Из чего и как изготовить форму?
Раньше при литье олова и его сплавов для изготовления форм использовался гипс. Развитие химических технологий вывело на арену много новых материалов, среди которых достойное место заняли силиконовые резины и герметики. Необходимо определиться с температурой герметика, которую он способен выдерживать. Она должна соответствовать температуре плавления применяемого сплава – до 240 градусов.
Мягкость герметика тоже окажет влияние на качество получаемой отливки, повышая риск деформации материала формы. Прототип необходимо покрыть разделительным слоем вазелина, чтобы исключить прилипание и можно приступить к нанесению силикона. Лучше использовать прозрачный силикон, так как в этом случае будет легче контролировать толщину формы и образование пузырей воздуха. Когда копируемый прототип представляет собой легкую и тонкую конструкцию, встают вопросы: Как лить олово?, Как лить тонкое олово?, Как изготовить форму для тонкого литья?. Что бы максимально точно скопировать рельеф поверхности прототипа и не допустить появление пузырей в форме, силикон разводят растворителем (уайт-спиритом) или бензином. Полученную жидкую массу, с помощью кисти, наносят тонкими слоями и дают высохнуть в течении суток. После нанесения 3-4 слоев жидкой массы, будущую форму покрывают не разведенным силиконом.
После затвердевания формы изготавливают гипсовый саркофаг, в котором вырезаются конусные замки, формируется канавка-выпор для выхода излишков воздуха и литник для заливки сплава. Изготовив саркофаг, силиконовую форму аккуратно извлекают, намечают положение отверстия выпора, разрезают силикон на половинки в виде книжки, раскаленной иглой прожигают намеченное отверстие, извлекают прототип. Для четкости проработки рельефа формируемой отливки, внутреннюю поверхность силиконовой формы натирают графитовым порошком.
Свойства Sn
Stannum (Sn) — латинское наименование этого гибкого, пластичного, легкоплавкого металла. Имеет № 50 в периодической таблице Менделеева.
По химическим свойствам металл подобен своим «соседям» — германию и свинцу.
В реакциях проявляет степени окисления +2, +4.
С водой или воздухом не реагирует. Причина этому — пленка оксида на поверхности металла.
Растворяется в разбавленных кислотах; с неметаллами реагирует при нагреве.
Физические свойства олова:
- плотность β-Sn 7,3 г/см3;
- плотность жидкого олова 6,98 г/см³;
- удельная электропроводность 8,69 МСм/м.
Металл обладает редким свойством: плавится при низкой температуре (232°С), а кипит при высокой (2620°С).
В природном олове 10 стабильных изотопов — это рекорд среди всех элементов таблицы Менделеева.
| Свойства атома | |
| Название, символ, номер | О́лово / Stannum (Sn), 50 |
| Атомная масса (молярная масса) | 118,710(7) а. е. м. (г/моль) |
| Электронная конфигурация | 4d10 5s2 5p2 |
| Радиус атома | 162 пм |
| Химические свойства | |
| Ковалентный радиус | 141 пм |
| Радиус иона | (+4e) 71 (+2) 93 пм |
| Электроотрицательность | 1,96 (шкала Полинга) |
| Электродный потенциал | −0,136 |
| Степени окисления | +4, +2 |
| Энергия ионизации (первый электрон) | 708,2 (7,34) кДж/моль (эВ) |
| Термодинамические свойства простого вещества | |
| Плотность (при н. у.) | 7,31 г/см³ |
| Температура плавления | 231,91 °C |
| Температура кипения | 2893 K, 2620 °C |
| Уд. теплота плавления | 7,19; кДж/моль |
| Уд. теплота испарения | 296 кДж/моль |
| Молярная теплоёмкость | 27,11 Дж/(K·моль) |
| Молярный объём | 16,3 см³/моль |
| Кристаллическая решётка простого вещества | |
| Структура решётки | тетрагональная |
| Параметры решётки | a=5,831; c=3,181 Å |
| Отношение c/a | 0,546 |
| Температура Дебая | 170,00 K |
| Прочие характеристики | |
| Теплопроводность | (300 K) 66,8 Вт/(м·К) |
| Номер CAS | 7440-31-5 |
Как производится литьё?
Силиконовый кокон вставляется в саркофаг из гипса, половинки соединяются и стягивают: или резинкой или бечевкой. Олово или его сплав плавится, выдерживается в течении 30 секунд после расплавления и производится его заливка в подготовленную форму через литник. Заливка продолжается до появления расплавленного сплава в отверстии выпора.
После остывания отливку извлекают за образовавшийся литник, очищают от излишков олова, которые мешают снять силиконовую форму, вынимают отливку. Первое литье будет неудачным, так как из силикона будут выходить газы и будут прилипать излишки графита.
Источник: olovok.com
Литье олова в силиконовые формы
15 октября 2022 г.
Уважаемые коллеги, друзья!
Мы начинаем подготовку к традиционному ежегодному виртуальному конкурсу стендовых моделей на площадке сайта Dishmodels.RU — DiSHow-2019.
Всю необходимую информацию смотрите в разделе нашего форума https://www.dishmodels.ru/forum/forumdisplay.php?159
Изготовление формы для литья из олова. Литье металла
Сергей Слышов aka sse2009
Опишу технологию создание формы для копирования Орка. Он в данном случае будет выступать в качестве мастер модели. Мастер модель должна быть изготовлена в одноразъемной форме (в принципе большинство моделей в таких формах отливают). Желательно мастер модель очистить от облоя, зачистить по линии разъема формы и устранить дефекты если они есть. Форма у нас будет одноразъемная двух составная, то есть одна линия разъема и два вида материала.
Материалы и инструменты для изготовления формы. 1. Скульптурный пластилин (все остальные силиконовый герметик сильно разъедает, да и этот тоже немного).
2. Силиконовый сантехнический герметик с термостойкостью 180 град. 3. Алебастр или строительный гипс. Вода.
4. Вазелин (можно купить в аптеке) и кисточка.
5. Картон (лучше глянцевый, меньше размокает) и ножницы.
Порядок проведения работ.
1. Вдавливаем мастер модель в пластилин примерно по линию разъема от фабричной формы (Фото 1). Я обычно располагаю модель лицевой стороной наружу.
2. Наносим тонким слоем герметик при помощи спички или зубочистки, стараясь заполнить все углубления (Фото 2). Оставляем до полного застывания (Время обычно указано на тубе с герметиком примерно 5-8 часов в зависимости от толщины слоя).
3. Наносим еще 2-3 слоя, что бы общая толщина формы во всех сечениях была не менее 5 миллиметров.
4. После полного застывания, легко определить — форма становится довольно жесткой, извлекаем из пластилина мастер модель и очищаем ее от пластилина (фото 3).
5. Наносим вазелин на полученную половинку, на мастер можно не наносить, герметик к полистиролу не прилипает (хотя перед началом работ неплохо бы проверить взаимодействие модели и герметика, например на куске литника). Повторяем пункт 2 и 3.
6. Получившийся кокон аккуратно обрезаем по периметру (по линии разъема), удаляя неровности (Фото 4). Форму НЕВКОЕМ СЛУЧАЕ НЕРАСКРЫВАЕМ, даже если очень хочется увидеть что получилось.
7. Изготовление опалубки (коробочки) для заливки алебастра. Коробочку изготавливаем из такого расчета, что между силиконовой формой и боковыми стенками примерно 5 мм,длина литьевого канала 50-60 мм, высота стенок 45 мм. Это не аксиома.
8. Заливка алебастра (Фото 5). Все работы надо проводить быстро, так как алебастр быстро застывает. Разводим его холодной водой до сметано образного состояния и заливаем половину коробочки, вкладываем форму и вдавливаем наполовину. Формируем литьевой канал, я использую либо пластилин, либо стержень от термопистолета. Из своего опыта могу сказать, что литьвой канал лучше делать цилиндрический, а не конический. Форма должна посохнуть не менее суток. Наносим кисточкой вазелин на плоскость разьема гипсовой формы, пластилин и силиконовую форму можно не мазать. Разводим и заливаем вторую половину формы. Я обычно жду около получаса и разъединяю половинки гипсовой формы (Фото 6). Сушим алебастр не менее 2-3 суток (на батарее достаточно 1 дня) иначе при заливке металла форму может разорвать.
Виды Жидкого Силикона: правила выбора и назначения | Марки и характеристики формовочного силикона
Силикон для форм – это жидкий 2х компонентный материал для изготовления эластичных молдов. Матрицы из этого материала получаются прочными на разрыв и подходят для многоразового использования.
Купить недорогой формовочный силикон и профессиональный силиконовый компаунд с доставкой по России вы можете в интернет-магазине Smola20.ru. На сайте представлен жидкий двухкомпонентный силикон для заливки разных марок и серий.
Он разнится по видам и физико-механическим свойствам.
В магазине представлен силикон, предназначенный для создания мягких и эластичных, но прочных форм. Его можно разделить на два вида в зависимости от того, с каким катализатором он вступает в реакцию. Отвердители для компаунда производятся с применением олова или платины.
Непищевой силикон для литья на основе олова
Силикон для отливки изделий из полимера, полиуретана и таких недорогих материалов, как бетон и гипс изготавливается на основе олова. Литьевой быстросохнущий жидкий компаунд – это непищевой вид композита, используемый в изготовлении матриц для снятия большого количества копий с моделей, при проведении отделочных и реставрационных работ.
В интернет-магазине Smola20.ru жидкий силикон для эластичных, прочных на разрыв форм представлен маркой Master Mold. Двухкомпонентный быстротвердеющий материал на основе олова поставляется к продаже с маркировкой S.
Цифра после буквы обозначает степень твердости по Шору. Так, например, формовочный силикон S15 применяется для изготовления небольших по размеру молдов с мелкими сложными деталями. S30 – для больших форм.
Еще одна марка жидких 2х компонентных компаундов на основе олова – Smooth-On серии Mold Max.
Литьевой силикона для создания пищевых форм
Мягкий силикон для молдов на основе платины представлен в каталоге марками Smooth-On и Sorta Clear. Жидкий компаунд с разной степенью твердости по Шору используется для изготовления пищевых форм, но может применяться и для заливки других мягких молдов.
Этот силикон для литья также является двухкомпонентным. По степени застывания он разделяется на быстросохнущий и медленный. Рабочее время последнего позволяет потратить 40-50 минут на проработку мелких деталей формы.
Сфера применения пищевого и непищевого формовочного силикона
Жидкий формовочный силикон используется в отделочных работах для изготовления искусственного камня и других материалов.
Применяется он и в реставрационных работах, когда необходимо восстановить часть багета или архитектурного объекта. Но это далеко не все сферы применения силикона для изготовления форм.
С его помощью можно создать матрицы для получения копий с разных художественных моделей.
В пищевой промышленности формы из этого материал применяются для изготовления фигурного шоколада, мороженого, кубиков льда и выпечки.
В легкой промышленности матрицы из силикона используют для отливки фигурного мыла и детских игрушек из пластика или резины. Используют этот композит и в автомобилестроении.
С помощью силиконовых форм отливают легкие пластиковые детали для транспортных средств.
Покупайте на смола20.ру — это всегда удобно и выгодно
Хотите заказать прочный силикон для изготовления форм по низкой цене? Мы предлагаем к покупке недорогие универсальные композиты и профессиональные составы для литьевой формовки собственного производства.
В интернет-магазине Smola20.ru.
представлен широкий ассортимент формовочного материала, купить который вы можете с доставкой по Москве, Санкт Петербургу, другим регионам России, а также Казахстану и Беларуси.
Продажа заливного силикона организована таким образом, что забрать свой заказ вы можете в пунктах самовывоза. Их адреса в Москве, СПб и других городах вы найдете в разделе «Доставка».
Оплатить заказ можно наложенным платежом при заказе Почтой России. Мы предусмотрели еще 10 вариантов наличного и безналичного расчета для вашего удобства.
Оплата полной стоимости заказа при получении возможна и при доставке транспортной компанией. Бесплатная доставка формовочного силикона и других товаров с нашего сайта предусмотрена при заказе от 5 000 рублей.
Но и при покупке на меньшую сумму она будет стоить дешевле – при оплате в онлайн режиме цена снижается на 3%.
11 способов оплаты.
Выбирайте любой!
Скидка 3% при онлайн-
оплате картой
Более 630 пунктов
самовывоза по России
Экспресс-доставка по России
,
в Казахстан и Беларусь
Литье из олова
Олово – это легкоплавкий металл. Он занимает пятидесятое место в таблице Менделеева. Он довольно широко распространен в природе, в частности, руду для его производства активно добывают в море Лаптевых.
Человек начал применять олово еще в бронзовом веке. В частности, его использовали для получения бронзы. В наши дни его используют в качества припоя, покрытий и пр. Кроме этого, олово применяют в ювелирном деле и при изготовлении игрушек, например, оловянных солдатиков и пр.
Процесс литья из олова
Температура плавления олова всего 231 °C. А вот точка его кипения находится в пределах 2 300 °C. Температуру, при которой металл будет расплавлен, можно достичь в домашних условиях. То есть можно вполне, разумеется, при соблюдении определенных правил и техники безопасности, выполнять литье из олова дома. В промышленных условиях для литья олова применяют специальные центробежные литейные машины. Для изготовления форм применяют гипс, алебастр, эпоксидную смолу, силикон и разумеется, металл.
Процесс литья из олова в промышленности
Создание формы, это, пожалуй, самый ответственный процесс. Для начала необходимо создать эскиз будущей модели. После этого модель изготавливают из полимерной глины. Для нанесения мелких деталей необходимо использовать шило. Другой, не менее важный процесс – изготовление литьевой формы. При ее изготовлении необходимо обеспечить наличие правильного разъема. Он нужен для того, что бы можно было извлечь готовую отливку и при этом не нанести повреждений самому изделию.
Оснастка из силикона для литья из олова
Изготовление оснастки из силикона потребует большего количества материала и времени. Это вызвано тем, что ее необходимо подвергнуть процессу вулканизации. Но в результате всех хлопот будет получена многооборотная оснастка для литья оловянных изделий. В случае если будущая деталь будет достаточно сложной, то необходимо будет предусмотреть наличие закладных деталей. Нельзя забывать и о воздуховодах, через них, по мере заполнения формы оловом, должен выходить воздух.
Важным элементом конструкции оснастки является отверстие, через которое будут выполнять заливку. Если оно будет маленьким, то металл будет поступать слишком медленно и процесс застывания может начаться до ее полного заполнения. Перед началом литья необходимо соединить полуформы вместе и поместить между листом фанеры. Лист должен быть толщиной не менее 12 миллиметров, размер должен превышать габариты металлоформы. По окончании сборки всю конструкцию стягивают жгутом.
Две полуформы между листами фанеры, стянутые жгутом
Технология литья не отличается большой сложностью, готовить металл к заливке имеет смысл после окончательной сборки формы. Для этого его необходимо хорошо прогреть. После того как на его поверхности появиться пленка желтоватого цвета можно считать, что олово готово к розливу. Если металл будет перегрет, то на поверхности расплава будет плавать синяя или фиолетовая пленка. Расплавленный металл заливают тонкой струйкой. При этом для удаления воздуха можно слегка постукивать корпусу. Открывать форму можно только после того, как отлитая деталь полностью остынет. Для изъятия отливки нужно использовать щипцы. Надо быть готовым к тому, что первое полученное изделие будет иметь некоторые дефекты поверхности.
Удаление излишек олова (облой)
Последовательность механической обработки выглядит следующим образом. Сначала удаляют облой. Так, называют излишки расплава, которые затекают в шов формы. Для этого применяют шабер. Для удаления литников применяют бокорезы. Для окончательной обработки швов используют абразивную шкурку с самым мелким зерном (нулевку).
Все, что нужно знать о жидком олове, изготовление раствора своими руками
Олово — один из химических элементов, нашедшее применение в различных промышленных сферах и быту. Это легкий металл, пластичный, ковкий и легкоплавкий. Имеет серебристо-белый оттенок и блеск. Одна из форм вещества — жидкая. Используется в основном в радиостроении. Жидкое олово прекрасно подходит для химического лужения медных деталей, в частности печатных плат. Подобный способ обработки значительно увеличивает срок их службы и предотвращает образование коррозии.
Подробно про жидкое олово
Жидкое олово представляет собой раствор, которым покрывают печатные платы. Таким образом, деталь становится защищенной от негативных воздействий. К тому же, подготовленная подобным методом поверхность, полностью готова к пайке, т.к. припой на нее ложится гораздо лучше.
Преимущества жидкого олова очевидны:
- с его помощью можно залудить плату больших размеров, со сложной схемой или с особо тонкими дорожками и расстояниями. Сделать это обычным паяльником порой очень трудно, а иногда совсем невозможно;
- поверхность, обработанная жидкостью, не будет плавиться под воздействием высоких температур, т.к. показатели плавления олова составляют 220 градусов;
- процесс лужения безопасен и довольно прост, поэтому справиться с ним сможет даже человек, далекий от работы с химическими реактивами.
Как выглядит жидкое олово
Жидкое олово можно приобрести в любом специализированном магазине или сделать самому, тем более что все компоненты находятся в полной доступности.
Состав и способы применения жидкого олова
Продается химическое вещество в пластиковых бутылках различного объема. В состав жидкого олова входит: восстановитель, стабилизатор, деионизированая вода и соль олова.
Лужение лучше проводить непосредственно перед пайкой платы. Перед процедурой деталь подготавливают. Ее очищают и обезжиривают с помощью спирта. Не рекомендуется зашкуривать плату, но если необходимо, то можно провести шлифовку пастой ГОИ с последующей очисткой.
Далее проводят непосредственно само лужение. Олово в жидком состоянии хорошо взбалтывают, выливают в подготовленную пластиковую емкость и нагревают до комнатной температуры на водяной бане. Плату погружают в раствор на 20-30 минут. В результате получают слой в 1 мкм. Если необходим слой потолще, процедуру лужения повторяют. После этого изделие промывают проточной водой и вытирают насухо чистой тряпкой. Готовую плату до использования хранят в канцелярском файле или полиэтиленовом пакете.
Инструменты и материалы для литья
Олово практически идеальный материал для выполнения литья и в домашних, в промышленных условиях. Какие будут нужны материалы и инструменты для производства формы и выполнения литья. Для изготовления формы потребуется герметик и гипс. Из первого будет изготавливаться сама оснастка, а гипс потребуется для изготовления каркаса, в который будет установлена технологическая оснастка.
Инструменты для литья из олова
Кроме, названных материалов потребуется несложный слесарный инструмент – напильники с разным сечением, плоскогубцы, паяльник и пр.
История технологии
По мнению историков, возраст, который имеет бронзовое литье, составляет 12 тысяч лет. Изначально при помощи такой технологии из бронзы изготавливались украшения и простейшие орудия труда. С течением времени данная технология совершенствовалась, и сегодня она представляет собой метод, при помощи которого создают множество уникальных изделий из данного сплава.
Современный уровень развития литья из бронзы позволяет получать из данного сплава меди различные предметы не только в производственных, но и в домашних условиях. Благодаря изобретению бронзы, а также развитию технологий ее обработки, основной из которых является литье, мы и сегодня можем наслаждаться видом произведений искусства, которые были созданы мастерами еще в Средние века и в античные времена.
Старинный бронзовый набор письменных принадлежностей
Наибольшую популярность бронзовое литье, а также литье латуни – еще одного сплава, основу которого составляет медь, приобрело в эпоху классицизма и европейского барокко. Именно в те времена люди научились использовать эти материалы для того, чтобы создавать уникальные интерьерные элементы и декор.
Такие сплавы, созданные на основе меди, и сегодня активно применяются при изготовлении:
- предметов, служащих для оформления интерьера;
- ворот и заборов, выполняющих не только декоративную, но и защитную функцию;
- скульптурных композиций и сувенирной продукции;
- барельефов и элементов оформления осветительных приборов – люстр и бра;
- элементов лестничных конструкций и входных групп.
Литьё из бронзы для изготовления рукоятей ножей
Формы для литья олова
Для изготовления литьевой оснастки применяют такие материалы, как гипс или силикон. Все зависит от детали и ее назначения. К самой простой можно отнести гипсовую. Для ее изготовления понадобится коробка из дерева, некоторое количество гипса и кусок металлической трубки.
Создание оснастки выполняется в несколько шагов:
- Приготовление гипсовой смеси. Она по внешнему виду должна напоминать густую сметану.
- Смесь вываливают в заранее приготовленную коробку и разравнивают.
- Для получения полуформы необходимо взять деталь и наполовину погрузить ее в приготовленный гипс. Аналогичную операцию необходимо выполнить со второй половиной детали. В результате будут получены 2 полуформы.
- Полуформы надо соединить, или скрепить с помощью замков или просто стянуть тугой резинкой. В то место, через которое будет заливаться расплав олова надо вставить приготовленную металлическую трубу.
В принципе литьевая оснастка готова к работе. Расплав олова можно спокойно заливать в полученную форму.
В чем отличие гипсовых форм от других – главное они имеют меньшую стойкость. Если их поверхность не подготавливать, то такая оснастка может выдержать один – два цикла.
При какой температуре плавится латунь
Без знания о том, при скольких градусах плавится латунь и как ее плавить, невозможно будет не только отлить детали из сплава меди и цинка, но и осуществить лазерную резку латуни. Неправильно подобранная температура для обработки приведет к ухудшению качеств сплава и излишним энергозатратам.
Температура плавления латуни составляет 880-950 °C. Этот показатель изменяется в зависимости от химического состава сплава. Удельная теплота плавления латуни не совпадает с температурой литья. Особенно хорошо это заметно при плавке свинцовых латуней, которые имеют сниженную текучесть. Разница между температурами их плавления и литья составляет 145-185 °C. Например, латунь марки ЛС59-1В плавится при температуре 900° C, но литье можно осуществлять при 1030-1080 °C. Для марок ЛС59-1 и ЛС74-3 эти показатели составляют 885-895 °C / 1030-1080 °C и 965° C / 1120-1160 °C соответственно, и т. д. У двухкомпонентных латуней температуры плавления и литья совпадает. Например, у Л60 это 885-895 °C, Л80 -965-1000° C, Л96 – 1055-1070 °C.
Удельная теплоемкость латуни составляет 380 Дж/(кг °С). Иначе говоря, чтобы нагреть 380 кг до температуры 1 °С, необходимо потратить 1 Дж энергии.
- режимы обработки простых и свинцовых латуней
Обратите внимание: чем больше находится в латуни свинца и висмута, тем проблематичней ее будет расплавить. Наиболее быстро плавится латунь, содержащая в себе большое количество цинка
Сплавы, где количество этого элемента доходит до 32,5 %, можно обрабатывать и без нагревания, с помощью протяжки или прокатки.
Основные способы литья олова
В промышленных условиях существует несколько технологий позволяющих быстро и эффективно изготавливать отливки из олова и его сплавов.
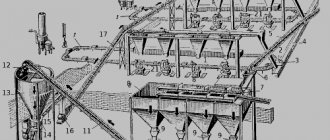
Самым популярным можно назвать литье в центробежной машине.
Суть этого метода довольно проста, расплавленный металл, через систему литников подается в формы, расположенные вокруг одной оси и вращающиеся с определенной скоростью. Их вращение обуславливает создание центробежной силы, которая прижимает поступающий металл внутри формы. Таким образом, происходит устранение лишних газов из тела будущей отливки. Это инженерное решение позволяет получать металл с мелкозернистой структурой. Литье выполняют в металлоформы, произведенные в заводских условиях. Перед заливкой на рабочие поверхности могут быть нанесены составы, облегчающие выемку готовой отливки из формы.
Литье олова в домашних условиях
Как уже отмечалось, литье из олова в домашних условиях используют для получения рыболовных снастей, фигурок, например, солдатиков и пр. Порядок выполнения отливки из олова выглядит следующим образом:
- Изготовление формы.
- Литье изделия.
- Механическая обработка отливки.
Для выполнения литья олова в домашних условиях понадобится:
- Кухонная плита;
- Олово.
- Форма для отливки.
- Напильник, скальпель и некоторые другие несложные инструменты.
Оснастку, выполненную из алюминия или силикона, можно использовать по нескольку раз. Для получения качественного результат придется потратить много времени, при этом желательно иметь определенные художественные навыки. После того как фигурка будет отлита ее желательно раскрасить. Для этого применяют акриловые краски. Для того чтобы она хорошо легла фигурку перед началом работы необходимо обезжирить.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Источник: stankiexpert.ru
Как сделать форму для оловянных изделий
Совсем необязательно платить большие деньги в сувенирном магазине за вожделенную фигурку или украшение из олова. Благодаря тому, что олово имеет низкую температуру плавления, с изготовлением оловянных изделий вы можете справиться самостоятельно в домашних условиях. А набор оловянных солдатиков станет прекрасным подарком не только ребенку, но и серьезному взрослому человеку.
Сделать форму для оловянных изделий – это, пожалуй, самый сложный вопрос, с которым сталкивается новичок. Однако и здесь нет особых трудностей. Перед тем, как приступать непосредственно к изготовлению формы для литья, следует заранее запастись необходимыми материалами и инструментами.
Гипс или алебастр, равно как и силиконовый термостойкий герметик, вы можете купить в любом строительном магазине. Скальпель или острое лезвие достать несложно. Пластилин – это вообще легче легкого. Простой карандаш, жидкость для мытья посуды или жидкое мыло есть в любом доме.
Прежде всего, на заранее приготовленную для этой цели модель изделия, начните наносить силиконовый герметик. Силикон наносят в несколько слоев. Каждый следующий слой накладывайте на предыдущий только после полного высыхания. Время высыхания герметика должно быть указано на упаковке.
Самый первый слой силикона наносите особенно внимательно, чтобы не осталось просветов. Более тщательно обработайте все неровности и впадинки. После высыхания первого слоя, изучите его на предмет брака. Если есть просветы, замажьте их, нанесите следующий слой, высушите его и т.д.
В конце у вас должна получиться довольно толстая силиконовая оболочка, через которую сама модель уже едва просматривается. Не забудьте, что в силиконовой и гипсовой формах должны быть одно или несколько отверстий конической формы. Эти отверстия располагаются широким концом наружу « в ногах» фигурки и служат для заливки олова внутрь формы.
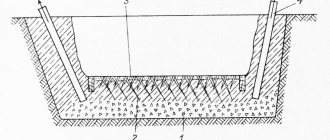
Когда силиконовая форма хорошо просохла, смастерите опалубку для заливки гипса. Опалубка представляет собой прямоугольную рамочку, которую кладут на лист стекла. Чтобы гипсовый раствор не вытекал через зазоры между стеклом и опалубкой, их замазывают пластилином.
Теперь в небольшое количество холодной воды постепенно, непрерывно размешивая, засыпайте гипс. Полученная смесь по консистенции должна походить на жидкую сметану. Этот гипсовый раствор залейте в приготовленную опалубку. Сразу после того фигурку в оболочке из силикона утопите в еще не застывшем гипсе наполовину по всей длине. Это будет половина формы для оловянного изделия.
Инструкция
Как сделать из бумаги солдатика своими руками
Изготовление бумажных игрушек доступно в принципе всем. Из бумаги можно все что угодно, например, солдатиков всех времен и народов — достаточно только подобрать подходящий силуэт и придумать, в какие мундиры одето войско. Конструирование бумажных солдатиков способно надолго занять ваших сыновей, а многие выдающиеся военные деятели начинали свою карьеру именно с такого занятия. Смотрите так же другие в этом разделе.
Для изготовления бумажного солдатика вам потребуется плотная бумага или тонкий картон, фломастеры, карандаши или краски, кусочек толстого картона. Мундир можно сделать из тонкой цветной бумаги, а можно и нарисовать. Запаситесь также клеем ПВА, ножницами, острым ножом, циркулем и линейкой.
Найдите подходящую картинку с солдатиком. Он должен быть изображен в полный рост. Очень желательно, чтобы солдатик стоял прямо. Можно, конечно, сделать солдатика и в профиль, и на лошади, и с пушкой, но все же бумага для этого — не самый подходящий материал, поскольку солдатики получатся плоскими. Вырежьте фигурку солдатика строго по контурным линиям.
Сложите лист ватмана или тонкого картона пополам лицевой стороной наружу. Положите на лист фигурку солдатика так, чтобы верхняя линия кивера или фуражки находилась на линии сгиба. Обведите фигурку строго по контуру.
Можете распечатать эту заготовку солдатиков, а потом просто вырезать и склеить их.
Заготовки солдатиков из бумаги
Для того чтобы солдатик стоял, ему потребуется подставка. Чтобы ее сделать, проведите прямую линию там, где у солдатика находятся подошвы сапог. Если солдатик маленький, то линию достаточно продолжить на 2 см от носка каждого сапога. Разделите получившуюся линию пополам, поставьте на середину линии иголку циркуля и соедините концы линии полуокружностью, радиус которой равен половине линии. На кусочке плотного картона начертите окружность такого же радиуса и вырежьте ее.
Вырежьте солдатика. Лист картона сложен вдвое точно так же, как и тогда, когда вы обводили фигурку. Дальше порядок работы зависит от вас. Можно сначала раскрасить солдатика, а потом склеить, а можно сделать наоборот. Полукруги, предназначенные для подставки, не закрашивайте и не склеивайте. На одной половинке заготовки нарисуйте лицо солдатика, волосы, козырек кивера, сделайте пуговицы и аксельбанты. На другой изобразите вид сзади — кивер закрашивается полностью, мундир и все остальное тоже. Можно сделать ментик или гимнастерку аппликацией, снова обведя рисунок, вырезав одежду по контуру и наклеив на заготовку.
Отогните подставку так, чтобы один полукруг оказался спереди, а другой — сзади. Намажьте подставку клеем и приклейте ее к кругу из плотного картона.
Дерево из фисташек. Чудо дерево
Солдат из бумаги — отличная идея для творческого досуга с детьми накануне Дня защитника Отечества. Такая хороша не только для развития мелкой моторики, но и для воспитания патриотизма у подрастающего поколения.
Сегодня мы сделали для вас большую подборку мастер-классов, посмотрев которые вы будете знать, как смастерить бумажного солдатика
Ищете идеи детских поделок к 23 февраля или 9 мая для творческого занятия или для детского сада? Сегодня мы предлагаем вам смастерить вместе с малышом солдата своими руками из бумаги
Прекрасный материал для рукоделия, недорогой и доступный для всех. Из готовых солдатиков своими руками можно сделать тематическую инсталляцию (пространственную композицию), украсить открытку к 9 мая своими руками или сделать подарок ветерану. И, конечно, каждый папа будет разд такому замечательному подарку от малыша, как солдатик из бумаги своими руками
В сегодняшней подборке вы найдёте бумажных солдатиков на любой вкус — плоское и объёмное оригами, идеи бумагопластики, сложные поделки к 9 мая из гофрокартона, и простые солдаты своими руками, с изготовлением которых справятся даже самые маленькие. Давайте смотреть фото и видео мастер-классы: