Материал, который не ржавеет
К низкоуглеродной стали добавляют различные легирующие добавки: хром – не менее12%, никель и др. Хром при взаимодействии с кислородом из воздуха, образует на поверхности очень тонкую окисную пленку, которая препятствует процессу ржавления и действию химически агрессивной среды. Поверхностный антикоррозионный слой восстанавливается при повреждении. Нержавеющая сталь имеет свои особенности:
- Малая теплопроводность препятствует отводу тепла от места сварки. В результате происходит перегрев и прожог металла, выгорание легирующих элементов.
- Низкая температура плавления снижает энергетические затраты.
- Низкая электропроводимость ведет к снижению напряжения на металле заготовки, что является причиной перегрева и образования прожогов, особенно на тонких деталях
- Большое тепловое расширение деформирует детали при нагревании.
Материал с такими свойствами трудно поддается сварке. Есть несколько способов, один из которых, сварка на полуавтоматическом аппарате. Как варить полуавтоматом нержавейку, начинающему можно ознакомиться на сайте mrmetall.ru.
Какой газ выбрать
Для защиты сварочной ванны от негативного влияния воздуха используют газ. Он улучшает сжигание проволоки и ее сцепление с обрабатываемой заготовкой, не вступая в реакцию с расплавленным металлом.
Различают два метода: MIG – сварка с защитой инертными газами: аргон, гелий; MAG – с активными газами: азот, кислород, оксид углерода.
Основные используемые газы: аргон (Ar), углекислый газ (CO2) – углекислота, азот (N2) и их смеси.
В среде углекислого газа сварка нержавейки полуавтоматом часто встречающийся вариант, как экономически более доступный. В этом случае шов получается корявым из-за сильного разбрызгивания металла.
При использовании аргона получается надежный шов, который имеет красивую форму. Дороговизна газа предусматривает его использование для изделий, где немаловажен внешний вид соединения. Сварка нержавейки полуавтоматом с аргоном больше всего используется в промышленности.
Каждый газ в чистом виде имеет положительные и отрицательные качества. Поэтому для более эффективного процесса используют газовые смеси в различных пропорциях. Исходя из сложности работ, необходимого результата и материальных затрат, выбирают ту или иную газовую смесь.
Наиболее употребляемый состав Ar+CO2 в пропорциях 98% на 2%, 95% на 5% соответственно. Без повышенных требований к виду шва, допускается увеличение углекислоты до 32%. Процентное соотношение зависит от толщины материала, его типа и других параметров. Сварка нержавейки в такой защитной смеси способствует хорошему растеканию расплавленного металла, улучшает структуру шва.
Иногда к аргону добавляют 1-5% кислорода – Ar+O2. Это способствует уменьшению пористости обрабатываемой поверхности и мелкокапельному переносу металла, стабилизирует дугу.
Преимущества
- Не требуется дополнительное использование флюса и его расчет в определенной пропорции;
- Процесс сварки становится более качественным и уменьшается процент появления брака;
- Использование проволоки становится более простым и эффективным;
- Многие негативные нюансы сложносвариваемых металлов отходят на второй план благодаря правильно подобранному дополнительному расходному материалу;
- Ускоряется соединение, так как сварка флюсовой проволокой позволяет ей быстрее войти в контакт с основным металлом;
- Для автоматических аппаратов это один из лучших вариантов, который гарантирует получение более надежного соединения;
- Не возникает риска, что с флюсом попадут какие-либо лишние элементы в расплавленный шов.
Выбор проволоки
При сварке проволока является как присадкой, так и вместе с расплавленным металлом заполняет шов. Используются два вида: порошковая и сплошного сечения с очень низким содержанием углерода и высоким – кремния, устойчивая к окисляющей среде.
Диаметр варьируется от 0,13 до 6-10мм. Для применения в быту обычно берут проволоку сечением 0,6 и 0,8мм, для производства, где работают с мощными полуавтоматичными системами – свыше 1,0мм.
Для сварки нержавейки полуавтоматом без газа используют порошковую (самозащитную) проволоку. Она представляет собой тонкую стальную трубку, заполненную флюсом. При плавлении верхнего слоя, флюс освобождается, а также предохраняет сварочную зону от окисления. Образуется много шлака, которые надо удалять.
Сплошная проволока используется для проведения процесса в газовой среде и под флюсом, при этом она должна быть идентичной обрабатываемому металлу, т.е. из нержавейки. Лучше брать проволоку с немного большим содержанием легирующих элементов, из-за их выгорания при высоких температурах.
Некоторые марки сварочной проволоки:
- 0,8х20н9г7т – содержит хром, никель и марганец;
- 0,6х19н9т – высокого качества, устойчивая к коррозии;
- 0,4х19н11м3 – хром-никелевая с добавлением кремния и молибдена для стойкости к межкристаллической коррозии.
Для уменьшения образования брызг от расплавленного металла используется проволока меньшего диаметра, чем электрод. Шов получается аккуратным, но при этом увеличивается ее расход.
Некоторые аппараты снабжены кабель-шлангом, внутри которого для доставки к сварочной зоне проходят изолированно друг от друга проволока, газ, ток – так называемый сварочный рукав.
Какой проволокой варить нержавейку полуавтоматом?
В данной статье будет приведена вся основная информация о сварочной проволоке из нержавеющей стали. Вы узнаете особенности её маркировки, требования, которым должно отвечать качественное изделие, и на что необходимо обращать внимание при выборе.
Также будут разобраны особенности технологии сварочных работ на полуавтомате с проволокой, и проанализировано актуальное на сегодняшний день состояние рынка данных материалов, на предмет основных производителей и их ценовой политики.
Сварка с использованием проволоки
Проволока является элементом, который при сварке полуавтоматом берет на себя функции электрода, и передает ток на свариваемые поверхности. В дополнение к этому, проволока вязальная выполняет роль присадочного материала, при плавке которого происходит формирование сварочного шва.
Маркировка нержавеющей проволоки для сварки
Ниже приведен стандартный тип маркировки проволоки, и пояснения к его значениям.
Расшифровка стандартной маркировки сварочной проволоки
- Диаметр металлической нити. Для сварки на полуавтомате подходят нити нержавейки диаметром 1,6 мм, 1,2 мм, 1 мм, 0,8 мм и 0,6 мм.
- Марка изделия.
Ячейка №2 – назначение: CВ – сварочная, либо НП – наплавочная; ячейка №3 – концентрация углеродов в сырье, которая указывается в сотых процента. Для примера: CВ09 – изделие для сварки с содержанием углерода 0,09%.Ячейки №4, №5, №6 и №7 – указывают концентрацию дополнительных легирующих примесей.
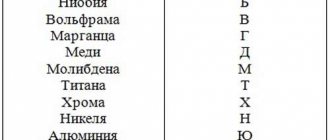
Особенности маркировки следующие: Ю — алюминий, Д – Медь, Т – титан, Г – марганец, Ц – цирконий, М – молибден, Х – хром, Н – Никель, С – кремний.В ячейке, следующей после указанной буквы, расположено число, которое свидетельствует о концентрации данного элемента, но при этом, если содержание элемента находится в пределах одного процента, то цифру, как правило, не ставят.
Для примера: проволока вязальная из нержавейки для сварки полуавтоматом СВ09Н5Х21Т содержит 0,9% углеродов, 5% никеля, 21% хрома, и 1 процент титана.
Ячейка №8 – маркировка в данной ячейке ставится, если сварочная нить отвечает повышенным требованиям вредных серных и фосфорных примесей.
В зависимости от стандарта проволоки в данной ячейке могут ставиться два указателя: А – обозначающий, что изделие изготовлено согласно высоким стандартам очистки, АА – в процессе производства использовался принцип максимальной очистки, так обычно маркируется сварочная проволока вязальная из нержавейки самого высокого качества;
- Технология производства (метод выплавки): Ш – электрошлаковая выплавка, ВИ – выплавка в вакуумно- индукционных печах (наиболее предпочтительный вариант по итоговому качеству изделия), ВД – выплавка в вакуумно-дуговых печах;
- В случае, из данной нити могут изготавливаться электроды, маркировка содержит указатель Э;
- О – элемент маркировки, выделяющий проволоку с омедненным покрытием;
- Соответствие изделия Государственному Стандарту Качества.
Об изготовлении проволоки
Актуальным стандартом, согласно требований которого производится сварочная вязальная проволока из нержавейки, является ГОСТ Российской Федерации 2246-70 «Проволока сварочная из высоколегированной, жаростойкой и коррозионностойкой стали».
Бухты нержавеющей проволоки для полуавтоматов
Поскольку эффективность сварки полуавтоматом непосредственно зависит от качества используемой сварочной проволоки, данный ГОСТ выдвигает строгие требования к сырью, использующемуся для её создания.
Согласно требований ГОСТ 2246 строго нормируется наличие следующих материалов в составе изделия:
Количество содержащегося в сырье углеродов непосредственно влияет на качество итогового изделия.
Если концентрация углерода достаточная, что для сварочной нити крайне важно, то нержавеющие нити будут обладать хорошими показателями пластичности, что позитивным образом сказывается на удобстве их использования в процессе сварки, и, при этом, высокой прочностью и износоустойчивостью, вследствие чего будет уменьшен расход проволоки.
- Марганцевые и кремниевые примеси.
Данные элементы используются для раскисления сырья ещё на процессе плавки. Оптимальная концентрация марганца и кремния придает нержавеющей нити высокое сопротивление стиранию, вследствие чего повышается её износоустойчивость, и эластичность.
Однако, крайне важно, чтобы примеси фосфора и кремния были равномерно растворены в нержавеющей стали, так как скопления окислов, в которые могут собираться молекулы кремния, негативно сказываются на упругости сварной проволоки.
Эти элементы относятся к категории вредных примесей, поэтому их количество в сырье для изготовления изделия из нержавейки для сварки полуавтоматом строго нормируется.
Процесс производства сварочной нержавеющей проволоки
Согласно действующему ГОСТ 2246, общая концентрация серы и фосфора в нержавеющей стали не должна превышать 0,05%, при повышении данной нормы нержавейка приобретает свойство к «красноломкости» — повышению хрупкости под воздействием высокой температуры, что затрудняет её использование во время сварки.
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»1955705077″>
Хром является сторонним элементом, который попадает в заготовки нержавеющей стали во время их выплавки в доменных печах. Наличие хрома негативно сказывается на прочностных показателях итогового изделия, поэтому производителями принимаются разнообразные меры для уменьшения его концентрации, которая, согласно ГОСТ, не должна превышать 0,1%.
Наличие в составе нержавеющей стали азотных примесей практически никак не сказывается на прочности и эластичности свежей нити. Однако со временем, азот провоцирует увеличения свойств деформационного старения – потери эксплуатационных характеристик изделия, таких как эластичность, прочность и хрупкость.
- Остальные (неметаллические примеси).
Любые неметаллические примеси в составе нержавеющей нити для сварки полуавтоматом являются дефектами, и свидетельствуют о низком качестве изделия.
Особенности использования
Существует две основные технологии сварки на полуавтомате с использованием нержавеющей проволоки: сварка, с применением короткой дуги, и импульсный метод. Также существует сварка со струйным переносом, этот метод не требует обязательного применения газа, однако для его реализации лучше подходит порошковая вязальная проволока.
Сварка посредством короткой дуги (струйный перенос) — используется в большинстве сварочных полуавтоматов. Данная технология требует от аппарата поддержания постоянного напряжения на выходе с большой плотностью тока.
Какой проволокой варить нержавейку полуавтоматом
[Процесс сварки нержавейки] полуавтоматом в среде углекислого газа является непростым делом даже для опытных сварщиков.
В силу особенных свойств нержавеющей стали, ее обработка отличается спецификой и требует тщательной подготовки, правильного выбора рабочего режима и расходных материалов.
Что такое нержавейка?
Нержавеющей называют низкоуглеродистую сталь с добавлением хрома. Именно хром, взаимодействуя с кислородом, создает оксидную пленку, которая обеспечивает коррозионную стойкость металла.
Чтобы сталь стала нержавеющей, достаточно 12% хрома в ее составе. При этом толщина пленки из оксида хрома равняется нескольким атомам.
Если поверхность нержавейки поцарапать, то защитный антикоррозийный слой разрушается, но через некоторое время восстанавливается опять.
В составе современных нержавеек есть не только хром и углерод, но и незначительная часть никеля или ниобия, титана или молибдена.
Все эти элементы также способствуют повышению коррозионной стойкости, чем улучшают физико-механические свойства стали.
В зависимости от типа микроструктуры, нержавейка подразделяется на классы с разными свойствами:
- Аустенитный — содержит хром и никель. Отличается высокой коррозийной устойчивостью, прочностью и пластичностью, немагнитный;
- Ферритный – содержит железо и хром. Устойчив к термической закалке. Применяется в агрессивной среде;
- Мартенситный — содержит хром и углерод. Несмотря на высокую твердость, отличается хрупкостью. Применяется в слабоагрессивной среде.
Особые свойства нержавейки, о которых нужно знать сварщику
По физическим и химическим свойствам нержавейка считается сложным для сварки материалом. Поэтому, при сварке необходимо учитывать следующие параметры.
Низкая теплопроводность нержавеющей стали. По сравнению с другими видами низкоуглеродистой стали, теплопроводность нержавейки ниже в 2 раза.
Этот фактор может способствовать концентрации теплоты и более мощному проплавлению металла. При этом антикоррозионные свойства металла ухудшаются.
Чтобы избежать нежелательных эффектов, сварщики прибегают к уменьшению силы тока на 20 % и дополнительному охлаждению шва.
Невысокий уровень температуры плавления.
Соблюдение правильного термического режима — это единственный способ избежать потери антикоррозийного качества стали.
Межкристаллитная коррозия появляется как результат образования карбидного соединения железа и хрома. Это происходит, если температура сварки превышает 500 °С.
Впоследствии карбиды провоцируют растрескивание, которое и приводит к коррозии.
Подготовительные работы
Перед тем, как варить полуавтоматом нержавейку, требуется провести тщательную подготовку:
- Зачистить рабочие поверхности до блеска;
- обезжирить детали ацетоном или каким-либо органическим растворителем;
- при толщине металла более 4мм обработать торцы, чтобы между ними образовалось небольшое пространство для заполнения металлом;
- прогревая детали до100, убрать лишнюю влагу;
- нагреть металл до 200, чтобы снять внутреннее напряжение.
На производстве для удаления поверхностных загрязнений: нагара, следов от смазки, ржавчины детали и проволоку протравливают раствором соляной или серной кислоты. После этого промывают горячей и холодной водой и просушивают.
Расход газовой смеси при рабочем давлении 0,2 атмосферы с помощью редуктора устанавливается в пределах 6-12м3/мин. Несоблюдение этих показателей снижает качество шва.
Регулировка силы тока и напряжения зависят от мощности аппарата.
От этих параметров зависит глубина провара, длина дуги, форма шва. С увеличением силы тока – шире наплавленный шов, а глубина проварки уменьшается.
Некоторые настройки полуавтоматического сварочного аппарата:
| Толщина металла, мм | Диаметр проволоки, мм | Зазор, при сварке деталей в стык, мм | Сила тока, А | Сварочное напряжение, В |
| 1 | 0,8 | 0 | 65 | 17 |
| 1,5 | 0,8 | 0 | 115 | 17 |
| 2 | 0,8 | 0,5 | 130 | 17,5 |
| 3 | 1 | 1 | 210 –215 | 18 |
| 4 | 1 – 1,2 | 1,5 – 2,5 | 220 – 280 | 20 |
| 5 | 1,2 | 2,5 | 190 – 300 | 21 |
| 6 | 1,2 | 2,5 | 300 | 22 |
К каждому аппарату дается таблица режимов сварки. Мастер выбирает режим работы полуавтомата, в зависимости от параметров сварки. Настроив аппарат, сварить на пробной заготовке. В случае необходимости коррегировать настройки.
Как полуавтоматом самостоятельно варить нержавейку?
Нержавеющие стали подвергаются сварочным работам довольно часто, процесс этот требует внимательности. Перед тем как начать варить нержавейку, необходимо ознакомиться с инструкцией процесса, особенностями использования горелки.
Схема сварки полуавтоматом нержавеющей стали отличается простотой, хотя и требуется соблюдение всех норм и условий. Для сварки применяется специальная проволока, в состав которой входит никель, позволяющий улучшить характеристики шва.
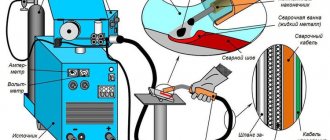
Схема сварочного процесса.
Сама горелка для сварки и схема работ представляют собой:
- корпус горелки, который необходимо наклонять под определенным углом;
- сопло, которое должно находиться под строго определенным углом и на оптимальном расстоянии, чтобы шов прогревался отлично;
- токопроводящий наконечник, который находится внутри сопла;
- электродная сварочная проволока, вставляемая в токопроводящий наконечник;
- сварочная дуга, воздействующая на металл;
- сварной шов, который остается после процесса сваривания деталей;
- сварочная ванна, т. е. область расплавленного металла, который образуется под воздействием высоких температур;
- капли электрода, которые подаются в ванну;
- газовая защита.
Техники сварки полуавтоматом
Расплав и перенос электродного материала: A. Капельный метод. Б. Струйный метод.
Сварка нержавейки возможна несколькими способами:
- импульсная сварка;
- сварка с использованием короткой дуги;
- сварка, во время которой применяется так называемый струйный перенос.
Короткая дуга применяется в том случае, когда работа производится для тонкого металла. Использование струйного переноса эффективно для соединения толстых деталей. Технология импульсной сварки является процессом управляемым.
Металл для проволоки в ванну вводится импульсами, при этом подача осуществляется по одной капле.
Дуга работает при среднем уровне тока, тепловложение уменьшается, как и зона общего термического влияния. Размер сварочной ванны получается оптимальным, а это важно для нержавеющей стали.
При импульсной технологии также почти не наблюдаются брызг расплавленного металла. Это экономит материалы, сам процесс получается более безопасным.
Время для зачистки шва уменьшается, поверхность получается качественной.
Можно ли варить черный металл и нержавейку? Да, такой процесс возможен, но только при выполнении некоторых условий. Надо учесть, зачем используется нержавеющая сталь, какой именно черный металл будет применен.
Важно подобрать правильную присадочную проволоку, брать обычную не стоит, так как качество шва получится плохим. При использовании дуги и аргоновой смеси требуется брать специальные присадки из нержавеющей стали.
Как самостоятельно и красиво создать ландшафтный дизайн?
Технология сварки полуавтоматом в условиях защищенной среды
Чтобы ответить на вопрос, как варить полуавтоматом нержавеющую сталь, необходимо четко определить все требования к такому процессу.
Подготовительные работы:
Схема сварки в среде защитного газа.
- Газ для сварки берется с таким составом: 70% специальной сварочной углекислоты (можно брать пищевую), 30% аргона В.
- Полярность при работе применима обратная. Полярность прямая возможна только при работе под флюсами.
- Вылет сварочной проволоки должен составлять 6-12 мм. При сварке расстояние от сопла должно составлять 5-15 мм. Рабочий расход газовой сварочной смеси будет составлять 6-12 м³/мин при соблюдении давления в 0,05-0,2 атмосферы. Уменьшать количество газа нельзя, так как в этом случае шов получится недостаточным, качество его будет низким. Возможна и такая ситуация, при которой углерод начнет сильно выгорать, как и легирующие добавки.
- Соблюдать угол сварки надо таким образом, чтобы он смотрел назад. Электрод рекомендуется наклонять в сторону, противоположную ходу шва. Наклон соблюдается в 5-10 градусов. Это дает хорошую глубину провара, шов получается более качественный и ровный. Если угол наклонить вперед, то шов получается широким, а глубина провара меньшей. Последний вариант лучше всего подходит для тонкого металла.
- При сварочном процессе необходимо пользоваться осушителем. Это требуется по той причине, что состав баллона на 60% состоит из воды, при выходе у шва образуется кислота под воздействием высокой температуры и углекислоты. Но эта кислота намного ухудшает качество шва, а осушитель эту проблему может решить. В его качестве используется силикагель либо медный купорос, которые прокаливаются при температуре в 200°C примерно за 15 минут. На 3-4 рабочих объема баллонов необходимо взять всего 100 г такого осушителя.
- Требуется обеспечить защиту от брызг металла. Обычно для этого рекомендуют пользоваться меловым водным раствором.
Основы процесса сварки
Специальная сварочная нержавеющая проволока сама по себе является электродом, что упрощает процесс сварки.
Нержавеющие стали выпускаются 3-х марок, от выбора такой марки будет сильно зависеть процесс сварки:
- пищевая нержавеющая сталь, низколегированная;
- пищевая, химическая нержавеющая сталь, среднелегированная;
- жаропрочная, выдерживающая высокое давление, химическая нержавеющая сталь, высоколегированная.
Чтобы варить полуавтоматом правильно, необходимо использовать специальную проволоку:
- Первые два вида такой сварочной проволоки во время варки обеспечивают смешивание всех легирующих элементов, но металл выгорает, особенно это касается хрома. Происходит процесс так называемого корродирования, когда встречаются агрессивные среды.
- Третий вид сварочной проволоки является специальным, во время сварки не образуются трещины, напряжения в шве, т. е. стык получается качественным.
Подготовительные работы по металлу:
- Поверхность свариваемых деталей надо обезжирить, полностью удалить все следы оксидной пленки. Делается это механическим методом либо с использованием специальных кислот.
- Перед самой сваркой необходимо будущий шов обезводить, для чего его горелкой прогревают до 100°C. Но во время сварки все оставшиеся излишки выкипают автоматически, особенно если делается сплошной шов.
- Есть вариант подготовки, при котором прогревается область металла вокруг будущего шва до 200°C, в некоторых случаях такую процедуру проводят для всей заготовки. Это позволяет уменьшить влияние на металл около шва во время его нагрева при сварке.
- Не рекомендуется греть 2 разных типа стали, только одного типа.
Для боков лучше всего выполнять нахлест с проваркой по двум сторонам, сами кромки можно подогнуть наружу, внутренний угол не проваривается. Наружные кромки часто обрабатывают роликами по методу прессовки.
Как снять напряжение?
При сварке полуавтоматом важно снять напряжение с металла, применяются такие действия:
- Напряжение при отпуске в 560-660°C снимаются. Такой процесс включает прогрев свариваемой детали до необходимой температуры, после чего сама деталь остужается на открытом воздухе.
- Если достигается температура в 760°C, то наблюдается такой процесс, как восстановление хрома на шве. Это позволяет быстро снять напряжение, чтобы обеспечить требуемое качество сварки.
- Для тонкостенных деталей напряжение отлично снимается. Если начинать проколачивать молотками шов уже после сварки, то соблюдается температура работы всего в 100°C.
Выпрямление деформаций
После окончания сварки необходимо выполнить такие действия, направленные на удаление возможных деформаций:
- Через специальную гладилку молотком обрабатывается деталь, которая должна плотно прилегать к наковальне.
- Если на поверхности образовался пузырь, то по краю требуется простучать его молотком, аккуратно приближаясь к самому пузырю. С другой стороны эту область также можно прогреть горелкой, двигаясь по кругу в 30-60 мм. Двигаться надо только в шахматном порядке, не прекращать простукивание молотком.
Сварка нержавеющей стали полуавтоматом требует определенных навыков. Сам процесс включает подготовку области сварки, проволоки для работы. После сварки, если есть необходимость, выполняется работа по устранению деформаций.
Последовательность хода работы
Сварку нержавейки можно проводить тремя основными способами:
- С использованием короткой дуги – сварка полуавтоматом в газовой среде, особенно подходящая для работы с тонкими заготовками;
- со струйным переносом – используется порошковая проволока;
- импульсный метод – наиболее точный и эффективный, когда проволока подается в зону сварки импульсами в виде небольших капель.
Перед тем, как варить нержавейку полуавтоматом в углекислоте, надо учесть общие положения:
- Установить обратную полярность – в плюсовую клемму включить горелку, а в минусовую – заготовку;
- сила тока должна быть примерно на 20% ниже, чем для обычных сварочных работ;
- вылет, т.е. расстояние от наконечника до кончика проволоки, не более 12мм;
- для удаления водяных паров, газ проходит через осушитель, расположенный перед или после редуктора.
- аппарат заправить катушкой с проволокой. При помощи механизма протяжки регулируется ее натяжение.
Особенности проведения сварки нержавейки полуавтоматом
Нержавеющая сталь применяется во многих отраслях промышленности, а также в быту. При устранении возможных поломок деталей и соединения отдельных частей используется сварка нержавейки полуавтоматом. Специальное оборудование и среда защитного газа позволят избежать появления дефектов в месте соединения.
Сварка нержавеющей стали полуавтоматом
Особенности нержавеющей стали
Процесса соединения нержавейки при помощи сварки считается сложным. Обусловлено это составом нержавеющих сплавов, а также свойствами характерными им свойствами.
Виды нержавеющих сталей
Материал классифицируется на:
- Ферритная структура. В составе таких сплавов содержится хром в количестве до 20%. Применяются в тяжелой промышленности для изготовления отопительных систем. Устойчивы к коррозии, а также способны намагничиваться, данный металл считается востребованным.
- Аустенитная структура. В составе содержат никель и хром. Составляют до 70% всех нержавеющих сплавов в промышленности. Устойчивы к коррозии, имеют высокую прочность в отличие от аналогов.
- Феррритно-мартенситная структура. Имеют игольчатое строение углерода, из-за чего считаются прочным видом нержавеющего сплава. Устойчивы к преждевременному износу, способны выдерживать действие повышенных температур. В составе содержат минимальное количество посторонних примесей.
- Комбинированная структура. Данная категория получается при сочетании основных типов. Изготавливается в результате применения новых технологий. Содержит все полезные качества используемых материалов.
Свойства и свариваемость нержавейки
Нержавеющие сплавы имеют следующие свойства, которые могут повлиять на процесс сварки:
- Теплопроводность материала ниже в 2 раза, чем у углеродистых сталей. Из-за этого свойства происходит перегрев сварочной ванны, снижаются коррозионная устойчивость. Для предотвращения место соединения охлаждают.
- Низкая температура плавления способствует образованию в месте сварки металла с температурой расплава 500°С. Такое явление в дальнейшем приведет к появлению дефектов шва, образуются трещины. Необходимо применять принудительное охлаждение.
- Высокое тепловое расширение приведет к механической деформации в месте шва. Для предотвращения между деталями рекомендуется оставлять зазор определенного размера.
- Пониженная электрическая проводимость является основным показателем нержавеющей стали. Такое свойство приводит к критическим нагревам легированных электродов.
Внутренние характеристики делают нержавеющие сплавы сложными для сварки. Для нормального соединения необходимо применять принудительное охлаждение шва.
Технология сварки нержавейки полуавтоматом
Для повышения качества соединения, а также снижения уровня ложности процесса сварки нержавеющих сплавов применяются полуавтоматические аппараты. Оборудование дает:
- обеспечение сварочной ванны газом для защиты от постороннего влияния;
- подача проволоки присадочной;
- принудительное охлаждение;
- возможность выполнения работ в труднодоступных местах.
В процессе сварки на поверхности металла образуются области повышенного внутреннего напряжения. Для предотвращения явления рекомендуется проводить обработку при помощи нагрева детали до температуры 760°С и дальнейшим самостоятельным охлаждением.
Материалы и оборудование
В процессе сварки используют полуавтоматические аппараты. Они обеспечиваются системой подачи проволоки, а также защитного газа. Полуавтомат для сварки должен иметь возможность переключения полярности, а также контролем и регулировкой основных параметров.
Проволока для сварки нержавейки
Для обеспечения надежного шва необходимо применять проволоку для сварки нержавейки полуавтоматом. Она изготавливается также из нержавеющего сырья. Если нет возможности использовать газовую среду рекомендуется применять порошковую проволоку, она имеет полое строение, пустота заполняется флюсом. Недостатком последней является появление в дальнейшем трещин в структуре шва.
Выбор газа
Применение газа обусловлено необходимостью обеспечения защиты места соединения от вредного окисления. При этом вещество не должно вступать в химические реакции с металлом, чем может снизить характеристики нержавейки. В таком случае используются инертные газы с добавленной углекислотой.
Как варить нержавейку полуавтоматом
Часто детали для соединения могут располагаться в труднодоступных местах. Сварка нержавеющей стали полуавтоматом обеспечивает надежный шов, который защищен от преждевременного износа.
Подготовка металла
Перед выполнением работ по соединению присадочной проволокой необходимо подготовить детали:
- в месте соединения удаляют все загрязнения;
- проводят обезжиривание металла, для надежности шва и защиты от трещин, помогут при этом растворители;
- для удаления избыточной влаги детали рекомендуется нагреть до значения 100°С.
Техническая схема сварки
Для соединения нержавеющих сплавов при помощи сварки применяют три метода:
- для деталей маленькой толщины необходим метод короткой дуги;
- при струйном переносе получают сварное соединение нержавейки при деталях большой толщины;
- импульсный метод считают универсальным.
Технологический процесс требует выполнения некоторых правил:
- для хорошего обзора необходимо горелку располагать под отрицательным углом к шву;
- головку следует вести на расстоянии 12 мм от поверхности металла;
- проволока должна плавиться небольшими порциями, без больших капель.
Сварщику рекомендуется выполнять ряд требований:
- сварка ведется при обратной полярности клемм;
- значением угла регулируется качество и ширина шва;
- длина вылета присадочной проволоки должна составлять не более 12 мм;
- в место шва необходимо подавать осушенный газ, при расходе до 12 м3/мин;
- для предотвращения появления брызг поверхности обрабатывают раствором мела;
- начало и окончание шва рекомендуется делать на некотором расстоянии от края деталей.
Исправление дефектов
При выполнении сварочных работ в местах соединения могут возникать деформации, происходит это в результате нагрева. Для устранения следует выполнять следующее:
- при образовании пузырей в месте шва применяют метод простукивания молотком от края деталей;
- покоробленный металл необходимо выправить при помощи разогрева детали горелкой, а также простукивания молотком.
Для получения шва необходимо изучить теоретическую часть, а также выполнить пробную сварку на образцах. Сварка нержавейки полуавтоматом. Аргон, углекислота и смесь.
Особенности проведения сварки нержавейки полуавтоматом Ссылка на основную публикацию
Сварочный процесс
После того как настроена аппаратура, а также учтены все рекомендации, можно приступать непосредственно к сварке.
Во избежание появления деформации и трещин, между деталями по всей длине оставляется зазор на расширение. Детали закрепляются в тисках или другим способом и прихватываются в нескольких местах.
Начинать надо с минимальным расходом защитного газа. Выключить подачу проволоки и настроить вентилем на редукторе расход газа на рабочий режим. Затем направить газовый поток на заготовку и продуть ее поверхность буквально за 3-5сек.
В начале сварки нужно смотреть на шов. Если образуются поры, увеличить подачу газа до тех пор, пока они не будут появляться. Расход газа надо настраивать на экономный режим. Чтобы качество шва при этом не пострадало.
Начинать варить надо, отступив от края 5-6мм, чтобы не допустить образования трещин. Сопло горелки должно быть расположено под углом слегка назад по направлению шва и на высоте 10-12мм над сварочным стыком.
В случае наклона угла вперед увеличивается ширина шва, а проникновение сварочной дуги уменьшается, что хорошо для тонких листов.
Скорость сварки
Скорость, с которой электрическая дуга движется вдоль места сварки, контролируется сварщиком. Слишком высокая – может вызвать много брызг и расплавление металла, при этом защитный газ не успевает выйти и образуются поры. Недостаточная скорость – причина изменения проникновения сварочной дуги в свариваемые детали.
Варить надо короткой дугой – это, когда расстояние между концом проволоки и поверхностью расплавленного металла составляет 0,5-1,5мм. Проваренный таким способом, шов имеет правильные очертания, гладкую и выпуклую поверхность.
Другой способ сварки тонких деталей – сварка с отрывом, т.е. короткими замыканиями дугового промежутка. Нажать на курок – отпустить, и так постепенно заполнить ниточным швом (валиками) место соединения.
Если аппарат имеет импульсную функцию, то лучше работать на ней. Для расплавления металла используются импульсы, генерируемые коротким замыканием в сварочном аппарате.
При сварке тонкой (до3мм) нержавейки полуавтоматом сопло горелки вести вдоль шва, не допуская поперечных движений. В противном случае есть вероятность выхода расплавленного металла из зоны защитной среды. Лучше выполнять сварку тонких деталей в вертикальном положении, двигаясь сверху вниз.
Если две заготовки различной толщины, то сопло держать на толстой. Мгновенным движением переместить горелку на тонкую заготовку и опять вернуться на толстую. Иначе произойдет пережог тонкого металла.
Чтобы избежать серьезных дефектов во время сварочных работ, стоит использовать керамические подкладки, которые представляют собой самоклеящуюся ленту. Они наиболее подходящие для работы с тонкими деталями, а также в неудобном пространственном положении.
Соединение нержавейки с черной сталью
Сварку таких материалов ведут при постоянном токе. Положение проволоки – строго перпендикулярное к рабочей зоне.
В составе проволоки из нержавейки должны содержаться марганец, а также никель, например, марки ESAB OK, Autrod. Специальная переходная проволока наплавляет буферный слой, который и соединяет детали.
Приваривая сталь Ст40 к нержавейке, можно использовать проволоку 08Г2С. Это упрочняет шов двух разнородных металлов после остывания. Самое главное в процессе – это, чтобы нержавейка не стала сильно текучей, а черный металл не остался твердым. Шов делается как можно шире и максимально глубоким.
Достоинства и недостатки
Несомненные преимущества сварки нержавейки полуавтоматом:
- Высокая производительность сочетана с качественным соединением;
- незначительное выделение дыма, что сохраняет здоровье и окружающую среду;
- небольшое разбрызгивание металла, вследствие автоматической подачи проволоки;
- универсальность – можно сваривать различные по толщине заготовки, а также разнородные металлы.
Один существенный недостаток – громоздкий газовый баллон. Это дополнительные затраты на его приобретение и неудобное перемещение.
Распространение метода стало возможным с развитием технологий и автоматизации процессов. Применяется в основном в промышленности для крупномасштабного производства. Работа со сварочным полуавтоматом, хотя требует определенных знаний и умений, все же остается одним из популярных видов обработки металлов. Подробнее о том как работать сварочным полуавтоматом можете в нашей статье.
Область применения
Необходимо разобрать, где применяется сварку под флюсом, которая по праву считается одним из основных методов получения неразъемного соединения. Сварка выполняется в нижнем положении, для соединения деталей встык, внахлест, для угловых способов соединения.
Ранее способ использовали только при сварке металлоконструкций из конструкционных сталей. При разработке новых технологий появилась возможность проводить сварку всех видов стали и никелевых сплавов. Для этого используется проволока, подходящая по своему составу.
Титан и его сплавы, медь и сплавы на ее основе, алюминиевые сплавы и чистый металл – эти материалы успешно и надежно соединяют с помощью сварки под флюсом.
С применением метода под флюсом варят сложные строительные конструкции, мосты, трубы, резервуары, морские и речные суда. Экономически выгодно использовать данный метод для листов толщиной от 6 мм.
Важно правильно подобрать режим работы, материал проволоки и вид флюса. Шов сможет выдержать большие перепады температуры, воздействия агрессивных сред. Стык, выполненный профессионалом, выдержит очень высокое давление и будет надежен в условиях полного вакуума.