0
+7 912 394 85 32
Электроплазменная полировка считается эффективным и экологически безопасным способом финишной отделки изделий из нержавеющей стали разных марок (на основе никеля и хрома, с присадкой молибдена, кремния). Рекомендована для поверхностей с мелким рельефом или совершенно плоских элементов.
Электроплазменная полировка обеспечивает:
- нивелирование незначительных дефектов и сглаживание заметных выступов;
- удаление окалины и следов побежалости;
- заметное повышение класса чистоты поверхности;
- идеальную адгезию поверхности с последующими покрытиями;
- эстетичный внешний вид готовой продукции.
На нашем производстве полировка нержавеющей стали выполняется с помощью установки ЭПП, которая позволяет быстро и безопасно добиться эффектного зеркального блеска. В ходе процесса не используются опасные кислотные соединения, требующие специальной утилизации, очистки стоков (как в примере с электрохимическим способом). Заметно улучшается чистота поверхности готового обработанного изделия.
Электролитическая полировка
Оформить заказ на электрополировку продукции Вы можете, заполнив нижеследующую форму либо обратившись к нашей статье в разделе «Услуги»: Услуга электрополировки.
Электролитическая полировка – это процесс, используемый для полировки металлической поверхности с помощью электрического тока и химического раствора, с использованием контейнера, снабженного электродами. Этот процесс позволяет получить зеркальную поверхность путем выборочного удаления поверхности из стали.
Это селективное удаление производится контролируемым электрическим током и специальными растворами электролитов. Электрические параметры настраиваются с помощью технологии INVERTER, встроенной в наши продукты CLINOX, в то время как электролитический раствор, называемый E-polishing Bomar, используется с нашей ванной для электрохимической полировки E-polishing Box, изготовленной из пластмассы, стойкой к кислотам и электродам из углеродного волокна, чтобы обеспечить лучшую производительность и полную безопасность.
Благодаря такой комбинации продуктов могут быть получены следующие результаты
Химический способ
Небольшие детали из нержавейки обрабатывают методом, который не требует большого приложения физических усилий и нескольких часов работы. Использовать круги может быть просто неудобно. Погрузить очищенную заготовку в ванну со строго дозированными реагентами, разведенными до нужной концентрации дистиллированной водой. За достаточный интервал времени, под воздействием едких реактивов, все контактирующие с жидкой активной средой шероховатости стали устраняются. Глубокие царапины, следы сварки предварительно сначала выравнивают наждачными кругами, после заглаживают мягкими кругами с пастой нужной зернистости (ГОИ). Иначе все крупные изъяны тоже отполируются с сохранением формы.
Для правильного выбора компонентов, их концентрации в водной массе, желательно знать марку нержавейки :
- Марку Х18Н9Т погружают в следующий состав: кислоты: 230 мл серной, 40 мл азотной, 70 мл соляной. На 1 л раствора добавляют краситель кислотный черный — 6 г, столярный клей — 10 г, хлористый натрий — 6 г. Выдерживается температура жидкости 65-70 °С, время 5÷30 мин.
- Кислоты в соотношении к полному объему: азотная 4÷5%, ортофосфорная 20÷30%, соляная 3÷4%, метилоранж — 1÷1.5%, в водном растворе с температурой 18÷25 °С, Ориентировочное время выдержки 5÷ 10 мин.
- На литр состава количество кислот: серная 230 г, соляная 660 г, кислотного красителя оранжевого– 25 г. Выдержать температуру 70÷75 °С, время 2÷3 мин.
Для полноты реакции во всех точках и удаления образующихся продуктов, жидкость в емкости непрерывно перемешивают. Можно шевелить стальную деталь.
Компоненты агрессивны. Обеспечить защиту кожных покровов рук, лица, глаз, органов дыхания.
Химическое выравнивание линии внешней границы нержавейки (полировка) происходит потому, что интенсивнее реакция идет на выступах профиля. Для предотвращения скопления продуктов взаимодействия во впадинах, углублениях, углах, принудительно создают движение жидкости. После смывания химических реактивов натирают салфеткой с небольшим количеством состава — полироля.
Электрополировка нержавеющей стали: технические аспекты
Электрохимполировка – это процесс, с помощью которого вы можете производить полировку металлической поверхности. Думать о замене механической очистки этим процессом неправильно: эта технология может быть использована как процесс финишной обработки для маленьких изделий нерегулярных и сложных форм. Полировка может представлять собой отличную опору для производства, поскольку она определяет кристаллическую структуру, подходящую для сварки, наиболее эффективным способом работы решетчатых сил. С этой точки зрения процесс называется «глянцевое травление»
. Как и все анодные процессы, электрохимическое полирование тесно связано со структурой на основе металла. Если в нем присутствуют дефекты и примеси, эффект электролитической полировки может иметь пятна, ямочки и каверны.
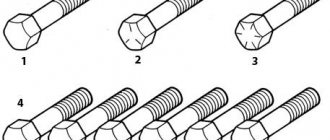
Электролизер, показанный на рисунке 1, объясняет, как происходит процесс электрополировки. Изделие из нержавеющей стали, используемое для получения зеркальной поверхности, определяется анодом, катодом может быть такой металл, как свинец, медь и т. д. Во время процесса благодаря прохождению тока в определенных электролитических растворах происходит селективное анодное растворение по поверхности из нержавеющей стали, которая постепенно становится более гладкой.
Параметры, регулирующие процесс электрополировки:
- Плотность тока;
- Вольтаж;
- Тип электролитического раствора;
- Температура;
- Перемешивание жидкости;
- Катодный материал;
- Размер и форма электродов;
- Расстояние между анодом и катодом;
- Расположение изделий.
Все эти параметры влияют на срок службы и внешний вид поверхности нержавеющего изделия. Например, температура должна поддерживаться постоянной, а перемешивание должно быть таким, чтобы не вызывать локальный нагрев.
Как видно на рисунке 2, для достижения правильной электрополировки электрические параметры должны совпадать в диапазоне Vc-Vb. При более низких значениях напряжения они вызывают анодную коррозию, детали обычно становятся непрозрачными и подвергаются коррозии. При более высоких значениях, чем Vc, образуются газообразные вещества, которые изменяют процесс растворения и вызывают нерегулярное воздействие на поверхность металла. Кривая, о которой идет речь, изменяется в зависимости от удельного сопротивления раствора электролита. Чем выше удельное сопротивление, тем больше полирующая прямая часть (полировка) будет плотной, пока она не уменьшится до точки.
Способы и средства для полировки нержавеющего покрытия
Гладкая поверхность металла получает повреждения при неосторожном обращении, из-за целенаправленных действий человека. Не каждый след может удалить полироль для нержавеющей стали и мягкая ветошь. В домашней мастерской (гараже) доступны многие способы обработки объемных, плоских, изогнутых поверхностей изделий из легированных сплавов. Необходимо наличие соответствующего оборудования и реактивов.
Технология CLINOX и INVERTER
Наилучшие результаты следует поддерживать при четко определенных соотношениях плотности тока и напряжения. Это соотношение определяется в наших установках CLINOX, которые благодаря инверторной технологии позволяют контролировать электрические параметры, повышая электрическую эффективность и надежность процесса. Агитация не всегда принята. Она часто используется для предотвращения неконтролируемого нагрева и локальной турбулентности в электролитической ванне с высоким удельным сопротивлением. Перемешивание не должно быть слишком интенсивным и может быть реализовано с использованием пассивного материала или путем инсуффляции воздуха или азота. «Срок полезного использования» электролита довольно ограничен. Когда в ванне появляется определенное количество ионов металлов, ее полирующий эффект уменьшается или исчезает. Так что прибегают к частичной или полной замене отработанной жидкости.
Анодный способ
Электрохимическая обработка снижает затрачиваемое время по отношению к механической процедуре в 4-5 раз, повышая класс чистоты зеркала на 1 или 2 позиции. Чтобы отполировать этим способом, становится не важными сложность сопряжений, кривизна плоскостей. Раствор при подключении электричества становится активным электролитом, взаимодействуя интенсивнее. Обрабатываемый образец должен быть подключен к аноду установки. Для каждого химического состава нержавеющего стали выбирают реагенты и параметры режима.
Электрохимическая полировка стали
Электрохимическая полировка – процедура обработки поверхности заготовки при помощи ее погружения в раствор кислоты под действием электрического тока. Она сглаживает поверхность детали и позволяет производить полирование металлов без использования лакокрасочных покрытий. В результате взаимодействия химических компонентов и электрических зарядов запускаются реакции, придающие изделию зеркальный блеск.
Отличия электрополирования от химического
Электрополирование, как и электроплазменная обработка, отличается от химического процесса тем, что через электролит подается электрический ток.
При химическом полировании изделие опускается в емкость с химическим раствором кислоты или щелочи. Здесь происходит растворение поверхностного слоя. Это сопровождается бурным кипением содержимого сосуда. Деталь приобретает нужную шероховатость за несколько секунд. В отличие от электрополирования такой метод менее затратный. Здесь не требуется сложного оборудования. Но присутствуют и недостатки:
- Сложность контроля над протеканием процесса.
- Без применения электрического тока качество получаемого изделия ниже. У него отсутствует блеск. Поэтому такому способу обработки больше подвергаются изделия из цветного металла, имеющие сложную конфигурацию, которым не предъявляется высоких требований.
Описание метода
В основе процедуры электрохимического полирования лежит анодное растворение поверхности обрабатываемой заготовки. Во время этого процесса происходит быстрое растворение выступов на поверхности с шероховатым рельефом. Во впадинах детали происходит растворение в замедленном режиме. Шероховатая сторона становится гладкой из-за несбалансированной скорости растворения, что приводит к появлению дополнительного блеска.
Процесс электрохимической полировки детали происходит в несколько этапов:
- Изготовление электролитических ванн, предназначенных для полирования поверхности изделия. В их состав входят универсальные электролиты: ортофосфорная кислота, серная кислота, хромовый ангидрид и вода. При полировке изделий, произведенных из нержавеющей стали, дополнительно используется глицерин. Создание ванн происходит при температуре до 90° C, анодной плотности тока до 80 а/дм 2 и напряжении до 8 В. Электролитические ванны, нагретые до высоких температур, представляют опасность для здоровья человека. При попадании растворов на кожные покровы высок риск образования химических ожогов.
- Подготовка заготовки к обработке. Изделия не должны иметь на своей поверхности глубокие рисунки и крупные царапины, не подлежащие электрохимической полировке. Важно, чтобы деталь была произведена из мягких металлов. Данный параметр оказывает влияние на степень эффективно полирования. Чем тверже металл, тем труднее достичь однородной поверхности при сглаживании шероховатых сторон заготовки.
- Взаимодействие детали с растворами электролитов. В этом случае металлическая заготовка выступает в качестве анода – электрода с положительным зарядом, а электролитическая ванна – в роли катода. Время выдержки изделия в растворе зависит от типа материала. Заготовки из алюминия выдерживаются в течение 2 – 3 мин, литые детали из нержавеющей стали – до 30 мин. В результате реакции осуществляется постепенное сглаживание шероховатостей из-за появления гидроксидной или оксидной пленки. Полирование происходит за счет обмена частиц между анодом и электролитом. После завершения электрохимической полировки поверхность заготовки становится однородной и приобретает зеркальный блеск.
Простой способ полировки нержавейки в домашних условиях
Отполировать нержавейку в домашних условиях несложно. Все зависит от того, насколько поврежден и окислен полируемый предмет, а также от наличия у него труднодоступных мест. В случае, если поверхность нержавейки просто потеряла блеск от окисления, можно использовать химическое полирование уксусом, оливковым маслом или специальными фирменными средствами. Для этого нужно просто нанести одно из этих веществ на салфетку из микрофибры, после чего плавными круговыми движениями обработать ее со всех сторон. Таким образом можно восстановить блеск кухонного оборудования, посуды, а также нержавеющих труб в ванной комнате.
Для полировки изделий из нержавейки до зеркального блеска в домашних условиях обычно используют пасту ГОИ. Полирование выполняется с помощью войлока или фетра. После его окончания все поверхности необходимо очистить с помощью салфетки из микрофибры, смоченной небольшим количеством растворителя.
Оба эти метода пригодны в тех случаях, когда нержавеющая сталь не имеет значительных повреждений. При наличии царапин, выбоин и большого количества налета перед полированием придется произвести механическую шлифовку нержавейки (вручную или с использованием электроинструмента).
Полируем плазмой
Технология отличается от электрохимической процедуры такими параметрами:
- раствор не агрессивен, утилизация не требует специальной очистки;
- напряжение выше (220 В);
- температура порядка 100 °C.
Применяемый реактив – соль аммония с концентрацией в растворе 3,1 ÷ 6,0 %.устанавливается плотность электрического тока величиной 0,35 ± 0,15 А/см² в зоне контакта электролита с нержавейкой интенсивно образуются газовые пузырьки. В парах внутри кипящего слоя проходят разряды, ионизирующие среду. Возникают плазменные язычки, которые целенаправленно воздействуют на сталь, полируя ее. Времени для одного погружения затрачивается в пределах 6 мин., из расчета потребляемой мощности 5 ВтЧ/см².
Для устойчивого процесса полирования электроплазменным методом поверхности определенной площади, необходима соответствующая мощность установки. Нельзя снижать ее величину, надеясь увеличить продолжительность обработки в ванне. Условия возникновения плазменно-ионизированного слоя не будут соблюдены.
Недобросовестная механическая подготовка проявится наглядно. Остаточные следы сварочных швов, царапин, вмятин не спрятать при помощи полироля.
Востребованная продукция
За счет того, что сталь легко поддается ковке, резке и приданию нужной формы, продукция востребована в следующих отраслях:
- Медицине — для изготовления скальпелей, зажимов и другого медицинского оборудования, мебели;
- Автомобилестроении;
- Тяжелой промышленности;
- Изготовлении лестниц, перил, ограждений, балконов, террас;
- Судостроении;
- Пищевой промышленности;
- Производстве труб из нержавеющей стали. За счет полировки снаружи и внутри, трубы устойчивы к появлению и размножению бактерий. Прочные, надежные, не поддаются эрозии. Подходят для сварки и фитингов;
- Производстве емкостей для любых жидкостей.
Листы стали для производства
Процесс обработки нержавеющей стали
Обработка нержавейки – непростой процесс. Чтобы изготовить определенные предметы или детали, ее нужно разрезать, сгибать, пропускать через токарный станок. Во время обработки материала надо следить за деформационным упрочнением, стараться быстро удалять стружку, учитывать ресурс инструментов, используемых в процессе. Обработка нержавеющей стали – точный процесс, во время которого необходимо соблюдать определенные правила и последовательность действий. В работе с нержавеющей сталью наблюдаются и другие сложности.
Вязкость материала. Он является довольно пластичным, поэтому стружка во время резки завивается в спираль значительной длины.
Низкий уровень теплопроводности. Если в использовании это свойство является достоинством, то в обработке нержавейки оно только мешает. Во время резки приходится охлаждать изделие специальными жидкостями, чтобы избежать наклепа, жара. Частицы сплава остаются на инструментах, быстро приводя их в негодность.
Сохранение свойств. Токарная обработка нержавейки не сопровождается некоторой потерей прочности и твердости вследствие воздействия высокой температуры. Такие качества присущи жаропрочным материалам. Это приводит к поломке рабочего оборудования.
Присутствие абразивных соединений. В составе нержавеющей стали присутствуют микроскопические соединения карбида и интерметаллов. Они придают сплаву абразивные свойства, из-за которых повреждаются резаки.
Неравномерность упрочнения. Это качество очень мешает при изготовлении крупных деталей. Они становятся менее качественными.
Помещение и персонал
Для работы потребуется два вида помещений:
- офис, где размещают образцы готовых изделий;
- производственный цех.
Удобно, когда офис и производственное помещение находятся рядом, но необязательно. Вполне возможно выбрать офис в шаговой доступности от потенциальных покупателей, а производство разместить на окраине города, где аренда ниже.
Для цеха с большим объемом выпускаемой продукции подойдет помещение от 200 квадратных метров. Для малых конструкций достаточно будет 100 квадратов. На этой площади располагаются производственный цех, склад сырья, помещение для персонала. В здании должно быть электричество, отопление и водоснабжение. Обязательно наличие телефона и интернета. Помещение должно располагаться на первом этаже, с удобным подъездом для транспорта.
На начальной стадии производства достаточно 5-10 сотрудников:
- директор;
- бухгалтер;
- менеджеры по работе с заказчиками и поставщиками;
- работники цеха;
- технолог;
- грузчики, уборщица;
- водитель, если планируется вывоз готовой продукции своим транспортом.
Важно, технолог и работники цеха должны иметь соответствующее образование и опыт работы, поскольку производство металлических изделий требует точности и квалификации. С увеличением объема производства и сбыта штат сотрудников может увеличиваться.
Затраты на производство:
| № | наименование | стоимость за год |
| 1 | аренда цеха | 350 000 |
| 2 | аренда офиса | 200 000 |
| 3 | покупка оборудования | 3 000 000 |
| 4 | затраты на зарплату и налоги | 1 200 000 |
| 5 | расходный материал, металл | 500 000 |
| Итого: | 5 250 000 |