Декоративная покраска порошковой краской позволяет защитить изделия из углеродистой стали (например, дверные полотна или листы для изготовления заборов) от воздействия влаги. Технология используется в автомобильной промышленности для обработки колесных дисков. Существует несколько разновидностей краски, которые отличаются составом и способом нанесения.
Плюсы и минусы порошковой покраски
У данной технологии есть свои преимущества:
- во время покраски порошком не происходит образование каких-либо дефектов (подтеки или полосы);
- не применяются растворители, и поэтому будет меньше выбросов вредных веществ в атмосферу и для дыхания маляру;
- порошковой покраской можно достичь большого количества эффектов текстуры;
- время затвердевания порошковой покраски значительно меньше жидких аналогов;
- может создавать более толстый слой по сравнению с жидкой краской, за одно нанесение порошком слой может достигать 60-80 микрон. Жидкой краской надо проходить такую толщину трижды;
- покрытие, нанесенное порошком, менее подвержено образованию сколов, царапин. Также цвет сохраняется намного дольше;
- меньше потери материала при окраске изделия. Так при использовании жидкой краски может теряется ее до 70 %. Если взять порошок, то тут потери составляют всего 5 % (эти потери в дальнейшем можно использовать повторно);
- не нужна квалификация для нанесения порошковой покраски.
Наряду с таким явными преимуществами, у данной технологии есть и свои минусы:
- жидкую краску можно смешивать друг с другом для получения новых цветов и оттенков. При смешивании же порошка получить новый цвет невозможно;
- очень сложно получить глянец, по сравнению с жидкими красками;
- очень сложно получить идеально гладкую поверхность.
Трибостат своими руками
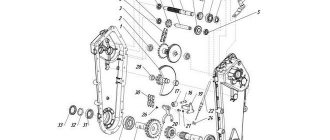
Основа работы таких пистолетов – трение порошка о поверхность зарядной трубки. Формирование воздушной смеси происходит также как в обычном пистолете: с помощью компрессора, инжектора и регулирующего механизма. Однако переделывать для этих целей обычный пистолет не рекомендуется, так как зарядная трубка должна быть прямым продолжением инжектора – по этой причине инжектор (форсунка) изготавливается из дюралюминиевого прутка Д16Т. За счет маленького диаметра форсунки поступающий из компрессора поток разгоняется до высокой (требуется больше 350 м/с) скорости. Общий принцип зарядки показан на фото.
Для предварительной регулировки давления можно задействовать редуктор от пропанового баллона. Порошок смешивается с поступающим воздухом непосредственно в инжекторе, но воздух, подаваемый к нему, должен проходить через ресивер: дополнительная емкость позволит отсечь вероятную влагу от воздуха, а влага чрезвычайно вредна и для порошка, и для трибостатической зарядки. На фото чертеж к патенту № 2256511 (5 – рассекающий стержень, 10 – распыляющие каналы, 13 – проточка для разнесения порошка по стержню, 15 – завихрители).
Внешнюю трубку для зарядки проще всего изготовить из фторопласта (в продаже имеются стержни, из которых можно выточить и трубку, и вкладываемый в нее стержень). Внутренний стержень (рассекатель) нужен в трубке для создания дополнительного трения, однако этого мало, и для усиления трения на стержень желательно навернуть 1-2 завихрителя из того же фторопласта (насадки со спиралевидными прорезями). Основной фактор, определяющий качество работы конструкции, – зазор между внутренней стороной трубки и рассекателем. При длине зарядной части в 8-10 см и внутреннем диаметре трубки 10 мм, достаточно зазора в 1-1,5 мм (большой диаметр рассекателя станет причиной забивания зарядной трубки, маленький – слабого заряда и некачественной покраски).
Площадь сечения пропускающего порошок зазора должна быть равна пропускающей площади завихрителей (меньшая площадь спиральных прорезей станет причиной поломки, большая – низкой эффективности этих элементов). Распылитель представляет собой обычный раструб, направляющий порошок в сторону детали. Вытачивать его лучше также из фторопласта своими руками, так как даже минимальный дополнительный заряд частицам не повредит. На конец раструба ставится дефлектор, как на фото.
Типы порошковых красок
Существует несколько типов порошковой краски:
- Эпоксидные смолы. Первый широко используемый порошок. Отличается хорошей прочностью, твердость и хорошо противостоят химическим реакциям и коррозии. Прекрасно пристают к металлу. Единственный его недостаток — это плохая переносимость различных погодных условий, Поэтому используются только внутри помещений;
- Полиэфиры — самые популярные порошки. Их существенными преимуществами является высокая механическая стойкость, ударопрочность, хорошая химическая стойкость, а также низкая температура затвердевания. Полиэфиры дают хорошую стойкость к пожелтению, а также огромный выбор цветов и оттенков;
- Суперпрочные полиэфиры по сравнению с предыдущим типом, обладает более высокой прочностью;
- Эпоксидно-полиэфирные гибриды. По сравнению с эпоксидными смолами менее зависимые от погодных условий. Ими в основном окрашивают бытовые приборы (стиральные машины, холодильники);
- Уретаны. Химически очень похожи на полиэфиры с использованием других отвердителей. Их главными свойствами являются: получение гладкого покрытия, прочность, химическую и коррозионную защиту. Идеально подходят для окрашивания топливных баков, сельскохозяйственного оборудования, кондиционеров, автомобильных дисков, ручек и так далее.
Для окраски автомобилей чаще всего применяются стандартные и суперпрочные полиэфиры.
Преимущества и недостатки метода
Достоинства технологии порошковой покраски металла:
- экологичность красящего состава.
- минимальная усадка благодаря отсутствию растворителя;
- большой выбор цветов;
- высокая механическая устойчивость окрашенных поверхностей;
- привлекательный вид.
Недостатки:
- Для покраски больших заготовок нужно покупать крупногабаритную печь.
- Невозможно нанести тонкий слой покрытия.
- Порошок плавится только при высокой температуре. Из-за этого технология не подходит для окрашивания пластиковых, деревянных заготовок.
Окрашивание металлических элементов (Фото: Instagram / ooo_pc_alvit)
Методы порошковой покраски
Окрашивать различные поверхности можно следующими методами:
- электростатический коронный пистолет — самый распространенный способ окраски. В его основе лежит сжатый воздух и высоковольтный электрод. Окрашиваемый объект должен быть заземлен и в следствие чего притягивает к себе порошок. Он в свою очередь получает заряд на выходе. Полярность также можно поменять для нейлоновых порошков. Минусами использования такого метода является: высокое напряжение между пистолетом и поверхностью, а также не прокрашенные углубления из-за эффекта клетки Фарадея.
- Трибоэлектрический пистолет — второй по распространенности метод окраски. Порошок в таком пистолете также движется за счет сжатого воздуха, но заряд происходит не за счет установленного электрода, а за счет отделения электронов от частиц порошка, за счет чего они становятся положительно заряженными. Так как высокого напряжения в этом методе нет, то и эффект Фарадея не происходит. Прокрашиваем ость становится намного качественней, но при этом дольше по времени;
- Покраска в псевдоожиженном слое. Метод подходят для создания толстого функционального покрытия стойкого к коррозии. Метод состоит в том, что воздух проходящий через порошок взвешивается, то есть начинает функционировать как жидкость. Окрашиваемая поверхность при этом нагревается и порошок начинает растекаться по поверхности за счет высокой температуры;
- покраска в электростатическом псевдоожиженном слое. Данный метод подходит, когда толщина окраски должна быть выше 300 микрон. Псевдоожиженный порошок переводится в состояние аэрозоля и заряжается. Получилось аэрозольное облако заряженных частиц. В это облако и окунают заземленный окрашиваемый предмет. Чтобы краска легла намного ровнее, поверхность можно крутит;
- Газопламенная окраска. Суть состоит в том, что частицы порошка под действие сжатого воздуха, проходит через газовую горелку. От температуры порошок начинает плавиться. Преимуществами такой окраски будет мобильность и применение при любых погодных условиях.
Существующие способы наложения
Способы наложения по типу получения частицами заряда называются электростатическим и трибостатическим.
Трибостатический пистолет
Электростатическим методом заряд сообщается коронирующим электродом под высоким, 20–100 тыс. В, напряжением. Электростатические установки более мощные, производительные. При снижении напряжения электрода увеличивается скорость воздушной струи.
Трибостатический эффект достигается трением частиц друг об друга и материал корпуса пистолета. Корпус пистолета для повышения трения изготавливают из фторопласта.
Трибостатические установки дешевле, производительность работы агрегатов меньше, чем у электростатических. Процент оседания частиц на детали ниже. Не все краски по металлу рассчитаны на зарядку трением, нужно выбирать специальные или использовать адаптирующие добавки. Детали пистолета изнашиваются и требуют замены. Трибостатическим способом удобнее обрабатывать детали сложной формы, пазы, углубления. Электростатический метод в таких условиях не эффективен, оставляет непрокрасы.
По составу смол смеси разделяют на три категории:
- эпоксидные краски;
- эпоксидно-полиэфирные составы;
- полиэфирные краски.
Эпоксидные порошковые покрытия
Эпоксидные краски по металлу прочные, стойкие к химическим веществам, маслу топливу. Грунтовка под них не требуется, сами могут быть грунтовочным слоем перед нанесением жидких порошковых окрасок. Толщина наносимого слоя до 500 мкм.
Эпоксидная краска не проводит электричество, за изоляционные свойства востребована в электротехнической, радиотехнической промышленности при окраске металла, требующей повышенных антикоррозионных свойств. Чёрные металлы, оцинкованная сталь фосфатируется, алюминий и алюминиевые сплавы хроматируются. Формируется ударопрочное покрытие с хорошей адгезией.
Эпоксидно-полиэфирные порошковые краски
Эпоксидно-полиэфирные покрытия более декоративны. На их основе можно получать сложные фактуры под тисненую кожу, эффекты состаренной поверхности, широкую палитру оттенков металлика с разной степенью блеска. Недостатком эпоксидно-полиэфирного покрытия является сниженная стойкость покраски к атмосферным явлениям и слабое противостояние процессам коррозии металла.
Полиэфирные порошковые краски
Полиэфирные порошковые краски – атмосферостойкие, механически прочные, стойкие к истиранию покрытия. Высокая адгезия полиэфирных составов позволяет наносить покрытие на все виды металлов, включая лёгкие сплавы. Хорошо изолируют электричество. Вступая в реакцию со щёлочью, слой покраски разрушается.
Зачем нужно заземление при нанесении порошковой краски
Электростатическая покраска происходит за счет создания электрического поля. Благодаря которому частицы порошка притягиваются на окрашиваемую поверхность. Для того чтобы избежать поражения током, все поверхности в покрасочной камере должны быть заземлены. Окрашиваемая поверхность также должны быть заземлена, чтобы достигнуть качественного покрытия.
При электростатической покраски нужно заземлить следующие предметы:
- оператор покраски. Нельзя допускать ношения изолированной обуви, т.к. ноги являются заземлением.
- изделие. Обычно подвешивается на крюках. Поэтому нужно следить за чистотой этих крюков, как источником заземления;
- источник краски;
- все прочие поверхности, способные переносить электрический ток.
Если будет плохо организовано заземление, тогда покраска будет происходить неравномерно и более тонким слоем. Заземление рекомендуется сделать сопротивлением 1 МОм.
Заземление можно организовать прутком с медным напылением. Длину лучше выбрать около 2,5 метров, диаметр примерно 2 сантиметра. Этот пруток забивается в землю практически полностью, оставляется около 15 сантиметров. К этому стержню уже подводится заземление всех необходимых предметов.
Суть и особенности метода
В процессе напыления мелкие элементы краски заряжаются при трении или от внешнего источника подачи электричества. Благодаря электрическому полю частицы притягиваются к окрашиваемой поверхности. Осуществляется это благодаря отрицательному заряду изделия.
Частички, которые не осели на металл, улавливаются специальным механизмом покрасочной камеры и могут использоваться повторно. Когда деталь будет полностью покрыта красящим составом, ее помещают в нагретую камеру для запекания.
Процесс застывания краски состоит из трех этапов. Частицы порошка расплавляются, переходят в вязкотекучее состояние. Из расплавленной массы образуется монолитный слой. Последний этап — покрытие металлические поверхностей полимером. После его остывания получаются гладкие поверхности.
Подготовка поверхности к порошковой покраске
Чтобы достичь максимальной адгезии, окрашиваемая поверхность должна быть должным образом очищена от различных загрязнений, в том числе и следы от масла, воска и так далее. Очистить поверхность можно следующими способами:
- паром на основе раствора хлорированных углеводородов. Так как раствор не содержит воды, то он не будет образовывать коррозию на металле;
- водная мойка осуществляется специальными машинами, использующие струю воды поданную под высоким давлением;
- погружная мойка. В данном методе используется ряд ванн с различными растворами для мытья и ополаскивания изделия;
- в домашних условиях вполне можно обойтись очисткой деталей специальными чистящими средствами и щеткой. Если деталь небольшая можно даже вымыть ее в посудомоечной машине.
Различие по составу
По своей структуре, порошковые смеси состоят из твердых частиц дисперсионного типа, который вместе с пигментов является основной для материала. Для улучшения свойств добавляют пленкообразующие смолы, акрилаты, отвердители и прочие наполнители. Основное отличие от эмалей заключается в полном отсутствии растворителей. Именно растворитель делает краску опасной с точки зрения токсичности и возможности возникновения огня. Порошковые материалы отвечают особым требованиям, в частности, порошок должен быть сыпучим и сохранять сухую форму.
Сухие смеси на протяжении долгого времени не должны прилипать к окружающим посторонним предметам или сбиваться в комки. По сути, материал уже готов к использованию, так как туда не нужно добавлять растворители. Что касается эмульсионных красок, то это система из двух несмешивающихся жидкостей. Краски по типу полимер в воде состоят из мелких глобул, синтетической смолы или каучука, эмульгатора, пигмента и прочих добавок. Из жидких материалов выделить можно стиробутадиеновые полимерные краски, где есть пигмент в латексе, загуститель, эмульгатор. В подобные краски, перед нанесением, всегда добавляют воду или растворитель, чтобы придать материалу нужную вязкость.
Дегазация
В поверхности различных металлов могут образовываться пузырьки воздуха. Если их не убрать перед покраской, тогда воздух будет выходить через краску, образовывая пути проникновения воды к чистому металлу.
В последствии будет образовываться коррозия. Для предотвращения проводят дегазацию следующими методами:
- нагреть поверхность выше температуры затвердевания;
- порошковые краски и грунты, которые высыхают дольше и способны вывести эти газы;
- специальный грунт, который может удержать газ внутри;
Технология порошкового окрашивания. Грунтовка
Для антикоррозионной защиты применяется два вида грунтовки порошковыми грунтами, на которые затем наносится порошковая краска.
1. Пассивная антикоррозионная защита.
Применяется эпоксидный антикоррозионный грунт, который образует прочную пленку с хорошим сопротивлением химическому и механическому воздействию.
Применяется для защиты стальных и алюминиевых изделий в мягких условиях эксплуатации (покрытия сварных конструкций, эксплуатируемых внутри помещения, дисков из алюминиевых сплавов и т. д.). Сглаживает поверхность при наличии мелких дефектов, а также после пескоструйной обработки.
2. Активная антикоррозионная защита.
Применяется эпоксидный цинкосодержащий
грунт. Обеспечивает высокую коррозионную стойкость изделий в жестких условиях эксплуатации. Если в системе покрытий есть проникающее повреждение, то на этом месте могут появиться следы местной коррозии, однако, это не окажет какого-либо влияния на адгезию покрытия в примыкающей поверхности, т.е. грунт ограничивает область распространения коррозии.
Применяется для защиты всех стальных изделий при эксплуатации на открытом воздухе (решетчатые настилы, заборы, ограждения, лестницы, строительные конструкции и т.д.).
Грунтование перед покраской
Чтобы краска прослужила как можно дольше, поверхность рекомендуется предварительно загрунтовать. Грунт имеется двух видов: с содержанием цинка и без цинка. Для черного металла лучше всего использовать грунт с цинком. А, например, для алюминия без цинка.
Также существуют типы порошков, которые нельзя совмещать с грунтованием.
Полимерные краски на полеуретановой и эпоксидной основе оптом от 100 кг
Как правильно обработать дерево морилкой и лаком.
1000 1001 1002 1003 1004 1005 1006 1007 1011 1012 1013 1014 1015 1016 1017 1018 1019 1020 1021 1023 1024 1027 1028 1032 1033 1034 1037 2000 2001 2002 2003 2004 2008 2009 2010 2011 2012 3000 3001 3002 3003 3004 3005 3007 3009 3011 3012 3013 3014 3016 3017 3018 3020 3022 3027 3028 3031 4001 4002 4003 4004 4005 4006 4007 4008 4009 4010 5000 5001 5002 5003 5004 5005 5007 5008 5009 5010 5011 5012 5013 5014 5015 5017 5018 5019 5020 5021 5022 5023 5024 6000 6001 6002 6003 6004 6005 6006 6007 6008 6009 6010 6011 6012 6013 6014 6015 6016 6017 6018 6019 6020 6021 6022 6024 6025 6026 6027 6028 6029 6032 6033 6034 6037 7000 7001 7002 7003 7004 7005 7006 7008 7009 7010 7011 7012 7013 7015 7016 7021 7022 7023 7024 7026 7030 7031 7032 7033 7034 7035 7036 7037 7038 7039 7040 7042 7043 7044 7045 7046 7047 8000 8001 8002 8003 8004 8007 8008 8011 8012 8014 8015 8016 8017 8019 8022 8023 8024 8025 8028 9001 9002 9003 9004 9005 9010 9011 9016 9017 9018
Процесс порошковой покраски
- Процесс окраски должен происходить в очень освещенном помещении, а под рукой должен находиться светодиодный фонарик.
- Перед покраской нужно рассмотреть поверхность на наличие углублений и начинать покраску именно с них.
- Прежде чем наносить слой на нужной поверхности, надо начать распылять чуть в стороне до образования равномерного облака.
Заранее спланировать пути нанесения краски. Нужно добиться того, чтобы покрасить поверхность за один проход. Пистолет держится на расстоянии 15-20 см. Если расстояние будет слишком близким, тогда пистолет также может заземляться и не позволит качественной покраске. Если наоборот держать пистолет дальше, тогда заряженные частицы порошка будут искать более близкий заземленный предмет.
Минусы технологии
- Чрезмерно высокая температура плавки (более 150 °С). Это ограничивает сферу применения. Невозможно работать с деревом и пластиком.
- Сложность нанесения краски тонким слоем.
- Некоторые ограничения в работе оборудования. Небольшая камера не может окрасить большую поверхность, а большая камера нецелесообразна для работы с мелкими деталями.
- Отсутствие возможности локального перекрашивания. Если результат будет неудовлетворительным, придется полностью перекрашивать изделие.
Полимеризация в печи
Для затвердевания порошковая краска должна быть нагрета до определенной температуры. В основном это от 160 до 230 градусов.
Время нахождения в печи будет зависеть от размеров детали, ее формы и толщины. В инструкции к порошку будет написано время и температура нагревания. При этом стоит учесть, что время указывается нахождения в печи детали при определенной температуре. Время разогрева печи сюда входить не будет. Таким образом, сначала достигается нужная температура и только потом начинается отсчет времени.
Характеристики полимерно-порошкового покрытия
• толщина покрытия 60…80мкм; • высокая устойчивость к ультрафиолетовому излучению; • минимальный радиус изгиба — 1T; • возможность окраски в любой цвет. • повышенная устойчивость к механическим повреждениям, что гарантирует сохранность внешнего вида на протяжении всего срока службы окрашенного металла. • повышенная прочность на удар, изгиб, истераемость • высокая адгезия с окрашиваемой поверхностью • высокая антикоррозионная стойкость к воздействию влаги, растворов щелочей и кислот, органических растворителей • широкий рабочим диапазоном от -60 град. С до +150 град. С • непревзойденные эстетические характеристики: повышенная толщина полимерного покрытия позволяет маскировать незначительные дефекты поверхности. Кроме того, у полимерной краски существуют множество поверхностных эффектов, которые позволяют добиваться безупречного внешнего вида готовых изделий без утомительной и долгой подготовки.
Порошково-полимерное покрытие устойчиво к атмосферной коррозии и может уверенно эксплуатироваться в условиях:
• промышленной атмосфере средней агрессивности сроком до 30 лет; • слабоагрессивной атмосферы сроком до 45 лет; • приморской городской атмосферы средней агрессивности сроком до 15 лет.
Порошково-полимерное покрытие успешно проходит коррозийные испытания в соответствии с ГОСТ 9.308-85 в камере влажности (имитация слабоагрессивной атмосферы при относительной влажности 98 % и температуре в камере 40 оС), в камере сернистого газа (имитация промышленной атмосферы средней агрессивности при относительной влажности 98 %, температуре в камере 40 оС и воздействии SO2 концентрация – 0,75 г/м3) и в камере соляного тумана (имитация приморской атмосферы (периодическое распыление 3%-ного раствора NаCl при относительной влажности 98% и температуре в камере 40 оС).
Также определена адгезия покрытия методом решетчатого надреза по ГОСТ 15140 «Материалы лакокрасочные. Определение адгезии», в результате чего выявлены нулевые показатели отслаивания покрытия до и после испытаний в агрессивной среде. После выдержки в камерах сернистого газа и соляного тумана повреждений в слоях лакокрасочного покрытия не выявлено. Исследования внешнего состояния поверхности деталей во время и после испытаний проводились визуально и методом оптической фрактографии с использованием бинокулярного микроскопа в соответствии с ГОСТ 9.407-84 «ЕСЗКС. Покрытия лакокрасочные. Методы оценки внешнего вида».
Двухслойное покрытие
В основном порошковая покраска наносится в один слой. Но в некоторых случаях понадобиться нанесение второго слоя. Например, на металлик нанести лак или создание неонового оттенка.
Для двойного слоя существует два метода:
- Нанесение 1 слоя и частичная полимеризация. Потом наносится второй слой и окончательная полимеризация.
- Каждый слой наносится и полимеризуется в отдельности.
Возможные проблемы и их решение
При использовании порошковых пигментов могут возникать различные трудности. Основной причиной проблем с порошками технологи считают недостаточное заземление поверхности, подготовленной для окраски. Чтобы не возникло трудностей с заземлением, его рекомендуют проверять заранее. Показатель сопротивления не должен превышать 4 Ом.
Некачественное заземление приводит к последствиям:
- Ухудшение качества осадка, снижение производительности работ по окраске.
- Непрокраска зон, провоцирующая брак.
- Возрастание потерь порошка, ведущее к перерасходу.
- Ухудшение качества образованного слоя, получение эффекта «корочки», которая предполагает просвечивание металла, склонность к развитию трещин.
- При ручном окрашивании человек может испытывать удары током.
Многие пользователи отмечают, что у них возникают проблемы с материалом, предназначенным для работы. Сырая порошковая краска способна комковаться, забивать сопла и неправильно подаваться на краскопульт. Это ведет к созданию неравномерного слоя, приостановке работ или созданию бракованной зоны.
Сырой порошок комкуется в том случае, если нарушены правила хранения или созданы условия для некачественного сжатия воздуха при начале работ. Чтобы исправить ситуацию, необходимо поменять показатель сжатия воздуха. Изменение давления прекратит порчу материала.
Непрокраска внутренних углов деталей сложной конфигурации – проблема, возникающая в результате неправильного положения факела. Слишком близкое приближение дула пистолета к обрабатываемому углу приводит к сдуванию порошка, образованию непрокрашенных мест, возникновению зазоров.
Фото примеров порошковой покраски
Требуемые материалы и оборудование
Итак, дадим подробное описание технологии порошковой окраски металла. Для создания на нем прочного слоя напыления понадобятся:
- печь (камера) для полимеризации: ее можно изготовить самому или приобрести в специализированном магазине;
- пистолет-распылитель: так как стоит подобное устройство немало, его можно также собрать из преобразователя, часто используемого в зажигалках для газовых плит, блока питания и обычной пластиковой бутылки;
- естественно, сама краска.
Печи для сушки потребуется подключить к источнику напряжения, равному 25 кВт. В работе она будет выдавать 6 кВт, на разогреве чуть больше – 12 кВт. Для ее изготовления понадобится толстый листовой металл для корпуса, ТЭНы, вентилятор тангенциального типа, в котором воздушные массы будут перемещаться в одном направлении, а также любой негорючий теплоизолятор для обшивки.
Нагревательные элементы располагают параллельно друг другу на противоположных стенках печи. Основная часть вентилятора крепится вне камеры. Его наваривают таким образом, чтобы выход был узким, а вход достаточно широким. В сушильной печи также необходимо сделать отдельную камеру для напыления. Для обработки крупных деталей лучше предусмотреть тележки рельсового типа.
Расход
Привлекательность порошковой краски не вызывает сомнения. Однако нужно точно определить потребность в ней, узнать, сколько уходит красящего состава на каждый м2. Минимальная толщина создаваемого слоя составляет 100 мкм, чтобы сократить использование красителя, желательно его распылять. Аэрозольный способ применения позволяет тратить от 0.12 до 0.14 кг материала на 1 метр квадратный. Но все эти расчеты только примерные, и позволяют определить порядок цифр.
Точную оценку можно дать, зная свойства конкретной разновидности краски и характеристики подложки, на которую ее будут наносить. Помните, что норма, указываемая на этикетках и упаковках, красующаяся на рекламных плакатах, подразумевает окраску поверхности, абсолютно не содержащей пор. Пластик или металл имеют лишь незначительную пористость, и потому даже крася их, нужно будет использовать чуть больше красителя, чем предписано производителем. Когда требуется обработать иные материалы, затраты существенно возрастут. Так что не стоит возмущаться, обнаружив в счетах за услуги по порошковому окрашиванию «завышенные» цифры.