Чугун в быту применяется повсеместно, начиная от батарей и других сантехнических элементов, заканчивая конструкциями заборов, деталями автомобилей и станочного оборудования. Трудности начинаются, когда речь заходит о сварке этого металла. Сварка чугуна электродом в домашних условиях – работа не из легких. Если с обычными сталями можно работать без особо тщательной подготовки, то просто наварить шов на чугунную деталь, без предварительной подготовки, очень сложно. Несоблюдение основных технологий может привести к перекалке металла, а значит повышению хрупкости и другим проблемам. Давайте разберем как заварить чугун дома, с помощью инвертора.
Особенности сварки чугуна, виды чугуна
Опытные сварщики могут определить свариваемость чугуна всего по раз резу. Считается, что если структура металла мелкодисперсная и приближенная к серому цвету, то такой чугун можно сварить намного легче, чем крупнозернистый металл темных оттенков. Если мы говорим про сварку деталей, которые находились в масляной среде или были подвержены регулярному окислению в водной среде, грунте или других подобных условиях, то такой сварочный материал не подойдет.Так, как чугун – метал с ограниченно свариваемый материал, то стоит принять во внимание следующие его особенности:
- Металл – жидкотекучий, поэтому основное и единственно верное сварное положение – нижнее.
- Если не соблюдать температурные режимы и перекалывать металл, то при выгорании углерода будут образовываться поры.
- Низкая пластичность и несоблюдение температурных режимов – основные причины возникновения напряжения, в местах сварных соединений.
- Расплавленный чугун может создавать окислы, которые будут иметь более высокую температуру плавления, чем исходный металл.
Главная проблема, с которой вы можете столкнуться – образование трещин в местах сваривания при остывании детали.
Решить это можно только если полностью соблюдать технологию, в нашем случае – холодной сварки.
Особенности материала
Чугун является смесью железа с углеродом. Выделяют несколько видов чугуна с примесями:
- Серый (1,9% — 2,5% кремния, 3,2% — 3,5 % углерода, присутствуют еще марганец, фосфор и сера) – пластичный и вязкий, обрабатывается резкой, используется в художественном литье;
- белый (2,14% — 6,67% углерода) – хрупкий, но твердый, в дальнейшем переплавляется на сталь;
- ковкий (2,4% -3,0% углерода) – получают из белого чугуна с помощью нагрева;
- высокопрочный (3,2% — 3,8% углерода) – получают при помощи добавки магния, свойства этого материала близки к свойствам углеродистых сталей.
Сложность обработки чугуна заключается в следующем:
- на поверхности образовываются микротрещины и поры, что влияет на прочность сплава;
- появляются каленые образования;
- инструмент для резки металла стремительно затупляется;
- тонкий слой материала рассыпается под воздействием высокой температуры.
Для сварки используется серый чугун.
Методы сварки чугуна
Существует три способа сварить чугун:
- Горячая сварка. Основной и наиболее правильный метод. Он заключается в том, что перед работой электродом, заготовку прогревают до 600 – 650 градусов. Это позволяет избежать образования соединений с повышенной температурой плавления, перекалки и напряженности метала в месте соединения. Нагрев осуществляется в печах, газовыми или другими горелками. Для домашних условий такой метод подходит с натяжкой, ведь помимо нагревающего прибора, нужно знать в какие моменты можно работать в месте сварного соединения, как остудить металл и много других нюансов.
- Полугорячая сварка. Практически ничем не отличается от предыдущего способа, за исключением температуры нагрева. Здесь изделие прогревают до 300 – 350 градусов.
- Холодная сварка. Способ – не предусматривает нагрев заготовки, но в его основе лежит множество других технологических моментов, несоблюдение которых приведет к невозможности выполнить качественный шов. Сварка чугуна в домашних условиях электродом осуществляется именно таким образом.
Почему чугун может не свариться, как надо
Чугун относится к трудносвариваемым металлам, а потому качество сварки зависит от многих факторов. При несоблюдении режимов и неправильном выборе расходных материалов процесс может пойти не так, как задумано. Это, прежде всего, низкая прочность соединения, неоднородность сварного шва, наличие непроваренных участков, некачественный внешний вид.
Причины дефектов
Выделяются такие основные причины некачественной сварки:
- Образование пластинчатого графита в сером чугуне, который при растягивающих напряжениях вызывает появление холодных трещин.
- Нарушение температурных режимов (перегрев и слишком быстрое охлаждение) ведет к образованию горячих трещин.
- Быстрая кристаллизация приводит к образованию пор в сварном шве за счет выделения водорода, азота, водяного пара, оксида углерода.
- Чрезмерная скорость формирования сварного шва способны привести к появлению непроваренных участков.
- Чрезмерный нагрев металла, чаще всего, приводит к появлению дефектов. Расплав просто вытекает из сварочной ванны при слишком длительном процессе. Своевременные остановки позволяют избежать перегрева.
Исправление ошибок
Если при визуальном осмотре или с помощью специальных методик контроля качества выявлены существенные дефекты, то ошибку надо исправить. Основной способ — заполнение дефектов путем наплавления. Некачественный шов надо максимально обработать болгаркой и металлической щеткой. Особо обрабатываются трещины. Для наплавления используются электроды МНЧ-2, ОЗЖН, ОЗЧ-2, ЦЧ-4, Т-590. Перед процедурой желательно предварительно прогреть сваренное место до максимально возможно температуры для повышения пластичности металла.
Можно использовать простой и дешевый способ. Стальная проволока марки Св-08 (Сс-08А) обматывается тонкой медной проволокой и погружается в жидкое стекло. Ею можно обмотать место некачественного стыка, после чего осуществить заваривание путем ее расплавления электродом.
Подготовка чугуна для сварки инвертором холодным методом
Прежде, чем сваривать чугун, его нужно подготовить. Сперва нужное место зачищается болгаркой с лепестковым кругом или другой подходящей насадкой. После зачистки верхнего слоя до не окисленного металла нужно провести обязательное обезжиривание бензином или любым другим растворителем. Если вы решили заделать трещину, то металл нужно расчистить до ее окончания, и в этом месте засверлить отверстие диаметром 10 мм.
Отдельно стоит поговорить про следующие особенности подготовки:
1. Шпильки. Дуговая сварка чугуна может осуществляется как послойно без применения опорных элементов, так и с использованием шпилек. Шпильки состоят из стали. Их размеры строго регламентируются, так например диаметр не должен превышать 40% от толщины чугуна. Выступ шпильки над металлом ограничен 4-6 мм, а расстояние между шпильками не должно быть больше, чем 6 диаметров. Количество зависит только от размеров соединения, но не больше 25% от площади излома
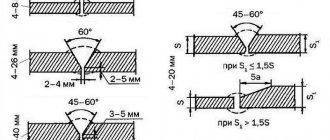
2. Разделка кромок.
Обратите внимание! Кромки не должны иметь острый срез в месте соединения двух частей метала, оптимальная форма – сферическая.
3. Электроды должны быть специальными. Заваривать такой металл обычными электродами по стали практически невозможно, поэтому стоит приобрести электрод с добавлением меди, хрома, никеля и других лигатур, способствующих наплавлению на прихотливый чугун.
Процесс сварки
В предыдущем пункте мы разобрали предварительную подготовку, а перед началом сваривания нужно рассмотреть основные технологичные моменты:
- Полярность подключения – обратная;
- Мощность сварочного аппарата – минимальная, для данной толщины электрода;
- Длина одного непрерывного сварочного шва не должна превышать 30 – 50 мм;
- Нужно исключить перегрев металла, за счет частых перерывов;
- Первый и последний слой многослойных проковываются молотком с минимальным усилием.
Определиться с режимом сварки поможет приведенная ниже таблица:
Основные предварительные моменты мы рассмотрели, остался основной вопрос: «Как варить чугун электросваркой?». Здесь есть два способа: по шпилькам или послойно. Давайте разберем отдельно каждый из вариантов.
Сварка чугуна инвертором по шпилькам
После установки шпилек можно начинать наваривать шов. Вокруг каждой шпильки слой за слоем кладется металл, который и формирует заплатку. Не допустить нагрева свыше 80 градусов можно если выполнять работу в шахматном порядке или поочередно в противоположных концах. Завершающим моментом при таким виде сварки является соединительный шов, который соединяет наваренный металл между шпильками.
Многослойная сварка
Для начала нужно убедиться в правильности создания фасок. Затем специальным электродом, с соблюдением температурного режима начинаем наплавлять первый слой. Он является основным и задаст успех дальнейшей работы. Каждый слой, еще на горячую, нужно проковывать молотком. Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны следует перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а затем нижней части.
Наплавку нужно обязательно выполнять с краев, и создавать постепенно множество слоев. Главное, не забывать проковывать каждый слой. Если не знаете как проверить температуру детали, то примените технику вразброс. Она заключается в формировании шва поочередно в разных местах соединения. Когда сварной шов будет полностью готов, поверхность наплавленная на чугун, необходимо отшлифовать.
Если вы столкнулись с необходимостью сварить чугун и у вас есть только инвертор, то в домашних условиях можно заделать трещины или наложить заплатки на ненесущие элементы конструкции. Практически все необходимое у вас уже будет, это маска, защитные рукавицы и одежда. Придется докупить только специальные чугунные электроды, или сделать их самостоятельно. В этой статье описано два способа, как сварить чугун дома. Какой из них вам больше подходит – решайте сами. Но запомните – когда возникает потребность восстановить изделие предполагающее сильные нагрузки, то лучше обратиться к профессионалам.
Источник: svarkagid.ru
KOMMENTARE • 0
Если бы не пластины, пизда бы тискам.
А почему не обработано горелкой с последующим остыванием в своей среде в укрытии?
Это ничего бы глобального не дало, я уже так делал, толку не было. в идеале нужно разогревать чугун до красна и тогда варить, так провар будет эффективнее.
Так здесь вся нагрузка идет на пластины , а не на сварной шов. Тестирование чего, сварочного шва или пластин? Какой смысл было тогда их сваривать?
Дело в том что губки не соприкасались, так как задняя губка немного отходила, из за трещины, а сварив тиски губки встали в нужное положение, и соприкоснулись на полном сжатии. Пластины решил оставить на всякий случай, что в будущем кстати помогло. При сильной нагрузке шов разошелся и трещина опять в том месте. Если использовать тиски с нагрузками, то эта сварки не годится. А если без мега усилий, то сгодится. В будущем попробую их еще раз сварить, но уже по технологии сваривания чугуна, пока что нет нужных условий для такой работы.
Не совсем понял смысл работы. Всмысле, что стальные пластины(костыли) все равно остались. До сварки был люфт сильный или какой то другой сильный нюанс? Иными словами, что изменилось, кроме психологической части? Мне кажется с костылями и без сварки у вас всё работало хорошо.
@Easy Master ясно
Дело в том что губки не соприкасались, так как задняя губка немного отходила, из за трещины, а сварив тиски губки встали в нужное положение, и соприкоснулись на полном сжатии. Пластины решил оставить на всякий случай, что в будущем кстати помогло. При сильной нагрузке шов разошелся и трещина опять в том месте. Если использовать тиски с нагрузками, то эта сварки не годится. А если без мега усилий, то сгодится. В будущем попробую их еще раз сварить, но уже по технологии сваривания чугуна, пока что нет нужных условий для такой работы.
Сварка чугуна в домашних условиях
Сварка чугуна ,электродом для стали.
Если вы недавно построили дом и ещё не подключили к системе электроснабжения, да и вообще не сделали ничего, что касается электричества в доме, то советую заглянуть на этот сайт электромонтажные работы center-energo.com/. Эта компания проводит качетственные электромантажные работы. В моей даче провели электричество, работу выполнили качественно и по приемлемой цене. У компании есть все необходимые документы на осуществление этой деятельности. Всё что вам необходимо, это зайти на сайт и воспользоваться услугами данной компании. Рекомендую всем, это проверенная мной компания
Сварка чугунных тисков в домашних условиях
Чугун из-за высокого содержания углерода довольно хрупкий металл. Но если сварщик сломал тиски в своем гараже или мастерской, он не будет их выбрасывать. Их можно восстановить методом электросварки. Практики поделятся опытом, расскажут, как заваривать чугунные тиски электросваркой. Сделать это можно в домашних условиях, используя обычный электрод и медную проволоку.
Способы сварки чугунных тисков
Технология сварки чугуна разработана для проварки рельсовых стыков. Для этого используют газовый сварочный автомат или электродуговую сварку и «рельсовые» электроды ОЗЧ-2, МНЧ-2. Можно использовать УОНИ 13/45 и АНО-4, они дают хорошее качество шва. Серый чугун легче поддается сварке, чем темный. Промасленный — обработке практически не поддается. Сварку осуществляют:
- многослойной сваркой инвертором с предварительной разделкой трещины, каждый шов проковывается перед нанесением следующего;
- методом шпилек – они вкручиваются в кромки на 2/3 длины.
Разделка перед вворачиванием шпилек нужна только для деталей толще 12 мм. Диаметр укрепляющих элементов не должен превышать ½ толщины свариваемого слоя. Предварительно кольцевой шов наносится вокруг каждой шпильки, затем валиками заполняются пустоты между ними. Второй слой наваривается перпендикулярно заполняющим валикам. После наплавки каждой из свариваемых поверхностей формируют стыковой шов. С использованием шпилек реставрацию тисков проводят без демонтажа.
Особенности работы с чугуном:
- деталь необходимо предварительно разогреть до + 600°С;
- допустимая температура нагрева зоны сварки не выше +100°С;
- непрерывная длина шва не превышает 3 см;
- присоединение электрода – обратно полярное.
Шов должен остывать длительное время, при быстром охлаждении соединение лопнет.
Холодный метод предполагает использование:
- защитной среды (аргона);
- флюсов с бурой;
- присадочных прутков из медно-никелевых сплавов с алюминием;
- тугоплавких электродов (вольфрамовые, графитовые). Сила тока устанавливается из расчета 50 ампер на 1 мм диаметра присадки.
Свойства чугунных сплавов
Содержание углерода в чугуне превышает 2,14%. Это как раз пограничное состояние перехода углерода в форму аустенита, то есть в состояние, когда при концентрации меньше, чем указана выше, он растворен в железе. Такое явление используется при изготовлении сталей.
В чугуне же углерод находится в виде мельчайших нерастворенных частиц, которые обуславливают его твердость и износостойкость, а также невосприимчивость к воздействию агрессивных сред.
Существует несколько разновидностей чугуна в зависимости от химического состава – белый, серый, высокопрочный и ковкий.
Белый практически не поддается обработке режущими инструментами в силу своей твердости и хрупкости. Из него отливают уже готовые чугунные детали, которые не нужно обрабатывать.
Серый чугун очень хорошо переносит статические нагрузки, износостоек, но плохо работает на растяжение и сопротивляется ударам. Такой чугун сваривается лучше всех остальных.
https://youtube.com/watch?v=Xoamtv9bsXs
Высокопрочный чугун, как следует из названия, используется в нагруженных конструкциях.
Ковкий чугун допускает создание упрочненного наружного слоя на поверхности деталей, позволяющего чугуну такого типа воспринимать значительные изгибающие нагрузки.
Технология сварки чугунных тисков электродами
В автомастерских для реставрации чугунных литых деталей пользуются обычной электросваркой. Опытные сварщики в гаражах варят чугун обычным инвертором средней мощности. Пользуются стандартным электродом для черных металлов, но предварительно наматывают не него тонкую медную проволоку. Это необходимо для равномерного разогрева. Такая присадка полноценно заменяет дорогостоящие электроды по чугуну. Перед работой проводится разделка трещины под углом 30° на 1/3 толщины сломанной детали.
Чтобы сварить поломанные тиски горячим методом, их необязательно разогревать в печи полностью. Практики используют для нагрева зоны сварки паяльную лампу. Когда чугун прогреется и начнет краснеть, можно приступать к работе. Каждый слой перед нанесением следующего хорошо прогревают, простукивают молотком для уплотнения.
Когда многослойное соединение закончено, его в течение двух–трех часов необходимо периодически прогревать паяльной лампой. При такой технологии не создается контраст температур между внутренним и внешним слоем. У кого есть печи, оставляют проваренные тиски на углях часов на шесть. Когда шов окончательно остынет, валик выравнивается абразивом. Реставрированные тиски прослужат долго. Они выносят большую нагрузку без повреждений в месте шва.
Как правильно заваривать чугун
Особые свойства металла вызывают повышенные требования к осуществлению сварочного процесса. Правильный подход обязывает к проведению тщательной подготовки. Рабочая зона должна быть хорошо очищена от любых загрязнений. Используются: болгарка, металлические щетки, «наждачка». Масляные пятна удаляются растворителями. При сильном загрязнении применяются горелки или пескоструйный аппарат.
Частое явление — трещины на поверхности по краям чугунных изделий. К их заделке необходим особый подход. Трещины разделываются и очищаются на всю длину для полноценного заполнения расплавом. При необходимости заготовки засверливаются по краям, а торцы разделываются под нужным для сварки углом.
Сварка чугуна электродом в домашних условиях
Чугун представляет собой сплав углерода и железа, который также содержит легирующие добавки и примеси. Детали из чугуна широко применяются не только в промышленной и производственной областях, но и в быту. Чугунные изделия частного назначения: сантехнические элементы, конструкции заборов, детали автомобилей и много другое. Активное использование данного сплава приводит к необходимости проведения сварочных работ.
Основные сложности сваривания чугуна, с которыми сталкиваются домашние мастера:
- из-за жидкотекучести сплава рекомендуется проводить сварку в нижнем пространственном положении;
- несоблюдение температурных режимов приводит к перекаливанию чугуна, что может стать причиной образования пор и возникновения напряжения в сварных швах;
- чугун в расплавленном состоянии может выделять газы, что отрицательно скажется на качестве соединения;
- ускоренное или неравномерное нагревание или охлаждение может способствовать появлению трещин.
Чтобы в домашних условиях получить качественное соединение чугунных изделий необходимо учитывать данные специфические характеристики, а также правильно подготовить рабочую поверхность, верно выбрать режим сваривания и электрод.
Трудности сваривания
Самодельная мини сварка в домашних условиях
Особенности строения чугуна определяют ряд проблем, возникающих при сварке этого материала.
Из-за химического состава чугуна, при плавлении он становится очень текучим. Это препятствует созданию однородного шва, так как металл при длительном нагревании стремится вытечь из сварочной ванны.
Ввиду малой пластичности чугуна и низкой по сравнению со сталью температурой плавления, возможны растрескивания материала при быстром остывании после воздействия электрической дуги.
Наличие большого количества углерода, который выделяется при нагревании и взаимодействует с кислородом, содержащимся в воздухе, способствует образованию больших пор в зоне сварки, отчего шов получается неоднородным и имеет малую сопротивляемость при нагрузке на изгиб.
Зная эти особенности, можно организовать работу по сварке с таким расчетом, чтобы получить сварочный шов удовлетворительного качества. Чтобы устранить последствия текучести материала, под стык свариваемых деталей подкладывают графитовые пластины, которые препятствуют вытеканию расплавленного чугуна при случайном прожигании.
Третья проблема может быть решена применением сварки в среде инертных газов. Можно варить чугун электросваркой с использованием, например, углекислого газа, который вытесняет воздух из сварочной ванны. Допускается использовать смесь углекислого газа с аргоном в пропорции ¼.
Подготовка к сварке
Подготовительные операции должны выполняться тщательно и внимательно, так как это является одним из основополагающих принципов получения качественного соединения:
- конструкция очищается от загрязнений, мусора и пыли;
- затем следует обезжирить детали растворителем, например, ацетоном;
- при работе с тонким чугуном нужно использовать подкладки для отведения тепла;
- разделку кромок следует производить перед свариванием толстостенных изделий, для этого применяется напильник или болгарка;
- трещины необходимо засверлить по краям и разделать на всю длину; альтернативный метод — вырезать трещины, концы закруглить;
- в зависимости от выбранного метода сварки (горячий или холодный) изделие подвергается подогреву или нет. Нагрев детали может осуществляться с помощью различного оборудования: печи, газовые горелки или с помощью подручных средств: паяльная лампа.
Подготовка
Чугун перед сваркой требуется аккуратно вычистить. Недопустимы даже малейшие частицы грязи или пленок. Снимать следы масла помогает использование растворителей. Грубые дефекты убирают шлифовальной машинкой. Кромки расширяют по длине той же болгаркой.
Но зачищать металл требуется предельно тщательно. Его лучше снять послойно, потратить больше времени, нежели повредить изделие. Трещины заваривают, предварительно засверливая проблемные точки. В противном случае прямо в ходе сварки трещины будут расползаться.
Тонкие чугунные изделия надо варить, применяя подкладки из графита. Если их нет, расплав может вытечь и прожечь металл полностью. Сварочную проволоку подбирают сообразно применяемому варианту сварки. Для «холодной» методики нужна ПП АНЧ-1. Для полугорячего способа правильнее использовать ПП АНЧ-2, а для горячего — ПП АНЧ-3.
Методы сварки
Специалисты выделяют 3 метода сварки чугуна:
- Горячая осуществляется посредством прогрева чугунных деталей перед выполнением соединения, температура — 600-650°С. Данный способ невозможно использовать в домашних условиях.
- Полугорячая практически не отличается от предыдущего метода, различие состоит только в температуре нагрева, изделие прогревается до 300-350°С.
- Холодная подразумевает отсутствие нагрева рабочих изделий. Сварка чугуна электродом в домашних условиях осуществляется именно по этой технологии.
Подготовка
Независимо от метода сварки, чугун требуется основательно подготавливать к работе. В любом случае убирают с поверхности всю грязь и даже смазочные масла любого рода. Обязательным требованием будет и тщательная разделка кромок. Если планируется добиться повышенной прочности, надо ставить шпильки при холодной сварке. В горячем режиме практикуется предварительный нагрев, формирование специально продуманной «ванны».
С кромок непременно убирают даже небольшие трещины. Перед установкой шпилек разделку выполняют под углом. В других случаях это не обязательно. Стальные шпильки должны быть на 2-3 «калибра» (так называют соотношение длины и сечения). Внешние наконечники шпилек должны ставиться так, чтобы их можно было приварить друг к другу.
Как варить чугун инвертором и плавящимся электродом
Сварка чугуна с помощью инвертора и плавящегося электрода проводится чаще всего холодным методом. Важными составляющими успешного проведения работ являются: правильный выбор электрода и оптимальные режимы сваривания.
Исполнитель должен проводить соединение специальными электродами, содержащими никель и/или медь:
Рекомендуемые режимы сварки для некоторых перечисленных марок:
| Марка электрода | Сила тока для электрода диаметром 3 мм. | Сила тока для электрода диаметром 4 мм. | Сила тока для электрода диаметром 5 мм. | Сила тока для электрода диаметром 6 мм. |
| ЦЧ-4 | 65-80 | 90-120 | 130-150 | — |
| ОЗЧ-2 | 90-110 | 120-140 | 160-190 | 220-250 |
| ОЗЖН-1 | 100-120 | 130-150 | 160-180 | — |
| МНЧ-2 | 90-110 | 120-140 | 160-190 | 210-230 |
Также следует выделить следующие технологические особенности:
- длина одного непрерывного шва не должна 30-50 мм;
- частые перерывы в сварочном процессе помогут исключить возможность перегрева, температура более 80°С недопустима;
- полярность — обратная.
Данный метод сваривания может выполняться двумя вариантами: с помощью шпилек и по слоям.
1. Шпильки оснащены резьбой, что позволяет вкручивать их в кромки свариваемого изделия. Шпильки должны быть расположены вразброс/в шахматном порядке, что исключит перегревание во время сварки. Размеры шпилек зависят от толщины рабочего изделия, при их подборе следует полагаться на следующие рекомендации:
- диаметр — 0,3-0,4 толщины изделия, но не более 12 мм.;
- глубина вкручивания — 1,5 диаметра шпильки, но не более половины толщины изделия;
- высота выступающей части шпильки — 0,75-1,2 диаметра.
После установки шпилек, можно приступать к сварке. Вокруг каждой шпильки осуществляется наплавление металла, слой за слоем. Затем исполнителю необходимо заварить пространство между шпильками, оставшееся нетронутым, выполнить один или несколько соединительных швов.
2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
В нижеследующем ролике продемонстрирован электрод по чугуну Zeller 855, но из ролика можно увидеть, как производится сварка.
Данные сведения помогут исполнителю узнать, как варить чугун инвертором электродами по чугуну, и легко произвести работы по соединению.
Сварка обычными электродами
С целью экономии денежных средств, можно использовать вместо специальных расходников обычные (стальные). Электроды общего назначения отличаются более доступной ценой. Технология многослойной сварки обычными прутками практически ничем не отличается от рассмотренного выше способа, где применяются специальные стержни с покрытием из цветных металлов. Этапы выполнения работ аналогичны. Единственным отличием является то, что следующие после первого слои наплавляются не специальным электродом, а обычным.
Сварка чугунными электродами
Данный способ сварки может проводиться холодным и полугорячим методом. Небольшой предварительный нагрев улучшит структуру наплавленного металла.
Чугунные электроды представляют собой литые стержни с обмазкой, применяющие для исправления дефектов чугунного литья. К данному типу расходных материалов относятся следующие марки: МНЧ-1; ОЗЧ-1; ОЗБ-2М.
Сваривание осуществляется постоянным и переменным током. Величина тока определяется следующим образом: 50-60 А на 1 мм. электродного стержня.
Технология
Установка кнопок на одежду в домашних условиях
Рассмотрим технологические особенности сварки чугуна электродами.
Подготовка
При работе с чугуном в домашних условиях именно подготовительному этапу стоит уделить максимум внимания. От него зависит, не появятся ли дефекты в дальнейшем. Трещины внутри металла отличаются глубиной и весьма тонкой структурой. Их нужно разделывать как можно глубже. Практикуется разделка в варианте:
- вырубки;
- шлифовальных работ;
- дуговой строжки;
- кислородной подготовки;
- термической резки.
Независимо от конкретного варианта, разделывают трещины на 5-6 мм шире их границ. Выходить на поверхность нужно плавно. Глубина разделки сквозной трещины на 1-2 мм меньше, чем толщина обрабатываемого изделия. Если работают с глухой трещиной, глубина разделки должна быть больше ее нижней точки залегания на те же 1-2 мм.
Разделанные трещины засверливают на концах. Если это почему-либо невозможно, их полностью вырезают, а концы скругляют. На кромках толстых деталей готовят скосы под углом 45 градусов, при этом следят, чтобы сами кромки не имели острых углов. Обязательна очистка поверхности перед началом работы, иначе никакой выбор режимов не поможет
Внимание: если обычные механические и термические способы очистки не помогают, придется использовать газовую горелку
Процесс
Горячая сварка чугуна практикуется главным образом в промышленных условиях. Дома почти невозможно прогреть его до 600-650 градусов Цельсия. Проблемы могут возникнуть и с обеспечением пожарной безопасности.
Сварка чугуна инвертором с плавящимся электродом обычно производится в холодном режиме. В этом случае применяют инструмент с содержанием меди либо никеля. При использовании ЦЧ-4 диаметром 3 мм нужно подавать ток на 65-80 А. Если используется электрод сечением 4 мм, силу тока увеличивают до 90-120 А. Пятимиллиметровые инструменты прогревают током от 130 до 150 А. Для ОЗЧ-2 эти показатели составляют соответственно 90-110, 120-140 и 160-190 А.
Разумеется, есть еще целый ряд технологических тонкостей и нюансов. Непрерывный шов можно делать длиной не более 3-5 см. Категорически следует избегать перерывов при работе – их делают только в самых критических случаях. Варить чугун, если не указано другое в конкретном случае, надо только на обратной полярности.
Отдельно стоит рассказать про обработку ковкого чугуна. Его электродуговая сварка возможна различными способами, в том числе с использованием разнообразных электродов. Стальной инструмент можно применять только в том случае, когда потом будет проводиться дополнительный отжиг. Отказ от такой процедуры вызовет избыточную хрупкость шва и сильно ухудшит качество готового изделия. Гораздо практичнее поэтому использовать латунные либо медно-никелевые электроды, снимающие проблему дополнительной обработки.
Довольно широкое распространение получили сварочные инструменты с медным стержнем сечением от 3 до 6 мм. Снаружи используется оборачивание тонкой жестью и нанесение дополнительного покрытия. Периодически применяют даже медные трубки с сердечниками из железа. Если работать правильно и аккуратно, можно сформировать отличные швы такими электродами. Но надо понимать, что есть риск образования пор, особенно на границе чугуна с наплавленным металлом.
Варить чугун на полуавтоматах надо с проволокой марок:
- Св-08ГС;
- Св-08-Г2С;
- Нп-30ГХСА.
Иногда применяют также и порошковую проволоку. Силу тока всегда делают меньше, чем при сварке стали. В околошовной области температура не должна подниматься выше 80 градусов Цельсия. После любого прохода, пока металл не успел остыть, делают «проковку» валика. Шпильки с резьбой можно расставить в шахматном порядке по краям свариваемых деталей.
В следующем видео представлен мастер-класс по сварке чугуна электродами.
Сварка неплавящимися электродами
Сварка чугуна по данной технологии проводится в защитной среде аргона или флюсов, основным компонентом которых является бура. В качестве присадочных материалов используются литые чугунные или специальные прутки, содержащие никель, алюминий и медь. Сваривание чугуна осуществляется с помощью вольфрамовых, угольных и графитовых электродов.
Наиболее распространенным методом является аргонодуговая сварка (AC TIG). Чтобы работы прошли удачно, следует придерживаться нескольких правил:
- тщательная очистка поверхности от мусора и загрязнений;
- заготовку нужно зафиксировать в нескольких точках;
- рекомендуется использовать небольшой предварительный нагрев изделия, для этого можно использовать подручные средства. Следует помнить, что наличие или отсутствие нагрева зависит от вида свариваемого чугуна;
- присадка подается под углом в 20-30 градусов;
- необходимо использовать небольшие величины тока;
- соединение следует проводит поэтапно: исполнитель варит небольшой отрезок в 2-3 см. и проковывает наплавленный металл, чтобы
- избежать остаточного напряжения. Проковка производится небольшим молотком, вес которого не превышает 1,2 кг.,боек — закругленного типа.
- охлаждение детали после сварки осуществляется постепенно.
Данный способ является неосновным при соединении чугунных изделий. Это обусловлено определенными сложностями, возникающими в процессе работы, а также повышенным уровнем трудовых и финансовых затрат.
Рекомендации
Чтобы сократить опасность появления новых трещин при сварке, требуется:
- удалять фосфор и серу;
- добиваться более мелкой зернистости структур;
- варить металл с короткими швами на слабом токе;
- переходить от однопроходной к многопроходной сварке.
Бороться с появлением пор помогают:
- скрупулезное удаление ржавчины и прочих загрязнений;
- перевод водорода в нерастворимую форму;
- связывание азота в нитридах;
- уменьшение темпов охлаждения.
Среди различных видов газовой сварки оптимальным решением оказывается комбинация ацетилена и кислорода. В таком варианте нужно применять чугунные присадочные прутки, соответствующие ГОСТу 2671-80. Повысить смачиваемость кромок расплавом помогают флюсы. Если планируется выполнять механизированную сварку, для нее желательно использовать проволоку с повышенной концентрацией графитизаторов. Когда дефекты сварочного процесса обнаруживаются на финальной стадии, придется устранять их дополнительно — путем специальной пайки с флюсами на базе буры и борной кислоты.
Сварка чугуна представлена в видео ниже.
Электроды по чугуну своими руками
При отсутствии специальных электродов для сварки чугуна, можно самостоятельно сделать расходники, близкие по характеристикам к марка ОЗЧ-2 и ОЗЧ-6. Далее мы рассмотрим два способа, как сделать электроды для чугуна своими руками.
- Изготовление электродов по чугуну осуществляется по следующей технологии:
- Необходимо взять медную проволоку диаметром 2-5 мм., зачистить её наждачной бумагой, обезжирить и покрыть самодельной обмазкой; проще всего приготовить обмазку из покрытия обычных электродов (АНО-4, УОНИ-13/55).
- Покрытие расходников общего назначения соскабливается со стержня, измельчается и смешивается со стальными опилками или железным порошком в пропорции 1:1. Затем в получившуюся смесь добавляется силикатный клей, после все компоненты тщательно смешиваются.
- Проволока опускается в самодельную обмазку, пока нанесенного толщина покрытия не составит 1,5-2,0 мм. Затем нужно подождать, пока излишки смеси стекут.
- Следующий этап — сушка, проводящаяся на открытом воздухе, электроды сушатся в вертикальном положении.
- Завершающаяся процедура — прокалка выполняется в духовке или на плите при температуре 200-250°С.
- Самодельные электроды по чугуну готовы к сварке. Режим сваривания электродами, созданными своими руками, не отличается от режима работы фирменными расходниками.
Разновидности используемых для чугуна электродов
С чугунными заготовками работают специальными электродами с маркировкой СВ-08 А и СВ-08 или используют для этого материала универсальные расходники:
- ЦЧ-4 – применяются для работы при любой температуре и позволяют создавать ровное и прочное соединение.
- ЭМЧС – основа сделана из низкоуглеродистой стали, на нее нанесена трехслойная обмазка. В процессе горения электрода вокруг него создается газозащитный слой, предохраняющий шов от окисления и образования в нем включений воздуха.
- Ficast NiFe K – такие стержни выполнены из железоникелевого сплава, предназначены для сварки чугуна и стали.
- МНЧ-1 – сделаны из сплава меди, никеля и монель-металла, что увеличивает их стоимость. Применение этих расходных материалов позволяет получать качественный шов, который потом легко обрабатывать.
Рекомендуем к прочтению Как работать с чугуном с помощью холодной сварки
Как сделать самостоятельно
Качественные электроды для работы с чугуном можно приобрести не в каждом строительном магазине, стоимость их достаточно высокая. Многие опытные сварщики и домашние мастера делают расходники для сварки чугуна самостоятельно.
Электрод можно сделать самостоятельно.
Для этого понадобятся стержни общего назначения (АНО-4 или УОНИ), медная проволока толщиной 1,5-2 мм.
Процесс изготовления простой, достаточно накрутить проволоку на выбранный электрод.
Можно использовать и другой вариант, для его реализации понадобятся:
- жидкое стекло;
- медные прутья диаметром до 5 мм;
- измельченная обмазка, снятая со стержней общего назначения;
- металлический порошок.
В этом случае процесс изготовления состоит из таких этапов:
- Нарезка медных прутьев на отрезки необходимой длины. Зачистка их поверхности наждачной бумагой и обезжиривание.
- Подготовка покрывающего состава. Для этого тщательно толкут обмазку, снятую со стержня, и в равной пропорции смешивают ее с металлическим порошком. Затем в подготовленную смесь вводят 30% жидкого стекла, снова все хорошо перемешивают.
- Создание электрода. Готовые прутья несколько раз опускают в подготовленный состав, пока на них не образуется покрытие толщиной 1,5-2 мм.
- Сушка стержней. Их размещают вертикально и оставляют на открытом воздухе.
- Прокаливание. Для этого самодельные изделия помещают в духовку, температура которой в пределах +200-250°С.
Качество самостоятельно сделанных электродов будет немного ниже, чем тех, что приобретены в магазине, но с их помощью также можно надежно соединять или восстанавливать чугунные детали, при этом режим работы выбирают такой же, как и при использовании фирменных расходников.
Меры безопасности
Проведения сварочных работ в домашних условиях требует тщательного и точного соблюдения техники безопасности. Наиболее важные моменты:
- помещение, в котором проводятся сварочные работы, должно освещаться и проветриваться;
- обязательно использование средств для заземления;
- чугун плохо реагирует на быстрое охлаждение, поэтому нужно защищать его поверхность от влаги;
- исполнитель должен использовать при работе индивидуальные средства защиты.
Источник: weldelec.com
Техника безопасности
При любых сварочных работах чугун не является исключением, важно соблюдать правила безопасности:
- если работа выполняется в помещении, то оно должно хорошо проветриваться и иметь качественное освещение;
- обязательно надо использовать заземление;
- чугунные детали не должны быстро охлаждаться, поэтому при работе с ними их надо защищать от влаги;
- сварщик обязательно должен работать в огнестойком костюме и обуви, рукавицах, защитной маске.
Чугунные тиски не должны быстро охлаждаться.