При данном методе резки, в качестве режущего инструмента используется струя высокотемпературной плазмы, мощность которой — позволяет резать черные, либо цветные металлы толщиной до 20 сантиметров.
Чаще всего, осуществляется плазменная резка металла с ЧПУ, то есть с помощью специальных программируемых станков.
Фото процесса:
Такие станки, позволяют осуществлять резку металлов по заданным параметрам в промышленных масштабах, обеспечивая высокую скорость и эффективность работы.
Кроме того, плазменная резка на станках с ЧПУ позволяет обеспечить достаточно высокую безопасность работы с плазмой, при соблюдении всех правил техники безопасности.
Инструменты для плазменной резки металлов, обычно обладают достаточно большими габаритами, а так же требуют мощного источника электрической энергии.
Но современные технологии позволяют создавать и более компактные приборы, с помощью которых осуществляется ручная плазменная резка металла.
Инструменты для ручной резки так же потребляют достаточно много энергии, кроме того — ручная резка осуществляется со значительно меньшей скоростью, чем такая же плазменная резка на станке с ЧПУ.
Точность ручной плазменной резки несколько ниже, но на стороне этого метода — большая универсальность, так как приборы для ручной резки обладают небольшими габаритами и легко транспортируются практически куда угодно.
Для работы такого прибора нужно только подключение к электросети.
Технология и принцип работы
Инструменты для плазменной резки позволяют работать практически с любыми металлами или сплавами, даже сверхпрочными либо отличающимися другими особыми свойствами.
Также, технология плазменной резки металла позволяет значительно ускорить резку металлических деталей малой и средней толщины по сравнению с газопламенной резкой.
Плазменно-дуговой способ
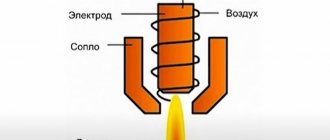
Для того, чтобы создать плазму — между электродом аппарата для резки и разрезаемым металлом создается электрическая дуга, одновременно — из расположенного рядом с электродом сопла, подается газ под высоким давлением.
Электрическая дуга преобразует струю газа в поток плазмы имеющий температуру от 5 до 30 тысяч градусов. При этом скорость движения струи плазмы достигает более полутора километров в секунду.
Наглядное видео:
Поток плазмы, имеющий такие показатели температуры и скорости движения, легко справляется с разрезанием любых даже самых прочных сплавов.
При этом, плазменно дуговая резка металлов обеспечить высокое качество и чистоту получаемого среза и невысокий нагрев самой разрезаемой детали, что исключает тепловую деформацию заготовки, которая зачастую является серьезной проблемой при других методах разрезания металлов.
Плазменно-дуговая резка металла подразумевает включение разрезаемого металла в электрическую цепь, то есть разрез осуществляется с помощью электрической дуги.
Таким образом, режут металлы, которые другим способом обработать крайне сложно либо невозможно, к ним относятся коррозионностойкие стали, титан, медь.
Также, с помощью этого метода легко режутся: алюминий, чугун и другие металлы, сплавы, черные либо цветные.
При резке плазменной дугой происходит выплавление металла в точке разреза, затем расплавленный металл выдувается струей газа.
Метод резки плазменной струей
Также существует метод резки с помощью потока плазмы. При этом разрезаемый металл не является компонентом электрической цепи.
В данном случае — электрическая дуга так же есть, но она проходит от наконечника электрода до внутренней стенки сопла плазмотрона.
Таким образом, можно осуществлять резку неэлектропроводных материалов, разрезание металла осуществляется за счет воздействия высокоскоростной плазмы, электрическая дуга используется только для создания плазмы и придания ей большой скорости.
Именно этот метод используется для изготовления аппаратов ручной плазменной резки.
Технологии плазменной резки
Метод резки струей плазмы незаменим при резке тонких листов металла, в других случаях (за исключением ручной резки) он используется достаточно редко.
В ручной резке преимущественно используется именно метод резки потоком плазмы, так как с помощью этой технологии можно создавать компактные приборы с невысоким весом и энергопотреблением.
Назначение форсунок
Форсунки, по которым подается газ, требуют охлаждения, чаще всего используется воздушное охлаждение, но присутствует и аппаратура с водным охлаждением.
Форсунки, обычно — используются с регулируемым диаметром сопла, что позволяет точно настроить скорость и силу истечения газов.
Благодаря этому — один и тот же аппарат можно настроить для эффективной работы практически с любым металлом, самого широкого диапазона толщины и состава материала.
Как правило, форсунки с воздушным охлаждением более дешевы и надежны, но жидкостное охлаждение форсунок позволяет развивать значительно большую мощность, чем при использовании воздушного охлаждения.
Назначение электродов
Электроды, используемые в аппаратах для плазменной резки, изготавливают из сплавов вольфрама с лантаном.
Это связано с тем, что электрод должен обладать высокой электропроводностью и при этом должен быть устойчив к воздействиям высокой температуры.
Газы, которые применяются для создания плазмы делятся на активные и неактивные.
Посредством активных газов работают кислородная либо воздушно плазменная резка металла, эти разновидности метода используются для резки черных металлов и их сплавов (сталь, чугун).
Для резки цветных металлов и сплавов, наилучшим образом подходит — резка с применением неактивных газов, таких как аргон, азот, водород.
Схематичный рисунок режущего плазмотрона
Так как физический принцип плазменной резки металла позволяет работать практически с любыми металлами, обеспечивать высокую безопасность и скорость работы, то этот метод обработки металлов получил достаточно широкое распространение на самых различных производствах.
Резка металла с помощью плазменной струи позволяет осуществлять сложную фигурную вырезку.
Помимо быстрого вырезания сложных технических деталей, возможна и художественная плазменная резка металла, которая позволяет создавать настоящие произведения искусства либо декоративные элементы даже из очень тугоплавких сплавов.
Технология предполагает различные режимы плазменной резки металла, которые позволяют быстро подстроить оборудование под работы не только с определенной разновидностью сплава, но и с заготовками определенной толщины.
Благодаря различным режимам работы оборудования можно легко подобрать нужный режим в большинстве случаев, что позволяет экономить как энергию, так и ресурс аппаратуры.
Ограничения
| Ограничение | Лазерная резка | Плазменная резка |
| Минимальный диаметр отверстия | (0.3..0.4)S | (0.9..1.4)S* |
| Разрезаемый материал | Металлы, пластики, дерево | металлы |
| Максимальная эффективная толщина резки, мм | До 40 | До 150 |
| Прорезка внутренних углов | + | С радиусом |
* — но не менее 2..3 мм, т.к. диаметр пучка плазмы 1..2.5 мм;
S – толщина материала.
Основные преимущества
Резка металлов с помощью плазмы является одним из наиболее современных и технически совершенных способов работы с различными металлами.
Эта технология появилась относительно недавно, но получила широкое распространение, благодаря ряду преимуществ, которые она предлагает по сравнению классическими инструментальными методами работы с металлами.
Основные преимущества плазменной резки металла заключаются в:
- скорости резки;
- универсальности (можно работать с любыми металлами и славами);
- нет ограничений по форме обрабатываемых деталей и сложности вырезаемых фигур;
- срез, который образуется в процессе резки, обладает высокой чистотой и качеством поверхности.
Для того, чтобы максимально использовать все преимущества плазменной резки металлов — необходимо правильно и точно подбирать режимы работы установки под конкретный материал, при этом необходимо учитывать множество факторов, таких как:
- свойства материала;
- его толщина;
- скорость и температура плазмы;
- скорость выполнения разреза.
При правильном подборе этих, а так же некоторых других специфических параметров — плазменная резка будет осуществляться быстро и с высоким качеством.
Резка металла с помощью плазмы более безопасна, чем обычная газопламенная резка, так как в процессе резки не используются баллоны с кислородом, горючими газами.
Таблица скоростей плазменной резки
Аппараты для плазменной резки могут иметь различные габариты и назначение.
Производятся аппараты для ручной плазменной резки, но чаще всего используется автоматическая плазменная резка металла, по причине более высокой скорости и точности работы такого оборудования.
Аппараты для ручной плазменной резки могут производится с различными конструктивными особенностями сопла и охладительных систем.
Наиболее компактные и универсальные из них могут работать на открытом воздухе, в условиях открытых строительных либо монтажных площадок.
При этом, плазма может создаваться как на прямую – из воздуха, так и из подаваемых газов, таких как водород либо аргон.
Еще одним различием в таких аппаратах является система охлаждения плазмотрона, она может быть как жидкостной так и воздушной.
Воздушная система лучше подходит для работы на открытых площадках, но обладает меньшей эффективностью и не позволяет аппарату развивать действительно высокую мощность.
Если еще 20-30 лет назад резка металла плазмой была мало распространена и относилась к экзотическим методам работы с металлами, то в наше время можно легко найти компании, которые занимаются предоставлением таких услуг, либо же самостоятельно приобрести оборудование для осуществления ручной плазменной резки.
Приемы плазменного раскроя
Машины для плазменного раскроя с ЧПУ могут комплектоваться разным дополнительным функционалом и системами. Одной из самых полезных считается автоматический контроль высоты, так как зазор между соплом и обрабатываемым материалом оказывает влияние на скос кромок. При увеличении расстояния повышается и угол скоса, а при уменьшении – снижается срок службы электрода и сопла. Резка с поддержанием постоянной высоты положительно влияет на качество кромок и эксплуатационный ресурс расходных элементов.
Скорость перемещения плазмотрона в процессе работы должна обеспечивать угол отставания прорезания нижней кромки от верхней не более 3-5°.
При разработке управляющих программ технологу рекомендуется придерживаться следующих требований для обеспечения минимальных деформаций:
- Первоочередно вырезаются отверстия.
- Вырезание заготовок начинается от одной кромки, последовательно перемещаясь от одной детали к другой в направлении противоположной кромки.
- При разработке карт на резку комплекта заготовок используются совмещенные резы, при которых линия реза разрезает сразу 2 детали.
- Длинные заготовки располагаются ближе к кромке листа, от которой будет начинаться резка, а короткие – ближе к середине и противоположной кромке.
- Вырезание заготовок длиной более 3 м и шириной больше 0,5 м выполняется с угла, а начинается с длинной кромки.
- Детали, занимающие большую часть листа, вырезаются в первую очередь.
Фото 10. Процесс вырезания детали
Популярные металлы
Наиболее распространена плазменная резка листового металла, это связано с тем, что этот метода на сегодняшний день является одним из самых дешевых и быстрых способов работы с листовым прокатом.
Как правило, оборудование для работы с листами металла позволяет осуществлять резку листа толщиной до 50 мм, независимо от сплава, из которого изготовлен лист.
Кроме того современные станки плазменной резки позволяют вырезать изделия практически любой геометрической формы с точностью среза до 0,5 мм.
Нередко требуется точно и быстро осуществить резку труб. В отличие от резки листового металла плазменная резка труб осуществляется в специальных машинах, которые позволяют вращать трубу в процессе резки.
Скорость такой резки может достигать 9000 мм, а точность среза до 0,1 мм.
Благодаря таким параметрам, а так же невысокой цене плазменная резка труб является одним из наиболее доступных методов точной резки труб самого широкого диапазона диаметров и практически любого сплава.
Одним из сложных для работы материалов является алюминий и его сплавы, этот металл достаточно легко окисляется, при резке сложно получить чистый и точный срез.
Алюминий
При этом, плазменная резка алюминия с использованием воздуха или активных газов — не является наилучшим выбором, так как поверхность среза будет покрыта толстым слоем окислов, что негативно скажется на качестве получаемых деталей.
Для работы с алюминием требуются аппараты плазменной резки, работающие на неактивных газах, таких как аргон либо азот.
При их использовании на поверхности среза алюминия практически не будет оксидов, эта разновидность метода является одной из наиболее подходящих для работы с этим металлом.
Не смотря на универсальность метода, плазменная резка стали является наиболее частой областью применения плазменного оборудования, по причине того, что сталь является наиболее распространенным сплавом.
Кроме того, для резки стали нет необходимости применять инертные газы, что позволяет использовать даже самое простое и недорогое оборудование, получая отличные результаты как по точности так и по скорости работы.
Нержавеющая сталь
Если осуществляется плазменная резка нержавейки, то она также не требует технических ухищрений, так как этот сплав устойчив к окислению и его вполне возможно резать с помощью воздушно-дуговой разновидности плазменной резки, которая является наиболее дешевой и доступной.
Еще одним несомненным преимуществом является возможность работы даже с очень тонкими слоями металла без потерь качества и точности резки.
Именно плазменная резка тонкого металла является основным и практически единственным конкурентом в этой области для лазерной резки.
Это связано с тем, что методами механической обработки крайне сложно осуществлять резку тонкого металла, при этом они не удовлетворяют современным требованиям по точности, скорости работы и качеству получаемых срезов.
Качество реза
Требования к качеству реза определяются спецификой конкретного производства. Например, для приварного фланца рабочей поверхностью служит плоскость фланца. Соответственно, шероховатость, конусность и пережог кромки не оказывают существенного влияния на конечное качество изделия. Напротив, для звездочки цепного привода чистота поверхности, отсутствие термических деформаций и точность профиля зубьев являются первостепенными задачами, и часто лазерная резка обеспечивает решение этих задач.
В таблице приведены основные отличия в качестве реза между лазерной и плазменной резкой:
| Показатель качества | Лазерная резка | Плазменная резка |
| Конусность кромки | 0..2° | 0..10°* |
| Шероховатость поверхности Ra, мкм | 1.25..2.5 | 6.3..12.5* |
| Окалина (грат) | минимально | отсутствует* |
| Оплавление врезок, углов | минимально | Присутствует* |
При плазменной резке величину конусности кромки и количество окалины можно уменьшить или убрать совсем путем подбора оптимальных параметров, таких, как скорость и направление реза, высота плазмотрона над поверхностью металла, сила тока источника плазмы.
Сильное влияние на качество реза оказывает состояние расходных элементов (сопло, электрод, защитный экран, и др.). Шероховатость поверхности также зависит от скорости резки и рабочего тока источника. Чем ниже скорость и выше ток, тем меньше шероховатость, но тем больше окалина и перегрев кромки. Оплавление на углах и врезках может быть уменьшено путем правильного расположения врезок и методом прохождения углов «петлями».
Необходимо отметить что точность позиционирования резака и динамические характеристики координатной системы установок имеют важнейшее значение для качественного результата.
При грамотном подходе к эксплуатации хорошей установки плазменной резки можно добиться отличного качества реза: на переднем плане деталь, вырезанная лазерной установкой, на заднем – установкой плазменной резки.
на переднем плане деталь, вырезанная лазерной установкой, на заднем – плазменной
Как выбрать станок с ЧПУ?
Для правильного выбора плазменного станка ЧПУ необходимо определиться с такими моментами:
- Виды работ – только прямолинейный раскрой или с возможностью вырезания деталей сложной конфигурации.
- Максимальные размеры листового металлопроката – от этого зависят габариты рабочей зоны координатного стола.
- Максимальная толщина материала – определяет номинальную мощность источника питания и тип используемого газа для резания.
Фото 15. Вырезание одиночной детали
Одной из основных характеристик оборудования является продолжительность включения (или ПВ). Этот параметр определяет интенсивность эксплуатации, а именно временной отрезок, на протяжении которого станок может работать без перерывов на охлаждение.
Обозначается ПВ в процентах – если продолжительность включения составляет 80 %, то это значит, что в течение 10-минутного рабочего цикла установка сможет работать 8 минут на максимальных нагрузках. В случае превышения этой нормы возможен ее перегрев и выход из строя. Однако большинство промышленных плазморезов с ЧПУ имеют продолжительность включения 100 %, поэтому рассчитаны на непрерывную работу на протяжении всей рабочей смены.
Не менее важной характеристикой установок является сила тока, которую выдает источник питания – именно она определяет предельную толщину обрабатываемого металлопроката.
Виды станков
Плазменное оборудование с числовым программным управлением производится нескольких типов:
- Переносное – установки относительно небольших размеров, на котором можно выполнять раскрой металлопроката ограниченных габаритов. Обычно ширина рабочей зоны у них составляет 1,5-3 м. При желании такие устройства можно перемещать в пределах цеха либо на другой производственный участок или объект.
Фото 12. Портативное устройство для плазменной резки
- Стационарное – мощные автоматизированные линии с шириной координатного стола до 8 м. Устанавливаются стационарно, перемещение возможно только при условии предварительного демонтажа с использованием специальной грузоподъемной техники.
Фото 13. Стационарная машина
Стоимость станков с ЧПУ
Цены на плазменные установки с ЧПУ колеблются в широких пределах. Все зависит от разновидности и технических характеристик оборудования, функциональных возможностей, габаритных размеров рабочей зоны.
Стоимость полноценной автоматической линии начинается от 1,5 млн руб. Однако на большинство машин цена формируется по запросу с учетом индивидуальных потребностей заказчика, предполагаемых видов работ, комплектации установки и других параметров.
Дополнительно в общую цену могут быть включены расходы на вспомогательное оснащение (компрессоры, система вентиляции), а также на такие услуги, как монтаж, пуско-наладочные работы, обучение персонала, техническое обслуживание и др.
Производители оборудования
Сегодня плазменные ЧПУ выпускаются как зарубежными, так и отечественными производителями. В продаже есть машины разной ценовой категории, но то, что стоит дороже, не всегда является более качественным.
Отечественный производитель ПУРМ разрабатывает и производит плазменные станки ЧПУ с учетом суровых российских условий эксплуатации. Оборудование этой марки успешно используется предприятиями в средней полосе России и даже в условиях Крайнего Севера.
Фото 14. Оборудование отечественного производителя ПУРМ
Компания занимается не только изготовлением установок, но и поставками запасных частей, расходных материалов, комплектующих. При желании можно заказать шеф монтаж, пуско-наладку, послегарантийное обслуживание.