Чтобы придать металлическим поверхностям блеск, улучшить внешний вид, их подвергают хромированию. Эта технология наиболее популярна в автомобилестроении. Она необходима не только для улучшения вида, но и повышения прочности заготовки. Среди наиболее эффективных технологий обработки специалисты выделяют гальваническое хромирование.
Гальваническое хромирование
Суть процесса
Хромирование — технологический процесс металлизации изделий хромом. Благодаря ему улучшаются технические характеристики материала, укрепляются поверхностные слои.
Главные достоинства процедуры:
- Основание восстанавливается, становится более прочным. Повышается показатель износоустойчивости.
- Закрываются трещины, не превышающие по толщине 1 мм.
- Грязь, пыль хуже липнут к хромированной поверхности.
- Улучшаются декоративные качества обработанных деталей.
Изделие погружается в ванную с хромовой кислотой, через которую пропускается напряжение. Обрабатываемая заготовка выполняет роль катода. Пассивными анодами являются стенки емкости, дополнительные пластины, которые изготавливаются из сплава сурьмы с оловом.
Многие начинающие автолюбители сравнивают хромирование с никелированием, пытаются найти отличия, путаются в преимуществах, недостатках. Покрытие на основе никеля лучше только по внешнему виду. Показатели прочности, износоустойчивости у него гораздо хуже.
Хромированный диск (Фото: Instagram / funchrome)
Процесс хромирования деталей
Способы нанесения слоя хрома на поверхность металлизируемой детали отличаются методами схватывания (удержания) между собой. Классифицировать их можно следующим образом:
- адгезионное схватывание (за счет механического воздействия);
- за счет металлических связей: диффузионная зона в пределах границы двух поверхностей;
- диффузионная зона всего покрывающего слоя.
Технология хромирования подразумевает несколько этапов:
- подготовительный;
- процесс нанесения;
- заключительный.
Подготовительный этап. На этой стадии выполняются те типы работ, которые позволят слою хрома надежно закрепиться и удерживаться на поверхности длительное время. Перед хромированием изделий они подвергаются шлифовке, а при необходимости полируются. После финишной операции изделия промываются, сушатся и протираются мягким материалом. Те поверхности (отверстия, внутренние полости), которые не подлежат металлизации, подвергаются изолированию. Детали устанавливаются (вывешиваются) на приспособлении, которое предназначено для введения деталей в зону обработки. Производится обязательный процесс обезжиривания. Выполняется декапирование, позволяющее повысить способность к адгезии.
Процесс нанесения хрома на поверхность. Технология хромирования деталей, в зависимости от метода нанесения, происходит тремя видами:
- в холодном состоянии;
- в нагретом состоянии;
- диффузией.
Например, во время электролитического метода изделия помещаются в ванну с раствором-электролитом. Рабочая температура электролита зависит от его состава. Заданная температура должна сохраняться на протяжении всего процесса, что гарантирует однородную структуру наносимого слоя и равномерную толщину.
Металлизируемые изделия выполняют роль анода. Продолжительность процесса хромирования напрямую зависит от требуемой толщины покрытия.
Декоративное хромирование детали
После нанесения хрома изделия подвергаются сушке. Если сушку проводить в сушильном шкафу, то ее продолжительность составит 5-10 минут при температуре 85°С-100°С. Если сушку проводить методом обдува сжатым воздухом, то ее продолжительность составит 0,5-3 минут при температуре 18°С-25°С.
Для повышения прочности и твердости покрытого слоя он подвергается термической обработке. Продолжительность выдерживания в печи составляет несколько часов при температуре порядка 200°С. Толщина покрытия, нанесенного на сталь колеблется от 0,003 мм до 0,025 мм. Если использовать изменение полярности тока (реверс), то толщину хромирования доводят до 0,03 мм.
Классификация
Покрытие хромом может проводиться несколькими способами:
- Гальванический. Бывает двух типов — диффузным, электролитическим. Первый вариант подразумевает нанесение хрома с помощью гальванической кисти. Электролитический тип подразумевает применение раствора хромового ангидрида, в который погружается обрабатываемая заготовка.
- Вакуумный. Заготовки помещаются в вакуумную камеру, в которую подаются пары хрома, которые оседают на металлические поверхности, создавая защитный слой.
- Химический. Технология не требует применения электрического тока. Смесь для обработки готовят из лимоннокислого натрия, фосфора, едкого натрия, уксусной ледяной кислоты.
- Каталитический способ. Его можно отнести к химической обработке. На поверхность деталей наносится рабочий состав, не содержащий кислот. Он состоит из серебра в щелочном растворе аммиака. Дополнительно применяется восстановитель — гидразин или формалин.
- Термохромирование. Изделия нагревают, покрывают рабочей смесью — хромом в порошке или феррохромом.
Отличие псевдохромирования от настоящего
Самый простой способ хромирования, который нельзя считать полноценной металлизацией, подразумевает использование краски, содержащей не менее 75% хромовой пыли. Металлосодержащая краска наносится на поверхность холодного изделия (для этого применяют пульверизатор или обычную малярную кисть). Таким образом, создается своеобразный барьер, предохраняющий металл от коррозии. Результат такого хромирования, если оно правильно выполнено, может прослужить не менее пяти лет. Однако при повреждении покрытия коррозия затронет не только поверхность металла, но и его глубинные слои.
По-настоящему эффективная химическая металлизация предполагает применение:
- специальной емкости, в которой протекают гальванические процессы;
- электролита для хромирования;
- источника постоянного электротока.
Данный набор приспособлений и расходных материалов является минимальным для проведения хромирования.
В полный комплекс оборудования для хромирования также входят ванны для обезжиривания и промывки, маслоотделитель и сушильные камеры
Необходимое оборудование
Инструменты и оборудование:
- Источник постоянного тока с возможностью регулировки выходного напряжения. Обработку деталей малого размера допустимо проводить при использовании зарядного устройства для мобильных телефонов.
- Гальваническая ванна. Должна изготавливаться из термоустойчивого пластика или стекла. Главное условие — устойчивость к высоким температурам.
- Термометр — необходим для контроля температуры при проведении рабочего процесса.
- Нагревательный элемент. Лучший вариант — тэн из керамики. Нагреватель должен выдерживать длительное воздействие кислот.
Для обработки нужно устанавливать не менее двух гальванических ванн, чтобы постоянно не менять реактивы в одной емкости.
Гальваническая ванна (Фото: Instagram / galvaprom)
Мини линия цинкования никелирования хромирования
Обращаем ваше внимание, что подготовка предварительного проекта по организации гальванического участка у нас стоит — 49 000 руб. В него входит подбор оборудования согласно заданной производительности, ценовой обзор каждой единицы оборудования, разработка маршрутной карты движения заготовок, режимы работы, химический состав рабочих растворов, общая схема очистки стоков если это необходимо, описание возможных ошибок в нанесении гальванических покрытий и методы их решения и т.д. Данный предварительный проект носит ознакомительный-рекомендательный характер и служит основой для детальной финансовой оценки планируемого производства и не является подробнейшей инструкцией к производству. На основе данных материалов вы получаете оценочную стоимость основного и дополнительного оборудования и имеете возможность оценить фактические капиталовложения. При необходимости вы впоследствии сможете уже самостоятельно оперировать полученными данными. Вся эта информация изложена в доступной, простой для понимания форме, без подробных технических выкладок и расчетов, которые не входят в данную работу.
Мини линия цинкования, никелирования, хромирования, воронение и т.д., проектирование и изготовление – вот перечень услуг предоставляемых нашей компанией. Если вам необходимо изготовить мини-линию для нанесения таких покрытий как: цинк, никель, хром, медь, сплав олово-висмут и других защитных покрытий, а объем работ не слишком велик, то гальваническая мини линия – это ваш выбор.
Линия цинкования, никелирования, хромирования их стоимость зависит напрямую от нескольких главных факторов, перечислим их:
1. Габаритные размеры заготовок – от этого зависят внутренние размеры гальванических ванн, которые и будут основным элементом проектируемой мини-линии.
2. Общая поверхностная площадь заготовок – от этого будет зависеть тип и мощность гальванических выпрямителей.
3. Тип наносимого гальванического покрытия, а именно химический состав и температура рабочих процессов – от этого зависит материал (как правило, в подавляющем большинстве случаев используется полипропилен для изготовления гальванических ванн) из которого будут изготовлены ванны. Наличие бортовых отсосов.
4. Количество гальванических ванн входящих в состав мини-линий цинкования, никелирования, хромирования, меднения, воронения отличаются друг от друга, за счет особенностей технологического процесса подготовки, гальванизации самих заготовок, а затем и утилизации сточных вод .
5. Необходимость оснащения линии цинкования, никелирования, хромирования нагревательными элементами: ТЭНами из нержавейки, титана, циркония, а также фторопластовыми нагревателями ФЭН, системами управления и контроля рабочих температур химических растворов.
6. Необходимость использования дополнительных средств автоматизации процессов, а именно оснащение мини-линий гальваническими барабанами и установками для фильтрования гальванических растворов.
Вот основные факторы, влияющие на конечную стоимость при расчете линии цинкования, никелирования, хромирования, меднения, воронения и т.д. Для расчета стоимости гальванической мини линии вам необходимо отправить заявку на или же позвонить нам по т. (383) 219-50-92 (88).
Обращаем ваше внимание, что можем изготовить универсальную гальваническую мини-линию для нанесения различных гальванических покрытий, за счет смены технологических растворов. Для хромирования понадобиться отдельная ванна из фторопласта, т.к. в данном процессе высокая температура плюс химически агрессивный раствор, плюс более мощный гальванический выпрямитель.
Пример организации (схемы) участка для никелирования металлических изделий с промежуточным подслоем меди с ваннами улавливания и разбраковки:
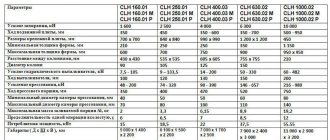
Максимальный размер заготовки 1000*600*40 мм (сушилка для белья)
Внутренние размеры гальванических ванн с бортовыми отсосами: 1460*660*800 мм – 15 шт.
Гальванические выпрямители – 4 шт.
Система электрического нагрева и контроля рабочей температуры растворов – 1шт.
Установка фильтрации электролитов, растворов – 1 шт.
Насос для перекачки химически агрессивных сред – 1 шт.
Шланг химически стойкий – 20 м
* Материал ванн — полипропилен, рабочая температура от -30 до +85 градусов Цельсия
Цена за линию никелирования в данной комплектации – 1 600 000 руб. с НДС.* без доставки, монтожа и пусконаладочных работ.
*Стоимость указана ориентировочная. Фактическая цена линии зависит от комплектации и размеров ванн, а так же наличия дополнительного оборудования.
Линия цинкования при указанных размерах ванн будет на 30 % дешевле
Срок изготовления 35 — 50 раб. дней.
Как правильно подготовить изделие к процедуре?
Качество гальванического хромирования зависит от подготовки рабочих поверхностей. Этапы:
- Очистка от грязи, налета, ржавчины. Для этого применяется наждачная бумага, угловые шлифовальные машинки.
- Обезжиривание поверхностей кальцинированной водой. Для изготовления средства необходимо смешать 1000 мл простой воды с 50 мл кальцинированной. К готовой жидкости добавить 5 г силикатного клея, 0,15 кг гидроокиси натрия. Тщательно перемешать и нагреть смесь.
Детали погружаются в жидкость для обезжиривания на 20 минут.
Проведение
Хромирование в домашних условиях должно выполняться с соблюдением ряда правил, техники безопасности. Изначально необходимо подготовить оборудование, сделать рабочую смесь — электролит. Инструкция по изготовлению:
- Купить большую емкость с дистиллированной водой. Необходимое количество жидкости перелить в емкость для нагревания. Разогреть до 60°C.
- Добавить 250 г хромового ангидрида (на 1 литр воды). Тщательно перемешать.
- Перелить жидкость в гальваническую ванну.
- Добавить 2,5 грамма серной кислоты.
Чтобы выровнять плотность электролита, необходимо пропустить через нее номинальный ток, выдержать жидкость в темном помещении 24 часа.
Для гальванического хромирования необходимы 3 элемента:
- Анод — в качестве этого элемента выступает обрабатываемая заготовка. Нельзя допускать, чтобы анод касался катода.
- Катод — изготавливается из олова со свинцом или чистого свинца. Представляет собой металлическую пластину, которая по площади должна превышать анод.
- Электролит — рабочий состав, без которого невозможно осуществить хромирование.
Процесс хромирования:
- Разогреть электролит до 52°C.
- Заготовку поместить в гальваническую ванну.
- Подать рабочее напряжение. Деталь должна обрабатываться до 1 часа. Чем сложнее форма, тем дольше проводится обработка.
После проведения рабочего процесса деталь сушится 3 часа. К ней нельзя прикасаться руками.
Процедура гальванического хромирования (Фото: Instagram / galvaprom)
Виды хромирования
Согласно классификации процесс металлизации, происходящий за счет механического сцепления, относится к первой группе, а за счет атомарных механических связей – ко второй группе. Вторая группа делится на две подгруппы: 2а — приграничная диффузия; 2б – полная диффузия.
В группу 1 входят следующие методы хромирования:
- электротехническое покрытие;
- электродуговое или газопламенное распыление (пульверизация);
- химическое нанесение;
- вакуумное нанесение в холодной среде.
Результат хромирования детали
К группе 2 относятся:
2а:
- плазменное напыление;
- электрофорез;
- вакуумное нанесение в нагретой среде;
- электротехническое покрытие с последующим отжигом;
- осаждение чистого металла из соединений карбонатов в газовой среде;
2б:
- диффузионное нанесение элементов.
Твердое хромирование
Твердое хромирование нашло широкое применение при изготовлении деталей, подвергающихся высокому износу, активной коррозии в агрессивных средах, при восстановлении металлических деталей, для увеличения срока эксплуатации инструментов (режущего, измерительного), а также для декоративной отделки изделий изготовленных из неметаллических материалов.
Твердое хромирование проводят следующими методами:
- гальваническим (описан выше);
- каталитическим, при котором хром восстанавливается на поверхности из солей аммиака и серебра;
- вакуумным, при котором реагент, нанесенный на обрабатываемую поверхность диффузионную активность при отрицательном давлении;
- термохимическим, который можно сравнить с цементацией изделий.
Термохимическим методом хромирование производят в карбюризаторе, состоящем из измельченного хрома и каолина в пропорции 55-45%. Для предотвращения окисления хрома при высоких температурах через ящики с деталями и карбюризатором продувают водород. Продолжительность хромирования составляет три часа. За это время толщина слоя достигает при температуре 1300°С 0,15 мм, а при температуре 1400°С 0,8 мм.
Хромирование электролизом
Хромирование электролизом заключается в легком выведении водорода по сравнению с хромом из электролита. Электролитом выступает хромовая кислота. Ванны оборудуются свинцовыми нерастворимыми анодами.
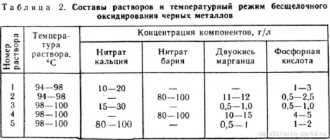
Широкое использование получил сульфатный электролит на основе хромового ангидрида с серной кислотой CrO3:H2SO4.
Концентрация раствора подбирается исходя из характера покрытия и сложности формы детали.
При невысокой температуре металлизации (не выше 35°С) хромированная поверхность имеет серый матовый оттенок. Интенсивность и плотность тока не влияет на процесс. При повышении температуры до 65°С и плотности тока поверхность получается блестящей. Дальнейшее повышение температуры и плотности тока (до 30 А/дм2) хром имеет молочный оттенок.
Также качество покрытой поверхности зависит от концентрации электролита. Хромированное покрытие, полученное при использовании концентрации до 150 г/л отличается высокой твердостью и износостойкостью. Высококонцентрированные электролиты, до 450 г/л используются для декоративных покрытий.
Гальваническое хромирование
Гальваническое хромирование — наиболее распространенный современный способ хромирования. Осуществляется двумя способами: в среде электролита и диффузионным. Электролитический способ аналогичен хромированию электролизом, они отличаются лишь режимами проведения процесса.
Диффузионный способ — это процесс насыщения поверхности при определенных условиях из нанесенных реагентов. Отделанные детали обладают: прочностью и твердостью, вязкостью и упругостью, износо-, жаро-, коррозионностойкостью.
Техника безопасности
Чтобы не навредить своему организму, следует соблюдать технику безопасности:
- Перед хромированием нужно наладить вентиляцию, убрать из рабочей зоны горючие смеси.
- При приготовлении электролита, рабочем процессе использовать защитные перчатки, очки, респиратор.
- Купить специальные пакеты для химических отходов, в которые нужно упаковывать остающийся мусор после обработки.
- Помещение должно быть очищено от любой органики. В противном случае предметы будут испорчены.
Врачи рекомендуют смазывать внутреннюю часть носа ланолином с вазелином. Компоненты смешиваются в пропорции 1:2. Это поможет защитить организм от воздействия вредных испарений.
Гальваническое хромирование применяется в разных сферах промышленности. С его помощью восстанавливается внешний вид изделий, улучшаются их технические характеристики. Обработку можно провести в домашних условиях, но важно правильно смешивать химические компоненты.