Сварка швов различной протяженности
К
атегория:
Сварка металлов
Сварка швов различной протяженности
Далее: Сварка металла малой толщины
Сварные швы по протяженности делят на три группы. Протяженность сварных швов имеет большое значение для выбора порядка их выполнения.
Короткие швы сваривают способом «на проход», т. е. непрерывным движением дуги от одного конца шва к другому в одном направлении. При многослойной сварке каждый последующий слой накладывают в направлении, противоположном предыдущему.
Швы средней длины сваривают от середины шва к краям, либо обратноступенчатым способом. Такой порядок наложения швов уменьшает внутренние напряжения и деформации. Деформации, возникающие при наложении двух соседних коротких швов, имеют противоположное направление.
Обратноступенчатый способ сварки заключается в том, что весь шов разбивают на участки длиной 200—300 мм (ступени). Длину участка выбирают такой, чтобы провести сварку целым числом электродов. При сварке тонкого металла участки делают короче, при сварке более толстого — длиннее. Сварку каждого участка (ступени) ведут в направлении, обратном общему направлению сварки. Обратноступенчатый способ сварки имеет несколько разновидностей. Швы средней длины сваривают обратноступенчатым способом от одного конца шва к другому. Сварка каждой ступени производится в направлении предыдущего сваренного участка таким образом, что конец каждой ступени сваривают с началом предыдущей.
Швы большой протяженности сваривают обратноступенчатым способом от середины к краям. Если сварку выполняет один сварщик, то он накладывает швы в очередности, показанной на рис. 1 в.
Рис. 1. Сварка швов различной протяженности: а — от середины к краям шва; б — обратно-ступенчатым способом от одного конца шва к другому; в, г — обратно-ступенчатым способом от середины к краям шва; д — обрагно-ступенчатым способом от середины к краям шва вразбивку
Способ, показанный на рис. 60 д, предпочтителен, называется он так: обратноступенчатый способ сварки от середины к краям шва вразбивку. Если сварку выполняют два сварщика, то они накладывают швы в очередности, показанной на рис. 1 г.
При сварке обратноступенчатый способом многослойных швов концы участков (ступеней) в смежных слоях не должны совпадать, и их необходимо сдвигать на 15—20 мм, Это делают потому, что в точках начала и конца швов наиболее вероятно появление дефектов (непроваров, шлаковых включений). Каждый последующий слой следует выполнять в направлении, противоположном предыдущему.
Обратноступенчатый способ сварки: суть и назначение
Производится несколькими сварщиками одновременно. Применяется для уменьшения деформаций при сварке большой протяжённости и для того, чтобы избежать коробления заготовок от перегрева.
Напряжения и деформации возникают от неравномерного охлаждения или в результате усадки сварочной ванны в процессе охлаждения. Усадка вызывает деформации в прилегающем к ванне металле.
При автоматическом техпроцессе – однослойных швов любой длины, а также при ручной сварке – коротких, до 300 мм, швы заваривают с начала до конца, способ называют – напроход. Обратноступенчатый метод, как правило, подразумевает разбивку на участки от 100 до 300 мм.
Другие критерии классификации сварных соединений
Кроме способа соединения деталей швы различаются по другим параметрам:
- по форме шва различают выпуклые и плоские швы,
- по протяженности бывают сплошные и прерывистые швы,
- по положению свариваемых поверхностей в пространстве бывают горизонтальные, вертикальные, потолочные и нижние швы и другие классификации.
Перед началом работ важно определить вид сварочного шва по всем параметрам. Это поможет подобрать оптимальную технику выполнения сварки в каждом конкретном случае. Например, сварка углового соединения в вертикальном положении потребует более тщательной подготовки, чем сварка стыкового шва в нижнем положении.
Классификация швов в зависимости от длины
Короткими считают участки до 300 мм.
Средними – от 300 до 1000 мм. Дистанцию делят на несколько зон, каждую сваривают в направлении, противоположном предыдущей. Протяжённость соединений выбирают так, чтобы на них уходило от 2 до 3 целых электродов.
Длинные – больше 1000 мм. Делают обратноступенчатым способом от середины к краям. Соединения такой протяжённости применяют в судостроении и при изготовлении резервуаров большого объёма.
Сварка швов различной протяженности: а — от середины к краям шва; б — обратно-ступенчатым способом от одного конца шва к другому; в, г — обратно-ступенчатым способом от середины к краям шва; д — обратно-ступенчатым способом от середины к краям шва вразбивку
Технология выполнения швов различной протяженности.
Все сварные швы в зависимости от их длины условно разбивают на три группы: • короткие — до 250 мм; • средней длины — от 250 до 1000 мм; • длинные — от 1000 мм и более. Короткие швы выполняют «на проход» в одном направлении, т. е. при движении электрода от начала шва к концу (рис. 21, а). При выполнении швов средней длины и длинных возможно коробление изделий. Чтобы избежать этого, швы средней длины выполняют «на проход» от середины к концам (рис. 21, б) или обратноступенчатым способом (рис. 21, в), сущность которого состоит в том, что весь шов разбивают на участки длиной 100-350 мм с таким расчетом, чтобы каждый из них мог быть выполнен целым числом электродов (двумя, тремя и т. д.). При этом переход от участка к участку совмещается со сменой электрода. Каждый участок заваривается в направлении, обратном общему направлению сварки, а последний всегда заваривается «на выход». Длинные швы выполняют от середины к концам обратноступенчатым способом (рис. 21, г). В данном случае возможно организовать работу одновременно двух сварщиков.
Рис. 21. Выполнение швов различной длины: 1-7 — последовательность наложения швов
Билет № 22
Газовая сварка трубных конструкций.
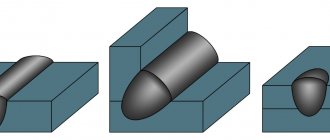
Широкое применение получила газовая сварка труб небольшого диаметра (до 100 мм с толщиной стенок до 2-3 мм), особенно при монтаже систем отопления и горячего водоснабжения, водопроводов, газопроводов и других трубчатых конструкций. Трубы сваривают чаще всего встык, так как стыковые соединения требуют наиболее простой подготовки кромок, наименьших затрат времени и расхода горючего газа. При толщине стенок труб до 5 мм сварку проводят без разделки кромок, а стык собирают с зазором 1,5-2 мм. При сварке труб с толщиной стенок более 5 мм применяют одностороннюю разделку кромок под углом 70-90º, оставляя притупление от 1,5 до 2,5 мм. Притупление необходимо для того, чтобы при сварке кромки не проплавлялись, и расплавленный металл не протекал внутрь трубы. В зависимости от назначения конструкции используют и другие способы стыковки труб — без скоса кромок с подкладным кольцом, с раструбом и вставным кольцом. Перед сваркой трубы выравнивают так, чтобы оси их совпадали, и прихватывают. Для центровки труб применяют центраторы и другие приспособления. Сварку труб можно выполнять как левым, так и правым способами. Газовой сваркой стыки сваривают в один слой. Если трубу можно поворачивать, то сварку ведут в нижнем положении; неповоротный стык сваривают во всех пространственных положениях, что является наиболее трудным для сварщика. Сварку труб большого диаметра (300 мм и более) выполняют четырьмя отдельными участками, как показано на рис. 56, а.
Рис. 56. Последовательность сварки труб большого диаметра: а — 200-300 мм; б — 500-600 мм; в — сварка без поворота
При сварке труб диаметром 500-600 мм сварку могут вести одновременно два сварщика. Вначале заваривают верхнюю часть трубы на участках 1 и 2 (рис. 56, б), затем трубу поворачивают и также одновременно заваривают участки 3 и 4. Если поворачивать трубу нельзя, то участки 3 и 4 сваривают в порядке, указанном на рис. 56, в, пунктирными стрелками.
Билет № 23
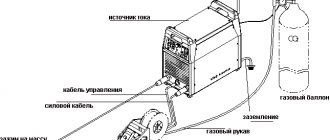
1. Вопрос Сварочные горелки (назначение, классификация, устройство, маркировка, подготовка к работе, требования техники безопасности). Сварочная горелка служит для смешивания горючего газа или паров горючей жидкости с кислородом и получения сварочного пламени. Сварочные горелки подразделяются следующим образом: • по способу подачи горючего газа и кислорода в смесительную камеру — инжекторные и безынжекторные; • по роду применяемого горючего газа — ацетиленовые, для газов-заменителей, для жидких горючих и водородные; • по назначению — универсальные (сварка, резка, пайка, наплавка) и специализированные (выполнение одной операции). Инжекторная горелка (рис. 15) — эта такая горелка, в которой подача горючего газа в смесительную камеру осуществляется за счет подсоса его струей кислорода, вытекающего с большой скоростью из отверстия сопла. Этот процесс подсоса газа более низкого давления струей кислорода, подводимого с более высоким давлением, называется инжекцией, а горелки данного типа — инжекторными.
Рис. 15. Конструкция инжекторной сварочной горелки: 1 — мундштук; 2 — сменный наконечник; 3 — смесительная камера; 4 — сопло инжектора; 5 — кислородный вентиль; 6 — кислородный ниппель; 7 — ацетиленовый вентиль; 8 — ацетиленовый ниппель
Для нормальной работы инжекторных горелок необходимо, чтобы давление кислорода было 0,15-0,5 МПа, а давление ацетилена значительно ниже — 0,001-0,12 МПа. Принцип действия ее заключается в следующем. Кислород из баллона под рабочим давлением через ниппель, трубку и вентиль 5 поступает в сопло инжектора 4. Выходя из сопла инжектора с большой скоростью, кислород создает разряжение в ацетиленовом канале, в результате этого ацетилен, проходя через ниппель 6, трубку и вентиль 7, подсасывается в смесительную камеру 3. В этой камере кислород, смешиваясь с горючим газом, образует горючую смесь. Горючая смесь, выходя через мундштук 1, поджигается и, сгорая, образует сварочное пламя. Подача газов в горелку регулируется кислородным вентилем 5 и ацетиленовым 7, расположенными на корпусе горелки. Сменные наконечники 2 подсоединяются к корпусу горелки накидной гайкой. Безынжекторная горелка — это такая горелка, в которой горючий газ и подогревающий кислород подаются примерно под одинаковым давлением 0,05-0,1 МПа. В них отсутствует инжектор, который заменен простым смесительным соплом, ввертываемым в трубку наконечника горелки. Правила обращения с горелками:
1. Не допускается эксплуатация неисправных горелок, так как это может привести к взрывам и пожарам, а также ожогам газосварщика. 2. Исправная горелка дает нормальное и устойчивое свариваемое пламя. 3. Для проверки инжектора горелки к кислородному ниппелю подсоединяют рукав от кислородного редуктора, а к корпусу горелки — наконечник. Наконечник затягивают ключом, открывают ацетиленовый вентиль и кислородным редуктором устанавливают необходимое давление кислорода соответственно номеру наконечника.
Пускают кислород в горелку, открывая кислородный вентиль. Кислород, проходя через инжектор, создает разрежение в ацетиленовых каналах и ацетиленовом ниппеле, которое можно обнаружить, приставляя палец руки к ацетиленовому ниппелю. При наличии разряжения палец будет присасываться к ниппелю. При отсутствии разряжения необходимо закрыть кислородный вентиль, отвернуть наконечник, вывернуть инжектор и проверить, не засорено ли его отверстие. При засорении его необходимо прочистить, при этом надо проверить также отверстия смесительной камеры и мундштука. Убедившись в их исправности, повторяют испытание на подсос (разрежение). 4. Величина подсоса зависит от зазора между концом инжектора и входом в смесительную камеру. Если зазор мал, то разрежение в ацетиленовых каналах будет недостаточным, в этом случае следует несколько вывернуть инжектор из смесительной камеры. 5. Вначале немного открывают кислородный вентиль горелки, создавая тем самым разрежение в ацетиленовых каналах. Затем открывают ацетиленовый вентиль и зажигают горючую смесь. 6. Пламя регулируют ацетиленовым вентилем при полностью открытом кислородном. 7. При хлопках сначала перекрывают ацетиленовый, а потом кислородный вентили. 8. Причины хлопков: • сильный перегрев горелки; • засорение мундштука горелки; • если скорость истечения горючей смеси станет меньше скорости ее сгорания, то пламя проникнет в канал мундштука и произойдет обратный удар. 9. В этом случае горелку нужно погасить, охладить ее водой и прочистить мундштук иглой.
Билет №24
Способы выполнения сварочных швов различной длины
Размер каждого захвата определяют так, чтобы ушло целое число электродов. Делают это для того, чтобы сварочная ванна прогревалась равномерно. Если металл тонкий – швы короче, толстый – длиннее. Разновидности обратноступенчатой сварки:
- Секциями – сварку ведут параллельно и одновременно два сварщика.
- Каскадом – ступеньками слой за слоем: после первого зачищают и подготавливают поверхность, второй делают длиннее первого. Отступают в сторону 30-40 мм и накладывают третий слой.
- Горкой – каскады швов ведут навстречу друг другу, образуя горку.
Чтобы избежать деформации, используют электроды большего диаметра и большую величину тока. Вертикальный нахлёсточный и кольцевой тавровый шов делают с двух сторон обратноступенчатым способом.
Заготовки толщиной больше средней соединяют многослойными швами. При этом первый – непрерывный, последующие – обратноступенчатые, секциями. Концы участков в смежных слоях совпадать не должны, их сдвигают на 15-20 мм из-за того, что в конечных точках вероятны шлаковые включения и непровары.
Электрическая дуга при ручной дуговой сварке
Возбуждение сварочной дуги
Возбуждение дуги может происходить двумя способами. Можно прикоснуться электродом к свариваемому металлу, а потом отвести электрод на расстояние 3-4мм, поддерживая горение образовавшейся дуги.
Можно зажечь дугу, быстрым боковым движением прикоснувшись к свариваемому металлу и затем отвести электрод на расстояние также 3-4мм (это движение подобно тому, как зажигается спичка). Прикосновение электрода к металлу должно быть кратковременным, иначе электрод приваривается к металлу. Отрывать приварившийся электрод следует, резкими движениями поворачивая его в стороны.
Длина электрической дуги
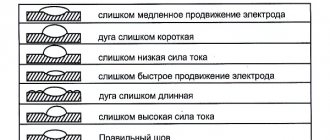
В процессе сварки металла необходимо поддерживать сварочную дугу определённой длины, в зависимости от марки электрода и его диаметра. Длина дуги, во многом, определяет качество сварки и форму сварного шва.
Рекомендуемая длина сварочной дуги составляет 0,5-1,1 от диаметра электрода. Если дуга короткая, то это может вызвать приварку электрода к металлу, прерывание дуги и нарушения процесса сварки.
При большой длине дуги её горение становится неустойчивым, уменьшается глубина провара, происходит разбрызгивание расплавленного электродного металла и происходит насыщение металла шва азотом и кислородом. При этом трудно получить сварной шов с требуемой формой. Для электродов с толстым покрытием рекомендуемую длину дуги производитель указывает в паспорте. Умение поддерживать постоянную длину дуги, на протяжении всего процесса сварки, определяет профессиональный уровень сварщика.
НАЛОЖЕНИЕ ШВОВ ПРИ ТОЛШИНЕ МЕТАЛЛА БОЛЕЕ 15 ММ
ПРИ КАСКАДНОМ МЕТОДЕ шов разбивают на участки по 200 мм. После сварки первого слоя первого участка, не останавливаясь, продолжают укладывать первый слой на соседнем участке.Тогда каждый последующий слой накладывается на не успевший остыть металл предыдущего слоя
СВАРКА «ГОРКОЙ» — разновидность каскадного метода. Ведется двумя сварщиками одновременно от середины к краям
Оба метода — это обратноступенчатая сварка не только по длине, но и по сечению шва, причем зона сварки всегда остается горячей
ПРИ СВАРКЕ БЛОКАМИ шов заполняют отдельными ступенями по всей высоте сечения шва. Применяют при соединении деталей из сталей, закаливающихся при сварке
Источник
Техника движения электрода при ручной дуговой сварке
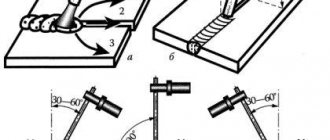
При выполнении сварки, электрод должен двигаться в трёх направлениях, показанных на рисунке слева.
Первое движение (направление а) — поступательное перемещение вдоль оси электрода (поз.1) в зону сварки. Для сохранения устойчивой дуги, скорость этого движения равна скорости плавления электрода.
Второе движение (направление б) — поступательное движение электрода вдоль линии сварного шва (поз.2). Скорость этого перемещения зависит от силы сварочного тока, диаметра электрода и других факторов.
При слишком большой скорости возникает риск возникновения непроваров. Подобные дефекты в сварном шве образуются из-за того, что при большой скорости перемещения электрода, наплавляемый металл не успевает сплавляться с основным металлом. При малой скорости перемещения электрода, возможен перегрев и прожог свариваемого металла (особенно при сварке тонкого металла) и снижается производительность сварки. При отсутствии поперечных перемещений электрода, сварной шов получается шириной около 1,5 диаметра электрода. Подобными швами сваривают тонколистовой металл, а также проваривают корень многослойного сварного шва.
Третье движение электрода — это поперечные колебательные перемещения электрода (стрелка в). Применяются для получения необходимой ширины шва и глубины проплавления. Поперечные движения замедляют процесс остывания полученного сварного шва, способствуют выведению газов и шлаков и обеспечивают хорошее сплавление основного и наплавленного металла, значительно повышая качество сварки. Кратер, получившийся в конце наплавки валика, тщательно заваривают.
Положение электрода при ручной дуговой сварке
Положение электрода в процессе сварки зависит от пространственного расположения шва, толщины и марки свариваемого металла, диаметра самого электрода, толщины и марки его покрытия.
Сварку можно выполнять справа налево, слева направо, от себя, к себе. При этом, при любом направлении сварки, угол наклон электрода должен обеспечивать проплавление металла на небольшую глубину и правильное формирование сварного шва. На рисунке справа показано рекомендуемое положение электрода при сварке в различных направлениях: