Отверстия квадратной формы в заготовках или изделиях, выполненных из металла и других материалов, можно получить с помощью режущего инструмента, называемого сверлом для квадратных отверстий. Оно имеет еще одно название – сверло Уаттса. Квадратные отверстия получаются с небольшими закруглениями в углах, которые почти незаметны. Их сверлят, рассверливают и засверливают в металле черном и цветном толщиной не более 16 мм, дереве, фанере и других материалах, включая вещества композитного происхождения. Операция выполняется с помощью дрели, перфоратора или на станках токарных или протяжных. Применяются в промышленности, сельском хозяйстве и быту при изготовлении продукции, ремонте и выполнении поделок собственными руками.
Принципы действия и конструкция
Для того чтобы просверлить квадратное отверстие, обычно используют сверло Уаттса, в основу конструкции которого положена такая геометрическая фигура, как треугольник Рёло. Одна из важнейших особенностей такой фигуры, представляющей собой область пересечения трех равных кругов, состоит в следующем: если к такому треугольнику провести пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным. Таким образом, если двигать центр треугольника Рёло по траектории, описываемой четырьмя эллипсоидными дугами, его вершины будут вычерчивать практически идеальный квадрат, у которого будут лишь несколько скруглены вершины.
Свойство треугольника Рёло
Уникальные свойства треугольника Рёло позволили создать сверла для квадратных отверстий. Особенностью использования такого инструмента является то, что ось его вращения должна не оставаться на месте, а перемещаться по вышеописанной траектории. Естественно, этому перемещению не должен препятствовать патрон оборудования. При использовании такого сверла и соответствующей оснастки квадратное отверстие получается с идеально ровными и параллельными сторонами, но с немного скругленными углами. Площадь таких необработанных инструментом уголков составляет лишь 2% от площади всего квадрата.
История появления инструмента
В основе конструкции сверла Уаттса — треугольник Рело. Для получения такой фигуры необходимо начертить равносторонний треугольник и три окружности. Их центры располагаются в углах треугольника, а радиус равен его стороне. В результате получается треугольник со скругленными сторонами. Инженер из Германии Ф.Рело заметил, что при определенных способах вращения у новой фигуры траектория максимально приближена к квадрату.
Треугольник Рело:
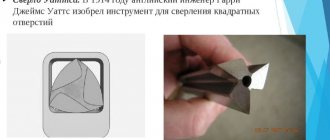
В 1916 году Уаттс оформил патент на специальное приспособление. Его техническая разработка обеспечила перемещение сверла таким образом, чтобы гарантированно получать отверстия квадратной формы.
Сверло Уаттса:
Принципы действия и конструкция
Для того чтобы просверлить квадратное отверстие, обычно используют сверло Уаттса, в основу конструкции которого положена такая геометрическая фигура, как треугольник Рёло. Одна из важнейших особенностей такой фигуры, представляющей собой область пересечения трех равных кругов, состоит в следующем: если к такому треугольнику провести пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным. Таким образом, если двигать центр треугольника Рёло по траектории, описываемой четырьмя эллипсоидными дугами, его вершины будут вычерчивать практически идеальный квадрат, у которого будут лишь несколько скруглены вершины.
Свойство треугольника Рёло
Уникальные свойства треугольника Рёло позволили создать сверла для квадратных отверстий. Особенностью использования такого инструмента является то, что ось его вращения должна не оставаться на месте, а перемещаться по вышеописанной траектории. Естественно, этому перемещению не должен препятствовать патрон оборудования. При использовании такого сверла и соответствующей оснастки квадратное отверстие получается с идеально ровными и параллельными сторонами, но с немного скругленными углами. Площадь таких необработанных инструментом уголков составляет лишь 2% от площади всего квадрата.
Возможна ли точная резка отверстий в металле плазмой
Плазмой можно делать длинные резы, это подтверждается профессионалами и не является новинкой. Сложности появляются при изготовлении отверстий методом плазменной резки в проводящих электричество металлах для соединения частей болтами. При этом качество вызывает большие вопросы. Рассмотрим рекомендации, способные улучшить качество работы и облегчить ее.
- Контроль высоты плазмы.
В процессе резки очень важно выдерживать определенное расстояние между поверхностью металла и резаком. Оно влияет на качество изделия и на срок службы расходных материалов.
Необходимо тщательно подбирать высоту плазмы. При резке расстояние между резаком и обрабатываемым материалом необходимо делать чуть большим. Общий совет: высота пробивки при использовании плазмы должна быть выше рекомендуемой на 50–100 %. Рассмотрим пример: рекомендуемая высота для проведения резки – 2–2,5 мм, профессионал при этом будет работать на расстоянии 4-5 мм. Необходимо помнить, что излишне малое расстояние приводит к ускоренному износу аппаратуры.
- Найти место для прожига.
Точно локализованное место первоначальной пробивки поможет предотвратить колебания дуги и растяжений, а также иные проблемы. Во-первых, произойдет стабилизация дуги еще до достижения ею края отверстия. Как энергия, так и сила давления должны увеличиваться постепенно. Во-вторых, колебания плазменной дуги, возникающие из-за наличия на металле окалины, можно практически полностью убрать, определив место для пробивки непосредственно около центра. Для комбинированных методов резки прямых линий применяются те же правила.
- Контроль высоты и напряжения дуги.
Невысокая скорость резки, присущая автоматическим системам, влияет на изменения в высоте дуги в процессе изготовления отверстий диаметром меньше 25 мм. Для предотвращения этого перед началом резки происходит отключение контролера напряжения плазменной дуги.
Геометрические параметры
К основным геометрическим параметрам относят такие показатели:
- диаметр, указываемый в мм;
- длина общая, мм;
- длина рабочей части, мм;
- угол заточки в градусах.
Кроме того, выбирая сверло квадратное, обращают внимание на хвостовик, который должен соответствовать шпинделю инструмента или комплекту приспособлений, для его крепления. Сверление квадратных отверстий необходимо выполнять после предварительной разметки и кернения центра будущего отверстия. Рекомендуется начинать сверление при низких скоростях вращения, а затем перейти на ту скорость, которая указана в паспортных данных станка или инструмента.
Как вырезать круглые отверстия
С помощью логических операций Boolean
Такой способ вырезать отверстие в объекте мы уже разбирали очень подробно в этом уроке. Метод действительно хорош своей простотой, но сетка после манипуляций с булеан может получиться «кривая». Иногда проблемы с сеткой помогает решить применение ProBoolean.
С помощью ProCutter
Этот инструмент позволяет делать отверстия почти также, как Boolean. Создаем объект в котором будем вырезать дыры, и объект, или несколько, которые будем вырезать. У меня это два цилиндра.
Теперь выбираем большой цилиндр и применяем к нему ProCutter. Жмем Create – Compound – ProCutter.
Выбираем большой цилиндр, прописываем настройки как у меня на скриншоте, затем, с нажатой кнопкой Pick Stock Object выбираем объекты, которые будем вычитать.
Получаем идеально круглые отверстия.
«Ручным» методом
Этот метод позволяет более грамотно вписать окружность в сетку 3-d модели, но времени придется потратить гораздо больше. Создаем сферу с помощью стандартных примитивов Standard Primitives и конвертируем ее в Editable Poly.
Переходим в режим Vertex и ставим галочку рядом с Ignore BackFacing, таким образом мы не зацепим случайно точки на другой стороне сферы.
Примечаем любой квадрат сетки, выбираем три его вершины (как указано на скриншоте) и соединяем их диагональю с помощью Connect. Создаем таким методом две диагонали.
Выбираем точку на месте пересечения диагоналей и жмем кнопочку Champfer, прописываем радиус.
Переходим на уровень Edge и выбираем две противостоящие линии сетки, затем жмем кнопочку Connect, задаем 4 сегмента.
Так делаем со всеми смежными с окружностью эйджами.
Переходим в режим точек Vertex, у нас должны быть выбраны точки, принадлежащие будущей окружности. Накидываем модификатор Spherify.
Получаем круглое отверстие. Теперь мы можем конвертировать объект, например, в Editable Poly, чтобы проводить манипуляции с ним.
С помощью Loop Regularizer
Еще один способ — воспользоваться бесплатным скриптом Loop Regularizer, который можно . Качаем его, затем перетягиваем сохранившийся файл в открытое окно 3д макса.
Как пользоваться скриптом, расскажу на примере. Создаем прямоугольник, задаем ему два сегмента по высоте и ширине. Переводим его в Editable Poly. Переходим на уровень редактирования Edge и двойным щелчком мыши выбираем все эйджи, делящие прямоугольник пополам в вертикальной плоскости.
Жмем кнопку Chamfer, задаем количество сегментов (чем больше, тем более округлым будет отверстие), задаем расстояние.
Теперь то же сделаем и для горизонтальных эйджей.
Переходим на уровень Polygon и выделяем все полигоны в центре с обоих сторон прямоугольника.
Щелкаем ПКМ на экране и выбираем появившуюся после установки скрипта строчку Regularize.
Квадрат преобразовался в окружность. Как я уже говорила, она была бы более сглаженной, если бы мы задали больше сегментов Chamfer.
Теперь нажимаем кнопочку Bridge и получаем сквозное отверстие.
Можно ли вырезать отверстие в металле болгаркой
Описанные выше методы относились к промышленным способам резки металла. Для использования на производственных предприятиях болгарка не подходит. Данный инструмент более всего применим в условиях мелкого производства, дома, когда необходим мелкий ремонт или строительство. Точность, с которой выполняется резка, невелика. Однако она и не требуется.
Рассмотрим пример. Для этого используем швеллер 12 и лист металла в 2 мм.
Для начала наносим керны и отмечаем две окружности с помощью штангенциркуля, но не измерительного, а специального, или обычного циркуля по металлу, поскольку простым по металлической поверхности чертить нежелательно. Впрочем, при неимении иного можно и им провести разметку – не сотрется. Основная задача заключается в резке круглой заготовки из листа металла, в основании же швеллера толщиной 0,5 см необходимо сделать круглое отверстие.
Процессу резки предшествуют подготовительные мероприятия: подбор и установка на болгарку стертого диска наименьшего диаметра.
Проводим разметку листа металла и швеллера. После чего производим еле заметный неглубокий запил установленным диском. Болгарку необходимо вести равномерно, не меняя скорости, и постоянно поворачивать ее по окружности.
Следом полностью отрезаем кусок металла с обозначенной окружностью. После чего несколькими надрезами осуществляем полный прорез от внешней границы куска и до окружности. В швеллере делаем все в обратном порядке. Производим резку окна в центре круга, после чего идем полными запилами к окружности. Таким образом получаются сегменты. При работе с толстым металлом запилов для сегментов нужно делать побольше для более удобного их удаления.
Инструмент для сверления квадратных отверстий
Для сверления квадратных отверстий применяют специальные сверла Уаттса. Они отличаются от обычных инструментов рабочими частями, имеющими особую конструкцию. В ее основе – треугольник Рело.
Изображение №1: треугольник Рело и его свойства
Эта фигура представляет собой пересечение трех равных кругов. Самое важное свойство треугольника Рело заключается в том, что если провести к такому треугольнику пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным. Как видно на рисунке выше, если вращать треугольник Рело по траектории, описываемой 4-мя эллипсоидными дугами, получается квадрат с незначительными скруглениями в углах.
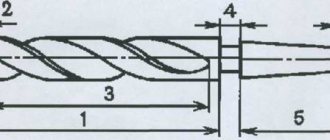
Наработки Рело использовал английский инженер Г. Уаттс. Именно он создал сверло для квадратных отверстий, названное в его честь — сверло Уаттса. Рабочая часть имеет вот такой профиль.
Изображение №2: сверло Уаттса и профиль его рабочей части
Классификация сверл для квадратных отверстий
В современной металлообработке практически весь режущий инструмент, который применяется для получения квадратных отверстий, работает по принципу вращения треугольника Рело. Сверло Уаттса (или как его еще иногда называют сверло Рело) позволяет получить квадратные отверстия различных размеров в металлических деталях различной толщины. Классифицируют данный инструмент по его размерам, материалу изготовления, конструкцией хвостовика.
Сверло Уаттса по металлу обязательно должно быть изготовлено из быстрорежущей стали. Такой инструмент имеет маркировку HSS (High Speed Steel). Для инструмента отечественного производства применяют инструментальную сталь У10 либо легированные стали Х12 и Х12МФ. Твердость инструмента должна иметь значение от 52 до 60 HRC. Квадратное сверло может иметь различный диаметр в зависимости от размера стороны квадрата.
Отметим, что купить сверло Уаттса довольно непросто. Не стоит ожидать, что его можно будет найти в каждом магазине металлорежущего инструмента. Возможно, придется приобретать его на заказ в крупном магазине инструмента или покупать в интернет магазине.
Как просверлить квадратное отверстие без специального сверла
Чтобы просверлить проем квадратной формы в материале, вовсе не обязательно для этого использовать специальное сверло. До того, как появились специальные насадки, мастера пользовались простым проверенным способом. Этот способ заключается в использовании обычных сверл по металлу или по дереву (в зависимости от того, какой материал необходимо обрабатывать). Если возникла потребность сверления квадратного отверстия, но при этом отсутствует специальное сверло, то реализовать процесс можно следующим способом:
- Первоначально нужно нанести разметку будущего квадрата на поверхности материала
- После этого на углах разметки керном наметить точки, по которым осуществляется сверление круглых отверстий
- После высверливания сквозных отверстий по периметру разметки необходимо воспользоваться сверлом такого диаметра, чтобы удалить внутреннюю часть путем высверливания
- Далее остается только поработать напильником, чтобы выровнять углы получившегося квадрата
Эта процедура вовсе не трудная, но занимает много времени. Однако она является отличной альтернативой квадратным сверлам, после применения которых также не избежать применения напильника, чтобы выровнять углы. Этот метод получения квадратных проемов очень популярен, и применяется даже сегодня. Если нужно быстро сделать в заготовке квадратное отверстие, то надо просверлить первоначально круглое отверстие, а затем воспользоваться напильником, обточив грани, и получив при этом нужную форму.
Это интересно!Достоинство этого метода в том, что таким способом можно получить квадратные проемы разных размеров. Чтобы просверлить квадратные проемы разных размеров специальными сверлами, понадобится иметь в распоряжении насадки соответствующих параметров.
Порядок выполнения работ
Большое квадратное отверстие
Многие уже догадались, каким будет примерный перечень работ, как только узнали требуемый для работы инструмент.
1 Идея заключается в следующем. В заготовке продольно формируется прямоугольный рез, шириной соответствующей размеру стороны высверливаемого квадрата. Глубина подбирается с учётом размеров заготовки так, чтобы центр будущего квадрата совпадал с осью цилиндрической заготовки.
2 Затем сверх пропила устанавливается металлическая перемычка, которую нужно будет обварить.
3 Для придания изделию товарного вида, его следует обработать после сварки на токарном станке.
Итак, приступим к практике.
Шаг №1 – формирование пропила
Делаем рез шириной размера стороны квадрата
1 Для резки лучше использовать отрезной диск. Это значительно ускорит работу. Не забываем про масло.
Рез отфрезерован
2 Меняем диск на фрезеровочный, поскольку нужна правильная геометрия квадратного отверстия.
Шаг №2 – формируем перемычку
Примерка перемычки
1 Помещаем квадратный стержень в проделанный рез. Сверху накладываем металлическую перемычку. В качестве последней используем отрезок аналогичного стержня.
Фиксация заготовки в тисках
2 С помощью тисков фиксируем подготовленную к сварке заготовку.
Шаг №3 – сварка и первичная обработка
Сварочные работы окончены
1 Перемычку прихватываем на пару точек и вынимаем из тисков. Хорошенько провариваем конструкцию.
Нужно отжечь сварку
2 Чтоб не думалось, отжигаем сварочные швы.
Шаг №4 – обработка на токарном
Обработка первой части
1 Для обработки использовался резец ВК-8. Выставляем заготовку. Для этого пришлось её немного обработать напильником.
Выставляем и торцуем
2 Переворачиваем изделие. Выставляем и торцуем заготовку.
Зажимаем и обрабатываем
3 Зажимаем и обрабатываем на чистовую.
Выбор фрезы под сверление квадратных проемов
Какие трудности могут возникнуть при выборе сверла под квадратное отверстие? Казалось бы, что никаких трудностей вовсе не возникнет. Нужно только прийти в магазин, и сообщить продавцу размер и форму проема, который необходимо получить в итоге. При покупке долбежной фрезы понадобится уделить внимание следующим техническим параметрам:
- Производитель — рассматриваемые устройства изготавливают все современные фирмы, причем не только отечественные, но и зарубежные. Цены таких сверл отличаются в зависимости от того, кто является производителем. Не всегда высокая стоимость товара говорит о его качестве, поэтому выбирать необходимо в зависимости от того, как часто планируете пользоваться насадкой. Если часто, то лучше отдать предпочтение изделиям производителя Rapid. Китайские насадки стоят дешевле, поэтому для продолжительного применения они не рассчитаны
- Длина сверла — зависит от того, какой глубины проем необходимо получить в итоге. Наиболее распространенные варианты фрез по длине от 160 до 225 мм
- Размер квадратного отверстия — все зависит от поставленной задачи. Насадки в зависимости от размера оправки имеют соответствующие параметры. Надо понимать, что это один из главных параметров. Долото насадки всегда имеет меньший диаметр, чем размер оправки
- Тип хвостовика — на этот параметр важно обратить внимание, так как закрепить сверло с конусным хвостовиком в патроне дрели не получится
- Предназначение — в зависимости от того, какой материал планируется обрабатывать — сталь или древесину. Для стальных заготовок применяются изделия из высоколегированной и быстрорежущей стали, а для древесины выпускаются насадки из углеродистой стали
| Размер сверла | d, мм | B, мм | L, мм | C, мм | D, мм | E, мм |
| 6х6 | 4 | 45 | 160 | 115 | 6 | 19 |
| 8х8 | 5,7 | 50 | 205 | 135 | 8 | 19 |
| 10х10 | 6,8 | 50 | 205 | 140 | 10 | 19 |
| 12х12 | 9,5 | 70 | 210 | 140 | 12 | 19 |
На основании вышеуказанных параметров следует выбирать сверла под квадратные проемы. Для начала определитесь с размером необходимого отверстия, а также его шириной.
Это интересно!Для сверления квадратных отверстий в металлических заготовках рекомендуется использовать специализированное оборудование. Дрелью можно просверлить проем в деревянной детали, но с обязательным применением держателя.
Получение отверстий в металле сверлением
Просверлить отверстия высокого качества в металле поможет правильный выбор оборудования и грамотно проведенная подготовительная работа. Помимо этого, большое значение для эффективности резки имеет надежность аппаратуры и используемых сверл.
Ниже представлены основные виды отверстий, а также методы их получения:
- Сквозные. Данный вид изготавливается путем полного прохода (насквозь) заготовки. Основной особенностью данного метода резки является значительное уменьшение сопротивления материала после выхода сверла с изнаночной стороны изделия. При недостаточном контроле аппарат может резко опуститься и сверло упрется в верстак, что иногда приводит к поломке оборудования или заклиниванию. Для предотвращения этого используют защитные покрытия столешницы (верстака): деревянную (металлическую) многослойную подкладку или простой брусок со сделанным насквозь отверстием.
Если резка происходит на станке, то профессионалы советуют перед окончанием работы переходить на подачу вручную. При разрезании тонкостенных изделий применяют перьевые сверла, так как обычные спиральные могут повреждать их края. - Глухие. Особенности применения данного метода резки – в контроле глубины проникновения сверла. На современном оборудовании стоит специальная система, которая контролирует его подачу. Таким образом происходит резка отверстий в металле с заданной глубиной и без дополнительных инструментов.
Если же система контролируемой подачи сверла отсутствует, то применяют регулируемый или втулочный упор. Помимо этого, можно использовать глубиномер или простую линейку. Однако это неудобно и сильно замедляет работу, поскольку требуется удалить сверло из отверстия, вычистить стружку, а затем измерить глубину. - Сложная форма. Примером осложненной формы может служить отверстие, расположенное у края изделия. Для его резки используют одновременно две заготовки одинакового размера, их складывают и помещают в тиски. Материал второй заготовки должен быть аналогичным первой, причина скрывается в особенностях резки отверстий на краях металла – сверло будет сдвигаться в сторону более мягкого материала.
Изготовление отверстий на цилиндрических поверхностях металла также относится к сложным видам резки. Перед началом подобной работы необходимо положить подкладку из древесины или пробки. - С уступами. Особенностью данного метода резки является использование сразу двух техник: уменьшения диаметра и рассверливания. И если в последнем случае применяют разные сверла, постепенно увеличивая их диаметр от меньшего к большему, то при уменьшении диаметра применяют сначала большее сверло, а затем, по мере прохождения вглубь металла, сокращают его размер.
- Большего диаметра. Такая технология считается самой трудоемкой. При резке отверстий в заготовке толщиной не более 0,8–1,0 см применяют так называемые конусно-ступенчатые сверла. Диаметр прохода таких приспособлений – 0,4-0,5 см. В условиях промышленного производства часто применяют биметаллические коронки, позволяющие сделать отверстия размером, не превышающим 10 см. Менее трудоемкой считается технология кольцевого сверления. Ее делают на низких оборотах.
Изготовление пробойника
На арматурном пруте, размечается одна из боковых сторон (круглая) в виде «вписанного» квадрата нужных размеров. Далее арматура зажимается в тисках параллельно его «губкам» и при помощи болгарки обтачивается по 4-м сторонам до нужных размеров. Для получения максимальной точности используется штангенциркуль, который дает возможность проверять текущий размер детали.
Изготовив заготовку квадратного типа на части арматурного прутка, необходимо ее будет «заточить» особым образом, используя совсем маленький круг болгарки и круглый напильник. Надо будет вертикально закрепить деталь в тисках, и постепенно создать полукруг между соседними вершинами квадрата. В центре торцевой части изделия должна при этом образоваться круглая впадина.
После того как вершины квадрата (торцевая часть детали) стали острыми «шпилями», необходимо будет закрепить горизонтально деталь в тисках, и закалить — деталь, используя обычную пропановую горелку, с помощью которой квадратная часть изделия нагревается до покраснения, и затем остужается водой.
После подобной обработки квадратная часть детали (пробойник) становиться более крепкой и жесткой.
Немного истории с геометрией
Ещё в XV веке легендарный Леонардо да Винчи, изучая свойства геометрических фигур, обратил внимание на так называемые геометрические объекты с равной толщиной. Таких фигур имеется бесконечное множество, но простейшей – помимо окружности — является скруглённый треугольник, который может быть образован следующим образом. Вычерчивается равносторонний треугольник, каждый из углов которого соединяется дугой окружности, проведённой из центра противоположной стороны. Особенностью такого треугольника будет то, что все его стороны будут иметь постоянную ширину, которая равна длине стороны исходного равностороннего треугольника.
Практическую пользу из этого факта извлёк Л. Эйлер, который три века спустя продемонстрировал вращение такого скруглённого треугольника: вначале вокруг собственной оси, а затем – с некоторым эксцентриситетом, благо карданный механизм науке и технике того времени был уже известен.
Особенности сверления квадратных отверстий в дереве
В мебельном производстве часто соединение деталей выполняют по системе шип-паз. Это соединение предполагает наличие в комплектуемых деталях пазов квадратного профиля. Для получения отверстий в древесине применяют специальное квадратное сверло по дереву. Оно представляет собой комплект долбежного инструмента. Он состоит из внутреннего сверла по дереву и надеваемого на него долота. Обычно диаметр сверла колеблется в пределах от 6 до 18 миллиметров. Хвостовик обычно идет диаметром 19 миллиметров. Такие комплекты могут быть установлены на долбежно-сверлильные станки.
Принцип действий и конструкция треугольник Рело
Треугольник Рело представляет собой плоскую геометрическую фигуру. Она образуется при соединении вершин равностороннего треугольника дугами окружностей, проведенными из каждой вершины этого же треугольника.
Особенность треугольника Рело состоит в том, что при совершении качательного движения его вершины описывают траекторию почти идеального квадрата.
Единственным недостатком такого вращения треугольника Рело является то, что в углах квадрата остаются небольшие скругления.
При необходимости получения квадратного отверстия с внутренними углами 90 градусов его придется доработать. Это можно сделать вручную с помощью напильников и рашпилей либо на долбежных станках.
Электроника для всех
Думаю каждый из вас делал корпус для своей электронной поделки. И при изготовлении корпуса часто возникает одна мерзкая проблема — проделать дырку формой отличной от окружности. Например, квадратную, под LED индикатор.
Я раньше долго мучался, высверливал по контуру, затем шлифовал эти зубчики, матерился по поводу того, что сошлифовал лишнее или запорол параллельность. В общем, на все что касается механообработки материала у меня руки из задницы. И с этим ничего не поделать. Но там где не могут руки должна работать голова. И придумалось простое и эффективное решение.
Итак. Надо профигачить в пластиковом корпусе квадратную дырку. Для начала разметим отверстие. Делать это лучше по бумажному шаблону — надо как можно четче накернить углы. Делаем это на наружней, лицевой, стороне! Затем углы сверлятся насквозь тонким сверлышком. Тут важно взять сверло потоньше. Чем тоньше тем точнее будет наше отверстие.
Берем линейку и острый скальпель. Можно канцелярский нож или что под рукой. Главное требование — он должен быть очень острым, жестким и чтобы не болтался. Я делаю такие вещи с помощью резака X-Acto
.
По линейке от дырочки до дырочки, точно по размерам нашего отверстия (ни больше ни меньше, точно так!) делаем прорезы. Чем глубже тем лучше, но можно без фанатизма. Т.к. чем глубже режешь тем больше шанс что сорвется лезвие и мы покоцаем наружную поверхность, а это уже не то — некрасиво. Дырочки тут рулят еще тем, что в них заваливается острие скальпеля и край реза дальше дырки не идет. Разметка тут самый важный этап
. От него зависит получится ли все с первого раза идеально или придется подравнивать.
Прорезал, теперь надо раскромсать внутреннюю поверхность дырки на 4ре части, под андреевский флаг. Это уже чем угодно. Я обычно не церемонюсь — беру тупое сверло, которое уже не жалко. Втыкаю его и как фрезой на больших оборотах прогрызаю его бочиной пластик от угла до угла.
Все, получили внутри четыре кусочка. Теперь надо подцепить их от центра и выломать внутрь
!
Прорез который мы сделали даст нам слабую точку по которой пластик лопнет и выломается. А отверстия с краев не дадут трещине уйти дальше чем надо.
Видите какой четкий и ровный излом получается?
Раз два три четыре — получили точное прямоугольное отверстие которое не надо ни ровнять, ни шлифовать. Ну может чуть чуть, если с разметкой накосячил — как я сейчас :(.
На проковыривание этой дырки у меня ушло не более 10 минут. Это с уборкой мусора и отвлеканием на фотографирование и поиск то скальпеля, то сверлышка.
З.Ы.
Дырку эту я тут проделал чисто ради фоток, на ненужном корпусе, поэтому не смотрите что у ней «горизонт завален» и разметка кривая — я не старался 
Как сделать прямоугольное отверстие в листе металла
Покажу вам как сделать прямоугольное отверстие в листе металла с помощью молотка и зубила. Еще потребуется дрель и тиски. Большие прямоугольные отверстия можно пропилить болгаркой, а маленькие зубилом.
Мой канал libral1973: https://www.youtube.com/user/libral1973Станок для распиловки дров: https://www.youtube.com/watch?v=hHvT7. Испытания плуга: https://www.youtube.com/watch?v=SuDZH. Установка насоса гидравлики: https://www.youtube.com/watch?v=0jtL_. Уборка картофеля минитрактором: https://www.youtube.com/watch?v=KdzR4. Посадка картофеля минитрактором: https://www.youtube.com/watch?v=47vg9. Инструмент для посадки: https://www.youtube.com/watch?v=uC_-B. Культиватор своими руками: https://www.youtube.com/watch?v=frfW6. Как настроить зазоры клапанов: https://www.youtube.com/watch?v=5hPSX. Как укоротить гидроцилиндр: https://www.youtube.com/watch?v=niH5W. Культиватор своими руками: https://www.youtube.com/watch?v=frfW6. Сетка рабица своими руками: https://www.youtube.com/watch?v=oRdGi. Токарный станок по дереву: https://www.youtube.com/watch?v=m_kNg. ———————————————————Как отправить e-mail: https://Мой блог: https://
Результат работы
Результат работы
В итоге получилось вполне годное изделие. Размеры соблюдены, внешний вид удовлетворительный. Результат получился достойным.
ОТК изделие приняло
В заключении стоит отметить, что можно изготовить подобное изделие и без использования токарного станка, заместив его обычной машинкой УШМ. Результат, конечно, будет не такой качественный, да и трудозатраты будут значительно больше. Но, что делать, если другого ничего под рукой нет, а квадратное отверстие нужно здесь и сейчас.