Сварочный аппарат из латра своими руками — Справочник металлиста
Если у вас есть необходимость выполнения каких-нибудь несложных сварочных работ для бытовых нужд, вовсе не обязательно приобретать дорогостоящий заводской агрегат. Ведь если знать некоторые тонкости, можно без труда собрать сварочный аппарат своими руками, о чем и пойдет речь ниже.
Любые аппараты для сварки бывают электрическими или же газовыми. Стоит сразу сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку они включают в себя взрывоопасные баллоны с газом, держать такую установку дома не стоит.
Поэтому в контексте самостоятельной сборки конструкций речь пойдет исключительно об электрических вариантах. Такие агрегаты также подразделяются на разновидности:
- Установки-генераторы — оснащены собственным генератором тока. Отличительная черта — большой вес и габариты. Для домашних нужд такой вариант не подойдет, да и собрать самостоятельно его будет сложно.
- Трансформаторы — такие установки, в особенности полуавтоматического типа, очень распространены среди тех, кто делает сварочное оборудование самостоятельно. Питаются от сети в 220 или 380 В.
- Инверторы — такие установки просты в применении и идеально подходят для дома, конструкция компактная и мало весит, но электронная схема достаточно сложна.
- Выпрямители — эти аппараты просто собирать и применять по назначению. С их помощью даже новичок может выполнять качественные сварные швы.
Как сделать сварочный аппарат инверторного типа
Чтобы в домашних условиях собрать инвертор, потребуется схема, которая позволит соблюсти нужные параметры. Рекомендуется брать детали от старых советских приборов:
- транзисторов;
- диодов;
- дросселей;
- готовых трансформаторов;
- конденсаторов;
- резисторов;
- тиристоров.
Параметры для аппарата можно выбирать такие:
- Он должен работать с электродами, диаметр которых не превышает 5 мм.
- Максимальный показатель рабочего тока равен 250 А.
- Источник напряжения — сеть бытовая на 220 В.
- Регулировка сварочного тока варьируется от 30 до 220 А.
Инструмент включает такие компоненты:
- блок питания;
- выпрямитель;
- инвертор.
Начинаем с намотки трансформатора и действуем в такой последовательности:
- Возьмите ферритовый сердечник.
- Выполните первую обмотку (100 витков посредством провода ПЭВ 0,3 мм).
- Вторая обмотка — 15 витков, проводом с сечением 1 мм).
- Третья обмотка — 15 витков проводом ПЭВ 0,2 мм.
- Четвертая и пятая — соответственно по 20 витков проводами с сечением 0, 35 мм.
- Чтобы охладить трансформатор, возьмите вентилятор от компьютера.
Чтобы транзисторные ключи работали непрерывно, напряжение следует на них подавать после выпрямителя и конденсаторов. Блок выпрямителя соберите по схеме на плате, а все узлы прибора закрепите в корпусе. Можно использовать старый корпус от радиоустройства, а можно его сделать и самостоятельно.
С лицевой части корпуса устанавливается светодиодный индикатор, который показывает, что прибор включен в сеть. Здесь же можно поставить дополнительный выключатель, а также защитный предохранитель. Еще его можно установить на заднюю стенку и даже в сам корпус.
Все зависит от его размеров и конструктивных особенностей. Переменное сопротивление устанавливается на лицевой части корпуса, с его помощью можно регулировать рабочий ток. Когда вы собрали все электрические схемы, проверьте аппарат специальным прибором или тестером и можете провести его испытание.
Сварочный трансформатор своими руками
Сборка трансформаторного варианта будет от предыдущей несколько отличаться. Этот агрегат работает на переменном токе, но для сварки постоянным током нужно собрать к нему простую приставку .
Для работы вам потребуется трансформаторное железо для сердечника, а также несколько десятков метров толстого провода или толстой медной шины. Все это можно найти в пункте приема металлов. Сердечник лучше всего делать П-образным, тороидальным либо круглым. Многие также берут статор от старого электромотора.
Инструкция сборки П-образного сердечника выглядит таким образом:
- Возьмите трансформаторное железо сечением от 30 до 55 с м2. Если показатель будет больше, аппарат получится слишком тяжелым. А если сечение будет меньше 30, прибор не сможет корректно работать.
- Возьмите медный обмоточный провод сечением около 5 мм2, оснащенный термостойкой изоляцией из стеклоткани или хлопка. Изоляция важна, поскольку во время работы обмотка может нагреться до 100 градусов и выше. У обмоточного провода сечение квадратное или прямоугольное сечение. Однако такой вариант отыскать сложно. Подойдет и обычный с аналогичным сечением, но только вам нужно будет снять с него изоляцию, обмотать стеклотканью и тщательно пропитать электротехническим лаком, после чего высушить. В первичной обмотке 200 витков.
- Вторичная обмотка потребует порядка 50 витков. Провод обрезать не нужно. Включите в сеть первичную обмотку, а на проводах вторичной отыщите место, где напряжение составляет около 60 В. Для поиска такой точки отматывайте или наматывайте дополнительные витки. Провод может быть алюминиевым, но сечение должно быть больше, чем для первичной обмотки, в 1,7 раза.
- Готовый трансформатор установите в корпус.
- Чтобы вывести вторичную обмотку, потребуются медные клеммы. Возьмите трубку диаметром 10 мм и длиной около 4 см. Расклепайте ее конец и просверлите отверстие с диаметром в 10 мм, а в другой конец вставьте конец провода, предварительно очищенный от изоляции. Далее, обожмите его легкими ударами молотка. Чтобы усилить контакт провода с трубкой-клеммой, нанесите керном на нее насечки. Самодельные клеммы прикрутите к корпусу гайками и болтами. Детали лучше всего использовать медные. Наматывая вторичную обмотку желательно делать отводы через каждые 5−10 витков, они позволят менять ступенчато напряжение на электроде;
- Для изготовления электродержателя возьмите трубу с диаметром около 20 мм и длиной порядка 20 см. На концах примерно в 4 см от торцевой части выпилите выемки до половины диаметра. В выемку вставьте электрод и прижмите пружиной на основе приваренного куста проволоки из стали с диаметром 5 мм. Ко второму кону прикрепите такой же провод, который использовался для вторичной обмотки, с помощью гайки и винта. Наденьте на держатель резиновую трубку с подходящим внутренним диаметром.
Готовый аппарат к сети лучше всего подключать с помощью проводов с сечением от 1,5 с м 2 и более, а также рубильника. Ток в первичной обмотке обычно не превышает показатель в 25 А, а во вторичной колеблется в пределах 6—120 А.
Во время работы с электродами диаметром 3 мм через каждые 10−15 делайте остановки, чтобы трансформатор остыл. Если электроды более тонкие, это не нужно. Более частые перерывы нужны, если вы работаете в режиме резки.
Особенности выполнения точечной сварки
Точечная сварка своими руками обладает рядом достоинств перед другими видами:
- экономичность;
- простота проведения;
- прочность полученных соединений.
Качество сварного соединения зависит от нескольких составляющих, прежде всего от материала, из которого сделаны электроды. Рекомендуется использовать для этих целей медные стержни – они прочны, обладают высокой электро- и теплопроводностью. Важный параметр – сечение электрода. Оно должно быть в два–три раза меньше в диаметре, чем сварная точка.
Точечный сварочный аппарат (споттер) можно изготовить самостоятельно – схема точечной сварки достаточно простая. Чтобы сделать контактную сварку, понадобится трансформатор мощностью более 1 кВт. Часто для этих целей используют элемент вышедшей из строя микроволновой печи. Размер трансформатора должен позволять сделать 2–3 витка обмотки толстым кабелем, а длина кабеля составлять 1,5 м.
На трансформаторе заменяют вторичную обмотку, оставив нетронутой первичную. Новая вторичная обмотка делается алюминиевым проводом в изоляции диаметром 1–2 мм, к которому присоединяют наконечники. Мощный провод обеспечит силу тока 1000 А.
Изготовление прибора своими руками
После готовности трансформатора первичную обмотку подсоединяют к источнику питания и определяют напряжение на вторичной обмотке (получается 2–2,8 В).
К корпусу, детали которого можно сделать из дерева или ДСП, последовательно монтируют трансформатор, кабель с выключателем, делают заземление.
После завершения монтажа корпуса монтируют сварочные «клещи». Электроды лучше изготовить из медного провода, а закрепить их в дюралюминиевых держателях на деревянных брусках. Для роли электродов подходит отшлифованное «жало» старого ненужного паяльника.
Кабель к электродам присоединяется при помощи четырех клемм. Две верхних согнуты по направлению друг к другу – в них вставляются электроды, а в две нижних подсоединяют наконечники кабеля вторичной обмотки.
Нижний электрод чаще закрепляют в неподвижном состоянии, двигается верхний. Самодельная контактная сварка подключается к сети через выключатель-автомат в 20 А.
Дроссель для сварки применяется для регулирования силы тока – без него она будет максимальной. Подключают дроссель к вторичной обмотке, он добавляет сопротивление и уменьшает силу тока.
Аппарат контактной сварки можно оснастить вентилятором, выполняющим роль охладительной системы.
Самодельная точечная сварка работает от сети с напряжением 220 В.
Совет. Для увеличения мощности споттера используют несколько трансформаторов, но это влечет падение напряжения в сети. Поэтому контактная сварка своими руками осуществляется при помощи самодельных аппаратов, мощность которых ограничена – обеспечивает силу тока в 1000–2000 А.
Качество проведения сварочных работ своими руками зависит от нескольких условий:
- давления на металл – усилие на прижим должно быть достаточным;
- диаметра электрода;
- силы тока, протекающего через электрод;
- время прижима должно быть больше времени сварки (прижимать электроды следует немого дольше, чем течет ток).
Радиосхемы. — Сварочный аппарат из ЛАТРА
материалы в категории
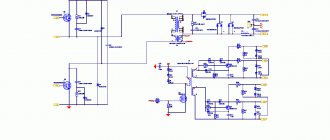
В основе этого аппарата — легко поддающийся модернизации 9-амперный лабораторный автотрансформатор ЛАТР2 и самодельный тиристорный мини-регулятор с выпрямительным мостом. Они позволяют не только безопасно подключаться к бытовой осветительной сети переменного тока с напряжением 220В, но и изменять Uсв на электроде, а значит, выбирать нужную величину тока сварки.
Режимы работы задают с помощью потенциометра.
Совместное конденсаторами C2 и C3 он образует фазосдвигающие цепочки, каждая из которых, срабатывая во время своего полупериода, открывает соответствующий тиристор на некоторый промежуток времени.
В результате на первичной обмотке сварочного Т1 оказываются регулируемые 20-215 В. Трансформируясь во вторичной обмотке, требуемые -Uсв позволяют легко зажечь дугу для сварки на переменном (клеммы Х2, Х3) или выпрямленном (Х4, Х5) токе.
Схема превращающая ЛАТР в сварочный аппарат
Сварочный трансформатор на бaзe широко распространённого ЛАТР2 (а), его подключение к принципиальной электрической схеме самодельного регулируемого аппарата для сварки на переменном или постоянном токе (б) и эпюра напряжении поясняющая работу транзисторного регулятора режима горения злектродуги.
Резисторы R2 и R3 шунтируют цепи управления тиристоров VS1 и VS2. Конденсаторы C1, C2 снижают до допустимого уровень радиопомех, сопровождающих дуговой разряд. В роли светового индикатора HL1, сигнализирующего о включении аппарата в бытовую электросеть, используется неоновая лампочка с токоограничительным резистором R1.
Для подсоединения «сварочника» к квартирной электропроводке применима обычная штепсельная вилка Х1. Но лучше использовать более мощный электроразъём, который в обиходе называют «евровилка-евророзетка». А в качестве выключателя SB1 подойдёт «пакетник» ВП25, рассчитанный на ток 25 А и позволяющий размыкать оба провода сразу.
Как показывает практика, устанавливать на сварочном аппарате какие бы то ни было предохранители (противоперегрузочные автоматы) не имеет смысла. Здесь приходится иметь дело с такими токами, при превышении которых обязательно сработает защита на вводе сети в квартиру.
Для изготовления вторичной обмотки с базового ЛАТР2 снимают кожух-ограждение, токосъёмный ползунок и крепежную арматуру.
Затем на имеющуюся обмотку 250 В (отводы 127 и 220 В остаются невостребованными) накладывают надёжную изоляцию (например, из лакоткани), поверх которой размещают вторичную (понижающую) обмотку.
А это 70 витков изолированной медной или алюминиевой шины, имеющей в поперечнике 25 мм2. Приемлемо выполнение вторичной обмотки из нескольких параллельных проводов с таким же общим сечением.
Намотку удобнее осуществлять вдвоём. В то время как один, стараясь не повредить изоляцию соседних витков, осторожно протягивает и укладывает провод, другой удерживает свободный конец будущей обмотки, предохраняя её от скручивания.
Модернизированный ЛАТР2 помещают в защитный металлический кожух с вентиляционными отверстиями, на котором располагают монтажную плату из 10-мм гетинакса или стеклотекстолита с пакетным выключателем SB1, тиристорным регулятором напряжения (с резистором R6), светоиндикатором HL1 включения аппарата в сеть и выходными клеммами для сварки на переменном (Х2, Х3) или постоянном (Х4, Х5) токе.
При отсутствии базового ЛАТР2 его можно заменить самодельным «сварочником» с магнитопроводом из трансформаторной стали (сечение сердечника 45-50 см2). Его первичная обмотка должна содержать 250 витков провода ПЭВ2 диаметром 1,5 мм. Вторичная же ничем не отличается от той, что используется в модернизированном ЛАТР2.
На выходе низковольтной обмотки устанавливают блок выпрямителей с силовыми диодами VD3-VD10 для сварки на постоянном токе. Помимо указанных вентилей вполне приемлемы и более мощные аналоги, например, Д122-32-1 (выпрямленный ток — до 32 А).
Силовые диоды и тиристоры устанавливают на радиаторах-теплоотводах, площадь каждого из которых не менее 25 см2 . Наружу из кожуха выводят ось регулировочного резистора R6. Под рукояткой размещают шкалу с делениями, соответствующими конкретным величинам постоянного и переменного напряжения. А рядом — таблицу зависимости сварочного тока от напряжения на вторичной обмотке трансформатора и от диаметра сварочного электрода (0,8-1,5 мм).
Разумеется, приемлемы и самодельные электроды, изготовленные из углеродистой стальной «катанки» диаметром 0,5-1,2 мм. Заготовки длиной 250-350 мм покрывают жидким стеклом — смесью силикатного клея и измельченного мела, оставив незащищенными 40-мм концы, необходимые для подключения к сварочному аппарату. Обмазку тщательно высушивают, иначе при сварке она начнёт «постреливать».
Хотя для сварки можно использовать как переменный (клеммы Х2, Х3), так и постоянный (Х4, Х5) ток, второй вариант, по отзывам сварщиков, предпочтительнее первого. Причем полярность играет далеко немаловажную роль. В частности, при подаче «плюса» на «массу» (свариваемый предмет) и, соответственно,
подключении электрода к клемме со знаком «минус» имеет место так называемая прямая полярность. Для неё характерно выделение большего количества тепла, чем при обратной полярности, когда электрод подсоединен к положительному выводу выпрямителя, а «масса» — к отрицательному.
Обратная полярность применяется, если нужно уменьшить выделение тепла, например, при сварке тонких листов металла.
Почти вся выделяемая злектродугой энергия идет на образование сварного шва, а потому глубина провара на 40-50 процентов больше, чем при токе той же величины, но прямой полярности.
https://www.youtube.com/watch?v=_ODVpELuBrw
И еще несколько весьма существенных особенностей. Увеличение тока дуги при неизменной скорости сварки приводит к росту глубины провара. Причем если работа ведется на переменном токе, то последний из названных параметров становится на 15-20 процентов меньше, чем при использовании постоянного тока обратной полярности. Напряжение же сварки мало влияет на глубину провара. Зато от Uсв зависит ширина шва: с ростом напряжения она увеличивается.
Некоторые виды и особенности контактной сварки
В зависимости от размера и формы нагреваемого участка контактная сварка бывает трех видов.
- Точечная сварка – материал «прошивается» единичными высокотемпературными «уколами», шов негерметичный.
- Шовная – расплавленные кромки деталей соединяют между собой для получения герметичного шва. Пример этого вида соединения частей – пайка металлического бачка для жидкости. По сути шовное соединение состоит из множества перекрывающих друг друга точек.
- Стыковая – площадь соединения широкая, одну деталь «надевают» на другую, в местах стыков образуется полное слияние деталей в однородный элемент. Этим видом соединения чаще всего сваривают трубы.
Действие аппарата на кузове автомобиля
Точечная сварка своими руками не требует сложных приспособлений, не нужен специальный стол для сварки, но соблюдение техники безопасности при проведении сварочных процедур обязательно.
Как сделать электронный ЛАТР?
Основным поводом для создания электронного ЛАТРа своими руками является избыток на рынке электротоваров ненадежных регуляторов. Выходом из ситуации может быть образец промышленного типа, но такие экземпляры стоят дорого и обладают внушительными габаритами, что затрудняет его использование в домашних условиях.
Схема устройства электронного ЛАТРа.
Что представляет собой прибор
Стоит упомянуть, что лабораторные автотрансформаторы (ЛАТР) широко использовались еще полвека тому назад. Прежние варианты прибора обладали токосъемным контактом, который был расположен на вторичной обмотке. Это позволяло плавно изменять выходное напряжение (его значение).
Если подключались всевозможные лабораторные приборы, был вариант оперативной смены напряжения. Например, при необходимости легко можно было повлиять на степень нагрева паяльника, регулировать яркость освещения, обороты электродвигателя и многое другое. Вот такой своеобразный регулирующий блок питания.
Рисунок 1. Схема простого варианта ЛАТРа.
Нынешний вариант ЛАТРа обладает различными модификациями. В целом его можно считать трансформатором, в котором происходит трансформация переменного напряжения одной величины в переменное напряжение другой. Устройство широко используется в качестве стабилизатора напряжения. Основной особенностью является возможность изменения напряжения на выходе из прибора. ЛАТРы бывают нескольких вариантов исполнения:
- однофазного;
- трехфазного.
Трехфазный вариант представляет собой вмонтированные в едином корпусе три однофазных лабораторных автотрансформатора. Кстати, желающих стать обладателем трехфазного варианта значительно меньше.
Простой прибор для регулирования
Существует весьма простенький вариант ЛАТРа, который доступен даже для начинающих, его схема изображена на рис. 1. Регулируемый таким прибором диапазон напряжений находится в пределах 0-220 вольт. Данный самодельный регулятор обладает мощностью 25-500 Вт. Увеличение мощности устройства может быть проведено посредством установки тиристоров VD1 и VD2 на радиаторы.
Полупроводниковые приборы (речь идет о тиристорах ВД1 и ВД2) следует подключить параллельно с нагрузкой R1. Пропускаемый ими ток имеет противоположные направления.
Когда прибор включается в сеть, тиристоры остаются закрытыми, в отличие от конденсаторов С1 и С2, зарядка которых производится резистором R5.
Если есть потребность, с помощью резистора R5 можно изменить напряжение, которое получается во время нагрузки. Резистор и конденсаторы создают фазосдвигающую цепь.
Рисунок 2. ЛАТР с биполярным транзистором.
Фазосдвигающая цепь — это электрический четырехполюсник, гармонический сигнал на выходе которого сдвигается по фазе относительно входного сигнала. Распространены в САУ в качестве устройств корректировки, которые обеспечивают устойчивость и необходимое качество управления. Частными случаями являются дифференцирующие и интегрирующие цепи.
Данное техническое решение позволяет использовать для нагрузки не половинную мощность, а полную. Достигается это благодаря тому, что используются оба полупериода переменного тока.
К недостаткам можно отнести форму переменного напряжения на нагрузке. В этом варианте она не строго синусоидальная. Специфика работы полупроводниковых приборов является основной причиной. Наличие такой особенности способно вызвать помехи в сети. Но их можно устранить путем дополнительной установки дросселей (фильтров последовательной нагрузки) на схему. Такие фильтры можно найти даже в неисправном телевизоре.
Регулятор напряжения: вариант с трансформатором
Лабораторный автотрансформатор, который не станет причиной помех в сети и способный на выходе давать синусоидальное напряжение, устроен немного сложнее предыдущего.
Его схема (рис. 2) содержит биполярный транзистор VТ1. Он выступает в роли регулирующего элемента в таком устройстве. Мощность этого транзистора определяется в зависимости от необходимой нагрузки. В схеме он включен последовательно с нагрузкой и функционирует как реостат. Такой вариант предоставляет способность производить регулировку рабочего напряжения как во время активных, так и реактивных нагрузок.
К сожалению, и тут имеется свой недостаток. Он заключается в том, что задействованный регулирующий транзистор выделяет слишком большое количество тепла. Чтобы устранить его, понадобится теплоотводящий радиатор, который будет обладать достаточной мощностью. В данном случае площадь такого радиатора должна составлять как минимум 250 см².
Электроды для точечной сварки
Сделанная в домашних условиях самодельная точечная сварка годится для небольшого объёма работы. Аппарату рекомендуется дать остыть поработав с 10-14 электродами.
Отличие многоточечного оборудования от его аналогов –работа с металлическими заготовками определённой формы и размера.
Многоточечные аппараты встречаются редко, но универсальны для контактного спаривания элементов. Переналадить его под силу только экспертам.
Контактное сваривание деталей невозможно при отсутствии электродов из сплавов, имеющих высокий уровень теплопроводности.
Электроды благоприятствуют сжатию металлов и проводят ток на поверхность элементов. Уровень концентрации тепла зависит от наконечников – тонкие механизмы спешно изнашивают себя и нуждаются в постоянной подточке.
Имеется несколько форм выпускаемых наконечников.
Продолжить срок наконечников возможно, следуя нижеперечисленным советам:
- Электроды подбирают, соответствуя критериям используемого в работе металла;
- Максимально обеспечить их сохранность;
- Для тяжёлой сварки использовать более массивные наконечники;
- Использовать водяную рубашку.
Эксперты советуют не подпиливать наконечники по причине возникновения неровностей, что в целом отрицательно повлияет на качество работы.
Что собой представляет автотрансформатор, как собирается ЛАТРа своими руками и схема
На изготовление лабораторного автотрансформатора (ЛАТРа) своими руками многих толкает избыток на электрорынке некачественных регуляторов. Можно использовать и экземпляр промышленного типа, правда, подобные образцы имеют слишком большие размеры и дорого стоят. Именно из-за этого применение их в домашних условиях затруднено.
Что собой представляет электронный ЛАТР?
Автотрансформаторы нужны, чтобы плавно изменять напряжение тока частотой 50—60 Гц во время проведения разных электротехнических работ. Еще их нередко используют, когда требуется уменьшить либо увеличить переменное напряжение для бытового или строительного электрооборудования.
Трансформаторами выступает электрическая аппаратура, которая оснащена несколькими обмотками соединенными индуктивно. Применяется она для преобразования электрической энергии по уровню напряжения или тока.
Кстати, широко использовать электронный ЛАТР начали 50 лет тому назад. Раньше прибор оснащали токосъемным контактом. Его располагали на вторичной обмотке. Так получалось плавно настраивать выходное напряжение.
Когда подключались различные лабораторные устройства, присутствовал вариант оперативного изменения напряжения. Скажем, при желании можно было менять степень нагрева паяльника, настраивать обороты электромотора, яркость освещения и прочее.
В настоящее время ЛАТР имеет разные модификации. В целом он представляет собой трансформатор, преобразующий переменное напряжение одной величины в другую. Подобное устройство служит стабилизатором напряжения. Его главным отличием является возможность регулировки напряжения на выходе из оборудования.
Существуют разные виды автотрансформаторов:
Последний тип — установленные в единой конструкции три однофазных ЛАТРа. Однако мало кто желает стать его владельцем. И трехфазные, и однофазные автотрансформаторы оборудованы вольтметром и регулировочной шкалой.
Область применения ЛАТРа
Автотрансформатор используют в различных сферах деятельности, среди них:
- Металлургическое производство;
- Коммунальное хозяйство;
- Химическая и нефтяная промышленности;
- Производство техники.
Кроме этого, он нужен для следующих работ: изготовления бытовых приборов, исследования электрооборудования в лабораториях, наладки и проверки техники, создания телевизионных приемников.
Вдобавок ЛАТР часто используют в учебных заведениях для проведения опытов на уроках химии и физики. Его можно даже обнаружить в составе устройств некоторых стабилизаторов напряжения. Также применяется в качестве дополнительного оборудования к самописцам и станкам. Почти во всех лабораторных исследованиях в виде трансформатора используют именно ЛАТР, поскольку он имеет простую конструкцию и несложен в эксплуатации.
Автотрансформатор в отличие от стабилизатора, который применяется лишь в нестабильных сетях и на выходе создает напряжение 220В с разной погрешностью в 2—5%, выдает точное заданное напряжение.
По климатическим параметрам разрешается использование этих приборов при высоте 2000 метров, но ток нагрузки приходится снижать на 2,5% при подъеме на каждые 500 м.
Основные минусы и плюсы автотрансформатора
Главное преимущество ЛАТРа — это более высокий КПД, ведь только некоторая часть мощности трансформируется. Особенно важно, если входное и выходное напряжения немного отличаются.
Их минусом является то, что отсутствует между обмотками электрическая изоляция. Хотя в промышленных электросетях нулевой провод обладает заземлением, поэтому такой фактор особой роли играть не будет, к тому же для обмоток используется меньше меди и стали для сердечников, как следствие, меньший вес и габариты. В результате можно хорошо сэкономить.
Первый вариант — прибор изменения напряжения
Если вы начинающий электрик, то лучше попробовать сначала сделать простую модель ЛАТРа, которая будет регулироваться устройством напряжения — от 0—220 вольт. По такой схеме автотрансформатор имеет мощность — от 25—500 Вт.
Чтобы увеличить мощность регулятора до 1,5 кВт, нужно тиристоры VD 1 и 2 поставить на радиаторы. Подключают их параллельно нагрузке R 1. Эти тиристоры ток пропускают в противоположных направлениях.
При включении прибора в сеть они закрыты, а конденсаторы C 1 и 2 начинают заряжаться от резистора R 5. Еще им при необходимости изменяют величину напряжения во время нагрузки.
Вдобавок этот переменный резистор вместе с конденсаторами образовывает фазосдвигающую цепь.
Такое техническое решение дает возможность пользоваться сразу двумя полупериодами переменного тока. В итоге для нагрузки применяется полная мощность, а не половинная.
Единственный недостаток схемы в том, что форма переменного напряжения во время нагрузки из-за специфики работы тиристоров оказывается не синусоидальной. Все это приводит к помехам по сети. Для исправления в схеме проблемы достаточно встроить фильтры последовательно нагрузке. Их можно вытащить из сломанного телевизора.
Типы сварки
Сварка – процесс, при котором детали соединяются при помощи плавления методом локального нагрева. Это наиболее прочный вид сращения материалов, так как связь происходит на межатомном уровне. Сваривать можно практически любой материал, но в автомобильном деле к этой процедуре прибегают, чтобы получить прочное механическое соединение металлов или сплавов. Чтобы расплавить металл, необходима высокая температура: для стали выше 1300 ° C, для меди – 1000 ° C, для алюминия – 660 ° C. Источники энергии для достижения таких температур могут быть различными:
- электрическая дуга;
- газовое пламя;
- ультразвук;
- электронный луч;
- лазер.
При точечном сварном соединении для плавления и соединения материалов используется электрическая дуга. В зависимости от используемого вида энергии различают три типа сварки:
- механическая, при которой используется тепловая энергия трения и давления на детали;
- термическая, когда материалы плавятся от высокой температуры, достигнутой горением газа или большой силой тока;
- термомеханическая: сочетание высоких температур и давления на детали приводят к расплавлению и слиянию материала.
Сварка гвоздей аппаратом
Тип соединения также определяется видом сплава.
Процедура выполнения точечной сварки
Перед свариванием детали зачищают, удаляя пыль, элементы коррозии, остатки краски или масла – эти помехи ухудшают качество соединения. Толщина стали в свариваемых деталях не более 3 мм.
Подготовленные металлические детали зажимаются электродами.
На электроды подают ток, точечный контакт оказывает воздействие на металл – нагревает до температуры плавления в точке соприкосновения с электродами.
Выполнение сварочных работ не требует регулировки величины тока в процессе, достаточно визуального контроля. Ориентируются на время нагрева, которое составляет 0,5–3 секунды (не более пяти): скорость прохождения тока по детали 1 мм толщиной в процессе работы аппарата составляет 0,1–1 секунды, а толщина свариваемых деталей не превышает 3мм. По желанию аппарат для точечной сварки можно оснастить реле времени.
Пример работы профессионального сварщика
Мощность тока, достаточная для сваривания деталей 1 мм толщиной, составляет 3–5 кВт. Сила тока (на медных электродах) должна составлять от 50 А на 1 поверхности. При меньших величинах не происходит должного нагрева, металл не плавится, слияние становится невозможным.
Затем ток отключают, а сжатие деталей электродами увеличивают.
В месте воздействия тока и сближения деталей под давлением электродов образуется контакт и связи атомов – сварное соединение готово.
Со временем электроды оплавляются, поэтому контактный конус нужно периодически шлифовать, чтобы наконечник оставался острым.
После выключения устройства электроды рекомендуется охлаждать. Если аппарат для сварки не оснащен вентилятором, то для этих целей используют холодную воду. В противном случае происходит перегрев трансформатора и других элементов аппарата.
Контактная точечная сварка создает прочное соединение металлических деталей. Использовать сварное соединение в автоделе приходится неоднократно, поэтому мастера рекомендуют приобрести или сделать сварочный аппарат самостоятельно из подручных материалов. Пригодится он и для ремонта бытовых приборов, изготовления металлических предметов, соединения электрических кабелей.