Инверторные сварочные аппараты за непродолжительное время завоевали небывалую популярность среди специалистов. Несмотря на надежность блока питания ремонт сварочного инвертора иногда все же может понадобиться. Диагностика неисправности и замена вышедшей из строя детали при наличии определенной сноровки может производится в домашних условиях. Для осуществления ремонта необходимо предварительно ознакомиться с конструкцией устройства и лишь потом приступать к ремонту.
Доставка оборудования
Ремонт сварочного оборудования производится только после диагностики, что возможно исключительно в условиях сервисного центра. Кроме того, после устранения неисправности в обязательном порядке в течение нескольких часов проводится тестирование. Такой подход гарантирует клиентам качество выполненных работ и установленных запчастей.
В случае необходимости специалисты сервисного центра окажут помощь в отключении и подключении оборудования, а также организуют доставку: мобильные бригады в составе нескольких человек отправятся на объект, отключат технику и доставят ее в сервисный центр. По завершении ремонтных работ оборудование привезут заказчику и выполнят необходимые для дальнейшей эксплуатации мероприятия. В качестве альтернативы можно воспользоваться услугами курьера.
Стоимость доставки оборудования оговаривается с каждым заказчиком в индивидуальном порядке.
Основные причины выхода из строя инверторов и их проявление
Главными причинами выхода из строя сварочных инверторов являются нарушения правил их эксплуатации. О рабочих режимах и особенностях технического обслуживания конкретного аппарата можно узнать из его паспорта, в целом приводится примерно одинаковый перечень мероприятий:
- ежедневный внешний осмотр основного блока и кабелей;
- периодическая внутренняя чистка аппарата сжатым воздухом;
- плановая проверка, зачистка, протяжка и ремонт соединений внутренних силовых контактов;
- измерение сопротивления изоляции и проверка цепей защитного заземления.
Основные факторы, воздействие которых становится причиной неисправности инвертора:
- Резкие изменения входного напряжения. Его падение ведет к нарушению стабильности и прекращению работы инвертора, то значительное превышение может вызвать выход из строя элементов входного выпрямителя.
- Минеральная пыль. Покрывает поверхности внутренних деталей аппарата и забивает ребристые поверхности радиаторов охлаждения диодов и транзисторов. Это приводит к нарушению теплового режима и может вызвать выход из строя отдельных элементов.
- Металлическая пыль и мелкая стружка. Попадает внутрь инвертора через входной вентилятор в том случае, если рядом с ним выполняются работы болгарками, шлифмашинками и пр. Может вызвать внутреннее короткое замыкание.
- Вода и повышенная влажность. Вызывает окисление проводов и контактов, может привести к короткому замыканию.
- Наружные механические повреждения. Иногда служат причиной выхода из строя органов управления и внутренних конструктивных элементов, на которых крепятся электронные компоненты.
Далее описаны основные нарушения в работе инверторов и их причины.
Нестабильность дуги, разбрызгивание металла
При значительных колебаниях входного напряжения или некорректной работе системы управления инвертора происходят скачкообразные изменения сварочного тока, что приводит к нестабильности дуги. В этом случае в первую очередь необходимо проверить напряжение сети. Если оно в норме, а колебания продолжаются, следует произвести внутреннюю диагностику инвертора.
Разбрызгивание металла при сварке, как правило, является следствием неправильного выбора тока сварки. Причиной этого может быть как человеческий фактор, так и неисправность регулятора тока или системы управления.
Инвертор не включается
У этого явления может быть несколько причин:
- плохой контакт зажима кабеля «массы»;
- слишком низкое входное напряжение;
- выключился входной автомат (причиной этого может быть внутреннее короткое замыкание);
- сработала тепловая защита.
В последнем случае необходимо дождаться остывания аппарата и попробовать включить его заново. Если защита срабатывает повторно, то инвертору требуется техобслуживание или ремонт.
Перегрев инвертора
Основной причиной перегрева инвертора является нарушение тепловых режимов из-за большого количества пыли во внутреннем пространстве аппарата. Пыль выступает в роли теплоизоляции, покрывая поверхности охлаждаемых потоком воздуха компонентов, и не позволяет нормально работать вентиляторам. При постоянном перегреве, прежде чем заводить речь о диагностике и ремонте, необходимо тщательно и очень аккуратно очистить все внутренние модули сжатым воздухом. Другой причиной перегрева инвертора является несоблюдение рекомендуемой величины параметра ПВ (продолжительность включения).
Рисунок 3 — Параметры ПВ
Повышенное энергопотребление
Повышенное энергопотребление на холостом ходу при нормативном значении входного напряжения сети, как правило, связано с коротким замыканием между витками одной из обмоток высокочастотного трансформатора. Внешне такая неисправность выглядит как подгорание изоляции вокруг его токоведущих частей и чаще всего сопровождается падением величины напряжения холостого хода (иногда в два-три раза). Самому снять, разобрать и осмотреть трансформатор несложно, а вот его ремонт лучше все-таки поручить тому, кто в этом хорошо разбирается.
Прикипание электрода к металлу
Если в процессе сварки электрод прикипает, скорее всего, это вызвано неправильным подбором технологических параметров и плохой подготовкой свариваемых поверхностей. Кроме того, для предупреждения такого явления все современные инверторы оснащены автоматической функцией Anti-Stick. Когда значение сварочного тока соответствует диаметру электрода и толщине свариваемого метала, а зона сварки разделана и зачищена надлежащим образом, причиной прикипания (залипания) может быть периодическое снижение напряжения как со стороны электросети, так и непосредственно в цепи сварки.
В первом случае необходимо стабилизировать сетевое питание или же использовать инвертор с возможностью работы при пониженном напряжении. Со стороны сварочной цепи должна производиться периодическая зачистка контактов и проверка их надежности. Кроме того, падение напряжение может быть вызвано применением кабелей, длина и сечение которых не соответствуют нормативным требованиям.
Невозможность регулировки тока
В первую очередь речь может идти о неисправности индикатора, отображающего величину тока. Также одна из самых распространенных причин — обрыв провода, поломка или внутренний износ потенциометра, которым задается значение сварочного тока. Если все это в порядке, то проблема может быть в неисправности системы управления инвертора. Разобраться в ней и выполнить такой ремонт может только опытный специалист.
Самопроизвольное отключение
Причинами внезапных отключений сварочного инвертора могут быть резкие скачки напряжения питающей электросети, неисправность входного автомата и срабатывание температурной защиты. В первом случае необходимо каким-либо образом стабилизировать входное напряжение или использовать аппарат, предназначенный для работы в таком диапазоне. При частом срабатывании температурной защиты необходимо произвести внутреннюю очистку от пыли и проверить соблюдение рекомендаций производителя по длительности непрерывной работы. Проверить исправность входного автомата можно без сложного ремонта, временно подключив вместо него заведомо исправное устройство.
Скорость ремонта сварочного оборудования
Для решения проблемы, связанной с неисправностью сварочного аппарата, потребуется от 3 дней до двух недель. В сервисном центре всегда в наличии востребованные запчасти; поставки производителями, проверенными временем, осуществляются ежедневно.
В случае поломки микропроцессора ремонтные работы могут продлиться немного дольше: запчасти поставляются под заказ у завода-изготовителя оборудования после диагностики. Точные сроки выполнения ремонта зависят от даты получения поставки.
Важно обратить внимание, что наши мастера работают не только по будням, но и в выходные дни. Это обусловлено отсутствием активного трафика движения на дорогах: до сервисного центра модно добраться без пробок. Доставка сварочного аппарата также будет выполнена гораздо быстрее.
Ремонтные работы для постоянных клиентов в выходные дни производятся со скидкой.
Общий порядок диагностики сварочных инверторов
В приборе перед его ремонтом следует проверить работоспособность охлаждающей системы. Радиаторы охлаждения, забитые пылью, существенно хуже отводят тепло от силовых элементов, а значит следует полностью очистить ребра от пылевых образований и прочего мусора.
Ремонт инверторных сварочных аппаратов следует начинать с диагностики входного выпрямителя.
Для полной проверки данного узла следует:
- разобрать модуль;
- снять радиатор;
- снять диодный мост;
- прозвонить контакты диодного моста.
Если неполадок диодного моста не выявлено следует переходить к следующему модулю – выходному выпрямителю.
Типичные неисправности инверторов.
Проверка работоспособности выходного выпрямителя осуществляется по следующему алгоритму:
- разобрать модуль;
- выпаять диодные сборки;
- прозвонить диоды.
Кроме диодов в схеме выходного выпрямителя имеются радиаторы, которые следует установить обратно после ремонта модуля.
После обследования выходного выпрямителя следует перейти к диагностике модуля ключей.
Данный модуль инвертора состоит из:
- четырех групп транзисторов;
- платы управления ключами;
- сглаживающих выпрямителей.
Порядок обследования модуля ключей состоит в следующем:
- Проверка транзисторов. Как правило, неисправный элемент хорошо видно невооруженным глазом. Если такого нет, то следует последовательность проверить тестером все имеющиеся транзисторы.
- Если замеры тестером не дали результатов нужно продиагностировать транзисторные сборки при помощи авометра, измерив сопротивление.
- При исправности видимой исправности всех компонентов следует выпаять все транзисторы по очереди. Такой метод диагностики подойдет, если на плате присутствует короткое замыкание.
Если транзисторные преобразователи блока управления полностью исправны, нужно обследовать плату управления ключами. Для проведения такой диагностики следует подготовить осциллограф.
Большинство неисправностей инвертора можно диагностировать путем внимательного осмотра электронных компонентов. При выявлении дефективных деталей следует немедленно выпаять их и заменить аналогичными по характеристикам.
Способы оплаты
Удобство сотрудничества с нами обусловлено тем, что мы предлагаем клиентам несколько способов оплаты выполненных работ: наличный и безналичный расчет, банковский перевод. При взаимодействии с юридическими лицами выставляется счет и подготавливается необходимый пакет документов.
Следует обратить внимание, что мы не принимаем оплату посредством электронных кошельков и платежных систем.
Стоимость срочных ремонтных работ увеличивается в два раза; данная услуга остается на усмотрение клиента.
Общие сведения
Инвертор – это продукт развития полупроводниковых технологий, например, Каскад и Лавр. По сравнению с трансформаторами они выгодно отличаются следующими параметрами:
- Малый вес;
- Компактные габариты;
- Качество шва;
- Экономное потребление энергии;
- Дополнительные функции.
При домашней эксплуатации основным недостатком трансформаторов является повышенные требования к питающей сети, поскольку мощность данных аппаратов очень велика, порой она достигает 8 кВт. Кроме того, их работа сопровождается многочисленными перепадами напряжения, которые негативно влияют на целостность проводки и могут вывести из строя бытовые приборы, работающие от электричества.
Благодаря последнему пункту инверторы ценят начинающие сварщики, ведь они способны облегчить процесс соединения материалов. На современных устройствах реализованы следующие функции:
- Горячий старт. Упрощает образование дуги, повышая уровень тока перед началом работ.
- Антизалипание электрода. При опасности залипания происходит автоматическое снижение уровня тока, позволяя продолжать соединение.
- Форсаж дуги. При увеличении длины дуги автоматика самостоятельно регулирует силу тока, предотвращая обрыв. Данная функция особенно полезна при вертикальном направлении шва.
Устройство и особенности работы
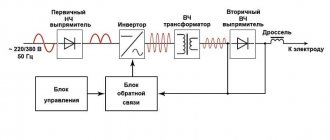
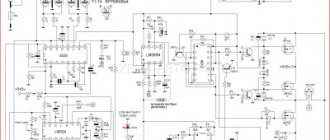
Принципиальная схема сварочного инвертора.
Инверторы выдают высокочастотный ток, благодаря чему сварочная дуга отличается стабильностью, а шов имеет однородную структуру. Принцип работы основан на множественном преобразовании электрической энергии. В результате напряжение понижается, а ток увеличивается и выпрямляется, преобразуясь в постоянный. С его помощью выполняют соединительные работы.
Для ремонта сварочных аппаратов необходимо иметь представление о строении оборудования. Основными узлами рассматриваемых агрегатов являются:
- Блок питания. Он отвечает за обеспечение энергией силовой части прибора. Состоит из выпрямителя, нелинейной зарядной цепи и емкостного фильтра.
- Силовая установка. Включает в себя инвертор, вторичный выпрямляющий блок, силовой трансформатор и выходной дроссель.
- Источник питания для приборов устройства, работающих на напряжении 12 В.
- Широтно-импульсная модуляция. Прибор для управления мощностью.
- Механизм защиты. Состоит из датчиков, отвечающих за регулировку температурного режима, а также приводов работы охлаждающих вентиляторов.