Баластники сварочные: реостат для сварки, как подключить аппарат и регулировка тока по вторичке
Ведь что такое проводник? Это материал с минимальным сопротивлением, чтобы через них проходил электрический ток с такими же минимальными потерями. Это обычная практика. Исключением являются случаи с задачами «наоборот»: когда сопротивление нужно повысить.
Такая нужда возникает при завышенных показателях тока, которые необходимо регулировать. Именно для таких целей и существует сварочный баластник. Он делает сварку проще и быстрее.
Как это работает?
По своей сути это баластный реостат – специальное устройство для формирования повышенного сопротивления для сварочного электричества. Этот реостат отличается своей простотой. Он встроен во многие продвинутые и дорогие модели сварочных аппаратов, также его можно купить отдельно.
По принципу своего действия сварочный баластник является точкой препятствия на пути перемещения электрического тока, это «пункт» высокого сопротивления. С внешней точки зрения он похож на сложную толстую пружину.
Эта пружина всегда снабжена подвижным контактом, который при передвижении вдоль пружины изменяет длину пути, который ток проходит по баластнику.
Особым разнообразием моделей это устройство похвастаться не может.
Некоторые различия есть, они определяются следующими критериями:
- Габариты пружины: чем она длиннее, тем длиннее путь электронов через все витки реостата, тем большее сопротивление снижает силу тока.
- Природа металла с определенными коэффициентами сопротивления.
- Толщина пружины также прямо пропорциональна силе сопротивления. Толщина связана с длиной реостата.
На деле выходит следующим образом: без баластного реостата ток имел бы силу в 250 А. Если подключить к этой цепи баластник, электрический поток начнет терять силу и на выходе имел бы всего 10 А.
Конечно, регулятором можно изменить длину пути по спирали, по который проходит поток. Потери в этом случае были бы другими.
Как сделать баластник своими руками?
Первым делом нужно найти подходящую проволоку из металла. Она может быть, к примеру, медная. Дополнительно понадобится цилиндрическая форма, например, труба и амперметр. Нужно продумать, из чего сделать подвижный контакт, это может быть провод.
Прямую проволоку нужно превратить в тугую пружину. Для этого ее наматывают на цилиндрическую форму, стараясь расположить витки максимально близко друг к другу. Конец скрученной проволоки нужно подсоединить к проводу для тока. Также присоединяем подвижный контакт.
Следующий этап очень важный: нужно проверить работу нового реостата с помощь. Амперметра. Дело в том, что домашний самодельный баластник для сварочного аппарата не такой точный, как заводские модели.
Следующий нюанс заключается в том, что наш реостат не снабжен корпусом, поэтому соблюдение правил техники безопасности делается еще более обязательным.
Настройки балластного реостата
Главное в качественном процессе сварки – стабильные показатели работы электрической дуги, вернее – ее вольтамперных характеристик. С этим требованием отлично справляются современные инверторы.
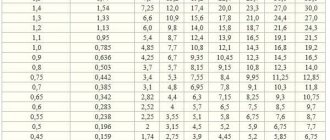
Маркировка балластного реостата.
Делаются это за счет преобразования тока в два этапа и переключения самого инвертора. Все остальные сварочные аппараты такими характеристиками похвастаться не могут. Поэтому рядом с ними должен обязательно присутствовать балластный реостат.
Он предназначен для ступенчатого контроля работы дуги и компенсации составляющей тока во время подпитки от трансформатора. Нихромовая проволока в схеме параллельного соединения – основной составляющий элемент. Важно, что каждая секция реостата подключается к сети автономно, с помощью рубильника.
У такого реостата всего две рабочие функции:
- Регулирование силы тока дискретным образом.
- Компенсация постоянной составляющей тока, формирующейся в течение подпитки сварочного элемента с помощью трансформатора.
Производительность и общая эффективность балластного реостата напрямую зависят от количества витков или секций спирали. Ведь каждая из них является элементом цепи, которая разрывается с помощью рубильника.
Цепь последовательная, а соединение секций – параллельное. Такая комбинация дает отличный результат: периодическое подключение к работе каждого из элементов, чтобы регулировать напряжение в сварочном аппарате.
Подключение реостата к сварочной цепи должны быть последовательным к источнику питания.
Если вентиляторов нет, нужно обязательно следить за последовательным включением нескольких реостатов.
Популярнее всех на рынке линейка балластных реостатов под аббревиатурой РБ: их всего пять опций для разных значений тока – его диапазона – минимального и максимального значений.
Предлагаем легкую прогулку по самым востребованным моделям, чтобы ознакомиться с их техническими характеристиками подробнее:
РБ-302
Отличный аппарат в роли компаньона к сварочным агрегатам для регулирования силы тока в процессах полуавтоматической или ручной сварки. Работает параллельно со сварочными выпрямителями и генераторами.
Эта версия предназначена для диапазона электропитания в пределах 27 – 30 В с предельным максимумом до 70 А и минимумом при падении в 30 А.
Реостат снабжен системой воздушного охлаждения. У него неплохой показатель ПВ – продолжительность включения в 60%. Это означает, что длительность сварки не должна превышать 10-ти минут. В противном случае ПВ необходимо снизить.
В этом аппарате регулировка сварочного тока представлена шестью ступенями, которые циклически включаются и выключаются.
Структурные элементы выполнены из самых современных материалов: изоляция, к примеру, сделана из керамических профилированных пластинок, а плато сформировано их специальных жаропрочных проволок фехралевой природы.
РБ-302У2
Эта модель является разновидностью материнского реостата для работы в условиях повышенной влажности или жесткого ультрафиолетового излучения. В итоге с ним можно работать на открытом воздухе в неблагоприятных для обычной аппаратуры условиях.
РБ-306
Эта модель посерьезнее: он не перегревается и намного точнее в регулировании сварочного электропитания, чем РБ-302. Реостат снабжен усовершенствованной системой охлаждения: в корпусе больше отверстий жалюзи, поэтому обдув резисторов интенсивный и эффективный.
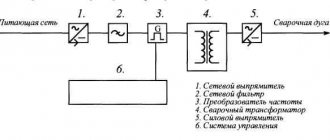
Электрическая схема баластника.
Все элементы сопротивления расположены в виде модульной системы. Такой расклад делает диагностику и замену элементов намного легче и точнее. Диапазон значений силы тока значительно шире, а регулировать показатели можно с намного большей точностью.
ББР
Это специальные Блоки Балластных Реостатов. Они собираются из элементов РБ-306 для резки металлов электродуговым методом. Это отличное решение для контроля сварочного тока от выпрямителя в аппаратах – автоматах.
Правила работы с балластными реостатами
Несмотря на простоту конструкции и применения балластные реостаты требуют выполнения определенных правил эксплуатации:
- Изучить, запомнить и работать только при соблюдении условий, изложенных в техническом паспорте аппарата. Не забывать учитывать климатические условия.
- Не работать с РБ в условиях густой пыли или рядом с местами, где много газа или пара, что очень быстро разрушает электроизоляцию в устройстве.
- Постоянно проверять аппарат в лаборатории по ГОСТу РД 03-614-03.
Чертеж баластника и график напряжения.
При перегреве реостатов нужно подключать к дуге несколько реостатов – в последовательном порядке. Ну а если сварочный ток меньше, то сопротивление следует повышать.
В работе с алюминием, к примеру, переменный ток нужно регулировать в очень небольших пределах, всего лишь до 20%. В этом случае происходит неполная компенсация постоянной составляющей тока.
Если вести речь о полной компенсации, то нужно использовать аппараты марок УКДН или УДГУ, которые оснащены батареями конденсаторов.
Правила работы с балластными реостатами
Несмотря на простоту конструкции и применения балластные реостаты требуют выполнения определенных правил эксплуатации:
- Изучить, запомнить и работать только при соблюдении условий, изложенных в техническом паспорте аппарата. Не забывать учитывать климатические условия.
- Не работать с РБ в условиях густой пыли или рядом с местами, где много газа или пара, что очень быстро разрушает электроизоляцию в устройстве.
- Постоянно проверять аппарат в лаборатории по ГОСТу РД 03-614-03.
Чертеж баластника и график напряжения.
При перегреве реостатов нужно подключать к дуге несколько реостатов – в последовательном порядке. Ну а если сварочный ток меньше, то сопротивление следует повышать.
В работе с алюминием, к примеру, переменный ток нужно регулировать в очень небольших пределах, всего лишь до 20%. В этом случае происходит неполная компенсация постоянной составляющей тока.
Если вести речь о полной компенсации, то нужно использовать аппараты марок УКДН или УДГУ, которые оснащены батареями конденсаторов.
Балластное сопротивление включает в себя нагрузочные устройства трех типов
Резистивное
С помощью него обеспечивается соответствующая нагрузка на генератор и первичный двигатель. Резистивное устройство поглощает энергию всей системы: устройство забирает энергию от генератора, генератор, в свою очередь берет энергию от первичного двигателя, а двигатель получает энергию сгоревшего топлива. В результате работы забирается и дополнительная энергия: тепло, отводимое системой охлаждения, потери при выхлопе, потери в самом генераторе, а также энергия, которая потребляется вспомогательными элементами. Способно учитывать все стороны работы генератора. Создается преобразованием электроэнергии в тепловую. Тепло отводится при помощи воздушного или водяного охлаждения.
Реактивное
Представляет собой индуктивную нагрузку с использованием железных сердечников. Составляет примерно 75% от такой же резистивной нагрузки. Возможны и другие соотношения, для того, чтобы получить другие значения мощности. При помощи индуктивных нагрузок реально моделируются комплексные, наиболее часто встречающиеся на объектах: освещение, отопление, трансформаторы, двигатели. При этом происходит полное тестирование всей электрической системы, собирается информация о реактивных токах генераторов и регуляторов напряжения.
Как отрегулировать ток при сварке?
Это достаточно распространённый вопрос, который имеет несколько путей решений. Есть один из наиболее популярных способов решить проблему, регулировка происходит посредством активного балластного соединения на выходе обмотки (вторичной).
На территории Российской Федерации, сварка для переменного тока заключается в используемой частоте в 50 Гц. В качестве источника питания используется сеть с напряжением 220В. А все трансформаторы для сварки, имеют первичную и вторичную обмотку.
Регулятор для сварочного тока
В агрегатах, используемых в промышленной зоне, регулировку тока осуществляют по-разному. Например, с помощью подвижных функций обмоток, а также магнитного шунтирования, дроссельного шунтирования разного типа.
Используют также магазины балластных сопротивлений (активных) и реостат.
Такой выбор силы сварочного тока нельзя назвать удобным способом, благодаря сложной схеме конструкции, перегревам и дискомфортом при переключениях.
Более удобным способом урегулировать сварочный ток, можно, если намотать вторичку (вторичную обмотку), сделав отводы, что позволит изменять напряжение при переключении количество витков.
Но контролировать напряжение в широких пределах, в этом случае, не выйдет. Также отмечают определённые недостатки при корректировке из вторичной цепи.
Таким образом, регулятор сварочного тока, на первоначальных оборотах пропускает через себя ток высокой частоты (ТВЧ), что тянет за собой громоздкость конструкции. А стандартные переключатели вторичной цепи, не предполагают нагрузки в 200 А. Зато в цепи первичной обмотки, показатели в 5 раз меньше.
В результате был найден оптимальный и удобный инструмент, при котором регулировка сварочного тока не кажется такой запутанной — это тиристор.
Специалисты всегда отмечают его простоту, удобство в управлении и высокую надёжность.
Сила сварочного тока зависит от отключения первичной обмотки на конкретные промежутки времени, на каждом из полупериодов напряжения. При этом средние показатели напряжения снизятся.
Принцип работы тиристора
Детали регулятора подключены как параллельно, так и встречно друг другу. Они постепенно открываются импульсами тока, которые образуются транзисторами vt2 и vt1. При запуске прибора оба тиристора закрыты, С1 и С2 это конденсаторы, они будут заряжаться через резистор r7.
В тот момент, как напряжение какого-либо из конденсаторов достигнет напряжения лавинной пробивки транзистора, тот открывается, и через него и идёт ток разряда, совместного с ним конденсатора.
После открытия транзистора открывается соответствующий ему тиристор, он подключит нагрузку в сеть.
Затем начинается противоположный по признакам полупериод переменного напряжения, что предполагает закрытие тиристора, затем следует новый цикл подзарядки конденсатора, уже в противоположной полярности. Далее открывается следующий транзистор, но снова подключит нагрузку в сеть.
Сварка постоянным и переменным током
В современном мире, в большей мере используется сварка с постоянным током. Это связано с возможностью уменьшения количества присадочного материала электродов в сварном шве. Но при сварке переменным напряжением, можно добиться очень качественного результата сварки. Источники сварочного тока, работающие с переменным напряжением можно разделить на несколько видов:
- Приборы для аргонодуговой сварки. Здесь используются специальные электроды, которые не плавятся, благодаря этому аргонная сварка становится максимально комфортной;
- Аппараты для производства РДС переменным электрическим током;
- Оборудование для сварки с помощью полуавтомата.
А методы сварки переменным способом делятся на два типа:
- использование неплавящихся электродов;
- штучные электроды.
Сварка постоянным током бывает двух типов, обратной и прямой полярности. Во втором варианте сварочный ток движется от минуса к положительному показателю, а тепло сосредотачивается на заготовке.
А обратная концентрирует внимание на торце электрода.
Сварочный генератор для постоянного тока состоит из двигателя и самого генератора тока.
Их используют для ручной сварки в монтажных работ и в полевых условиях.
Изготовление регулятора
Чтобы изготовить регулирующее устройство для сварочного тока, потребуются такие компоненты:
- Резисторы;
- Проволока (нихромовая);
- Катушка;
- проект или схема прибора;
- Переключатель;
- Пружина из стали;
- Кабель.
Эксплуатация балластного соединения
Показатель балластного сопротивления регулирующего аппарата находится на уровне 0,001 Ом. Он подбирается путём эксперимента. Непосредственно для получения сопротивления, преимущественно используется сопротивление проволоки больших мощностей, их применяют в троллейбусах или на подъёмниках.
Такое сопротивление включается стационарно или по-другому, чтобы в будущем была возможность с легкостью отрегулировать показатели.
Один край этого сопротивления подключается к выходу конструкции трансформатора, другой обеспечивается специальным инструментом для зажима, который сможет перекидываться по всей длине спирали, что позволит выбрать нужную силу напряжения.
Основная часть резисторов с использованием проволоки большой мощности, производится в виде открытой спирали. Она монтируется на конструкцию в длину полметра. Таким образом, спираль делается также из проволоки ТЭНа.
Когда резисторы, изготовленные из магнитного сплава скооперировать со спиралью или любой деталью из стали, в процессе работы прохождения тока с высокими показателями, она начнёт заметно дрожать. Такой зависимостью спираль обладает только до того момента, пока она не растянется.
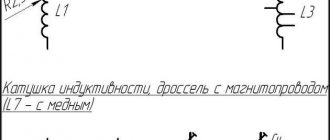
Как сделать дроссель самостоятельно?
Вполне реальным является самостоятельное изготовление дросселя в домашних условиях. Это имеет место при наличии прямой катушки с достаточным количеством витков нужного шнура. Внутри катушки проводятся прямые пластинки из металла от трансформатора. Путём выбора толщины этих пластинок, есть возможность выбора стартового реактивного сопротивления.
Рассмотрим конкретный пример. Дроссель с катушкой с 400 витками и шнура диаметром 1,5 мм, заполняется пластинками с сечением 4,5 квадратных сантиметров. Длина катушки и провода должна быть одинакова. В результате трансформаторный ток 120 А уменьшится наполовину.
Такой дроссель изготавливается с сопротивлением, которое можно изменять. Чтобы провести такую операцию, необходимо замерить углубление прохождения стержня сердечника внутрь катушки.
С отсутствием этого инструмента, катушка будет иметь не значительное сопротивление, но если стержень будет введён в неё, сопротивление повысится до максимума.
Дроссель, который наматывается правильным шнуром, не будет перегреваться, но, возможно, сердечник будет отличаться сильной вибрацией. Это учитывается при стяжке и крепеже железных пластин.