Борфрезы, которые можно использовать в комплекте как со стационарным станком, так и с обычной электрической дрелью или шуруповертом, – это практически незаменимый инструмент в тех случаях, когда необходимо выполнить обработку изделий из металла. Кроме того, активно применяют борфрезу, которую также называют шарошкой или шарошечным долотом, для осуществления таких технологических операций, как зачистка поверхности из металла и ее шлифовка, гравировка, растачивание отверстий до требуемых размеров. Для того чтобы обработка, выполняемая при помощи борфрезы по металлу, была эффективной, надо не только разобраться в конструктивных особенностях такого инструмента, но и узнать, как его правильно выбрать.
Борфрезы для обработки металлов
Борфрезы твёрдосплавные
Борфрезы твёрдосплавные – это режущий инструмент, используемый для снятия сварных швов, удаления заусенцев, выравнивания поверхности, доводочных работ на изделиях из пластика, дерева и камня.
- Сортировать:
- Цене
- Популярности
- Вид:
- Табличный
- Строчный
Используется на прямых шлифовальных машинах с электрическим приводом или пневматическим приводом для обработки наружных поверхностей профильных деталей (разделка кромок, снятие заусенцев и фасок).
Используется на прямых шлифовальных машинах с электрическим приводом или пневматическим приводом для обработки выступающих частей неплоских деталей — шлифовка, обработка сопряжений, снятие сварных усилений.
Используется на прямых шлифовальных машинах с электрическим приводом или пневматическим приводом для обработки поверхностей внутри сложных профилей (обработка радиусных пазов, формирование внутренних радиусных сопряжений).
Используется на прямых шлифовальных машинах с электрическим приводом или пневматическим приводом для разделки поверхностей в узких или труднодоступных местах.
Используется на прямых шлифовальных машинах с электрическим приводом или пневматическим приводом для обработки внутренней поверхности типа «уголок» (разделка кромок, снятие заусенцев и фасок, обработка радиусных пазов, формирование внутренних радиусных сопряжений).
Используется на прямых шлифовальных машинах с электрическим приводом или пневматическим приводом для обработки на соединениях цилиндрических деталей — шлифовка, обработка сопряжений, снятие сварных усилений.
Используется на прямых шлифовальных машинах с электрическим приводом или пневматическим приводом для обработки наружных поверхностей профильных деталей (разделка кромок, снятие заусенцев и фасок).
Используется на прямых шлифовальных машинах с электрическим приводом или пневматическим приводом для обработки параболических поверхностей внутри профиля — шлифовка, обработка сопряжений, снятие сварных усилений.
Используется на прямых шлифовальных машинах с электрическим приводом или пневматическим приводом для обработки внутренней поверхности типа «уголок» (разделка кромок, снятие заусенцев и фасок, обработка радиусных пазов, формирование внутренних радиусных сопряжений).
Используется на прямых шлифовальных машинах с электрическим приводом или пневматическим приводом для обработки на соединениях цилиндрических деталей — шлифовка, обработка сопряжений, снятие сварных усилений.
Используется на прямых шлифовальных машинах с электрическим приводом или пневматическим приводом для обработки удаленных (утопленных) мест в профильных деталях (разделка кромок, снятие заусенцев и фасок, обработка пазов).
Используется на прямых шлифовальных машинах с электрическим приводом или пневматическим приводом для зенкования- обработки кромки цилиндрических поверхностей.
Технология изготовления борфрез
Изготовление борфрез ведется в два этапа.
- Изготовление хвостовика для борфрезы.
Пруток разрезается.
- Один его конец заправляется на шлифовально-обдирочном станке.
- Пруток правится на правильно-калибровочном станке.
- Конец подрезается, центрируется и отрезается.
- Подрезается второй конец.
- Протачивается конус и снимается фаска.
- На конусе фрезеруется канавка.
- К хвостовику припаивается заготовка.
Фотография №3: изготовление борфрезы
Борфреза по металлу: разновидности и особенности применения
Борфрезы, которые можно использовать в комплекте как со стационарным станком, так и с обычной электрической дрелью или шуруповертом, – это практически незаменимый инструмент в тех случаях, когда необходимо выполнить обработку изделий из металла. Кроме того, активно применяют борфрезу, которую также называют шарошкой или шарошечным долотом, для осуществления таких технологических операций, как зачистка поверхности из металла и ее шлифовка, гравировка, растачивание отверстий до требуемых размеров. Для того чтобы обработка, выполняемая при помощи борфрезы по металлу, была эффективной, надо не только разобраться в конструктивных особенностях такого инструмента, но и узнать, как его правильно выбрать.
Борфрезы для обработки металлов
Назначение и особенности инструмента
История борфрез насчитывает не один десяток лет, в течение которых данный инструмент постоянно совершенствовался. Между тем за время, прошедшее с момента изобретения борфрезы, ее конструкция практически не изменилась. Как и прежде, любая шарошка состоит из хвостовика, при помощи которого она фиксируется в патроне используемого оборудования, и рабочей части, выполняющей основную работу по резке.
Обработка при помощи борфрез осуществляется вращающимся инструментом, при этом скорость его вращения может доходить до 60 000 об/мин. В связи с этим при использовании шарошек следует учитывать, что оборудование, на которое они будут установлены, должно обеспечить им высокую скорость вращения.
Преимуществом использования борфрез в паре с ручным инструментом является возможность обработки труднодоступных поверхностей
При выборе борфрез по металлу руководствуются такими параметрами, как:
- тип обработки, которую предстоит выполнить;
- характеристики материала, из которого изготовлено обрабатываемое изделие;
- размеры обрабатываемых элементов.
Следует иметь в виду, что именно правильный выбор инструмента (наряду с его качественными характеристиками) оказывает основное влияние на результаты выполняемой обработки.
Насечка борфрезы должна соответствовать типу обрабатываемого материала
Борфрезы, предназначенные для работ по металлу, благодаря своим характеристикам и функциональным возможностям находят широкое применение во многих сферах. Это, в частности, машино- и автомобилестроение, электронная промышленность, ювелирное дело, полиграфия и др.
Борфрезами, рабочая часть которых может иметь очень миниатюрные размеры и различную конфигурацию, выполняют обработку рабочих поверхностей матриц и литейных форм, наносят на поверхность изделий из металла различные узоры и надписи, растачивают и шлифуют отверстия и пазы, отличающиеся даже значительной глубиной и сложной конфигурацией.
Граверные борфрезы для миниатюрных работ
Среди домашних умельцев борфрезы по металлу также пользуются большой популярностью. Используя такой универсальный и эффективный инструмент, установленный на обычную электрическую дрель или шуруповерт, можно быстро и аккуратно зачистить сварной шов, расточить отверстие или паз, снять с детали острые края, отшлифовать мелкие элементы из металла, сделать поверхность металлического изделия идеально ровной и гладкой.
Применение борфрез
Сфер применения борфрез очень много. Среди них:
- снятие облоя и крапа с заготовок;
- шлифовка поверхностей, пазов и отверстий;
- обработка сварных швов;
- выполнение различных технологических операций в труднодоступных местах;
- гравировка;
- вырезание сложных по форме отверстий;
- и пр.
Борфрезы даже применяют в электронной промышленности, ювелирном деле и полиграфии.
Классификация борфрез
Различия в конструкции борфрез разных категорий позволяют оптимально подбирать такой инструмент для решения определенных технологических задач. Борфрезы по металлу классифицируются по своему конструктивному исполнению. Так, в зависимости от данного параметра они могут быть:
- одноконусными;
- двухконусными;
- трехконусными.
Каждый из представленных выше типов борфрез выбирается в зависимости от характера технологических задач, которые предстоит решить с их помощью.
Маркировка твердосплавеных борфрез
Форма рабочей (режущей) головки – еще один параметр, по которому борфрезы разделяются на различные категории. На сегодняшний день борфрезы выпускаются с рабочими головками следующих форм:
- цилиндрической;
- конической;
- круглой;
- полуовальной;
- овальной.
Формы режущей части борфрез по металлу
На выбор инструмента с рабочей головкой определенной формы также оказывает влияние характер предстоящих технологических задач. Например, для гравировки по металлу используется борфреза коническая, для расточки и шлифовки отверстий и пазов – инструмент с цилиндрической рабочей головкой, для зачистки сварных швов и обработки плоских поверхностей – шарошки, режущая часть которых имеет круглую форму.
Форма борфрезы подбирается в зависимости от конфигурации обрабатываемой поверхности
Если говорить о материале изготовления борфрез по металлу, то в зависимости от данного параметра они делятся на следующие категории:
- изготовленные из углеродистой стали;
- абразивные (борфрезы данной категории делятся на два типа: с металлической рабочей головкой, на поверхность которой нанесено напыление из абразивного материала, и с режущей частью, целиком выполненной из абразива – электрокорунда);
- с напылением из алмазной крошки (алмазные борфрезы);
- твердосплавные (к их хвостовику из углеродистой стали методом пайки крепится рабочая головка из твердого сплава).
Борфрезы по металлу, изготовленные из углеродистой стали, самые недорогие из представленных, но их рабочий ресурс минимальный. Приобретать шарошки данного типа можно в том случае, если использоваться они будут не слишком часто и не в интенсивном режиме. Свою эффективность борфрезы из углеродистых сталей проявляют при несложной обработке не слишком твердых материалов.
Простые борфрезы из углеродистой стали
Алмазные борфрезы, при помощи которых можно успешно выполнять обработку высокопрочных и хрупких металлов, являются профессиональным инструментом, подходящим как для домашнего, так и для промышленного использования. При помощи таких шарошек, рабочие головки которых могут иметь любые размеры и конфигурацию, можно выполнять расточку и тонкую шлифовку отверстий, при этом поверхность, формируемая после такой обработки, получается идеально ровной и гладкой. Именно алмазными борфрезами чаще всего оснащают гравировальные установки.
Борфрезы твердосплавные, отличающиеся самым высоким рабочим ресурсом среди инструментов подобного назначения, используются преимущественно в производственных условиях. Применяя твердосплавные борфрезы, которыми оснащается мощное и высокооборотистое оборудование, можно выполнять обработку металлов самой высокой твердости (чугуна, нержавеющей и жаропрочной стали, титана и др.).
Борфрезы из твердого сплава подходят для подгонки форм и завершающей обработки различных металлических поверхностей
Борфрезы, используемые для выполнения работ по металлу, различаются и по типу заточки режущей части. Так, в зависимости от данного параметра борфрезы могут быть:
- с тонкой нарезкой режущей части;
- с универсальной нарезкой;
- с ультратонкой нарезкой;
- предназначенные для выполнения работ по алюминию.
Классификация борфрез по типу режущей головки
По конструктивному решению борфрезы бывают разными. В зависимости от стоящих технологических задач, выбирается и форма режущей части инструмента. Правильно выбранный тип борфрезы значительно облегчает работу, делает геометрию точной, а результат близким к идеальному.
Тип А – борфрезы цилиндрические. Универсальные. Идеальны для плоскостей, заусенцев и отверстных выборок.
Тип В – борфрезы цилиндрические с торцом. В отличие от борфрез типа А имеют и торец с сечением. Универсальны, отлично обрабатывают поверхности и делают выборки.
Тип С – борфрезы сфероцилиндрические. Для поверхностей и радиусов. Закруглённый торец – рациональное решение для плавных изгибов.
Тип D – борфрезы сферические. Отлично обрабатывают внутренние отверстия, посадочные места под подшипник и контуры.
Тип Е – борфрезы овальные. Они идеальны для закруглённых углов и плавных траекторий.
Тип F – борфрезы гиперболические со сферическим торцом. Проверенное решение для формованных деталей с мягким контуром.
Тип G – борфрезы гиперболические с точечным торцом. Для снятия фаски, формирования точного угла, гравировки.
Тип H – борфрезы пламевидные. Идеально для обработки формованных изогнутых деталей.
Тип J – борфрезы конические 60%. Лучший вариант для зенкования под заданным углом.
Тип К – борфрезы конические 90%. Для кромок, фасок, зенкования.
Тип L – борфрезы сфероконические. Для сложных мест.
Тип М – борфрезы конические. Для труднодоступных мест, тонких задач и точечных рассверловок.
Тип N – с обратным конусом. Такая твердосплавная борфреза надёжна и удобна для углов и скрытых выборок.
Рекомендации по правильному применению
Чтобы продлить срок службы борфрез по металлу, а также чтобы не нанести вреда оборудованию, следует придерживаться ряда несложных рекомендаций.
- Рабочую часть шарошки необходимо поддерживать в полном контакте с подвергаемым обработке металлом: это позволит повысить эффективность ее использования.
- Необходимо следить за тем, чтобы хвостовик не соприкасался с обрабатываемым изделием, что может привести к поломке борфрезы.
- На инструмент в процессе обработки нельзя оказывать сильного механического давления: это не только снизит ее эффективность, но и увеличит нагрузку на используемое оборудование, что может стать причиной его перегрева и быстрого выхода из строя.
- Чтобы избежать таких проблем, как образование неровностей и заусенцев на обрабатываемом изделии, а также заклинивание шарошки в металле, надо задать высокую скорость вращения инструмента. Работа борфрезой, вращающейся с высокой скоростью, кроме того, позволяет более тщательно выполнить обработку пазов и углов.
- Чтобы предотвратить интенсивный износ инструмента, на его рабочую головку в процессе обработки необходимо периодически наносить специальную смазку, которая уменьшит нагрузку на шарошку и улучшит ее скольжение по обрабатываемой поверхности. Замедлить износ режущей части позволяет также суспензия, состоящая из воска или синтетического машинного масла, в которую борфрезу периодически окунают в ходе обработки.
- Не следует выполнять обработку сильно изношенной борфрезой. Применение такого инструмента требует приложения значительных физических усилий, а также может стать причиной выхода из строя используемого оборудования и окончательной поломки самого инструмента.
Рекомендованные рабочие скорости
При обработке с помощью борфрезы по металлу следует соблюдать меры безопасности, так как такой процесс связан с образованием большого количества мелкой стружки и металлической пыли. Кроме того, если вы используете некачественный инструмент, вы должны осознавать риск его поломки и вылета рабочей головки из зоны обработки, что может стать причиной серьезных травм. Таким образом, готовясь к работе с борфрезой по металлу, необходимо надежно защитить руки, органы зрения и дыхания.
Методы контроля и испытаний
Борфрезы, при кажущейся простоте конструкции, инструмент очень точный, прочный, испытывающий огромные нагрузки. Качество его должно быть на высоте.
Поскольку рынок борфрез переполнен предложениями самых разных производителей, зачастую стремящихся увеличивать объёмы производства в ущерб качеству, контроль над соответствием ГОСТу необходим.
Крупные предприятия, постоянно использующие борфрезы, как правило, закупают их у нескольких проверенных поставщиков. И периодически сравнивают с образцами соответствия.
Качество материала, прочность спайки ножки и рабочей головки, точная центровка, идеальная геометрия, соотношение бакелитовой основы и качественного абразива – все это имеет значение для работы борфрезы.
Методов контроля несколько:
- Визуально, с лупой и штангенциркулем, проверяют внешний вид и шероховатость;
- На микроскопе и с помощью лазерных центровщиков проверяется, не имеет ли борфреза отклонений в центровке;
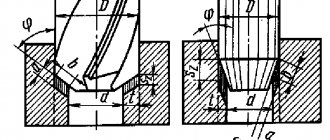
- Стойкость проверяется на электрическом или пневматическом оборудовании. В сумме длина проверочного фрезерования составляет 3000 мм, если d борфрезы < 10 мм, и 10000 мм, если d > 10 мм.
После проверочной работы на борфрезе не должно остаться сколов и выкрошки и она должна оставаться пригодной к работе.
Простейшую проверку качества твердосплавной борфрезы можно провести и в бытовых условиях.
Рассмотреть однородность абразива и калибровку зернистости с применением лупы. Достаточно ли прочен соединительный шов между рабочей частью и штифтом или пайка произведена некачественно, с большими разрывами.
Можно, зажав борфрезу в патрон дрели, включить инструмент на больших оборотах – несимметричная форма крутящейся фрезы, заметная даже глазу, скажет о неправильной центровке.
Не работайте некачественными или изношенными борфрезами! Это может привести к поломке и травме.
Как выбрать борфрезу по металлу?
При обработке металлических заготовок в мастерских, гаражах и автосервисах часто используется электродрель с оснасткой. Если нужно снять слой металла, обработать неровности или увеличить отверстие используется борфреза по металлу. Она считается незаменимой при работе с металлическими изделиями. Перед покупкой фрез важно понимать из чего они могут изготавливаться, как ими пользоваться.
Борфреза по металлу
Материал и конструкция
Борфреза (её ещё называют шарошка) — это один из видов оснастки для электроинструментов, промышленного оборудования, станков. До изобретения этих приспособлений человек счищал слой металла напильником. На это уходило много времени, сил.
Появление фрез повысило производительность труда. С помощью них можно проводить обработку различных металлических заготовок. Шарошка состоит из двух частей:
- Концевик — закрепляется в патроне шуруповерта, дрели, перфоратора, бормашинки.
- Режущая часть — рабочая головка фрезы, с помощью которой происходит обработка металла. Борфрезы, которые можно найти в строительных магазинах, соответствуют параметрам, указанным в ГОСТе.
Разделяются шаровки по виду материала, из которого изготавливается рабочая головка, конструкции, визуальной форме режущей части. Материалы, которые используются из при изготовлении борфрезы:
- углеродистая сталь;
- абразив;
- алмазное напыление;
- твердые сплавы металлов.
По конструкции борфрезы могут быть одноконусными, двухконусными. Форма у фрез разная:
- круглая;
- овальная;
- коническая;
- цилиндрическая;
- полуовальная.
Разновидности
Борфрезы по металлу используются при обработке металла. Если с формой оснастки всё понятно, то выбрать материал, из которого она изготовлена, труднее. Чтобы не ошибиться, нужно изучить общую информацию о том, из чего могут изготавливаться борфрезы.
Разновидности борфрез по металлу
Из углеродистой стали
Самый распространённый вид насадок для электродрелей, применяющихся при обработке металлических поверхностей. При их изготовлении используется дешёвый, доступный материал, который обуславливает низкую цену за готовую оснастку. Преимущества:
- низкая цена;
- широкий выбор форм.
- качество значительно хуже, чем у других материалов;
- недолговечность;
- низкое качество.
Рабочая часть, изготовленная из углеродистой стали, быстро стачивается при активной работе.
С алмазным напылением
Борфрезы по металлу с алмазным напылением используются для проведения многих работ. Преимущества:
- Используются для обработки металлических поверхностей, стекла, керамики.
- Алмазное напыление наносится на оснастку для бормашинок, граверов. С их помощью проводят ювелирные работы.
- Высокая точность выполняемых работ.
К недостаткам фрез с алмазным напылением можно отнести высокую стоимость. После работы с таким видом оснастки на обрабатываемой поверхности незаметны результаты вращения борфрезы.
Абразивный инструмент
Представляет собой абразивный материал, который закрепляется на рабочей части фрезы. Она может быть любой формы, размера. Лучшим абразивным материалом для изготовления такого вида оснастки является электрокорунд. Борфрезы с абразивом используются для обработки дерева, металла, стекла, керамики.
Электрокорунд
С твердосплавной головкой
Задача этого вида оснастки — обработка чугуна, легированной стали, сплавов на основе титана. Преимущества:
- возможность обрабатывать любые виды металлов;
- долговечность, износоустойчивость.
К недостаткам этих борфрез по металлу относят высокую цену. Их устанавливают на оборудование высокой мощности, чтобы добиться максимальной производительности, точности.
Области применения
Шарошки, изготавливаемые из твердых сплавов, используются в различных направлениях промышленности:
- изготовление кораблей, машин, самолётов;
- полиграфия;
- обработка высокопрочных сплавов;
- изготовление ювелирных изделий;
- электроника.
С помощью борфрез можно растачивать отверстия, создавать надписи на металлических поверхностях, изготавливать пазы, шлифовать детали там, куда невозможно залезть болгаркой или шлифмашинкой. Оснастка по металлу для дрели используется при починке различных металлоконструкций.
Выбор инструмента
При выборе оснастки для ручного или электроинструмента нужно учитывать ряд особенностей:
- Тип выполняемых операций — шлифовка, фрезеровка, расточка, выборка пазов.
- Вид обрабатываемого материала. Для работы с керамикой или стеклом лучше использовать фрезы с алмазным напылением.
- Габариты и форму обрабатываемой заготовки.
При выборе шарошки для дрели многие новички не учитывают скорость работы и мощность инструмента. От этих показателей зависеть форма и размер борфрезы.
Материалы для производства борфрез
Материалом для производства хвостовиков борфрез служит среднеуглеродистая легированная сталь. Основная марка — 30ХГСА. А вот головки борфрез изготавливают из различных материалов. Перечислим их.
- Инструментальная углеродистая сталь (У10А, У12А). Инструменты из этих материалов отличаются низким сроком службы и стоят недорого. Применяются для обработки изделий их мягких металлов. Устанавливаются на дрели и граверы.
- Быстрорежущая сталь Р6М5. Инструментами из этого материала можно обработать практически все марки углеродистых и среднелегированных сталей. Такие борфрезы применяются чаще всего.
- Твердые сплавы. Рабочие части обычно изготавливают из металлокерамики (ВК25 и ВК30). Также встречаются изделия с головками из минералокерамики и безвольфрамовых твердых сплавов. Такими борфрезами обрабатывают заготовки из жаростойких и нержавеющих сталей, а также чугуна.
- Твердые сплавы с алмазным напылением. Это самый дорогой профессиональный инструмент.
Как правильно пользоваться?
После покупки шарошки по металлу нельзя бездумно браться за работу. Нужно учитывать ряд правил, которые помогут продлить долговечность оснастки, сохранить целостность обрабатываемой детали:
- Перед тем как запускать дрель или двигатель оборудования нужно закрепить заготовку, продумать план работ, чтобы не останавливаться во время обработки.
- Выбирать электроинструмент с большим запасом мощности.
- При запущенном двигателе нельзя притрагиваться к рабочей поверхности хвостовиком. Это может спровоцировать поломку оснастки.
- Категорически запрещается давить на инструмент сверху. Борфреза сломается от повышения нагрузки.
- Чтобы увеличить долговечность фрезы, нужно использовать специальные смазки. Они улучшают скольжение, охлаждают рабочую зону.
- Перед началом работы необходимо проверять целостность хвостовика и рабочей головки. При наличии сколов, трещин, неровностей на режущей части её необходимо заменить.
Автослесари, кузнецы, жестянщики рекомендуют работать на максимальных оборотах дрели. Это позволяет улучшить параметры рабочего процесса, добиться лучшего результата. Высокие обороты позволяют снизить риск заклинивания фрезы в заготовке.
Выбираем борфрезы по металлу: рекомендации экспертов
При работе с металлическими заготовками в автосервисах, на различных производствах мастера нередко применяют электродрель с оснасткой. Один из наиболее часто используемых элементов — борфрезы по металлу, они же шарошки.
Конструкция шарошки достаточно проста. Борфреза состоит из концевика, крепящегося в патроне инструмента (дрели, бормашинки, в шлифовальных устройствах) , и из режущей части, которая и отвечает за обработку металла.
Список задач, которые можно выполнить с помощью твердосплавных борфрез, достаточно большой. С помощью этих элементов можно:
- Зачищать и обрабатывать швы после сварки;
- Шлифовать поверхности и труднодоступные места;
- Удалять заусенцы;
- Обрабатывать пресс-формы и матрицы;
- Удалять крап и облой с поверхности заготовки;
- Расширять отверстия в металле;
- Обрабатывать неровности.
В зависимости от типа задач, для решения которых вам нужна борфреза, от ваших финансовых возможностей и запросов к инструменту, определяется выбор.
Разновидности борфрез по металлу
При изготовлении шарошек используются твердые сплавы металлов, углеродистая сталь, алмазное напыление, абразив.
Что касается отличительных признаков, то наиболее важными является форма и насечка борфрезы. На современном рынке представлены борфрезы разных форм — цилиндрическая форма без режущего торца и с торцевыми зубьями, сфероцилиндрическая и сфероконическая, овальная и сферическая, форма гиперболы и гиперболы с заостренным концом, конуса и перевернутого конуса, пламевидная форма и коническая с углом 60°.
Есть комбинированные шарошки для решения определенных задач. Например, для обработки торцов изделий можно использовать вогнутую борфрезу Karnasch с формой цилиндра.
Если вам некогда или нет нужды разбираться в нюансах использования разных форм шарошек, можете отдать предпочтение наиболее универсальному варианту — это пламевидная борфреза, имеющая рабочую поверхность в виде овала и скругленную головку. Такая форма позволяет выполнять различные операции, в том числе, работая с материалом под углом.
Еще один важный критерий, на который стоит ориентироваться при выборе борфрезы, это насечки:
- Шарошки с двойной насечкой используются для большого съема материала. Среди достоинств можно выделить безупречное качество результата работы, отличную управляемость;
- Одинарная тонкая насечка. Считается универсальной, подходит для решения разных задач;
- Насечки в виде крупных канавок — обеспечивают эффективное и агрессивное резание, большой съем материала. Такие насадки используются для работы с цветными металлами;
- Шарошка со стружколомом обеспечивает большой съем материала, характеризуется улучшенной управляемостью;
- Алмазная насечка. Позволяет обеспечить безупречное качество обработанной поверхности. Традиционно используется для финишной обработки материалов, изделий.
Мало просто определиться с типом борфрезы. Шарошки одного вида могут иметь разные параметры: длину и диаметр режущей части, длину и диаметр хвостовика, мелкий, средний или крупный тип зуба.
Профили рабочей части
Стандартная заточка. Имеет одну длинную насечку. Подходит для литых деталей, сварочных швов, сплавов, латуни, стали, в том числе и стойкой термообработанной. Позволяет делать большие припуски. Стружка — длинная. Эффективность оптимальна.
Двойная заточка. Имеет крестообразные насечки на рабочей поверхности, в результате чего образуются зубцы. Универсальный тип. Подходит для работы с любыми материалами. Уменьшает вибрацию борфрезы, что позволяет лучше контролировать процесс. Обеспечивает высокую скорость реза. Оставляет чистую гладкую поверхность. Образовавшиеся в результате насечки зубья бывают прямые и разнонаправленные. Борфреза с такой заточкой производит мелкую стружку.
Крупная заточка. Имеет одну широкую насечку (ширина и угол могут отличаться). Отлично подходит для мягких материалов, таких как алюминий, и там, где нужно снять большой объём. Быстрая работа с крупной стружкой.
На что обращать внимание при выборе шарошки по металлу
Оптимальный вариант (если позволяют финансы) — выбрать и купить целый комплект борфрез по металлу. Но в некоторых случаях даже такой подход нельзя назвать эффективным: диаметров и форм фрез достаточно много, поэтому лучше сразу определиться с тем, какие именно шарошки вам могут понадобиться.
Что нужно учитывать?
- Технологические задачи. Разные формы фрез используются для различных технологических операций, поэтому важность этого параметра переоценить практически невозможно.
- Геометрические параметры обрабатываемых изделий и их состояние.
- Материал изделий, которые подвергаются обработке. Речь может идти о разных материалах — это может быть титан, чугун, алюминий, сплавы и так далее.
- Диаметр обрабатываемого отверстия.
- Тип обработки материала. Для черновой, чистовой и финишной обработки изделий используются разные виды борфрез.
В отдельный пункт стоит вынести информацию о качестве борфрезы, о ее производителе. Не стоит экономить на этом параметре. Так, например, решив купить цилиндрическую фрезу Karnasch с гладким торцом, вы можете быть уверены, что насадка будет успешно справляться с самыми разными задачами, радуя вас безупречной работой на протяжении долгого времени. В долгосрочной перспективе такие вложения оказываются оправданными.
Впрочем, мало просто выбрать хорошую борфрезу, также важно правильно ее эксплуатировать.
Три варианта величины зуба
- F — мелкий зуб
- М – средний зуб
- С – крупный зуб
Учитывая профиль поверхности, обозначения величины зуба выглядят так:
Теперь, зная характеристики борфрез по материалам изготовления, типам профиля и видам насечек, мы можем правильно выбрать инструмент для работы, а также «прочитать» маркировку любой борфрезы.
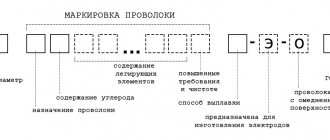
Государственный Стандарт Российской Федерации устанавливает технические единства единиц измерения, нормы размеров, типов, обозначений, сталей, сплавов, шероховатостей и их допустимые погрешности. Так, согласно ГОСТ Р 52780-2007, маркировку Борфреза С 10 20 М 06 40 ГОСТ Р 52780 – 2007 мы будем понимать так:
- Борфреза сфероцилиндрическая (тип С),
- диаметр режущей части — 10 мм,
- длина режущей части — 20 мм,
- средний зуб, длина хвостовика — 6 мм,
- диаметр хвостовика — 40 мм.
На рисунке представлена сфероцилиндрическая борфреза со стандартной заточкой.
Приобретая борфрезу в магазине, стоит обязательно проверить наличие маркировки на ножке инструмента и на упаковке. Ответственные производители, выпускающие качественный товар, обязательно ставят маркировку на изделии. Отсутствие таковой говорит о, скорее всего, невысоком качестве продукции.
Как правильно использовать борфрезы, чтобы они служили дольше
Правил по грамотной эксплуатации фрез не так много, они достаточно простые, но при этом помогут существенно увеличить ресурс шарошек.
- При работе с борфрезами нужно учитывать и рабочие обороты, возможности инструмента. Домашние дрели далеко не всегда могут выдать хорошую мощность, поэтому качественная чистовая обработка в домашних условиях практически невозможна.
- Чтобы обеспечить хороший результат, следите за тем, чтобы рабочая головка инструмента прижималась к обрабатываемому изделию максимально близко. А вот хвостовик, наоборот, должен быть отдален от изделия, в противном случае есть риск облома головки инструмента.
- Экспериментальным путем определите оптимальное количество оборотов, скорости машинки — правильные ваши действия в этом направлении не только будут способствовать экономии электроэнергии, но и продлят срок эксплуатации инструмента. На низких оборотах работать не стоит — это негативно отражается на качестве результата: могут появляться неровности, заусенцы и так далее. При работе с пазами и углами обеспечивайте более высокую скорость инструмента.
И последнее — не забывайте о мерах безопасности. Работая с борфрезами, защищайте органы дыхания, голову, руки от металлической пыли и стружки. Иногда может слететь и инструмент.
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Эксплуатация
Итак, приступая к работе, важно помнить о правильном выборе типоразмера для того рода обработки, которая предстоит – черновая, чистовая, сфера, плоскость и т. д.
Не стоит, например, использовать сфероцилиндрическую борфрезу с крупной нарезкой для шлифовки внутреннего острого паза. Для этого лучше будет взять коническую с двойной насечкой.
Борфреза твердосплавная цилиндрическая с двойной мелкой насечкой сделает плоскость идеальной, а борфреза сферическая в этом случае может только испортить заготовку. Чем твёрже обрабатываемый металл, тем более мелким должно быть сечение борфрезы – это один из основных принципов работы.
Несоблюдение этого правила приведет к засаливанию канавок между зубцами борфрезы, перегреву инструмента, его быстрому износу и некачественному результату работы.
Чем меньше диаметр борфрезы, тем выше должна быть скорость вращения. С увеличением диаметра инструмента должно уменьшаться количество оборотов в минуту двигателя.
Использовать максимально допустимые скорости нужных режимов. Иначе биение, сколы, преждевременный износ зубьев гарантированы.
При зажиме хвостовика в патроне или цанге нужно оставлять свободным минимальный участок. Это уменьшает вибрацию и минимизирует риск облома хвостовика.
Сила давления на борфрезу не повышает её эффективности, но увеличивает нагрузку на инструмент и оборудование. Это может явиться причиной их выхода из строя. Не давите!
Необходимо помнить о правилах техники безопасности, защите органов зрения, слуха, кистей рук от возможных повреждений. Глаза — наиболее уязвимый орган и для их защиты нужно грамотно выбрать защитные очки.
Специальные маркировки ударостойкости на очках помогут правильно их подобрать.
Существующие обозначения механической прочности:
- S — высокая прочность;
- F — для отработанных частиц со скоростью 45 м/с;
- B — для отработанных частиц со скоростью 120 м/с;
- A — для отработанных частиц со скоростью 190 м/с.
В нашем случае, при работе с борфрезами, скорость отлетающих частиц не выше 45 м/с, а значит, очков с литерой F будет достаточно.