Отрезной круг является разновидностью расходного инструмента. Он предназначен для нарезки материалов самых разных типов. По конструктивному исполнению выглядит, как диск с поверхностью, на которую нанесен слой абразивной смеси. Жесткость обеспечивается армированием стекловолоконной сеткой. Такое технологическое решение препятствует откалыванию крупных фрагментов. К разрушению диска приводит исключительно неправильный выбор режима резания либо несоблюдение требований по корректной эксплуатации.
Разновидности отрезных кругов
Основным критерием, применяемым для подразделения отрезных дисков, является тип материала, работают с которым они наиболее эффективно. В соответствии с этим признаком круги бывают:
- по металлу. Сфера использования – резка листового металла, профилей с П-образным сечением — швеллеров, балок Г-образной конфигурации — уголков, труб, в том числе профильных, и арматуры;
- по дереву. По периметру внешней кромки круга расположены острые прямые, скошенные, трапецеидальные и другие по форме зубья. Диски этого типа используются также для распила панелей МDF, гипсокартонных листов, элементов оконного стеклопакета и труб, изготовленных из пластика;
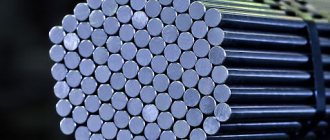
- по камню. Используются для резки плоских и волновых асбоцементных листов, брусчатки дорожного покрытия, сооружений из камня, выдерживающей большую нагрузку тротуарной плитки, а также объектов, созданных из бетона и силикатного кирпича (см. рис.).
Другой критерий, используемый для классификации дисков отрезных для УШМ – технология их производства.
Диски абразивные. Конструктивную основу такого круга составляют, как минимум 2 слоя т.н. стеклосетки, а масса, включающая абразивные материалы, наносится поверх нее. Таковыми могут быть:
- электрокорунд. Это сверхтвердый, устойчивый к воздействиям химически-агрессивных сред и огнеупорный материал, в основе которого находится окись алюминия А2О3;
- карбид кремния. Химическое неорганическое бинарное соединение элементов углерод (С) и кремний (Sі);
- корунд. Наиболее распространен корунд циркониевый (сплав ZrО2+А2О3). Он характеризуется твердостью, плотностью и, одновременно, значительной вязкостью.
Технологией изготовления дисков, предназначенных для резки металлических объектов, предусмотрена термообработка. После прохождения этого этапа изделие обретает повышенную сопротивляемость воздействию разрушающих нагрузок. По конфигурации существует два типа абразивного расходного инструмента/материала . Это – диски:
- вогнутые (точнее, вогнутой у них является втулка посадочного места);
- плоские.
Диски алмазные. Используются для реза объектов, созданных из материалов, характеризующихся повышенной прочностью:
- природного/натурального камня;
- асфальтового покрытия;
- нещелевого красного кирпича марок от М300, М250 и М200;
- мрамора, в том числе искусственного;
- гранита мелкозернистого – наиболее прочного из всех видов этой горной породы;
- бетона всех распространенных марок – В40, В30, В25, В20, В15 и др.
Производятся из стали. Частицами абразивной массы покрывается торцевая поверхность диска. Представляют они собой алмазную крошку. Диапазон варьирования ширины (S) алмазосодержащего слоя такой: 1,50 мм ≤S≤ 3,0 мм.
На рынок поставляются алмазосодержащие отрезные круги трех разновидностей:
- сегментированный. Режущая кромка с нанесенной на нее абразивной массой представляет собой совокупность отдельных сегментов. Посредством расходного инструмента данного типа осуществляется сухой рез;
- сплошной. Конструктивно выполнен в виде монолитного диска с непрерывной алмазной абразивной кромкой. Предназначен для проведения сухой резки;
- Турбо-диск. Конфигурация его алмазосодержащей кромки напоминает волну с располагающимися под наклоном канавками. Их наличие снижает площадь соприкосновения с обрабатываемым материалом. Такое конструктивное решение обеспечивает протекание процесса охлаждения естественным путем. Диск, по сути, является универсальным. Используется для проведения резок обеих видов: и сухой, и с охлаждающей жидкостью.
Шлифовальные и полировочные диски
В зависимости от типа обрабатываемого материала и требуемого качества его шлифовки или полировки используются диски с различной рабочей поверхностью:
- губчатые или матерчатые – применяются, как правило, в комплексе со специальными пастообразными или жидкими средствами;
- войлочные сплошные или выполняемые на пластиковой основе с множеством поперечных, густо посаженных войлочных лепестков, также используются с полировальными пастами;
- диски со сменной наждачной бумагой разной толщины и мелкоабразивные для зачистки и шлифовки.
Для удобной и качественной обработки больших по площади поверхностей, грубой шлифовки бревен и закругления кромок различных изделий применяют шлифовальные диски специальной конической формы.
Шлифовальные и полировочные диски применимы для очистки и полировки до идеального состояния различного рода поверхностей: от стальных до металлосплавных, активно используются в автосервисах при обработке кузовных покрытий.
Тип связки
Разновидность связки оказывает непосредственное влияние на качество пила, уровень производительности работ, а также прочность изделия. Изготовление отрезных дисков основано на использовании связки двух видов.
Органическая. Связка данного типа подразделяется в свою очередь на:
- бакелитовую. Для создания ее основы используются формальдегидные смолы – жидкие и/или измельченные до порошкообразной консистенции – совместно с наполнителями: пиритом (в состав этого минерала входит дисульфид железа (FеS2)), алебастром (диаквасульфат кальция), криолитом (минерал, относящийся к классу природных фторидов). Отрезным кругам, созданным на базе бакелитовой связки, характерна повышенная устойчивость к внешнему воздействию, работающему на сжатие/изгиб. Однако они плохо переносят контакт с охлаждающей щелочной жидкостью. Допустимое содержание такого водорастворимого химически сильного основания – не более 1,5%. Что же касается скорости вращения, то ее значение может превышать отметку 80 м/сек.Основным минусом бакелитовой связки является ее невысокая теплостойкость. Хрупкой она станет, если в процессе работы нагреется до 200°С, а выгорать начнет уже при 250°С -300°С;
- вулканитовую. Представляет собой массу, включающую 2 компонента – серу и каучук. Подвергается процедуре термообработки. Изготовленным на ее базе рассматриваемым расходным инструментам характерна плотная структура не в ущерб эластичности. Прочность диска на вулканитовой связке обеспечивает скорость реза до 80 м/сек.
Неорганическая. Эта связка – керамическая. Состоит она из следующих компонентов:
- полевого шпата – минерал, относящийся к классу силикатов;
- кварца – основной минерал из группы кремнеземов;
- мела – разновидность известняка (СаСО3);
- жидкого стекла – щелочной водный раствор силикатов калия К2О(SіО2)n и/или натрия Nа2О(SіО2)n. Другое широко распространенное название этого вещества – силикатный клей;
- талька – минерал, входящий в класс силикатов (Мg3Sі4О10(ОН)2);
- огнеупорной глины – каолин, шамот отожженные до утраты свойства пластичности.
Благодаря керамической связке водостойкость круга отрезного круга повышается. А ей самой присущи следующие качества: устойчивость при контакте с химически-агрессивными веществами и высокий уровень огнеупорности. Из недостатков можно выделить: плохо переносит нагрузку, работающую на изгиб, чувствительна к воздействиям импульсного (ударного) характера.
Сцепление выполняется одним из нескольких способов:
- серебряной круг-пайкой;
- спеканием;
- лазерной сваркой;
- гальваническим методом.
Серебряный припой
Используется для алмазных дисков большого диаметра, предназначенных для мокрой резки на стационарных станках – сегмент без постоянного охлаждения быстро отпадает. Соединение припоем нетермостойкое, но поврежденная на отдельных сегментах режущая часть может быть восстановлена.
Спекание
Спрессованный полиметаллический порошок, содержащий алмазы, под давлением спекается с полотном диска при температуре 700-1000°С. Так изготавливаются сложные сегменты дисков среднего и малого диаметра. Метод увеличивает ресурс эксплуатации, но повышает цену изделия.
Лазерная сварка
Самый прочный способ крепления. Такие диски используются как для сухой, так и для мокрой резки. При сухой резке диск не повреждается и сохраняет форму.
Гальванический метод
Пи таком способе закрепления алмазов может быть нанесен только один слой, что не дает диску самозатачиваться. Но количество режущих элементов может быть большим, а это позволяет получить исключительно точные и чистые разрезы. Технология применяется при производстве алмазных отрезных дисков, используемых при работе с материалами невысокой твердости.
Размеры, количество, качество и способ расположения алмазов, определенный состав связующего – все это определяет комбинацию, предназначенную для обработки конкретного материала.
Работа отрезного алмазного диска заключается не в резке, а в измельчании, крошении обрабатываемого материала. Алмазные кристаллы удерживаются металлической решеткой и связующим. При их стачивании камни трескаются и выпадают. Между твердостью материала и сроком эксплуатации диска существует прямая зависимость. При оптимальном подборе сегмента и материала сохраняется баланс между сопротивлением и режущими свойствами. В результате кристалл используется до окончательного разрушения, а затем в работу вступает новый, обнажившийся, алмаз.
Диски для резки плотных материалов должны иметь мягкую, быстро крошащуюся решетку. При этом алмазы так же быстро заменят друг друга, а сегмент остается работоспособным по мере стачивания. В дисках, используемых для резки мягких материалов, решетка устойчива к истиранию, а алмазы сохраняются дольше.
Этот же фактор обеспечивает и правильный подбор связки, между которой распределены алмазы. Связка может быть твердой (промежутки заполняет сталь и кобальт), мягкой (включающей бронзу) и средней (из карбида вольфрама).
Мягкая связка применяется в дисках, обрабатывающих твердые поверхности – использование ее при работе с мягким материалом приводит к ускоренному расходу сегмента. Используется при резке гранита, армированного бетона, твердых металлов.
Твердое связующее предназначена, наоборот, для обработки мягкого материала: шмота, силиката, асфальта и т.п.
Для каждого диска существует определенная маркировка, описывающая его характеристики. Некоторые производители указывают в маркировке вид материала, для обработки которого он предназначен:
- B – резка бетона;
- U – универсальные алмазные диски;
- M – диски для резки твердых материалов и мрамора;
- F – обработка керамической плитки;
- А – резка асфальта;
- P – профессиональные алмазные диски;
- PP – круги самого высокого класса;
- PE – недорогие профессиональные диски.
Диаметры дисков отрезных
На прилавках магазинов стройматериалов присутствуют отрезные круги с разными внешними диаметрами. Для проведения бытовых работ наиболее востребованы расходные материалы/инструменты с такими значениями данного параметра:
- 115,0 мм. Используются для работы с небольшими по размеру УШМ;
- 150,0 мм;125,0 мм. Сфера предназначения – «болгарки», характеризующиеся средними габаритами и не самой высокой мощностью;
- 180,0 мм; 230 мм. Применяются, преимущественно, совместно с профессиональными электроприводными устройствами.
У стандартного отрезного круга внутренний диаметр такой – 22,3 мм. Но на рынке встречаются изделия с иными величинами этого показателя, например, 32,0 мм.
Как выполнить расчет расходного материала
Документов, регламентирующих расход абразивного диска по металлу, не предусмотрено. Для определения этих параметров можно использовать два основных метода:
- Наработки советского периода. Для этого подойдет документация Минмонтажспецстроя времен СССР. Но в этих данных нет кругов с параметрами, которые выпускаются современными производителями.
- Рассчитать собственные нормативы. Такой метод подойдет при частом выполнении идентичных работ. Для каждого производителя стоит собственный норматив и уже через некоторое время можно накопить приличную базу данных.
Абразивное вещество
Качество результата работы кругов, предназначенных для резки, помимо размера зерен определяется конфигурацией, а также характеристиками абразивного вещества. Твердые частицы карбида кремния больше подходят для обработки цветных мягких сплавов и, в целом, неметаллических материалов. Форма зерен электрокорунда является оптимальной для резки объектов из углеродистой стали.
В число важных свойств абразива входит его степень переносимости воздействия высоких температур. Лучшие показатели термостойкости присущи корундовым абразивным веществам. Предельное значение их рабочих температур (Т) достигает 1900°С. Карбидам элемента бор (В) и алмазосодержащим абразивам характерна термостойкость 700°С ≤Т≤ 800°С. Такой показатель самый низкий среди подобных веществ.
Толщина отрезных дисков
Сразу необходимо сказать, что толщина кругов отрезных не стандартизована. Значение этого параметра зависит от их внешнего диаметра. Ниже приведены наиболее часто встречающиеся на рынке цифры, отображающие толщину дисков (S) с наружными диаметрами:
- 230,0 мм. 1,60 ≤S ≤ 4,0 мм;
- 180,0 мм. 1,0 ≤S ≤ 4,0 мм;
- 150,0 мм. 0,8 ≤S ≤ 3,20 мм;
- 125,0 мм. 0,8 ≤S ≤ 3,20 мм;
- 115,0 мм. 1,0 ≤S≤ 3,20 мм.
Круги с небольшой толщиной рационально применять совместно с маломощными УШМ. Чем значение параметра S меньше, тем оперативнее и более легко происходит резка. Причина данного явления очевидна: уровень сопротивления материалов ниже. Работа с толстым диском потребует от исполнителя больших физических усилий. На рисунке представлена послойная структура обычного от отрезного круга. Его изучение поможет узнать, совокупность каких элементов формирует в конечном итоге толщину такого изделия.
Диски для работы с алюминием
Цветные металлы обладают повышенной вязкостью, из-за чего при их резке дисками для стали и чугуна могут возникать различные трудности, связанные с тем, что из зоны резки не отводится стружка. Она способствует засаливанию абразива и ухудшает его режущие способности. Поэтому при резке изделий из алюминия или сплавов на его основе используют специальные диски, имеющие более мягкую вязку. Это способствует самозатачиваемости дисков, но способствует более ускоренному износу.
Абразивы для резки алюминия выпускаются ограниченным количеством производителей. Большинство изготовителей используют в обозначении более широкий спектр применения – для работы с цветными металлами.
Преимущества и недостатки
Как любой выпускаемой современной промышленностью продукции, кругам отрезным присущи свои плюсы и минусы. Рассмотрим из них лишь основные.
Абразивные расходные инструменты
Из достоинств дисков данного типа стоит выделить:
- во время активной эксплуатации круг не затупляется;
- охлаждение осуществляется естественным образом благодаря пористой структуре;
- на рынке присутствует широкая номенклатура товарных позиций;
- приемлемая цена;
К минусам абразивных расходных материалов/инструментов можно отнести:
- быстро изнашиваются;
- резка сопровождается появлением в окружающем пространстве характерного достаточно сильного запаха;
- в ходе работы образуются снопы ярких искр.
Алмазные отрезные круги
Такие изделия обладают следующими преимуществами:
- минимальное образование искр в ходе процедуры нарезки;
- отсутствие сильного неприятного для обоняния запаха гари;
- высокая устойчивость к износу;
- повышенная точность нарезки.
Из недостатков кругов алмазосодержащих отрезных домашние мастера с богатым опытом выделяют:
- низкий уровень термической стойкости;
- немалая цена.
Классификация дисков для болгарки
Круги для болгарки можно разделить на несколько типов:
- отрезные;
- полировальные и шлифовальные;
- заточные;
- обдирочные.
Для обработки какого материала применяются:
металлического;- деревянного;
- бетонного;
- стекло.
Болгарочные круги отличаются формой, толщиной, диаметром и материалом изготовления. Для простых операций применяются обычные абразивные диски плоской формы. При резке или шлифовке в труднодоступных местах используют круги в форме тарелки с утопленным крепежом.
Правила выбора
К выбору расходных материалов/инструментов следует подходить со всей ответственностью. Иначе могут появиться дополнительные необязательные затраты времени и денег. В этом плане стоит прислушаться к мнению профессиональных строителей.
Отрезной круг
Идеальный диск, предназначенный для реза различных объектов, обладает следующими характеристиками:
- выполнен с упрочняющим компонентом на базе бакелитовой связки;
- абразивное вещество: для конструкций из нержавейки – электрокорунд белый; для объектов из железа или его сплавов (это т.н. черные металлы) –электрокорунд простой;
- размер поперечного сечения круга для реза изделий из металла в условиях быта – от 1,60 до 2,0 мм;
- внешний диаметр диска для осуществления резки металлических объектов в бытовых целях – 125,0 мм;
- когда предполагается резка объектов из стали, абразив должен быть сформирован из мелкофракционных частиц.
Алмазосодержащий круг
Подбирать круг для проведения алмазной резки следует с учетом следующих рекомендаций экспертов:
- для работы с элементами конструкций из неячеистого бетона, кирпичными и гранитными объектами наиболее подходящий расходный материал/инструмент – диск сегментированного типа, ширина алмазосодержащего слоя которого (S) лежит в пределах 2,50 ≤ S ≤ 3,0 мм, а внешний диаметр данного изделия – 230 мм;
- при необходимости создания борозд, по которым будут прокладываться инженерно-технические коммуникации, отдавать предпочтение нужно кругу сегментированному с размерами наружного диаметра 350,0 мм и алмазосодержащего слоя 3,50 мм;
- обрабатывать мрамор и керамическую облицовочную плитку рекомендуется посредством сплошного отрезного инструмента, имеющего алмазное напыление. Резка этих материалов должна выполняться с охлаждением водой;
- резать конструкции из железобетона лучше с использованием алмазосодержащего турбо-диска.
Отрезной круг для работы по дереву
Лучшим вариантом для обработки деревянных изделий являются диски, произведенные из твердых сплавов, подвергнутые усилению напайкой, содержащей в большом процентном соотношении карбиды элементов кобальт (Со2С) или вольфрам (WС), и характеризующиеся:
- толщиной 3,2 мм;
- численным значением размера внешнего диаметра – max 250 мм; min 125 мм;
- количеством зубьев при необходимости осуществления: продольного реза – не больше 60-ти. Их идеальный уклон – 5°-15°; поперечного распиливания – 80-90 штук с уклоном 15°-20°.
Оптимальная скорость вращения при распиле древесины:
- экзотических пород – до 85 м/сек;
- столярного предназначения – до 80 м/сек;
- твердых пород – до 80 м/сек;
- мягких пород – до 90 м/сек.
Особенности маркировки
Абразивные круги для работы с металлом маркируют согласно требований ГОСТ P 52588—2011 и ГОСТ Р 57978—2017. Первый ГОСТ описывает данные по технике безопасности и указывает технические параметры материала и производителя, второй содержит информацию и физических характеристиках. Первый и второй ГОСТ соответствуют данным, содержащимся в международных стандартах ISO.
На картинке приведен пример маркировки и описаны указанные параметры:
- Тип конструкции – плоский.
- Геометрические параметры – диаметр, толщина, размер посадочного отверстия в мм, под красной чертой эти же характеристики указаны в дюймах.
- Физические параметры – тип абразива, зернистость, твердость, используемая связка.
- Максимально допустимая скорость вращения круга на инструменте.
- Допустимые параметры окружной скорости.
- Тип материала, для работы с которым предназначен абразив.
- Данные по технике безопасности при эксплуатации.
- Ссылка на стандарты.
- Логотип компании-производителя.
Согласно международным нормам на диск должна быть нанесена цветная маркировка, указывающая на максимальную окружную скорость. Чаще всего для дисков по металлу – это красная полоса.