Параметры дюймовой резьбы
Требования к эталонным параметрам цилиндрической дюймовой резьбы прописаны в ГОСТ 6111-52. Здесь же указаны такие базовые характеристики резьбовых соединений, как шаг и диаметр.
- Наружный диаметр — расстояние между верхними точками резьбовых гребней на противоположных сторонах трубы. Чтобы узнать его, можно использовать линейку или штангенциркуль.
- Внутренний диаметр — расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, находящейся на противоположной стороне трубы.
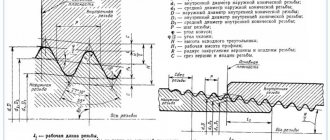
Основные параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно рассчитать высоту ее профиля. Для этого достаточно определить разницу между диаметрами.
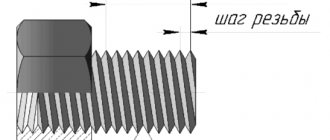
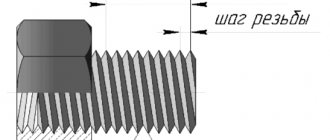
Шаг дюймовой резьбы обозначает расстояние, которое разделяет два соседних гребня (или две соседние впадины). Резьбовой шаг как правило не превышает 3 мм, поэтому для его измерения используют высокоточные линейки.
Измерение шага дюймовой резьбы
Отличия дюймовой резьбы от метрической
Метрическая и дюймовая резьбы различаются количеством витков на резьбовом шаге и разным углом наклона при вершине. У дюймовой резьбы он более острый и равняется 55 градусам. Остальные различия происходят из этого.
- Из-за более острого угла наклона меняется профиль резьбовых гребней. У дюймовых соединений гребни более длинные, но менее широкие. У метрического профиля гребни по форме более сбалансированные (шире и не такие длинные).
- Из-за разницы профилей соединить детали с метрической и дюймовой резьбой не представляется возможным. Крепеж будет очень хрупким и негерметичным, что может привести к протечке жидкостей при транспортировке.
Различия в профиле дюймовой, метрической и трубной резьбы
Где какая используется?
Метрические резьбы используются по всему миру в разных сферах деятельности. Они применяются при производстве крепежных элементов, бытовых приборов, промышленной техники, автомобилей, сантехнических изделий.
Интересное: Виды оборудования для резки металла
Дюймовые резьбы активно применяются в США, Канаде, некоторых странах Европы. Единственное направление деятельности, где ими замещают метрические соединения — сантехника.
Дюймовые резьбовые соединения имеют одну важную особенность, которой лишены метрические резьбы. При измерении десятых долей миллиметра могут возникать разные трудности, снижаться точность измерения. В процессе измерения дюймовых соединений используется шаг в ¼ дюйма. Благодаря этому повышается точность измерений, упрощается обозначение.
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся размеры метрических резьб с размерами дюймовых резьб можно, пользуясь данными таблицы, приведенной ниже.
Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64 мм
Разновидности дюймовой резьбы
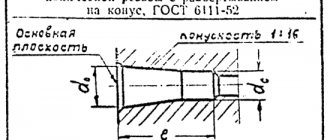
Дюймовая резьба может быть цилиндрической или конической. При цилиндрическом соединении размеры внешнего и внутреннего диаметра сохраняются по всей длине запчасти. Резьбовой шаг имеет фиксированный размер, а количество витков взаимосвязано с шагом. Запчасти с таким соединением более прочные и надежные.
При конусном соединении резьба имеет переменный диаметр. Наибольшее применение получили резьбы с сужающимся диаметром, при котором диаметр у основания больше диаметра у хвоста запчасти. На детали с конусным соединением нередко наносят двойную маркировку, указывая не только начальный, но и конечный диаметр. Резьба коническая дюймовая прочнее и медленнее истирается, однако наносить ее сложнее, а ошибки в процедуре могут серьезно ухудшить качество соединения.
Технология нарезания дюймовой резьбы
Нарезание трубной дюймовой резьбы может производиться ручным и механическим способами. Опишем оба варианта.
Способ 1. Нарезание резьбы вручную
Вручную дюймовую резьбу нарезают метчиком (внутренняя резьба) или плашкой (наружная). Операции проводятся в такой последовательности.
- Трубу зажимают в тисках, а инструмент фиксируют: если это метчик, то в воротке, если плашка, то в плашкодержателе.
- Плашку надевают на конец трубы, метчик вставляют в ее просвет.
- Инструмент вворачивают в трубу или навинчивают на ее конец, вращая вороток или плашкодержатель.
- При необходимости добиться более точного результата процедуру нарезания дюймовой резьбы повторяют несколько раз.
Способ 2. Нарезание резьбы на токарном станке
Механический способ подразумевает нарезание дюймовой резьбы на токарном станке. В ходе работы нужно придерживаться такого алгоритма.
- Трубу зажимают в патроне станка, на суппорте которого установлен резьбонарезной резец.
- На конце трубы резцом снимают фаску, после чего настраивают скорость резания.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Нарезать дюймовую трубную резьбу на токарном станке можно только в том случае, если изделия обладают достаточным запасом жесткости и прочности. Механический способ гарантирует точный и качественный результат, но требует от мастера больших умений.
Способы нарезки
Дюймовая резьба может наноситься практически на любые цилиндрические или конические детали. Это могут быть трубы, болты, специальные заготовки и так далее. Основные способы нарезки:
- Ручная нарезка. При таком способе обработки нарезка осуществляется с помощью метчика или плашки. Главным плюсом технологии является высокая мобильность методики. Рабочему не нужно нести заготовку в цех для нарезки — можно взять с собой весь необходимый инструмент, чтобы выполнить нарезку на месте. Для нарезки рекомендуется зафиксировать заготовку в тисках. Потом нужно надеть плашку на конец трубы либо вставить метчик во внутреннюю часть трубы. После этого нужно провернуть инструмент для создания внутренней или внешней резьбы на детали. Чтобы упростить работу, рекомендуется использовать плоскогубцы или похожее оборудование. При необходимости ручную нарезку можно выполнить в несколько заходов (это увеличит качество обработки).
- Применение токарных станков. В таком случае обработка выполняется с помощью нарезного резца, который можно использовать для создания внешней или внутренней резьбы. Станки обычно имеют крупные габариты и электрическое питание, что делает их не слишком мобильными. Для нарезки заготовка фиксируется в патроне станка, а резец вставляется в суппорт. После включения станка выполняется нарезание детали, а с помощью суппорта регулируется скорость работы, направление подачи резца. Современные токарные станки могут оборудоваться панелью ЧПУ, что позволяет автоматизировать ряд процедур и упростить задачу рабочему.
Каждая из технологий обладает своими плюсами и минусами. Ручную нарезку рекомендуется использовать в случае небольшого количества деталей (домашнее производство или небольшая мастерская). Токарная нарезка подойдет для крупных или средних производств с высокой производственной загруженностью. Перед проведением работ необходимо оценить параметры изделия (толщина, жесткость, габариты). В случае больших крупногабаритных деталей рекомендуется станковый способ обработки, поскольку ручная нарезка может быть невозможна по объективным причинам (рабочий будет быстро уставать, что снизит скорость нарезки).
Классы точности и правила маркировки дюймовой резьбы
Дюймовая резьба по ГОСТу может соответствовать одному из классов точности: 1, 2 или 3. Соседнее место с цифрой, обозначающей класс точности, занимает буква А (соответствует наружной резьбе) или В (внутренней). Отметим, что 1-му классу точности соответствуют самые грубые резьбы, а 3-му самые точные, именно к ним предъявляются наиболее жесткие требования.
Понять, каким параметрам соответствует конкретный резьбовой элемент, необходимо разобраться с обозначениями, которые на него нанесены. В маркировке имеется следующая информация:
- номинальный размер дюймовой резьбы;
- число витков на дюйм длины;
- группа;
- класс точности.
Маркировка наносится на саму деталь или упаковку с деталями и представляет собой буквенно-числовой код следующего вида T1 T2 X Y1 Y2 — Z.
Этот код расшифровывается следующим образом.
- Т1 — параметр говорит о категории резьбовой запчасти и может иметь несколько значений: М (метрическая резьба), МК (коническая), Tr (трапециевидная однозаходная), S (упорная однозаходная), G (трубная цилиндрическая).
- Т2 — обозначает внешний диаметр запчасти, для дюймовых резьб указывается в дюймах.
- Х — символ-разделитель, который не несет смысловой нагрузки, но обязателен к нанесению по ГОСТу.
- Y1 — ширина резьбового шага, которая даже на дюймовых резьбах указывается в миллиметрах. В редких случаях параметр может указываться в дюймах, но тогда рядом с числом ставятся две насечки, которые говорят, что перед нами дюймы.
- Y2 — направление резьбового винта. Есть резьба левая, параметр обозначают как LH. Если правое — его пропускают.
- — тоже относится к символам-разделителям, который отделяет главную часть кода от параметра Z.
- Z — параметр, который указывает на класс точности резьбы. Может принимать вид обозначений 4k, 6h, 6E, 8G, 8D и др.
Пример условного обозначения дюймовой резьбы
Расшифровка маркировки дюймовой резьбы
Обозначение дюймовой резьбы в технической документации разберем на примере маркировки G 2” LH-2-40.
- G — показывает, что резьба трубная цилиндрическая.
- Цифра 2 указывает на размер наружного диаметра в дюймах.
- LH — эти буквы говорят о том, что резьба левая.
- Цифра 2 информирует о классе точности.
- Цифра 40 указывает на длину завинчивания.
Диаметры стальных труб
В практике существуют диаметры: номинальный, внутренний, наружный, условный проход. Значения указывают в маркировке труб: для стальных — в дюймах, для других — в миллиметрах. Как определить диаметр стальной трубы в мм? В этом помогут таблицы соответствия диаметров изделий из стали.
Основной характеристикой стальной трубы является ее диаметр. Этот параметр определяет назначение, длину трубопровода, состав и физические характеристики транспортируемого вещества. Все значения диаметра стандартизированы и регламентируются нормативными документами – типоразмеры и требования к изделиям регламентируются ГОСТ. Каждому типу трубы соответствует свой стандарт.
Какие диаметры труб существуют
Теоретически диаметр трубы достаточно упрощенно добавляют в формулы при определении каких-либо величин. На практике все сложнее – различают наружный, внутренний, номинальный диаметры, толщину стенки. Какие понятия встречаются и что они означают:
- Условный проход – внутренний размер трубы, определяемый в миллиметрах. В дюймах требует округления величины. Используется для правильной стыковки двух изделий, например, трубопровода и фитинга.
- Толщина стенок трубы (S)– физическая величина в миллиметрах, от которой зависят многие качественные показатели изделия, в том числе проходимость, объем. Определяется как разница между наружным и внутренним диаметром.
- Внутренний диаметр – физическая величина в миллиметрах, важный параметр для определения проходимости магистрали. Формула для расчета: Двн=Дн-2S
- Наружный диаметр (Дн) – имеет малые размеры (5…102 мм), средние – 103…426 мм, большие – 427 мм и более.
- Оминальный диаметр – близкий по определению к условному проходу, но имеет более точные значения.
Численная величина диаметров стальных труб
Огромный сортамент стальных труб различного назначения, исполнения, видов представляется в виде таблиц, где основными параметрами являются:
- условный проход (или номинальный диаметр);
- наружный диаметр трубы;
- толщина стенки.
Иногда в таблицу диаметров стальных труб вводят значения массы изделия в зависимости от ее размеров, а также параметры номинального диаметра.
Табличные значения диаметров стальных труб
Таблицами удобно пользоваться при определении точных размеров изделий при их соединении. Например, трубы из стали чаще всего обозначают в дюймах — эта размерность принята во многих уголках мира. В то время как полимерные изделия принято исчислять в миллиметрах, что создает некоторые трудности при стыковке металлопластиковых, чугунных, медных труб со стальными в водопроводной системе. Таблицы соответствия диаметров помогают определить нужные размеры стыковочных элементов и правильно их соединить.
Таблица 1. Типоразмеры стальных сварных и бесшовных труб
| Условный проход трубы (Dy) мм | Диаметр резьбы (G), дюйм | Наружний диаметр трубы (Dнар),мм | ||
| Водогазопроводная труба стальная | Бесшовная стальная | Полимерная | ||
| 10 | 3/8″ | 17 | 16 | 16 |
| 15 | 1/2″ | 21,3 | 20 | 20 |
| 20 | 3/4″ | 26,8 | 26 | 25 |
| 25 | 1″ | 33,5 | 32 | 32 |
| 32 | 1 1/4″ | 42,3 | 42 | 40 |
| 40 | 1 1/2″ | 48 | 45 | 50 |
| 50 | 2″ | 60 | 57 | 63 |
| 65 | 2 1/2″ | 75,5 | 76 | 75 |
| 80 | 3″ | 88,5 | 89 | 90 |
| 90 | 3 1/2″ | 101,3 | 102 | 110 |
| 100 | 4″ | 114 | 108 | 125 |
| 125 | 5″ | 140 | 133 | 140 |
| 150 | 6″ | 165 | 159 | 160 |
В таблице 1 параметрам условного прохода в мм соответствуют определенные значения внутреннего диаметра в дюймах. Обратите внимание, как различаются значения наружного диаметра у разного вида труб: бесшовной, электросварной, металлопластиковой. Разница может достигать 17 мм.
Как правильно перевести дюймы в миллиметры
Дюймовая размерность при переводе на миллиметры округляется в большую сторону. Очевидно, что, зная константу 1 дюйм равен 2,54 см, можно самостоятельно высчитать значения диаметра согласно метрической размерности.
Но проблема не в том, как посчитать, а как правильно определить диаметр. Как показывают практические измерения стальных труб, их маркированный диаметр в дюймах не соответствует измеренным данным в миллиметрах.
То есть, указан размер 1” (соответственно 25,4 мм), а на деле получается 33,5 мм. В чем причина такого несоответствия?
Прежде всего, в обозначении штампуют внутренний диаметр трубы. Во-вторых, за единицу измерения диаметра принимается размерность условного прохода (Ду), который указывается в целых числах.
Причем величина размера растет с ростом индекса (проходимости) трубы на 40-60% с каждым шагом.
Условный проход трубы соответствует внутреннему просвету (номинальному диаметру) магистрали, но в качестве окончательного значения принимается целое число с округлением рассчитанного в большую сторону. Стандартизируют условный проход магистрали по ГОСТ 355-52.
Чтобы правильно выбрать элементы газо- и водопровода с дюймовой маркировкой, лучшим вариантом будет применение таблиц. При соединении элементов водогазопровода с метрической и дюймовой системами измерения (например, стальных трубопроводов с изделиями из меди, латуни, полипропилена) важно учитывать не только внутренний, но и наружный диаметр.
Таблица 2. Значения диаметров стальных труб в соответствии с дюймовой размерностью
| Диаметры, дюйм | Диаметры, мм |
| 1/2 | d15 |
| 3/4 | d20 |
| 1′ | d25 |
| 1’/1/4 | d32 |
| 1’/1/2 | d40 |
| 2′ | d50 |
| 2’/1/2 | d65 |
| 3′ | d89 |
| 4′ | d100 |
Стандартные размеры стальных труб
Общепринятые стандартные значения внутреннего диаметра стальных труб определяются рядом: 6, 10, 15, 20, 25, 32, 40, 50, 65, 80, 100, 110 и т.д. Условный проход трубы, исчисляемый в дюймах, при пересчете на метрическую систему как раз округляется в большую сторону до ближайшего параметра из стандартного ряда.
Таблица 3. Стандартные диаметры стальных труб
| Категория диаметров | Размеры, мм |
| Малые | 10; 10,2; 12; 13; 14; (15); 16; (17); 18; 19; 20; 21,3; 22; (23); 24; 25; 26; 27; 28; 30; 32; 33; 33,7; 35; 36; 38; 40; 42; 44,5; 45; 48; 48,3; 51; 53; 54; 57; 60; 63,5; 70; 73; 76; 88; 89; 95; 102; 108. |
| Средние | 114; 127; 133; 140; 152; 159; 168; 177,8; 180; 193,7; 219; 244,5; 273; 325; 355,6; 377; 406,4; 426; (478); 530. |
| Большие | 530; 630; 720; 820; 920; 1020; 1120; 1220; 1420. |
Наиболее часто используемые трубы – диаметром от 426 до 1220 мм. Это магистрали для водо-, газопроводных, канализационных, оросительных систем.
Для водопровода и отопления в квартирах многоэтажных и частных строений применяются трубы малого диаметра. Изделия среднего диаметра из стали используют для стояков в городской инфраструктуре, а также в нефтепромысловой отрасли. Это изделия диаметром ¾», для разводки внутри ½».
По таблицам аналогично определяют диаметры труб из пластика, меди, латуни. Методика перевода дюймовой размерности в метрическую используется при соединении изделий из разных материалов. При наличии фитингов монтаж газоводопроводных магистралей из стали упрощается – в соединительных элементах уже учтены эти нюансы.