Положениями ГОСТа 30242 предусматривается разделение всех существующих дефектов сварочного производства на шесть групп. Первую из них составляют разного рода трещины – изъяны в виде продольного разрыва металла в месте соединения. Они образуются под воздействием напряжения, которое образуется после сваривания заготовок, или в результате внешнего механического воздействия. Эксплуатация конструкции с такими повреждениями рано или поздно приводит к их разрушению.
Трещина относится к числу недопустимых дефектов и должна быть устранена в обязательном порядке. Такого рода дефекты образуются как на сварном шве, так и в округ него в пределах зон, где сохраняется термическое влияние. Обнаружить их можно при визуальном контроле качества соединения. Чтобы детальнее рассмотреть характер и размеры повреждения, можно воспользоваться лупой с большим увеличением. С ее помощью обнаруживаются и микротрещины.
Образование трещин при сварке
Трещина – это несплошность, вызванная местным разрывом шва, которая может возникнуть в результате охлаждения или действия нагрузок. Микротрещина – это трещина, имеющая микроскопические размеры, которую обнаруживают физическими методами не менее чем при 50-кратном увеличении. В зависимости от температуры, при которой образуются трещины, их условно подразделяют на горячие и холодные. Горячие трещины в сталях возникают при температуре, превышающей 1000 °С, а холодные – при более низкой. Трещины являются самым серьезным дефектом сварного соединения, как правило не подлежащим устранению.
Горячие трещины – это хрупкие межкристаллические разрушения металла шва и околошовной зоны, возникающие в твердожидком состоянии в процессе кристаллизации, а также при высоких температурах в твердом состоянии. Они извилисты, в изломе имеют темный цвет, сильно окислены, распространяются по границам зерен. По современным представлениям горячие трещины вызываются действием двух факторов: наличием жидких прослоек между зернами в процессе кристаллизации и деформациями укорачивания.
В интервале температур плавления и полного затвердевания происходит миграция примесей и загрязнений в межзеренные пространства. Наличие между зернами жидкой фазы, примесей и загрязнений снижает деформационную способность шва и околошовной зоны. Неравномерность линейной и объемной усадок шва и основного металла при охлаждении приводит к возникновению внутренних напряжений, являющихся причиной появления микро- и макроскопических трещин как вдоль, так и поперек шва.
Причинами образования горячих трещин при сварке являются:
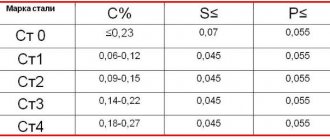
большое количество вредных примесей (особенно серы и фосфора) в металле свариваемых заготовок;
наличие в металле шва элементов, образующих химические соединения с низкой температурой затвердевания (хром, молибден, ванадий, вольфрам, титан), нарушающие связь между зернами;
жесткое закрепление свариваемых заготовок или повышенная жесткость сварного узла, затрудняющая перемещение заготовок при остывании.
Холодные трещины – это локальные меж- или транскристаллические разрушения сварных соединений, образующиеся в металле при остывании до относительно невысоких температур (как правило, ниже 200 °С) или при вылеживании готового изделия. Холодные трещины в шве и переходной зоне расположены под любым углом ко шву – в изломе светлые или со слабыми цветами побежалости и возникают преимущественно при дуговой сварке низколегированной стали большой толщины. Чаще всего трещины возникают в переходной зоне вследствие неправильной техники сварки или неправильно выбранного присадочного материала. Для предупреждения образования холодных трещин применяют:
прокаливание флюсов и электродов перед сваркой;
предварительный подогрев свариваемых заготовок до 250-450 °С;
ведение процесса сварки в режиме с оптимальными параметрами;
наложение швов в правильной последовательности;
медленное охлаждение изделия после сварки;
проведение непосредственно после сварки смягчающего отжига для снятия остаточных напряжений.
Общими причинами появления трещин, как горячих, так и холодных, в швах сварных соединений являются:
слишком высокая жесткость соединений;
слишком малый размер сварного шва для данной толщины соединения;
несоблюдение или неправильный выбор технологии сварки;
дефекты в сварном шве;
t неправильная подготовка соединения под сварку;
неудовлетворительное качество или неправильный выбор типа электродов;
использование повышенных значений сварочного тока, которое может привести к появлению крупнозернистых охрупченных участков структуры;
высокое содержание углерода или легирующих элементов в основном металле, не учтенное при выборе технологии сварки.
Для предупреждения образования трещин в швах сварных соединений необходимо:
разрабатывать металлоконструкции и технологию сварки, которые позволяют исключить применение соединений с высокой жесткостью;
при сварке изделий достаточно большой толщины увеличивать размеры сварных швов;
не допускать при сварке узких валиков, производить сварку полноразмерным швом короткими участками по 200-250 мм;
выбирать последовательность выполнения сварных швов такой, чтобы максимально долго оставлять незаваренными концевые участки соединения, с тем чтобы они обладали максимально возможной подвижностью;
обеспечить сплошность и хорошее сплавление сварных швов;
в некоторых случаях обеспечить предварительный подогрев свариваемых частей;
сборку соединений производить с одинаковым и требуемым по технологии зазором, при необходимости для выравнивания зазора применять стягивающие сборочные приспособления;
не допускать при сварке завышенных по сварочному току режимов сварки;
по возможности сварной шов делать многопроходным, так как однопроходные швы могут быть более хрупкими, а в многопроходных швах происходит отжиг каждого предыдущего слоя;
разделку заполнять сразу после завершения сварки корня шва, так как воздействию напряжения чаще всего подвергается область корневого шва.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения:
Только сон приблежает студента к концу лекции. А чужой храп его отдаляет.
8944 – | 7614 – или читать все.
95.47.253.202 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock! и обновите страницу (F5)
очень нужно
Причины образования холодных трещин при сварке
Для образования холодных трещин необходимо три составляющих:
1. Микроструктура металла в сварном шве или в зоне термического влияния имеет высокую чувствительность к водороду. Хорошую чувствительность к водороду имеет, к примеру, мартенситная структура, или структура нижнего бейнита, и формируется она в процессе сварки прочных сталей.
2. В зоне термического влияния необходимо присутствие диффузионного водорода, проникшего в околошовную зону из металла сварного шва.
3. Необходимо присутствие растягивающих напряжений в зоне термического влияния.
Вообще, основной причиной образования холодных трещин при сварке является водород. Водород может проникать в сварной шов из электродного покрытия, флюса, окружающей среды. Также водород может присутствовать в составе защитных газов или загрязнений на сварочной проволоке или сварных кромках.
Если на свариваемых кромках присутствует ржавчина, то она становится активным источником водорода для сварного шва. При ручной дуговой сварке самым распространённым “поставщиком” водорода становится электродное покрытие.
Несплавление и непровар: причины возникновения
Непровар и несплавление
Дефекты — несплавление и непровар — это отсутствие соединения основного материала и металла сварного соединения.
Несплавление возникает при высоких скоростях сварочного процесса и силе тока более 15000С. Для предотвращения несплавления необходимо уменьшить скорость сварки, снизить временной разрыв между образованием и заполнением канавки, тщательно очищать сварочную зону от масел и загрязнений. Несплавления могут располагаться:
- в корне сварного шва;
- на боковой стороне;
- между валиками.
Непровар возникает из-за невозможности расплавленного металла достичь корня шва. Причин непровара может быть несколько:
- недостаточный сварочный ток;
- слишком высокая скорость перемещения электрода;
- увеличена длина дуги;
- слишком маленький угол скоса кромок;
- перекос свариваемых кромок;
- недостаточный зазор между кромками;
- неправильно выбран — увеличен — диаметр электрода.
- попадания шлака в зазоры между кромками;
- неадекватный выбор полярности для данного типа электродов.
Непровар — очень опасный и недопустимый сварочный дефект.
Механизм образования холодных трещин
Воздействие водорода на сварное соединение может быть временное, и постоянное. Временное влияние проявляется в случае, когда сварное соединение испытывают непосредственно после окончания сварки, или вскоре после неё. В таких случаях могут появиться определённые трудности, особенно при контроле и оценке пластических свойств соединения. Образцы, даже при небольших углах загиба, уже могут иметь поверхностные трещины.
Появляются такие трещины из-за диффузии водорода в места формирования пор или шлаковых включений, а также, в случае превращение атомарного водорода в молекулярный. После перехода водорода в молекулярное состояние, в местах его скопления возникает высокое давление газа, и это служит причиной появления блестящих пор в металле.
Переход водорода в молекулярное состояние происходит при низких температурах, менее 200°C. При повышенных температурах водород в сварных соединениях находится в атомарном состоянии.
К постоянному влиянию водорода относится его воздействие на формирование холодных трещин. Склонность металла к формированию трещин обусловлена, прежде всего, её прокаливаемостью или охрупчиванием, являющихся результатом структурных превращений.
Зоны, по границам первичных зёрен, могут быть повреждены в результате протекания различных процессов, не обязательно при воздействии водорода. Это может произойти при растворении части сульфидов или карбидов и, как следствие, выпадение сульфидов и карбидов из твёрдых фаз. Этот процесс уменьшает прочность по границам зёрен. И при переходе в молекулярное состояние, водород оказывает сильное давление на эти зоны, что может служить причиной образования холодных трещин.
Классификация дефектов.
С разным причинам могут возникать дефекты сварных соединений, которые оказывают существенное влияние на качество и прочность сварных конструкций. Все дефекты сегодня принято делить на несколько групп, а именно:
- Внешние дефекты: к внешним дефектам относятся различные трещины, подреза и кратеры, которые значительно снижают прочность конструкции.
- Внутренние: до внутренних дефектов принято относить различные включения, пористость шва, а также непровар.
- Сквозные: трещины и различные пропали.
Очень часто дефекты возникают из-за прямого нарушения технологии сварки или низкой квалификации самого сварщика или неправильного подбора материалов. Также хочется заметить, что часто причиной может послужить неисправность оборудования или низкое качество самих материалов. Поэтому, в причинах возникновения дефекта нужно разбираться подробно, это поможет исключить возможность их возникновения в будущем.
Как предотвратить появление холодных трещин
Уменьшить риск возникновения холодных трещин можно, если исключить вредное воздействие водорода. Добиться этого можно, применяя определённые технологические приёмы при сварке:
1. Для предотвращения образования холодных трещин при сварке, необходимо оградить сварное соединение от воздействия водорода. Чтобы снизить риск попадания водорода в металл сварного шва, необходимо перед сваркой просушить электроды или флюс при температуре 300-350°C в течение нескольких часов.
2. Также нужно иметь в виду, что сварочная проволока, протравленная в соляной кислоте. Становится источником водорода. И если, при оценке свариваемости стали становится вероятным появление холодных трещин, то от такой проволоки лучше, по-возможности, отказаться.
3. Нагрев сварного соединения после сварки очень сильно способствует выведению водорода из металла сварного шва. Температура последующего нагрева рекомендуется в пределах 100-200°C , а продолжительность от 30мин до нескольких часов. Зависит это от разновидности сталей и толщины свариваемого металла.
При сварке высокопрочных конструкционных сталей рекомендуемая температура нагрева – 100-150°C, время нагрева – 30-60мин. При сварке металлов толщиной более 40мм, продолжительность последующего нагрева необходимо обеспечить в течение 3-5ч. В случае, когда свариваются стали очень больших толщин (к примеру, 200, 300 или 400мм), то целесообразным будет неоднократное прерывание процесса сварки и выполнение последующего нагрева.
Горячие и холодные трещины при сварке
Содержание:
Согласно ГОСТу 30242 все дефекты разделяют на шесть групп. Первая из них целиком принадлежит трещинам. Дефект шва, называемый трещиной, – это несплошность в виде разрыва металла. В месте образования появляется очаг напряжения, который при эксплуатации изделия приведет к дальнейшему разрушению.
Поэтому трещина считается недопустимым дефектом и подлежит устранению. Место образования трещин бывает, как в самом шве, так и в околошовной зоне, где сохраняется термическое влияние. Увидеть этот дефект нетрудно при визуальном осмотре. Для уточнения вида и ее размеров можно использовать лупу с большим увеличением. Ее приходится применять обязательно для обнаружения микротрещин.
Виды трещин
Существуют две разновидности трещин: первая их них называется горячей или высокотемпературной, а вторая – холодной или низкотемпературной. Каждая из них имеет градацию по другим признакам. Горячие и холодные трещины при сварке делятся по направлению – продольные, поперечные, могут быть радиальными или находиться в кратере валика. Горячие трещины образуются в металле при очень высокой температуре – более 1000°С, а для холодных достаточно более низкого значения в 200-300°С.
Горячие
Горячие трещины – это, по определению, разрушения межкристаллического характера. Цвет излома имеют темный, а форму – извилистую. Окисление является сильным.
Причины образования горячих трещин при сварке:
- Деформации, вызванные укорочением.
- Жидкие прослойки между зернами.
- Невозможность перемещения деталей для правильного остывания, что происходит при их слишком сильной фиксации.
- Нарушение связей между зернами из-за наличия элементов с низкой температурой затвердевания.
- Присутствие примесей и включений. Особенно влияют сера и фосфор.
Горячие трещины при сварке имеют следующую последовательность образования:
- после прекращения нагрева горячий металл начинает понемногу охлаждаться;
- при определенной температуре в сварном шве начинают образовываться кристаллы, между которыми имеются прослойки в жидком виде;
- происходит возрастание напряжений, приводящих к понижению деформационной способности шва и зоны вокруг него.
В результате неодинаковой усадки шва и свариваемого материала после охлаждения возникают внутренние напряжения, вызывающие появление трещин в разных направлениях.
Холодные
Холодные трещины при сварке образуются в теле самого шва и рядом. Они располагаются в продольном и поперечном направлениях под любым углом ко шву. Излом имеет светлый оттенок. Время появления – период остывания деталей. Трещины могут появляться, начиная с температуры 300 °С, поэтому их называют холодными в отличие от горячих.
Наиболее распространенные места появления холодных трещин – корень шва и место, где стыкуются валик и свариваемый металл. Такой вид трещин может появляться не только на поверхности, но и внутри металла. Их протяженность может быть небольшой. Обнаружить внутренние трещины более сложно.
Холодные трещины не имеют такого сильного разветвления, как у горячих. Меньшим является и их раскрытие. При реакции с кислородом воздуха их цвет становится коричневым или голубоватым. Высокопрочные и низколегированные стали являются наиболее уязвимыми.
Холодные трещины при сварке – причины возникновения:
- Слишком сильное соединение свариваемых деталей.
- Маленький диаметр электрода, не соответствующий толщине свариваемых деталей.
- Несоблюдение технологии сварки.
- Повышенное содержание углерода.
- Слишком быстрое охлаждение.
- Наличие внутренних напряжений.
- Неправильный выбор электрода.
При возможности следует избегать ситуаций, когда образуются холодные трещины при сварке.
Виды отклонений формы наружной поверхности шва от заданных значений
К нарушениям формы сварочного шва относят следующие дефекты:
- Подрезы непрерывные — представляют собой непрерывные углубления, расположенные на внешней части валика шва. Если подрезы располагаются со стороны корня одностороннего шва и образуются из-за усадки вдоль границы, их называют усадочными канавками. Подрезы являются широко распространенными поверхностными дефектами, которые возникают из-за слишком высокого напряжения дуги при сварке угловых швов или за неточного ведения электрода. В этом случае одна из кромок проплавляя более глубоко, что приводит к стекания металла на находящийся в горизонтальном положении деталь. Для заполнения канавки металла не хватает. при сварке стыковых швов подрезы образуются редко. При слишком высоких значениях скорости сварки и напряжения дуги, как правило, возникают двусторонние подрезы. Такого же типа дефект получается и при автоматической сварке в случае повышения угла обработки.
- Превышение выпуклостей стыковой или углового шва является избыток наплавленного металла с лицевой стороны швов сверх положенного значения.
- Если избыток наплавленного металла сверх установленного значения располагается на обратной стороне стыкового шва, то такой дефект называют превышением проплавить. Разновидность — местный избыточный проплав.
- Если избыток наплавляемого металла натекает на основной металл, но не сплавляется с ним, то такой дефект называют наплавом.
- Линейное смещение возникает, если свариваются поверхности расположены параллельно, но не на одном уровне.
- Угловым называют смещение между двумя поверхностями при их расположении под углом, который отличается от необходимого.
- Натик образуется из металла сварного шва который оседает под действием силы тяжести. Натик образуется при горизонтальном, потолочном, нижнем положениях сварки, в угловом соединении и шве нахлесточные соединения.
- При прожогам металл сварочной ванны следует, образуя сквозное отверстие. Причинами прожога могут стать загрязненность поверхности основного металла или электрода.
- Неполное заполнение разделки кромок возникает из-за недостатка присадочного материала.
- Если в угловом соединении один катет значительно превышает другой, то возникает дефект чрезмерной асимметрии.
- Неравномерное ширина сварного шва.
- Неровная поверхность — это неравномерность формы усиления шва по его длине.
- Вогнутость корня шва представляет собой неглубокую канавку со стороны корня шва, которая образовалась из-за усадки.
- Из-за возникновения пузырей в период затвердевания металла образуется пористость в корне шва.
- Восстановления. Этот дефект является местную неровность поверхности в зоне восстановления сварочного процесса.
Кристаллизация
Кристаллизацией называется процесс, состоящий в образовании кристаллов. Это происходит при переходе металла из состояния жидкого в твердое. Именно это и происходит при сварке металлических изделий.
Этот процесс в сварном шве приводит к деформированию металлов и образованию трещин. Какие виды трещин образуются при кристаллизации сварного шва? Горячие, которые имеют второе название кристаллизационные, могут появиться в металлическом шве на последней стадии кристаллизации. При этом температура близка к солидусу, когда происходит исчезновение последних капель жидкого металла.
Предупреждение появления трещин
Существуют определенные меры, уменьшающие вероятность возникновения различных видов трещин:
- Уменьшение жесткости соединения свариваемых деталей.
- Подбирать ширину сварного шва, соизмеримую с толщиной деталей.
- Значение сварного тока должно соответствовать рекомендуемому данному виду соединения. Превышение приведет к перегреву.
- Сварочную проволоку выбирать с небольшим содержанием серы и углерода.
- Соблюдать угол наклона электрода.
- Шов не должен быть слишком узким.
- Применение многопроходного способа сваривания. Однопроходные швы являются менее прочными.
Меры предосторожности
Чтобы во время или по окончании работы не образовывались горячие или холодные трещины, нужно запомнить несколько простых правил и придерживаться их.
Надёжная фиксация элементов при работе обеспечит равномерное распределение температуры в изделии.
Стоит учитывать и толщину стенки металлической детали и подбирать шов по ней: если шов будет слишком маленьким по отношению к детали, скорее всего, появятся проблемы.
Кроме шва подобрать режим сварки (от температуры до направленности электрического поля), угол наклона стержня.
Подготовьте детали и материалы перед работой. Детали нужно обработать термически, а электроды выбирать, учитывая тип сварки, материалом элементов и температурой.
Не стоит покупать дешевые электроды, это может повлиять на аккуратность и равномерность шва. Не допускайте перегрева или превышения силы тока для выбранного типа сварки.
Чтобы не спровоцировать появление горячей деформаций, нужно в первую очередь обратить внимание на инструкции к работе с конкретными сталями или сплавами.
Кроме этого, важно увеличивать или уменьшать ширину шва в соответствии с расширением или сужением сечения изделия. Швы должны быть цельными.