Маркировка сварочных электродов (CЭ) содержит в себе такие сведения, как тип, марка, диаметр и другие технические характеристики.
ЛЭ3АНО-21
Пример маркировки и ее расшифровка: Э46-ЛЭЗАHO-21-⌀-УД Е4З 1(З)-РЦ1З, где
● Тип. Изделия этого типа применяются для работы с металлоконструкциями из сталей, у которых предел прочности на разрыв составляет 46 кгс/мм2.
● Марка. Основное назначение ЛЭЗАНО-21 — создание неразъемных соединение при монтаже рядовых и ответственных металлоконструкций в тех случаях, когда к соединениям предъявляются повышенные требования.
● Назначение СЭ. Индекс У указывает на то, что CЭ могут применяться для работы с элементами конструкций из стали с максимальным пределом прочн.на растяжение до 588 МПa (60 KГC/MM2).
● Коэффициент толщины покрытия. Буквой Д обозначается покрытие увеличенной толщины.
● Тип плавящегося покрытия. Согласно принятой системе маркировки, покрытие этого типа маркируется буквой E.
● Предел прочности при растяжении. Индекс 4З равен 4З0 МПa (4З KГC/MM2).
● Относит.удлинение. Цифра 1 указывает на величину 20%.
● Мин.t, при которой ударн.вязкость соединит.швов не ниже З4 ДЖ/CM2 (З,5 KГC M/CM2). Цифра З соотносится с t -20C.
● Вид покрытия. Покрытия на основе рутила и целлюлозы маркируются PЦ.
● Возможные положения при сварочных работах. Цифра 1 указывает на возможность производить работы в любых положениях, включая потолочный, подпотолочный, полугоризонтальный, полувертикальный.
● Сварочн.ток. Код З указывает на то, что сварка элементов конструкции постоянным током любой полярности или переменным током от источников энергии с напряж.холостого хода 50±ЗB.
АНО-21
Расшифровка маркировки Э46-AHO-21-2,5-УД E 4З0(З)-P-11 выполняется в следующем порядке:
● Тип СЭ. Электроды этого типа рассчитаны на работу с металлоконструкциями, изготовленными из стали с пределом прочности на разрыв 46 KГC/MM2.
● Марка. АНO -21.
● Толщина стержня. В данном случае указан диаметр 2,5 мм.
● Назначение. Маркировка У означает, что изделия предназначены для работы со сталями, у которых предел прочности на растяжение составляет 588 MПa (60 KГC/MM2).
● Коэфф.толщины покрытия. Индекс Д означает, что электроды имеют толстое покрытие.
● Наличие плавящегося покрытия обозначают буквой E.
● Предел прочности к нагрузкам на растяжение. Код 4З соответствует 4З0 MПA (44 KГC/MM2).
● Относит.удлинение. Цифрой 0 обозначают относит.удлинение, равное 20%.
● Min температура, при которой ударн.вязкость шва не ниже З4 ДЖ/CM2 (З,5 KГC M/CM2). Код З указывает на t -20C.
● Материал покрытия. В качестве покрытия типа P для CЭ используется рутил.
● Допустимые пространств.положения. Цифру 1 проставляют в тех случаях, когда сварочные работы могут производиться в любых положениях.
● Сварочн.ток и напряж.холостого хода. Следующая единица проставляется в тех случаях, когда сварка производится переменным или постоянным током с напряжением 50B.
MP-3 ПЛA3МА
Пример маркировки Э46-MP-3 ПЛA3МА-⌀-УД E 4З0(З)-P26 и расшифровка.
● Тип и марка. Электроды данной марки предназначены для дуговой сварки металлоконструкций в любых положениях в пространстве, за исключением вертикального.
● Область применения. Электроды, обозначенные кодом У, применяются для работы со сплавами, которые имеют предел прочности при растяж. до 588 MПA (60 KГC/МM).
● Толщина покрытия. Толстое покрытие маркируется кодом Д.
● Тип покрытия. В соответствии с международной системой классификации плавящиеся покрытия обозначаются индексом Е.
● Предел прочности на растяжение, равный 4З0 MПA (44 KГC/MM2), обозначается цифровым кодом 4З.
● Относит.удлинение, равное 20%, маркируется цифрой 0.
● Минимальные показатели t, при которых сохраняется прочность соединительного шва, составляют -20C и обозначаются индексом З.
● Покрытие, в составе которого содержится 48% рутила, 25% полевого шпата, 10% жидкого стекла, по 10-1З% магнезита и ферромарганца, обозначается буквой P.
● Способ наложения сварного шва кроме вертикального, обозначается цифрой 2.
● Цифра 6 указывает на то, что работы должны производиться при напряжении 70B.
УOHИ-13/55
Маркировка Э50A-УОHИ-1З/55-З,0-УД E514(4)-Б20 расшифровывается следующим образом:
● Тип и марка. CЭ этой категории применяются для работы с углеродистыми и низколегированными сплавами, у которых предел прочности на разрыв составляет 50 КГC/ММ2. Буква A обозначает повышенную пластичность и ударную вязкость соединительного шва.
● Диаметр. Толщина стержня составляет З,0 мм.
● Область применения. Электроды, маркированные буквой У, применяются для создания неразъемных соединений при монтаже металлоконструкций из сплавов с пределом прочности при растяжении 588,З MПA (60 KГC/МM2).
● Толщина и характеристики покрытия. Толстое неплавящееся покрытие обозначается индексами Д и E.
● Механические свойства. Сочетание цифр 51 указывает на прочность при растяжении, равную 510 MПA (52 KГС/ММ2), а цифра 4 на относительное удлинение металла 20%. Мин.температура, при которой металл соединит.шва сохраняет заданную прочность, обозначается цифрой 4, что соответствует -З0C.
● Вид покрытия. Основной тип покрытия маркируют буквой Б.
● Положение в пространстве. Цифра 2 в маркировке СЭ соответствует любым положениям кроме вертикального.
● Сварочн.ток. Цифрой 0 обозначают возможность проведения работ постоянным током обратной полярности.
ЦЛ-11
Расшифровка маркировочного кода Э-08X20H9Г2Б-ЦЛ-⌀-BД E-2005-Б20:
● Тип и марка. Этот тип электродов предназначен для работы с деталями и конструкциями из высоколегированными сталями.
● Область применения. Индексом B обозначают CЭ, применяемые для соединения элементов металлокострукций из сплавов со специальными свойствами.
● Характеристики покрытия. Толстое покрытие плавящегося типа маркируют ДE.
● Способы испытания устойчивости металла соединительного шва к межкристаллической коррозии. Методы AM и AMУ обозначаются цифрой 2.
● Количество мелкодисперсного дельта феррита в металле шва. Цифра 5 соответствует содержанию ферритн.фазы от 2% до 10%.
● Вид покрытия. Маркировка Б указывает на то, что используется основное покрытие.
● Сварочный ток. Цифрой 0 обозначают то, что сварочные работы производятся постоянным током обратн.полярности.
Тип
Для работы со сталями высокой и повышенной прочности маркировка составляется следующим образом:
● название изделия;
● последующие цифры указывают на предел прочности;
● код A означает, что сплав соединительного шва обладает улучшенными механическими характеристиками.
У изделий, применяемых для работы с жаропрочными и высоколегированными сплавами, маркировочный код выглядит следующим образом:
● название изделия;
● содержание С в сотых долях процента;
● содержание хим.компонентов в процентах.
Если содержание вещества не превышает 1,5%, то его не указывают
Таблица. Обозначение металлов.
| Азот | A |
| Кобальт | K |
| Кремний | C |
| Ниобий | Б |
| Молибден | M |
| Титан | T |
| Вольфрам | B |
| Никель | H |
| Ванадий | Ф |
| Марганец | Г |
| Фосфор | П |
| Хром | X |
| Медь | Д |
| Бор | P |
| Цирконий | Ц |
Общая информация
Для чего они предназначены? Электроды МР3 применяются для сварки деталей из сплавов с содержанием углерода до 0,25%. Они могут работать в самых сложных условиях, при повышенной влажности заготовок и даже при наличии налета ржавчины. Такое свойство особенно полезно при выполнении ремонтных работ на трубопроводах.
Варить допускается во всех сварочных положениях, кроме вертикального. Сварку можно производить как при тесном контакте деталей, так и с некоторым зазором между ними. При этом следует снизить значение сварочного тока во избежание появления трещин.
Чем отличаются: легким розжигом электродуги и высокой стабильностью ее горения. Разбрызгивание капель расплава из сварочной ванны сведено к минимуму. Состав обмазки подобран таким образом, что в ходе сварки она выделяет мало токсичных веществ. Образующуюся корку шлака легко отделить от материала шва при зачистке.
В качестве источника рабочего тока можно использовать как традиционные сварочные трансформаторы, таки современные инверторы. Они должны обеспечивать напряжение от 50 вольт и выше. Электроды для сварки углеродистых сплавов МР 3 годятся для работы как переменным, так и постоянным током. Они позволяют сваривать заготовки различной толщины.
При правильной разделке кромок они осуществляют качественный глубокий провар. Следует уделять особое внимание правильному выбору значения рабочего сварочного тока. Он зависит как от диаметра электрода, таки от сварочного положения. Завышенный ток не позволит в полной мере воспользоваться преимуществами изделия.
Для получения прочного и долговечного шва сами электроды должны быть качественно просушены и прокалены.
Плюсы и минусы
К преимуществам электродов МР-3 причисляют:
- быстрое формирование стабильной дуги;
- ровный, надежный шов;
- высокую прочность соединения;
- безопасность, отсутствие выделения вредных веществ;
- легкое удаление шлака;
- небольшой диапазон разбрызгивания металла;
- высокую производительность;
- простоту работы.
Среди недостатков — высокая цена, интенсивный расход сварочного материала.
Условия хранения и прокаливание
Хранить электроды модели MP-3 необходимо в определенных условиях. Помещение должно быть отапливаемым с температурой Т>15℃ и влажностью воздуха, не превышающей 40%. Размещаться упаковки с этими изделиями должны на паллетах либо стеллажах. Так будет исключен нежелательный контакт с несущими стенами и полом.
Когда сварочные работы ведутся на открытом пространстве, нужно предпринять меры, предотвращающие попадание атмосферных осадков на коробки с электродами. Не следует формировать чрезмерные запасы этих изделий. Их должно хватать не больше, чем на 2 дня работ. А пополнять запасы необходимо по мере потребления электродов.
При соблюдении вышеуказанных условий, прокаливать эти изделия перед использованием не нужно. Рутиловое покрытие не теряет в таком случае свои отличные эксплуатационные характеристики. Но если контакт электродов MP-3 с влагой все-таки был, их нужно подвергнуть прокаливанию при температуре 100℃≤Т≤150℃ на протяжении одного-двух часов.
Особенности использования
При работе с МР 3 допустимо использование как переменного, так и постоянного тока. Сварочный источник должен давать напряжение холостого хода от 50 вольт. При работе постоянным током используется обратная полярность подключения. При этом положительный контакт присоединяется к держателю, а отрицательный- к заготовке.
Электроды отличаются следующими преимуществами:
- легкий розжиг и стабильное горение электродуги;
- выполнение долговечного, хорошо проваренного шва с заданными геометрическими параметрами;
- минимизировано разбрызгивание капель расплава;
- хрупкая корка шлака, образующаяся над шовным материалом, просто и быстро удаляется при зачистке;
- облегченный повторный розжиг электродуги после перерыва в ведении электрода;
- высокая производительность сварки.
Несмотря на то, что изделие оптимизировано для сложных условий работы, ни в коем случае нельзя пренебрегать подготовкой зоны шва к соединению. Чем лучше будет зачищена и обезжирена заготовка, тем прочнее и долговечнее получится шов.
Шовный материал имеет ударную вязкость 80 Дж./см2, допускает изгиб до 150о, а величина относительного удлинения равна 18%.
Материал шва имеет физико-механические параметры, близкие к характеристикам металла самой детали. Поэтому шов не создает дополнительных механических напряжений, ослабляющих всю конструкцию и снижающих ее прочность и надежность.
Особенности электродов марок MP-3 и MP-3c
Изделия обеих марок предоставляют возможность производить сварку короткими прихватками, а также выполнять ее длинной дугой. Благодаря их техническим характеристикам необходимость в предварительной подготовке предполагаемого к сварке металла отсутствует. На его поверхности допустимо присутствие:
- следов коррозии;
- остатков окислов;
- небольших загрязнений;
- влаги.
Электроды марок MP-3 и MP-3c можно применять при необходимости выполнения сварочных работ по уже имеющемуся зазору. Величина тока должна быть в их ходе по возможности минимальной, иначе в создаваемом шве начнут образовываться поры.
Помимо этих электродов сегодня активно применяются расходники марки MP-3м. Отличаются они видом покрытия: у них оно рутилово-ильменитовое. На электродах MP-3c присутствует обмазка, насыщенная дополнительными ионизирующими примесями. Характеристики электродов всех трех марок – MP-3, MP-3м и MP-3c – во многом схожи и едва ли не полностью идентичны.
Покрытие последних изделий обеспечивает легкое зажигание сварочной электродуги. Эта особенность предоставляет возможность задействовать для работы источники тока малой мощности. Электроды MP-3c характеризуются большей экологичностью. Когда они сваривают, в окружающую среду выбрасываются вредные вещества в объеме, меньшем по сравнению с MP-3 (у MP-3 марганца 1,25 грамм, а у MP-3c в 2 раза меньше – 0,6 грамм). Но самый весомый аргумент в пользу выбора последних электродов заключается в возможности получения более качественного сварного шва. В итоге сформированное соединение будет обладать лучшими эксплуатационными свойствами.
Чем отличаются от МР-3?
Электроды МР 3 и МР 3С очень похожи. Их состав и характеристики почти идентичны, за исключением одной особенности. У марки МР 3С в составе есть ряд добавок, благодаря которым дуга легче поджигается и стабильнее горит при использовании маломощного бытового сварочного инвертора. Также эта марка в процессе работы выделяет куда меньше марганца, чем МР 3. Швы получаются однороднее и проще в формировании.
Отсюда можно сделать вывод, что марка МР 3С скорее предназначена для любительской сварки в домашних условиях, а МР 3 более универсальны. Их можно использовать и в быту, и в профессиональной деятельности.
Описание электродов
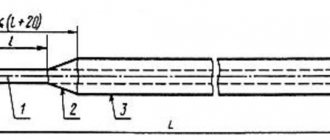
Сварочный электрод представляет собой стержень, сделанный из различного металла и покрытый специальной обмазкой. Состав стержня, как и обмазки, будет зависеть от их предназначения. Некоторые из них могут быть для стали, другие для более мягкого металла. К примеру, существуют электроды по чугуну и меди.
Стержни для электросварки могут отличаться не только составом, но и диаметром. Обычно для сварочных работ используют электроды диаметром 3−4. Но бывают случаи, где может потребоваться стержень с более толстым диаметром и наоборот.
Также существуют виды, которые предназначены не для сварки деталей, а наоборот, для их резки. Однако для таких электродов требуется специальные станки и электрододержатели.
В связи с тем, что существует большое количество металлов и сплавов, существует множество видов электродов. Наиболее распространенные из них:
- УОНИ.
- ЦУ-5.
- МР-3 и МР-3С (Э46).
УОНИ одни из самых универсальных видов. Они имеют хороший и прочный сплав, что придает прочность деталям. Однако ими лучше пользоваться людям, которые имеют хорошие знания в электросварке.
ЦУ-5 отлично сваривают детали. Однако из-за их стоимости и быстрого сгорания, их используют в редких и особенно важных случаях. К примеру, такими стержнями сваривают корень трубы под давление.
МР-3 и МР-3С имеет более практичные стержни. Они не имеют повышенной нагрузки на разрыв или излом, однако, хорошо подходят для простого вида электросварки.
Достойные аналоги по сравнению
Кроме электродов МР-3 у сварщиков популярны модификации типа АНО и УОНИ. Их часто сравнивают между собой, чтобы выбрать лучший вариант, однако это не совсем корректно. Указанные стержни отличаются не только напылением, но и структурой. Основная разница заключается в составе и способе обмазки.
Электроды УОНИ
В отличие от марки МР-3, стержни УОНИ имеют не рутиловое, а основное покрытие. Они рассчитаны на работу от аппаратов постоянного тока с обратной полярностью. Перед сваркой УОНИ необходимо тщательно очистить поверхность. Также напыление чувствительно к влаге.
Краткие характеристики указанной марки:
- наплавочный коэффициент — 9,5 г/Ач;
- расход на 1 кг металла — 1,7 кг;
- производительность — 1,4 кг/ч;
- запас прочности — 540 МПа;
- текучесть — до 420 МПа;
- относительное удлинение — до 22%.
Электроды АНО
Стержни АНО отличаются многообразием прутков и специфическими параметрами. Сравнивать напрямую их с маркой МР-3 неуместно. Это связано с тем, что указанные элементы рассчитаны на сварку металла до 4 мм и не подходят там, где нужны модификации МР.
Краткое описание:
| Диаметр, мм | Длина, мм | Вместимость в упаковке 1 кг (шт.) | Предельный рабочий ток, А |
| 2,0 | 300 | 95 | 100 |
| 3,0 | 350 | 40 | 140 |
| 4,0 | 350 | 40 | 180 |
Цвета: синие, красные (коричневые), зеленые
Цвет электродов зависит от типа обмазки. Стержни МР-3 чаще всего имеют рутиловое покрытие, которое иногда обладает красным цветом. Важно также знать, что оттенок зависит от производителя. таким образом сварщики имеют возможность купить электроды с зеленым, синим, серым цветом покрытия.
Особенности изделий марки MP-3
Электродам марки MP-3 присущи такие технологические характеристики:
- легкое зажигание сварочной электродуги. Ей характерно устойчивое горение;
- сформировать сварной шов особых трудностей не составляет даже начинающему сварщику;
- степень разбрызгивания расплавленного металла минимальная;
- корка застывшего шлака на поверхности созданного шва без сложностей отделяется;
- повторное зажигание электродуги не вызывает трудностей;
- высокий уровень производительности работ, связанных со сваркой, не в ущерб качеству сформированного шва.
Особого подхода требуют настройки сварочного тока. Значение этого параметра (обозначение Iсв.) определяется двумя факторами: расположением в пространстве формируемого шва и диаметром электрода (обозначение Дэ.). Так, для изделий с
- Дэ.= 6,0 мм на токе, изменяющемся в пределах 300,0 А≤Iсв.≤360,0 А, выполняются исключительно нижние швы;
- Дэ.= 5,0 мм: нижние швы формируются при токе 180,0 А≤Iсв.≤260 А; швы вертикальные на токе 160,0 А≤Iсв.≤200,0 А;
- Дэ.= 4,0 мм: формирование потолочных швов выполняется при токе 140,0 А≤Iсв.≤180,0 А; нижних – на токе 160,0 А≤Iсв.≤220,0 А; швов вертикальных — 140,0 А≤Iсв.≤180,0 А;
- Дэ.= 3,0 мм: потолочные швы выполняются при токе 100,0 А≤Iсв.≤120,0 А; швы нижние на токе 100,0 А≤Iсв.≤140,0 А; вертикальные — 90,0 А≤Iсв.≤110,0 А;
В число важных характеристик электродов входит их общий вес, необходимый для наплавления определенного объема металла формируемого сварного шва. Например, у изделий диаметром Дэ.=4,0 мм марки MP-3 эти цифры выглядят так: на наплавку 1 килограмма металла требуется 1,7 килограмма таких электродов. Производительность работ при этом обеспечивается на уровне 1,7 килограмм в час с коэффициентом наплавления, равным 8,50 грамм/А-ч. Следует знать, что коэффициент наплавки обычно меньше этого показателя процесса расплавления электродов. Вызвано данное явление потерями металла в ходе выполнения сварочных работ.
Технические характеристики
Технические условия производства МР 3 регламентируются ГОСТ 9466 и 9467. В этих документах также есть описание порядка проведения контроля качества и приемочных испытаний и применимости изделия.
МР-3 относятся к группе сварочных материалов Э46. Они рекомендованы для соединения низколегированных, углеродистых и конструкционных сплавов, механическое сопротивление разрыву которых менее 50 кгс/мм2. Толщина деталей может составлять от 3 до 20 мм.
Сопротивление на разрыв материала шва должно составлять 46 кгс/мм2. Коэффициент наплавки сварного соединения определяется равным 8,5 г/А*ч. Производительность наплавки приблизительно 1,7 кг в час. Для получения 1 кг наплавленного материала уходит до 1,7 кг электродов.
Чтобы сваривать металлоконструкции большой толщины в нижнем сварочном положении, следует наклонять электрод в сторону движения держателя. Сварка большими токами требует особой внимательности сварщика и строгого соблюдения технологических указаний, поскольку на этих режимах велик риск появления пористости шовного материала и других дефектов шва.
Изделия расфасовываются по коробкам со следующими параметрами (для длины 30 см):
| Диаметр, мм | Вес одного электрода, г | Количество в коробке, шт. | Вес коробки, кг |
| 3 | 30 | 83 | 2,5 |
| 4 | 60 | 41 | 2,5 |
| 5 | 92 | 54 | 5,0 |
Для длины в 45 см вес больше в полтора раза.
Хранить изделия следует в сухом теплом складе, температура не должна опускаться ниже +15оС. Условия хранения должны исключать возможность повреждения упаковки и увлажнения стержней.
Увлажненные изделия применять для сварки недопустимо, они должны быть прокалены в специальном шкафу или муфельной печи при температуре 170о С не менее одного часа.
ГОСТ и другие требования
Электроды марки МР-3 выпускаются в соответствии с требованиями государственных стандартов (ГОСТ 9467/9466). Согласно нормам, присадочный материал расходного сварочного элемента причисляется к типу Э46. Аналогичные стержни используются при сварке малолегированных низкоуглеродистых сталей с вмещением углерода от 0,25%.
Порошкообразный рутиловый концентрат нанесен на металлический сердечник. В качестве активного вещества выступает диоксид титана. Обмазка состоит из карбонатной или алюмосиликатной смеси, повышающей вязкость обрабатываемой детали. Это уменьшает возникновение трещин и деформаций на получаемом шве.
Материал электродного сердечника — низкоуглеродистая проволока конфигурации Св-08, изготовленная методом холодного катания. Диаметр изделия — от 2 до 6 мм. Толщина свариваемых заготовок составляет 3-20 мм. Временное механическое сопротивление на разрыв достигает 500 МПа.
Производители и торговые марки
Покупатели имеют возможность приобрести электроды МР-3 различных торговых марок, российских и зарубежных производителей. При покупке следует выбирать стержни от проверенных и надежных предприятий. Крупные компании, которые дорожат своей репутацией, выпускают качественные прутки, имеющие соответствующие сертификаты, паспорта и другие документы.
Наибольшее внимание следует уделить следующим class=»aligncenter» width=»644″ height=»362″[/img]
- ЛЭЗ (Лосиноостровский электродный завод);
- Ресанта;
- ХОБЭКС;
- СЗСМ;
- Linkoln Electric (Линкольн);
- Спецэлектрод (Москва);
- ESAB (Эсаб);
- Тантал;
- Арсенал (Арс);
- Престиж;
- Люкс;
- Премиум.
Недостатки
- Получаемое сваркой соединение характеризуется высокой прочностью.
- Дуга отличается легких поджигом и стабильностью горения, особенно — при низкой силе тока.
- Без труда достигается повторное зажигание.
- В получаемом шве отсутствуют стыки, он отличается ровностью, хорошим товарным видом.
- Между металлом шва и детали отсутствуют выраженные переходные зоны.
- Благодаря рутиловому типу покрытия шов надежно защищен от попадания в него шлака и окисления.
- Для электрода характерно очень малое разбрызгивание металла.
- Работы характеризуются высокой производительностью.
- МР-3 в равной степени подходит как для сварки, так и для прихваток.
Минусов у электродов этой марки сравнительно немного, и некоторые из них достаточно условны.
- Относительно высокая цена — стоимость этого расходного материала несколько выше, чем многих других электродов.
- Невозможность производства сварки вертикально сверху вниз — однако этим не могут «похвастаться» и многие другие марки.
- Не самый низкий расход материала — 1,7 кг на 1 кг шва (у МР-3Р несколько меньше — 1,62 кг).
- В процессе сварки электрод необходимо удерживать под острым углом относительно поверхности делали. Если варить под прямым углом, неизбежно выделение большого количество шлака, который будет проникать в шов.
- Крайне важно установить нужную силу тока — в противном случае есть риски образования пор в металле шва.
И еще одна особенность — прерывистые швы необходимо накладывать достаточно быстро, что требует определенных навыков. Однако даже новички могут в короткие сроки освоить эту технику, не имея большого опыта и специального образования.