В каталоге представлены профилешлифовальные станки по металлу с ЧПУ, дающие прецизионность, производительность, и на протяжении лет сохраняют первоначальную точность, долговечность в эксплуатации. Качество продукции японской компании Okamoto – мирового лидера в производстве шлифовального оборудования не поддается сомнению и зарекомендовало на всех предприятиях машиностроения. Ищете профилешлифовальный станок, цена которого укладывается в бюджет? Совершая покупку в «Пумори-инжиниринг инвест», вы получаете целый спектр услуг: инжиниринг, сервис, пусконаладочные работы, обучение. Сформируйте запрос на сайте – на основе пожеланий подберем модель.
Преимущества профилешлифовальных станков по металлу Окамото
- 1Имеют полностью автоматический цикл обработки
- 2Высокая жесткость и точность обработки
- 3Встроенная интерактивная система программирования
Что такое металлография?
Все металлы имеют микро- и макроструктуру, которая требует тщательного исследования, проводимого с разными целями. К примеру, такие мероприятия могут быть направлены на выявление физико-химических, механических или электрических свойств материала или на определение размеров, формы и расположения кристаллов. Используя специальное оборудование, можно без труда установить химический состав металла, а также наличие в нём различных дефектов и посторонних включений.
Для работы используется электронный микроскоп, применение которого подразумевает наличие заблаговременно подготовленных образцов для исследования. Но есть и другой способ, заключающийся в изучении излома металла, чему в немалой степени способствуют физические свойства материала, к примеру, непрозрачность. Для того чтобы подробно изучить макроструктуру образца, нужно подготовить соответствующий шлиф. То есть, исследуемое изделие или деталь разрезается, а делается это при помощи специального станка.
Конечно, можно разрезать метал посредством газовой горелки, но тогда придётся дополнительно обрабатывать исследуемую поверхность, ведь вследствие нагрева пламенем происходит изменение структуры металла, а глубина этого слоя составляет примерно 1 см. Именно по этой причине образец должен подвергаться дополнительной обработке, и для этого требуется шлифовально-полировальный станок, купить который можно на сайте . С целью определения структуры материала, он подлежит травлению, и по результатам этой операции можно узнать структурные составляющие металлического сплава.
Функционирование профилешлифовального станка 395М
Схема оптического устройства профилешлифовального станка 395М
Профильно-шлифовальный станок 395М с экраном показан на рис. 76, а. Обрабатываемая деталь закрепляется на координатном столе 23, имеющем продольное, поперечное и вертикальное перемещение от точных ходовых винтов. Продольное перемещение салазок 18 производится рукояткой 19, поперечное перемещение салазок 20 — рукояткой 21, вертикальное перемещение стола — маховиком 22. Деталь устанавливается на рабочем столике 17, который смонтирован на верхних продольных салазках координатного стола и вместе со столиком располагается под объективом 13 оптического устройства. Оптическая система проектирует увеличенное изображение профиля детали на экран 14. Чертеж профиля детали, выполненный в масштабе 50 : 1, закрепляется между двумя экранными стеклами и освещается осветителями 15 и 16.
Шлифовальная головка 24 вместе со шпинделем 8 шлифовального круга имеет установочное и рабочее перемещения. Шпиндель, смонтированный в вертикальных салазках 10, совершает возвратно-поступательное движение при включении рычага 11. Длина хода салазок 0—50 мм. С помощью винта 12 шлифовальный круг устанавливается по высоте относительно профиля обрабатываемой детали. Подвижный фланец 4 служит для поворота круга в горизонтальной плоскости, а круговые салазки 6 и 7 — для установки его под углом в горизонтальной и вертикальной плоскостях. Шлифовальная головка смонтирована на верхних продольных салазках 3, перемещающихся по нижним поперечным салазкам 1 при помощи рукояток 2 и 5. Шлифовальный круг вращается от электродвигателя 9. Периодическая правка круга производится с помощью приспособления, устанавливаемого на боковой стенке круговых салазок 10.
Станок позволяет шлифовать различные профили деталей плоской и круглой формы с точностью до 0,01—0,02 мм. Обработка производится так. Рабочий вручную перемещает шлифовальную головку относительно профиля детали и следит за тем, чтобы режущая кромка шлифовального круга все время точно совпадала с соответствующей точкой увеличенного изображения этого профиля, совмещенного с профилем чертежа на экране.
Схема оптического устройства показана на рис. 76, б. Луч света от лампы 1, проходя через линзы 2 и 3, призму 4, диафрагму 5, линзы 6—9, проектирует контур детали на экране проектора 14 в виде четкой тени. Осветители 13 через линзы 10—12 добавочно освещают деталь. Далее лучи проходят через проекционный объектив, состоящий из линз 15, 16, 17, и направляются через призму 18 к зеркалу 19, отражаясь от которого, попадают на зеркало 20 и далее на экран, состоящий из стекол 21 и 22 с закрепленным между ними чертежом. Ошибка на экране в 1 мм соответствует ошибке профиля обрабатываемой детали в 0,02 мм.
Кроме описанных типов станков, работающих шлифовальным кругом, имеются профильно-шлифовальные станки, работающие гибкой абразивной лентой. В таких станках движущаяся лента с нанесенным на нее абразивом, облегая фасонный профиль обрабатываемой поверхности, шлифует ее.
Как выбрать подходящее оборудование?
Станки для металлографической пробоподготовки исследуемого образца, представленные в интернет-магазине , отличаются высоким качеством, имеют эргономичный дизайн и наделены лучшими эксплуатационными характеристиками. Шлифовально-полировальные станки могут комплектоваться одним или несколькими дисками, следовательно, им доступна и грубая шлифовка, и мягкая полировка. Производительность оборудования зависит не только от количества дисков, но и от:
- Скорости их вращения. В большинстве представленных моделей это регулируемый параметр, а выбор скорости вращения зависит не только от вида материала, но и от его толщины и плотности. В продаже есть модели с плавной регулировкой скорости, и они надёжно защищены от разного рода перегрузок.
- Диаметра диска. Ручной шлифовально-полировальный станок имеет диск диаметром 200 мм, изготовленный из нержавеющей стали, а универсальным считается диск, имеющий диаметр 250 мм. Для обработки большого количества образцов или при их солидных размерах уместно использовать трёхсотмиллиметровые диски.
Общий вид профилешлифовального станка 395М
Фото профилешлифовального станка 395М
Фото профилешлифовального станка 395М
Фото профилешлифовального станка 395М
Задачи шлифовально-полировальных машин
Полировально-шлифовальный станок, цена которого зависит и от производителя, и от его функциональности, может выполнять одну или несколько операций. Естественно, наиболее предпочтительны модели комплексного назначения. Благодаря своим малым размерам, основные операции можно проводить не только в лабораторных условиях, но и прямо на объекте. В качестве примера можно привести подготовку трубопроводов к эксплуатации.
Умные машины могут выполнять как основные свои функции, так и дополнительные. Благодаря шлифовально-полировальному станку, можно определить сопротивление исследуемого образца к истиранию. Но всё-таки главными задачами данного оборудования считается удаление частиц металла, способных исказить результаты исследований, а также придание поверхности образца нужного вида. Чтобы станок справился с возложенными на него обязанностями и оправдал надежды контроллёров, необходимо выбирать максимально подходящую модель, широкий ассортимент которых представлен на сайте .
Методика обработки заготовки
Методика обработки полировальным оборудованием заготовок основана на круговом вращении войлочного (абразивного) диска и возвратно-поступательном ходе рабочего стола с установленной на него изделием. Крутящийся с определённым темпом обрабатывающий диск за один проход срезает верхний слой обрабатываемой поверхности, а постоянно движущийся вперед и назад рабочий стол обеспечивает равномерную обработку поверхности.
Толщина снимаемого с заготовки слоя, которая влияет на качество обрабатываемой поверхности, достигается в различных станках по-разному – обычно, она изменяется автоматическим либо ручным передвижением рабочего стола вверх или вниз. Иногда уже в новых моделях оборудования свое расположение по вертикальной оси может изменять рабочая часть с полировальным инструментом.
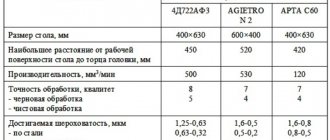
Технические характеристики станка 395М
| Наименование параметра | 395м | 395мФ10 | 3951ВФ1 |
| Размер профиля обрабатываемого изделия | |||
| Наибольшие размеры шлифуемого изделия, мм | 150 х 60 х 78 | 150 х 60 х 78 | 150 х 60 х 78 |
| Наибольшая высота профиля шлифуемого изделия, мм | 48 | 78 | 78 |
| Размер плоскости непосредственной шлифовки при увеличении х50, мм | 10 х 10 | 10 х 10 | 10 х 10 |
| Размер плоскости непосредственной шлифовки при увеличении х25, мм | 20 х 20 | 20 х 20 | 20 х 20 |
| Размер плоскости непосредственной шлифовки при увеличении х25, мм | 50 х 50 | ||
| Размер плоскости шлифовки с использованием эталонных плиток, мм | 150 х 60 | ||
| Максимальная толщина обрабатываемого изделия, мм | 48 | ||
| Основные движения суппортов шлифовальной головки | |||
| Поворот нижнего суппорта, град | ±45° | ±45° | ±45° |
| Перемещение нижнего суппорта в поперечном направлении, мм | 150 | 150 | 160 |
| Поворот верхнего суппорта, град | ±45° | ±45° | ±45° |
| Перемещение верхнего суппорта в продольном направлении, мм | 130 | 200 | |
| Скорость перемещения суппортов шлифовальной головки, мм/мин | 0,2..1,0; 4..20 | ||
| Поворот бабки шлифовальной головки вокруг горизонтальной оси, град | ±10° | ±15° | |
| Поворот салазок шлифовального шпинделя вокруг горизонтальной оси, град | +10°..-30° | +5°..-30° | +5°..-30° |
| Длина хода шлифовальных салазок, мм | 50 | 6..80 | 6..80 |
| Число двойных ходов шлифовальных салазок, ход/мин | 45; 85 | 44; 88 | 44; 88 |
| Основные движения стола изделия | |||
| Вертикальное перемещение стола вместе с колонкой, мм | 100 | 100 | 100 |
| Продольное перемещение, мм | 60 | 60 | 60 |
| Поперечное перемещение, мм | 150 | 150 | 150 |
| Максимальный диаметр шлифовального круга, мм | 125 | 150 | 150 |
| Скорость вращения, об/мин | 3500 | 3700; 4500 | 3600; 4500 |
| Увеличение оптической системы | 25:1, 50:1 | 25:1, 50:1 | 10:1; 25:1, 50:1 |
| Рабочая площадь экрана, мм | 500 х 500 | 500 х 500 | 500 х 500 |
| Тип оптического проектора | ИЗП-25 | ИЗП-25 | ИЗП-25 |
| Привод и электрооборудование станка | |||
| Тип устройства цифровой индикации | — | Ф5291 | Ф5291 |
| Количество электродвигателей на станке | 4 | 9 | |
| Электродвигатель шпинделя, кВт | 0,65 | 0,55 | |
| Электродвигатель привода суппортов шлифовальной головки, кВт | 0,1 х 2 | 0,12 х 2 | |
| Электродвигатель перемещения каретки шлифовального шпинделя, кВт | 0,25/ 075 | ||
| Электродвигатель приспособления для круглого шлифования, кВт | 0,12 | ||
| Электродвигатель пылесоса, кВт | 0,65 | 0,75 | |
| Электродвигатель насоса охлаждения, кВт | 0,01 | ||
| Вентилятор нижнего осветителя, кВт | 0,028 | ||
| Суммарная мощность электродвигателей, кВт | 2,35 | 2,5 | |
| Габаритные размеры и масса станка | |||
| Габаритные размеры станка (длина х ширина х высота), мм | 1485 х 1600 х 2000 | 1555 х 1620 х 2000 | 1955 х 1650 х 1960 |
| Масса станка с электрооборудованием и охлаждением, кг | 1500 | 1965 | 2400 |
- Оптический профилешлифовальный станок 395-м. Паспорт и руководство, 1963
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Наерман Е.С. Справочник молодого шлифовщика, 1991.
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики шлифовальной группы
- Ремонт, восстановление и модернизация шлифовальных станков: американский подход
- Круглое шлифование. Обработка на круглошлифовальных станках. Методы шлифования
- Наладка круглошлифовального станка при установке деталей в центрах
- Шлифовальные станки с ЧПУ
- Маркировка шлифовальных кругов
- Испытания и проверка металлорежущих станков на точность
- Шлифовальные станки. Рынок шлифовальных станков в России
- Заводы производители шлифовальных станков
- Справочник шлифовальных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители