГОСТа 7808 — 70, 7796 — 70.
3. Высокопрочные изделия для крепёжа, согласно ГОСТ 22353 — 77.
4. Шестигранные детали, имеющие высокопрочные увеличенные размеры, соответствующие ГОСТ Р 52644 — 2006.
Размер гайки и основные виды гаек
Выделяют несколько основных разновидностей гаек:
- Шестигранная или плоская гайка: универсальная деталь общего назначения.
- Контргайка: используется в целях усиленной безопасности, когда гайка не должна ослабевать из-за
вибрации или других постоянных нагрузок.
- Коническая гайка: используется для центрирования объектов.
- Пазовая или корончатая гайка: используется вместе со шплинтом на предметах, которые поворачиваются или скручиваются.
- Колпачковая гайка: используется для придания законченного вида путем закрытия конца резьбы.
- Барашковая гайка: используется при ручной затяжке соединения.
Способ определения номера на гаечный ключ
Высокая популярность наблюдается при закупках шестигранных гаек. Они отличаются размерами — M6, M8, M10, M12, М 16, М 24, М20, М30, М27, М 36, М 52, М 48, М 42. Соединение болта с гайкой происходит с применением гаечных ключей. Информацию о рабочих профильных ключах наносят на тело рукоятки, примеры:7 на 8 или 17 х 19. При помощи таблицы предоставляется возможность с лёгкостью отыскать требуемый гаечный ключ, вычислить подходящий под рабочий болт от М1,6 до М110.
Определённая работа выполняется гаечными ключами с разными профилями. Когда возникает необходимость, работают с применением: газовых, накидных, баллонных, комбинированных, шестигранных, свечных — при замене свечи зажигания, торцевыми, рожковыми, разводными. Иногда применяются крепёжные метизы с нестандартными размерами. В таких случаях используются детали Гост, ОСТ или подготавливают заказы строго по чертежам.
Частое применение находят универсальные гаечные ключи, отлично совмещающиеся с метизами различных диаметров. Ими удобно работать. У таких изделий есть промежуточная длина, расположенная между двух параллельных граней. С точностью замерить её, не пользуясь другими инструментами можно, узнав диаметр резьбы, указанный в прилагаемых к крепёжным изделиям документах.
Предлагаемые варианты
Гайки являются разновидностью крепёжных изделий, которые нужны под резьбовые соединения. Ключевым отличием гайки считается резьба. Их применяют для болтового соединения в паре с другими деталями. Для этого пользуются специальными приспособлениями или инструментом, которым определяют диаметр резьбы. Как вариант — воспользоваться технической документацией.
Промежуточная длина между двумя параллельными гранями диаметра головки изменяется, её следует вычислять. Правильные замеры выполняют при помощи линейки, тогда в подобранном ключе получится чётко разместить головку болта. Точный результат параметров рекомендуется получить, работая штангенциркулем.
При определении длины стержня болтов высота головки не учитывается. При наличии стержня м16 предусматривают резьбу диаметра равным 16 мм. В автомобильном болте с заострённым концом, его длину рассчитывают с учётом направления величины.
Применение ключа с учётом резьбовой нарезки
Многие крепёжные метизы изготовлены под болт, который имеет метрическую нарезку. Определение параметров гайки с подобным диаметром выполняют дополнительными действиями. Проверке подлежат не гаечные параметры, а например, резьба винтов или стержня болта.
Гаечный ключ имеет разную длину. Размер резьбы влияет на гайку, и определена размерами: от М1 до М110. Промежуточная длина между губками на гаечном ключе допускается — 3,2 — 155 мм. Рукоятки по длине остаются 150 — 500 мм.
Комбинированный дюймовый ключ применяется при сборке крепёжных метизов на иностранных автомобилях, где отсутствует метрическая система. У инструмента по обе стороны рукоятки есть два захвата крепёжных материалов: один конец оборудован рожковым, а другой накидным ключом. Комбинированным приспособлением удобно работать.
Характеристики гаек
Гайки, как крепежные детали, обладают самыми разными свойствами. Ниже представлены лишь основные характеристики, то есть те, которым при выборе подходящего экземпляра, нужно уделять особое внимание
Класс точности
Класс точности гаек определяет величина допусков. Наиболее точный – класс «А», и, наоборот, наименее точный – класс «С». Промежуточный – «нормальная точность» – класс «В».
Производство крепежа данного вида регламентируют несколько Государственных стандартов. Если говорить о наиболее популярных гайках – шестигранных –, то каждому классу точности соответствует определенный нормативный документ. Коротко рассмотрим их основные положения.
Класс «А»
Значения рабочих параметров гаек, отличающихся повышенной точностью размерных характеристик, устанавливают нормы ГОСТа 5927-70. Наиболее важные из них варьируются в таких диапазонах:
- диаметр внутренней резьбовой накатки (номинальный): от 1,0 мм до 48,0 мм;
- высота гайки: минимальная – 1,0 мм; максимальная – 38,0 мм;
- шаг резьбы: мелкий: min 1,0 мм; max 3,0 мм: крупный: min 0,25 мм; max 5,0 мм.
Класс «В»
Меткомбинаты при изготовлении гаек с точностью размерных характеристик, соответствующей требованиям класса «В», руководствуются требованиями ГОСТа 5915-70. Этот нормативный документ устанавливает следующие диапазоны изменений наиболее значимых рабочих параметров:
- диаметр резьбы (номинальный): минимальный – 1,6 мм; максимальный – 48,0 мм
- высота гайки: от 1,3 мм до 38,0 мм;
- шаг резьбы: мелкий: min 1,0 мм; max3,0 мм: крупный: min 0,35 мм; max 5,0 мм.
Класс «С»
Производство гаек с грубой точностью размерных характеристик регламентируют положения ГОСТа 5526-70. Установленные им предельные значения наиболее важных параметров таких крепежных деталей выглядят следующим образом:
- номинальный диаметр резьбовой накатки: от 3,0 мм до 48,0 мм;
- высота гайки: минимальная – 3,4 мм; максимальная – 38,9 мм;
- шаг резьбы: min 0,50 мм; max 5,0 мм.
Поле допуска резьбы
Резьба по определению сопрягается исключительно по сторонам профиля накатки. Поэтому в качестве главного показателя, определяющего свойства посадки резьбовой пары, выступает средний диаметр. При установке допусков на значения этого параметра для гаек, эксперты руководствуются требованием недопущения возможности защемления по впадинам и гребням резьбы.
Наибольшее распространение получила посадка с зазором. Для гайки она предполагает равенство двух характеристик: номинального среднего диаметра и наибольшего среднего диаметра резьбовой нити. Узнать, как расположены поля допусков внутренней метрической резьбы, можно, ознакомившись с положениями ГОСТа 16093-2004. В частности, в нем приведен такой рисунок:
Допуски для резьбового диаметра гаек являются показателями производными от принятого квалитета (степени точности). Вышеуказанный нормативный документ устанавливает в отношении диаметров такие соответствия: параметр D2 – квалитет 9*), 8, 7, 6, 5, 4; основные отклонения – Н, G, F, Е. Параметр D1 – 8, 7, 6, 5, 4; основные отклонения те же – Н, G, F, Е. Степень точности диаметра D положениями этого стандарта не установлена. Сноска *) говорит, что такой квалитет действителен только для резьбовой накатки в гайках из пластмасс.
Поле допуска обозначается двумя символами:
- цифра. Она отображает квалитет;
- литера. Указывает основное отклонение.
К точности резьбового сопряжения обычно предъявляются определенные требования. В соответствии с ними для гаек утверждены следующие условные классы точности:
- грубый: 7Н; 7G;
- средний: 5Н; 6Н; 6G;
- точный: 4Н; 5Н.
Класс прочности
Все меткомбинаты – и отечественные, и зарубежные – при производстве гаек ориентируются на требования к их прочностным характеристикам, установленным международным стандартом ИСО 898-2-80. В общем случае его положения подразделяют данный крепеж на 3 категории.
ü С высотой (обозначим этот параметр буквой «В»), изменяющейся в диапазоне 0,45×Д≤В<0,8×Д (здесь и далее литера «Д» обозначает номинальный диаметр резьбового отверстия изделия). Это – гайка низкая или тип «0». Ее прочностные характеристики обозначаются двумя цифрами: первым идет нуль. Он свидетельствует о худшей нагрузочной способности по сравнению с крепежом ниже представленных типов «1» и «2»; вторая цифра – это одна сотая доля от величины номинального напряжения, возникающего от воздействия пробной нагрузки при испытании, проводимом в закаленной оправке. Указывается в МПа.
ü Гайка нормальная (относится к типу «1»). Здесь высота такая: В≥0,8×Д.
ü Гайка высокая (это уже тип «2»). Ее высота примерно равна 0,9×Д, либо превышает результат этой арифметической операции, т.е. В>0,9×Д.
Прочностные характеристики гаек последних двух типов отображаются одной цифрой/числом. Они указывают на класс прочности болта, совместно с которым будет создано надежное соединение.
Ниже в табличной форме указаны диапазоны изменения параметра «Д» с учетом класса прочности, которому соответствует гайка, и ее типа.
| Обозначение класса прочности | Диапазоны изменения номинальных диаметров («Д») | ||
| Гайка типа «0» | Гайка типа «2» | Гайка типа «1» | |
| 12 | ——- | M8×1≤Д≤16×1,5 M5≤Д≤M39 | M5≤Д≤M16 |
| 10 | ——- | M8×1≤Д≤39×3 M5≤Д≤M39 | M8×1≤Д≤16×1,5 M5≤Д≤M39 |
| 9 | ——- | M5≤Д≤M39 | ——- |
| 8 | ——- | M8×1≤Д≤39×3 M5≤Д≤M39 | M8×1≤Д≤39×3 M5≤Д≤M39 |
| 6 | ——- | ——- | M8×1≤Д≤39×3 M5≤Д≤M39 |
| 5 | ——- | ——- | M8×1≤Д≤39×3 M5≤Д≤M39 |
| 05 | M8×1≤Д≤M39×3 M5≤Д≤M39 | ——- | ——- |
| 04 | M8×1≤Д≤M39×3 M5≤Д≤M39 | ——- | ——- |
Материал изготовления
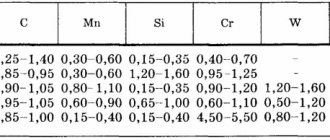
Важную роль в обеспечении требуемых технических характеристик гаек играет химический состав сталей, используемых для их изготовления. В этом плане предприятия-производители крепежа данного вида руководствуются положениями ГОСТа 1759.5-87. Так, если рассматривать показатель прочности, то химический состав сплавов в зависимости от класса должен соответствовать данным, указанным в следующей таблице.
| Класс прочности | Предельный уровень содержания химических элементов (по результатам контрольного анализа), % | |||
| S, не больше | Р, не больше | Мn, не меньше | С, не больше | |
| 121) | 0,058 | 0,048 | 0,45 | 0,58 |
| 051), 101) | 0,30 | |||
| 042), 9, 8 | 0,15 | 0,06 | 0,25 | |
| 62), 52), 42) | 0,11 | ——- | 0,50 | |
Сноски обозначают:
- 1) – когда возникает необходимость в улучшении механических характеристик гаек отмеченных классов прочности, в качестве сырья для их производства могут использоваться сплавы с примесями легирующих компонентов;
- 2) – изготовление гаек отмеченных классов прочности может осуществляться из стали автоматного типа. Но этот вопрос подлежит согласованию заказчиком и производителем. В случае положительного решения уровень содержания химических элементов не должен превышать:
Рb (свинец) – 0,35%;
Р (фосфор) – 0,12%;
S (сера) – 034%.
Номинальный размер резьбы
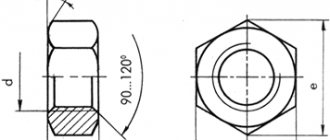
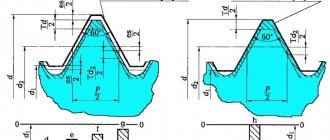
Профиль метрических резьб нормируют положения ГОСТа 9150-81. Он выглядит, как фигура, известная в геометрии под названием равносторонний треугольник.
Его исходная высота обозначается литерой «Н». Угол при каждой из его вершин α=60°. Получить номинальный профиль резьбы можно, срезав вершины витков по внутреннему диаметру гайки на Н/4 и по внешнему диаметру болта на Н/8, как это показано на рисунке, содержащемся в данном Государственном стандарте.
Обозначается номинальный диаметр резьбы метрической цифрой/числом, идущим вслед за литерой «M». Например, M6 или M42.
Существует еще один важный параметр резьбы – на рисунке он обозначен буквой Р. Общепринятое название – шаг резьбы. Его определение формулируется так: это расстояние между точками, расположенными посередине одноименных сторон ближайших витков, лежащих с одной стороны резьбовой оси. Шаг бывает двух видов – мелким, а также крупным. Величина последнего в маркировке не указывается. Значение мелкого шага отделяется от номинала знаком «×». Например, M16×1,5.
Определение гаечных ключей
Дюймовый параметр выражается в дюймовых измерениях. Ширина зева ключа никак не связана с названием, а определяется резьбой крепёжных изделий. Она предназначается для этой категории. Если сравнить метрическую систему, то заметите существующее отличие шестигранного рабочего профиля гаек с болтами в дюймах на доли мм.
В этом кроется причина несоответствия с гаечным ключом при метрической резьбе: или наблюдается неплотное прилегание с гранями дюймовых крепёжных изделий, или совсем не накручивается. Задачу следует выполнять, работая дюймовым ключом, имеющим торцевую головку. Определение точности подходящего элемента потребует уточнения, соответствует ли наружный внутреннему диаметру болта под конкретную гайку.
Потребуется пользоваться специальной таблицей. Следует проверить высоту гайки, так как этот показатель может измениться, оказав влияние на размер высоты детали. Чтобы точно определить шаг, нужно использовать резьбомер.
Если такого инструмента нет, то необходимо подсчитать количество витков конкретного промежутка. При правильно подобранной гайке под болт, легко определить параметры ключа. При достаточном усилии можно выполнить надёжную фиксацию соединения.
Используйте гайки и болты одинаковой прочности и материала
Важным фактором, который влияет на надежность и долговечность соединения, является совместимость болтов и гаек по прочности и материалу. Гайка по стойкости к нагрузке должна быть равной болту или даже прочнее его. То есть более прочную гайку можно использовать с более слабым болтом, но не наоборот. Например, гайка 8-го класса приемлема для использования с болтом 5-го и 8-го класса.