Буром по бетону называется сверло специальной конструкции, режущая часть которого изготавливается из сплавов, основу которых составляет вольфрам и титан. Сверло подобной конструкции предназначено сверлить кирпич, бетон, камень и мрамор. Правильно заточенный sds бур — залог быстрого сверления и экономии. У бура одновременно две функции:
- Он выполняет роль спирального сверла.
- Разбивает материал как зубило.
Чаще всего сверла по бетону представляют собой стержень с напаянным наконечником из твердосплавного материала.
В отличие от сверла по бетону и камню, бур sds plus используется при работе с перфоратором. На инструмент действует сила не только в плоскости вращения, но и сила удара. Бур работает в очень жестких условиях.
В процессе работы любой режущий инструмент тупится, включая сверла и буры. Инструменты нагреваются, время сверления увеличивается.
В перфораторе сверло испытывает еще и ударную нагрузку и встает вопрос, как заточить сверло по бетону.
Несколько советов в процессе сверления, позволяющих продлевать сроки работы сверла по бетону:
- Постоянно следите за нагревом инструмента, не допуская его перегрева.
- Нагревшийся бур или сверло не охлаждайте резким окунанием в воду.
- При сверлении керамической плитки, не используйте режим перфоратора.
Советы по заточке бура в домашних условиях
Прежде чем узнать, как заточить бур или сверло по бетону, надо уточнить основные особенности конструкции инструмента.
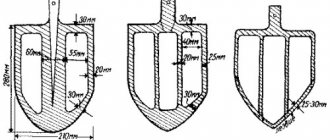
Рабочая кромка бура образуется схождением передней и задней грани. Угол между передней гранью и осью бура равен 30°. У угла между задней гранью и осью бура величина равна 60°.
Рабочие кромки бура должны образовывать угол 120°.
Так выглядит заточенный бур
Бытует мнение, что бур sds+ по бетону не требует заточки и заменяется на новый после полного износа. Данную версию, особенно горячо поддерживают работники магазинов строительного инструмента.
Но научившись правильно затачивать сверло или бур, вы убедитесь, что срок работы сверла можно значительно продлить.
Заточка сверла заключается в задании режущей кромки сверла нужной формы. У бура затачивается, и передняя и задняя грани.
При внедрении сверла в материал должны работать только режущие кромки инструмента, и не касаться обрабатываемой поверхности задняя часть сверла.
Задняя поверхность сверла в любой момент процесса сверления должна иметь зазор с обрабатываемой поверхностью.
В противном случае, инструмент не только плохо сверлит, но и быстро нагревается, тупится, разрушается.
Важные советы как заточить правильно сверло по металлу.
Как определить износ дисковой пилы?
Все качества дисковой пилы доступны лишь при своевременной заточке зубьев. Затупившийся диск портит материал, увеличивает износ приводных механизмов пилы, повышает риск получить травму при работе. Существуют признаки затупления, при появлении которых необходимо срочно производить заточку циркулярных пил:
- Для продвижения заготовки во время распила, требуется большое усилие
- На распиле появляются сколы, трещины
- Двигатель привода сильно нагревается при работе
- Слышен запах подгоревшего материала
- На кромке распила видны темные следы от перегрева
Кроме того, остроту зубьев можно проверять тактильно и с помощью увеличительного стекла. Радиус округления режущей кромки должен быть в пределах 0,1-0,2 мм. При распиловке заготовок большой толщины, износу подвергается не только основная рабочая кромка, но и боковые.
Порядок работ
Круг должен быть установлен на заточном станке. Заточку на заточном станке выполняют в строгом соблюдении техники безопасности. Подпятник устанавливается с минимальным зазором, работы выполняются без перчаток, глаза защищает специальный щиток или очки.
Перед заточкой необходимо периферийную поверхности круга поправить при помощи эльборовой вставки, то есть выровнять заточную поверхность камня.
Прежде чем перейти к ответу на вопрос, как заточить бур для бетона в домашних условиях, рассмотрим подробно процесс заточки.
Сверло с вставкой для работы по бетону
Произведем стандартную заточку сверла по бетону.
Закрепив приспособление, укладываем на него сверло, подводим к поверхности заточного камня так, чтобы режущая кромка была параллельна плоскости заточного камня.
Затачиваем обе кромки, контролируя их симметричность на просвет и угол между ними в 120°.
Переходим к заточке передних кромок
Сверло ложится на приспособление, обеспечивающее угол в 30°. Сверло подводится к затачиваемой плоскости камня под углом в 30° и передняя грань затачивается.
Перевернув сверло на 180°, затачиваем и вторую переднюю грань.
Теперь сверло надо подвести к затачиваемой поверхности камня под углом в 60°. Это достигается укладкой сверла на другую часть приспособления.
Заточка задних граней производится аналогичным способом. Если после заточки у вас получились режущие кромки разной величины, заточку следует повторить в полном объеме.
Для полного понимания процесса заточки на заточном станке просмотрите обучающее видео. С заточным станком все понятно. А можно воспользоваться отслужившим свой срок алмазным диском для болгарки.
А вот, чтобы затачивать сверло на болгарке, последнюю необходимо тщательно закрепить.
Для обеспечения качественной заточки сверла необходимо оборудовать станок подпятником, на который при затачивании должно опираться сверло. Подпятником может служить кусок уголка, прочно закрепленный на болгарке или столе.
Если алмазный диск не становиться на болгарку, то его легко можно закрепить, выполнив не сложные манипуляции, приведенные на видео о заточке бура. При затачивании необходимо придать задней поверхности сверла требуемую форму. У сверла затачиваются режущие кромки, а задняя поверхность удаляется. Любая точка задней поверхности сверла не должна касаться обрабатываемого материала.
Несколько слов о приспособлениях
Приспособления можно изготовить не только из деревянного бруска, но и из уголка.
Главная задача заключается в том, чтобы затачиваемое сверло подавалось к плоскости заточки с нужными углами.
Несколько полезных советов при работе сверлом
Чтобы своими руками выполнять сверление бетонной поверхности без особых проблем, стоит придерживаться советов специалистов. С некоторыми из них можно познакомиться ниже:
- Перед началом выполнения работ по бетону, стоит запастись сверлами для разных материалов, включая для металла. Это связано с тем, что сверла по бетону используются лишь для сверления отверстий на бетоне, керамике, камне и других твердых материалах. Но часто, при входе в бетон, бур натыкается на металлическую арматуру. Это требует применения сверла по металлу, заменяющего временно инструмент по бетону, которым просверливается арматура, а затем обратно ставится прежний;
- При работе необходимо постоянно следить за температурой инструмента. Через каждые15 секунд непрерывного сверления, нужно делать паузу для остывания сверла, но лишь естественным образом, без применения воды и другой жидкости;
- Если, при входе в бетон, сверло упирается в твердый камень, лучше воспользоваться пробойником, раздробить камень, а затем продолжать работу прежним инструментом;
- При необходимости сделать отверстие в перекрытии или несущей стене, лучше ударную дрель заменить перфоратором;
- Если сверлится керамика, используется сверло по бетону, но с отключением режима ударной дрели, чтобы предотвратить раскол плитки;
- Затупившиеся сверло можно наточить с помощью болгарки, установив на нее алмазный диск. Если приобретаются для работы качественные дорогие инструменты, их не потребуется затачивать.
Советы, какие и как выбрать сверла, буры по бетону, способы их использования, полезны и новичкам, и опытным мастерам. Бурить бетон достаточно сложно, поэтому лучше предварительно учесть все рекомендации специалистов и правильно подобрать рабочий инструмент.
Отличие победитового сверла от обычного
Традиционные сверла по металлу или дереву чаще всего делаются из инструментальной стали или так называемого быстрореза — легированной стали, хорошо переносящей температуры и высокие скорости резания. С материалами вроде кирпича, плитки, камня и бетона такой вариант не годится, поскольку:
- рабочая среда абразивная;
- инструмент быстро и интенсивно греется;
- из-за неоднородности обрабатываемого материала рабочие кромки испытывают сильные ударные нагрузки.
Поэтому сверла и буры имеют сложную конструкцию. Основная часть инструмента, отвечающая за отвод и выброс продуктов сверления и крепления инструмента в перфораторе или дрели, может изготавливаться из недорогой, мало легированной стали. А в качестве режущего элемента применяется победитовая пластина — особый сплав карбида вольфрама с небольшим добавлением кобальта и углерода. Пластина крепится на стальном хвостовике медной пайкой.
Такой наконечник хорошо сопротивляется истиранию, переносит высокие температуры. Но довольно хрупок и требует внимания при заточке. Ресурс сверла или бура чаще всего определяется степенью износа именно этой пластины.
Производительность при сверлении во многом зависит от правильной заточки инструмента.
Теперь об отличиях сверла и бура. Сверло по камню или бетону с победитовой напайкой мало отличается от сверла по дереву или камню и по внешнему виду, и по заходу, и по заточке. Обычное допускает удар во время сверления, но больше все же приспособлено именно под сверление. Поэтому у него затачивается только одна задняя кромка. Бур же создавался для работы с перфоратором, где удар превалирует над вращением. То есть, бур работает и как зубило, и как сверло. Поэтому заточка у него идет с обеих кромок — и с задней, и передней.
Конструкция хвостовика зависит от способа крепления в инструменте. Конструкция спирали, отводящей крошку из зоны резания, так же может различаться. Во многом различия обусловлены технологией производства инструмента и характеристиками материала, с которым предстоит работать. Хотя конфигурация спиральной части важна только при сверлении глубоких отверстий. У небольших буров встречается тело и вовсе без спирали или со спиралью, выполненной максимально схематично, даже примитивно. Хотя существуют модификации и четырехзаходные, у которых проблема отвода пыли решена радикально.
В основном, рабочие характеристики сверла или бура зависят именно от состояния победитовой напайки, поэтому при заточке под различные по характеристикам материалы следует обращать внимание именно на эту часть инструмента. Хотя общий принцип неизменен. Чем тверже материал, который следует просверлить, тем меньший угол придается режущей кромке.
Сверла очень специализированный инструмент — для каждого материала свой.
Различия рабочих зубьев по геометрической форме
Зуб имеет несколько рабочих плоскостей. Передняя плоскость «А» вместе с задней «Б» в месте пересечения образуют основную режущую кромку «1». В местах пересечения поредей плоскости с боковыми «В» образуются вспомогательные кромки «2» и «3».
Схематическое представление режущей кромки диска
Для эффективной работы с материалами разработаны различные виды режущих зубьев.
- Базовая форма – прямой зуб
Предназначен для грубого и быстрого распила. Качество среза невысокое, поэтому для тонких работ и расшивки твердых материалов не подходит.
Читать также: Как сделать станок для вязания рыболовных сетей
Такая форма режущей кромки позволяет делать ровные точные пропилы и хорошо подходит для композитных материалов, например – ДСП с двусторонним ламинированием. На твердом покрытии практически не остается сколов. Зубья со скошенной задней поверхностью отлично режут твердые заготовки, но при этом быстрее тупятся. Наклон чередуется, поэтому полотно с такой формой называется переменно скошенным. Скошенной может быть как задняя, так и передняя кромка.
Главное достоинство – медленное затупление. Такие рабочие зубья чередуются с прямыми, работая комплексно. Трапеция несколько выше основного зуба, и как бы прорубает материал «по черновому», облегчая работу прямой кромке. Применяется при распиле пластмасс и материалов с прочным двусторонним ламинатом.
Диски с коническим зубом являются вспомогательными. С их помощью делается предварительный надрез ламината, для предотвращения образования сколов при распиле. В качестве самостоятельного инструмента не используется.
Кроме того, передняя плоскость зубьев может иметь вогнутую форму. Такие пилы предназначены для поперечных распилов. Вогнутая плоскость и острая кромка подобно серпу разрезают поперечные волокна материала.
Заточка дисковых пил своими руками видео
Существуют диски с чередующимися активными и пассивными зубьями. У пассивных отрицательный угол заточки.
Выбор инструментальной базы для заточки
Для заточки сверл в домашних условиях много не требуется. Достаточно простого электроточила, больше известного как «наждак». При этом мощности простой бытовой модели вполне достаточно, и нет нужды озадачиваться поисками какого-то профессионального устройства. Оптимальный типоразмер тот, который позволяет устанавливать заточные круги диаметром от 200 до 300 мм.
Сам заточной круг может быть алмазным или эльборовым — наилучший выбор. Но, если их нет в наличии, то сгодится и более привычный карбид кремния. Тем, кто слабо разбирается в заточных кругах, можно ориентироваться по цвету камня. Для победита подойдет серый или зеленоватый. Красный и белый не годятся.
Сам победит хорошо переносит интенсивный нагрев. Но вот припой, с помощью которого его крепят к телу сверла, и сталь, из которой эта сталь сделана, перегрева при заточке не терпят. Поэтому следует заранее позаботиться об охлаждении сверла. То есть подготовить небольшую емкость с водой.
Победит не любит термоударов, как и большинство твердых материалов. То есть, при опускании разогретого победитового наконечника сверла в воду тот может разрушиться, треснуть. Чтобы этого не произошло, затачиваемое сверло, когда оно нагреется, сначала какое-то время охлаждают на воздухе и только потом окунают в воду. Длительность выдержки на воздухе зависит от интенсивности нагрева и размеров сверла.
Кстати, если нет уверенности в корректности самостоятельного определения критической температурной точки безопасного охлаждения водой, то лучше обойтись и вовсе без этого — регулярно охлаждать только на воздухе. Правда, такой метод затянет процесс заточки.
Критерии выбора инструмента
Чтобы сделать правильный выбор, какими сверлами сверлить бетон, нужно предварительно определить объем и тип производимых работ.
Для проведения небольших ремонтных операций в своем доме, достаточно использовать алмазные сверла диаметром 6 — 10 мм. При необходимости повесить картину, лучше брать более тонкие инструменты диаметром от 3 мм до 5,5 мм.
Диаметр сверла влияет на глубину монтажного отверстия:
По ГОСТам все инструменты маркируются, с указанием диаметра и длины, что помогает без ошибки выбрать размер сверла для шурупа по бетону, для изготовления отверстия на определенной поверхности.
Например:
- Сверло 6×110 мм. Это самый универсальный и незаменимый инструмент при ремонте в своих жилищах;
- Сверло 8×600 мм. Такие длинные инструменты используются для бурения глубоких отверстий;
- Сверла 12×200 мм и 12×460 мм применяются при необходимости сверления отверстий для крепежа предметов мебели и укладки электрических кабелей;
- Сверло 24×460 мм. Это бур достаточно больших размеров, часто используется при монтаже систем водоснабжения и отопления.
Это основные характеристики при выборе сверла. Чтобы подробно познакомиться, какие бывают инструменты для сверления и бурения отверстий в бетоне, как правильно подобрать их для конкретного случая, стоит просмотреть видео в этой статье. Особое внимание следует уделить изготовителю.
Техника безопасности
Прежде всего, нужно соблюдать правила безопасной работы на наждачных кругах. Все просто. Обязательно используем защитные очки для защиты глаз от кусочков окалины и абразива, даже если наждак оборудован прозрачным защитным экраном. Обязательно отсутствие перчаток на руках — достаточно зацепиться одной нитке, а за ней намотает и всю кисть в рукавице. По этой же причине тщательно застегиваем все пуговицы (особенно на рукавах) — и никаких пышных развевающихся одежд.
Заточной камень должен быть тщательно выровнен и не иметь биений — в конечном счете, соблюдение этого пункта скажется и на качестве заточки. Подручник тоже должен быть отрегулирован — большой зазор между ним и камнем является источником потенциальной опасности, особенно при заточке тонких сверл, поскольку туда может затянуть и сверло, и пальцы.
А вообще, есть еще одно правило безопасной работы на электроинструменте: не надо его бояться. Но вот проявлять уважение — обязательно.
Выполнение работ
Начнем с того, что при заточке сверл особое внимание обращаем на симметрию. В противном случае, возможно биение и неравномерный износ инструмента, а то и поломка. Хотя, если сравнивать со сверлом по металлу, то для победитового бура такой перфекционизм менее важен — легкие огрехи заточки довольно быстро нивелируются сами собой в процессе работы. Но все же стремиться к точности следует.
Второе отличие заточки сверла по бетону от того, что предназначено для металла — у последнего задняя кромка слегка закруглена, она как бы меняет угол за режущей гранью. У сверла по бетону этого не требуется — задняя кромка образует ровную плоскость.
И у перфораторного бура, и у сверла, предназначенного для работы с дрелью, угол при вершине должен быть порядка 110–130 градусов. То есть, это тот угол, который образуют собой две режущих грани при схождении у острия.
Особой точности в определении углов не требуется. Достаточно приближенных значений, «на глазок». Если глазомер слабоват, что особенно сказывается при заточке небольших по диаметру буров, то можно изготовить шаблон из пары гаек, как указано на видео.
У сверла, как уже говорилось, точат только заднюю грань. Угол ее заточки — примерно 60 градусов к оси. При этом плоскость должна быть равномерной. Это хорошо оценить по отблеску — неравномерный на рабочей плоскости победита говорит о том, что плоскостей вышло несколько. Тогда нужно подправить, пока не выйдет одна. Чтобы такого не получалось, достаточно фиксировать сверло, равномерно прижимая его к камню, и не пытаться закрутить. То есть, перемещаем сверло относительно камня влево-вправо для равномерного износа камня, но не меняем угол сверла относительно камня и подручника.
Важный момент! У победитовых сверл бывает так, что передняя кромка закрыта припоем. Тогда требуется подточить и ее. Просто снимаем лишний металл по оси инструмента, открывая победит. Тут важно не перестараться, иначе можно ослабить крепление пластины к стальной основе.
Бур для перфоратора, в принципе, точится точно так же. Только еще добавляется и передняя кромка, ей придают угол в два раза меньший — 30 градусов по отношению к оси бура. Обычно точат одну переднюю кромку, потом бур разворачивают на 180 градусов и правят вторую. Следующими затачивают задние кромки — точно так же, поочередно. Если бур не затачивается с нуля, а только правится, стоит добиваться того, чтобы все следы износа с головки бура оказались убраны. Только тогда он станет нормально сверлить.
Также обращаем внимание на вершину сверла — место, где встречаются обе передние и задние кромки. Между рабочими кромками должна остаться перемычка (там, где сходятся задние грани). Чем она меньше, тем точнее и быстрее будет сверлить бур, но тем и быстрее происходит износ. Меняя размеры передних и задних кромок, можно добиться того, что эта перемычка вообще исчезнет — такое сверло пригодится для сверления без удара керамической плитки. Но для бетона перемычку все же лучше оставить (0,4–5 мм, в зависимости от диаметра).
Можно заточить бур и немного иначе — с самоцентрирующейся вершинкой, т. н. «острая» или «ступенчатая» заточка. Суть ее в том, что на вершине бура образуется шип, который центрирует бур и позволяет более точно выдерживать направление при сверлении без удара. Суть метода можно посмотреть на этих видеороликах.
Отрабатывая навык заточки сверл и буров не стесняйтесь изготавливать полезные простые приспособления по совету мастеров. Как правило, особых затрат такие изделия не требуют, а вот качество работы повышают значительно. Кроме того, они упрощают приобретение полезных навыков, и позднее можно будет обходиться без них. Но до тех пор, пока рука не набита, а глазомер не выработан, подобная оснастка избавит от массы неприятных моментов.
В соответствии с действующим законодательством, Администрация отказывается от каких-либо заверений и гарантий, предоставление которых может иным образом подразумеваться, и отказывается от ответственности в отношении Сайта, Содержимого и его использования. Подробнее: https://seberemont.ru/info/otkaz.html
Статья была полезна?
Расскажите друзьям
Для проделывания отверстий во время строительных работ рекомендовано применение дрели и победитовых сверл. Они характеризуются точностью в работе и длительностью в эксплуатации. При изнашивании сверла его можно наточить своими руками
Несколько способов
Сверло, внедряясь в материал, который обрабатывается, обязательно должно соприкасаться с заготовкой исключительно режущими кромками. Все другие точки задней поверхности обязательно должны иметь зазор с дном отверстия (поверхностью резания). Чтобы существовал зазор, форма задней поверхности должна отличаться от формы дна отверстия.
Существует достаточно большое количество возможных методов заточки, которые дают возможность создать нужные задние углы, зазор между задней поверхностью сверла и поверхностями резания. В зависимости от формы, которую получит задняя поверхность, их можно разделить на методы винтовой, конической и плоскостной заточки.
Использование конической заточки
При конической заточке сверла необходимо правильно задать геометрические параметры.
Коническая заточка является самым распространенным методом. Сверло устанавливается в призму, которая имеет возможность покачиваться вокруг оси, которая наклонена к рабочей поверхности круга для шлифования. Ось качания и ось сверла скрещиваются. Это значит, что лежать они будут в двух параллельных плоскостях.
Сверло, которое закрепляется в призме, подводится к шлифовальному кругу. Задняя поверхность при этом приобретет форму участка конической поверхности. Вершина конуса будет лежать на пересечении образующей рабочей поверхности круга с осью качания.
В зависимости от геометрических параметров заточки, которые были заданы. При конической заточке следует настраивать:
- Расстояние между скрещивающейся осью качания, которая является осью конуса заточки, и осями сверла (h).
- Расстояние от оси сверла до вершины конуса заточки (H).
- Угол скрещивания оси конуса заточки и оси сверла (o).
- Половина угла конуса заточки (б).
Применяется два типа конической заточки:
Для получения других значений наклона поперечной кромки, изменяют параметры и настройки.
- Вершина конуса заточки расположена выше, чем вершина сверла. В данном случае параметры настройки будут следующими: a = 45 градусов, б = 13-15 градусов, H = 1,9D, h = (0,05-0,08)D. Угол скрещивания оси сверла и конуса в данном случае меньше, чем угол ф0 между осью образующей шлифовального круга и сверла.
- Вершина конуса заточки ниже, чем вершина сверла. Расстояние вершины от сверла H = 1,16D, половина угла конуса заточки б = 30-35 градусов, угол скрещивания оси сверла и оси конуса о = 90 градусов, смещение h = (0.05-0,08)D. Для данного типа заточки 0 > ф0.
Указанные параметры установки способны обеспечить задние углы для периферийной точки а = 5-7 градусов, угол в плане 2ф = 116-118 градусов, угол наклона режущей поперечной кромки Ф = 55 градусов.
Если есть необходимость получить другие значения задних углов а и ф (наклона поперечной кромки), следует измерить параметры настройки.
Задний угол настраивается при помощи изменения расстояния h между скрещивающимися осями сверла и конуса заточки. Угол наклона режущей поперечной кромки (ф) – при помощи поворота вокруг оси, угол в плане – изменение угла о и б. С увеличением расстояния между осью сверла и осью конуса заточки (h) возрастет а, углы ф и 2ф уменьшатся. Увеличение о, б и H, наоборот, снижает 2ф, ф и а.
Задний угол, который измеряется в цилиндрических сечениях, в процессе приближения при конической заточке к оси сверла возрастает.
Цилиндрическое сечение сверла.
Первый тип заточки способен создать более резкий прирост задних углов. Подобное изменение задних углов является благоприятным. Объясняется данное работой сверла. Помимо вращательного движения в процессе работы сверло будет перемещаться вдоль оси. Следовательно, траектория каждой из точек является винтовой линией. Данная линия наклоняется к плоскости резки, которая определяется без учета осевого перемещения сверл под углом м. Его значение определяется по формуле tg м = So / пD, где So = подача, мм/об.
Фактический задний угол уменьшится на значение м. Чем ближе рассматриваемая точка будет лежать к оси сверла, тем в большей степени будет уменьшаться задний угол, который измеряется в процессе работы. Следовательно, увеличение задних углов с приближением к оси, которое может получиться при конической заточке, будет способствовать увеличению стойкости.
Использование винтовой
При использовании винтового метода, возможна автоматизация процесса заточки.
Винтовая заточка – метод, при выполнении которого проще всего автоматизировать заточку. Сверлу будут придавать вращение и два поступательных движения, которые согласованы с ним, по отношению к шлифовальному кругу. Одно из движений направляется вдоль образующей круга, другое – вдоль оси сверл. Осциллирующим называется движение вдоль образующей круга параллельно режущей кромки, потому как оно не будет создавать задние углы.
Затылующим является движение вдоль оси сверла. В процессе винтовой заточки на режущей кромке есть 2 участка: участок 0-1, который располагается на диаметре сердцевины. Шлифуется кромкой круга. Участок 1-2 образующей круга. На участке 0-1 можно наблюдать заострение перемычки. На данном участке угол в плане будет уменьшаться на значение угла v, который образован вектором vc. Он равен сумме векторов осциллирования v0 и затылования v3 с направлением вектора осциллирования.
В цилиндрическом сечении задний угол на участке 1-2 будет определяться значением вектора затылования: tg a = 2 | v3 | / (wD) либо tg a = 2H3 / (nD), где H3 – ход затылования, w – угловая скорость вращения сверл.
Ход осциллирования принимается приблизительно равным либо несколько большим, чем диаметр сердцевины. Задние углы будут увеличиваться с увеличением хода затылования. Задние углы не будут меняться с увеличением хода осциллирования.
Схема углов винтового сверла.
Так же, как и при конической, при винтовой заточке задние углы, которые измеряются в цилиндрическом сечении, увеличиваются по мере приближения к оси сверла. Прирост задних углов при этом происходит в такой же степени, что и уменьшение их в результате особенностей кинематики сверления. Следовательно, при задании даже задних углов малого размера на периферии можно будет получить задние углы необходимой величины и вблизи к оси сверл.
Поперечная режущая кромка при винтовой заточке в результате заострения будет становиться менее прочной. Это будет ухудшать условия работы сверл в процессе сверления прочных и твердых материалов, вызывать повышенный износ поперечной кромки за счет увеличения удельных нагрузок.
В процессе сверления материалов относительно небольшой прочности (алюминиевых сплавов, чугунов и других) прочность вершин будет вполне достаточной. Сверло способно легко внедряться в материал, который обрабатывается. Это способно существенно повысить производительность и точность сверления.
В процессе работы с твердосплавными цельными сверлами двухплоскостная заточка способна обеспечить высокую стойкость при сверлении материала относительно небольшой прочности и твердости – алюминиевых сплавов, чугунов, неметаллических материалов. В процессе сверления закаленных и труднообрабатываемых сталей при двухплоскостной заточке будет наблюдаться повышенный износ режущей поперечной кромки вблизи центрирующей точки на вершине.
Основные правила заточки
Перед тем, как заточить сверло по бетону в домашних условиях, нужно ознакомиться с основными правилами проведения этой процедуры:
- Заточка сверла по бетону должна проводиться с соблюдением оптимальной температуры корпуса. Категорически запрещается его перегрев, так как это приведет к порче изделия. Этого правила нужно обязательно придерживаться, если сверло производится из твердого сплава на основе титана.
- При случайном перегреве сверла его категорически запрещено опускать в воду. Он должен остывать естественным путекм.
- Проводить работу нужно постепенно. Изначально оттачивается небольшая часть сверла. После того, как заточенный отрезок остыл, приступаем к следующему.
- В процессе работ рекомендовано ориентироваться на равенство углов.
- Режущие кромки сверла должны иметь одинаковую длину, так как при высоких нагрузках будет наблюдаться отжимание инструмента в сторону, что является причиной поломки.
Заточка сверл, которые используются в дрели или перфораторе, должна проводиться в строгом соответствии с правилами, что обеспечит их отменную работоспособность.
Материал и форма зубьев
Пильные диски представляют собой стальные диски, наконечники которых являются резцами, приваренными высокотемпературной сваркой.
Как правило, данные части инструмента изготовляются из спеченного вольфрамокобальтового сплава (марки ВК, ВК6, ВК15 и пр.). Также используют твердые сплавы. Но следует учитывать, что прочность зависит от величины зерна карбидной фазы.
Сама же пайка (зуб) имеет следующие плоскости:
- Передняя;
- Задняя;
- Две боковых (вспомогательных).
То есть, пересекаясь, они формируют две режущие кромки:
Особенности победитовых сверл
Для производства изделий используются высокопрочные металлы – фольфрам, кобальт, которые смешиваются с углеродом. С помощью таких инструментов проводится сверление кирпича, камня и других материалов высокого уровня твердости. Крепление победитовой пластины на стальном хвостике проводится с применением медной пайки. Диаметр сверла измеряется в цилиндрических сечениях.
Сверло имеет конусную поверхность и характеризуется стойкостью к истиранию. Изделие устойчиво к воздействию высоких температур. Но, она характеризуется хрупкостью, поэтому работы по заточке должны выполняться аккуратно. В победитовых сверлах наиболее часто затачивают только заднюю кромку.
Как заточить победитовое сверло с напайками?
Во время проведения заточки нужно обращать внимание на симметрию, так как при ее отсутствии наблюдается износ инструмента. Победитовые сверла требуют заточки только задней грани под углом в 60 градусов. Во время проведения работ нужно следить за равномерностью плоскости. Ее можно определить по отблеску. Несколько отблесков свидетельствует о том, что сверло заточено в нескольких плоскостях. В этом случае проводится повторная заточка до тех пор, пока не выйдет одна плоскость.
Если передняя кромка победитового сверла закрывается припоем, тогда нужно подточить и ее. Работа заключается в снятии лишнего металла по оси инструмента и открытии победита. Переусердствовать в этом случае не рекомендуется, так как это может привести к ослаблению крепления пластины к оси из стали. При заточке нужно следить за тем, чтобы между передней и задней кромкой оставалась перемычка.
Измерение степени заточки дисковой пилы
В большинстве случаев дисковые пилы с победитовыми напайками используют редко, но на значительные объемы материала и на длительное время. Поэтому вполне нормально, что резцы со временем начинают стачиваться. Затачивать данное изделие надо по мере необходимости. Определить степень заточки довольно просто:
- При распиливании материала начинают появляться неровности, зазубрины, сколы, а при резке деревянных предметов – характерный запах и черные следы на материале;
- Работа на станке усложняется, так как необходимо прилагать больше усилий, в результате чего идет сильная нагрузка на двигатель.
Важно! Отсутствие наблюдения за остротой резцов диска может привести к тому, что изделие вообще больше нельзя будет более ни заточить, ни отремонтировать. Поэтому стоит тщательно следить за состоянием инструмента.
Следует отметить что, как правило, в данных станках предусмотрены защитные реле. Но если таковые отсутствуют, аппарат может быстрее дать сбой при неправильной или не вовремя сделанной заточке.