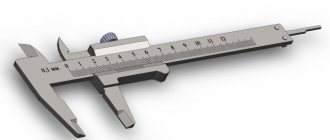
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Штангенциркуль – классификация и маркировка
Измерительный инструмент штангенциркуль может быть 3 видов и около 8 типоразмеров, во всяком случае, согласно отечественным нормативным документам
Причем важно, покупая любой точный инструмент, ориентироваться на стандарты, по которым его изготавливают и калибруют. На виды делят его в зависимости от индикатора измеряемого значения, с которого мы снимает искомые цифры
Это могут быть нониусные (ШЦ), циферблатные (ЩЦК) и цифровые (ШЦЦ) штангенциркули. В первом случае нам придется самим пробежаться по обеим шкалам глазами, посчитать деления и сообщить результат. Во втором случае мы увидим цифры на механической шкале с подвижной стрелкой, а вот в третьем случае нам покажут готовый результат на дисплее.
Внутри данных видов могут разделяться еще подвиды в зависимости от конструкции и длины основной линейки. Например, можно делить инструменты по виду материала, из которых они изготовлены. Примером инструмента из твердого сплава может служить ШЦТ-I. Есть различия в устройстве губок или дополнительных приспособлениях. Так, ШЦ-I и ШЦ-III отличаются расположением губок, в первом случае оно двустороннее, а во втором – одностороннее. А вот в ШЦ-II имеется рамка микрометрической подачи, которая сделает проще разметку, если вам нужно будет переносить свои замеры на другую плоскость. Различия по типоразмерам обсуждать долго не имеет смысла, стоит лишь сказать, что чем больше линейка, тем больше погрешность полученных значений.
Фото штангенциркуля ШЦ-2, antok.by
Фото штангенциркуля, antok.by
Фото цифрового штангенциркуля, tehnoalat.rs
Фото циферблатного штангенциркуля, tehnoalat.rs
Фото цифрового композитного штангенциркуля, tehnoalat.rs
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров. Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д. Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Как измерить диаметр трубы
При укладке трубопроводов монтажникам приходится сталкиваться с различными вариантами их расположения, от этого нередко зависит, как измеряется труба. Для нахождения нужных параметров в бытовых условиях обычно используют любой измерительный инструмент, находящийся под руками, и при необходимости простую формулу расчета.
На производстве измерения в основном для контроля проводятся более сложным высокоточным инструментом или приборами (используется например лазерный измеритель линейка циркометр).
Рис. 12 Способы монтажа фитингов на РЕХ-трубы: компрессионный, натяжными муфтами, пресс-фитингами, пуш-фитингами
Как измерить диаметр трубы линейкой и рулеткой
Рулетку или линейку практически всегда можно обнаружить в бытовом хозяйстве, с их помощью узнают параметры разрезанной поперек трубы. Для определения размеров инструменты прикладывают к трубному торцу и смотрят на их шкалу, визуально сопоставляя ее показания с сечением изделия. Точность данного способа невелика — измерения сложно проводить точно по диагонали.
Если коммуникации располагаются в труднодоступных местах и не обрезаны, точно определить диаметр трубы рулеткой или с помощью линейки становится слишком сложно. К стене вокруг трубной оболочки придется прикладывать с двух сторон прямоугольные детали и измерять расстояние между ними максимально близко к оболочке для снижения погрешности.
Рис. 13 Как измерить диаметр трубы рулеткой и линейкой
При помощи штангенциркуля
Штангенциркуль является довольно удобным измерительным инструментом для определения внутренних и наружных размеров в окружности до 150 мм с точностью от 0,1 мм. Современные приборы помимо механической шкалы, могут иметь электронную или стрелочную индикацию.
Штангенциркулем удобно измерять трубопровод в труднодоступных местах, соприкасающийся или даже частично размещенный в стене, стяжке менее чем наполовину. Точность показаний в 0,1 мм вполне приемлема для любых хозяйственных целей.
Еще более точные показания можно получить при использовании микрометра, однако если штангенциркуль изредка встречаются в домашнем хозяйстве, то микрометр — дорогой производственный контрольно-измерительным прибор, высокая точность показаний которого в быту не нужна.
Рис. 14 Как измерить диаметр трубы штангенциркулем
Как измерить диаметр трубы при помощи бечевки и по формуле
Иногда решение задачи, как измерять диаметр трубы, затрудняется из-за неудобства проведения замеров, больших габаритных размеров трубопровода — в этих случаях можно использовать комбинированный метод.
Для этого трубу обвязывают нитью или веревкой (можно сделать несколько витков), и ставят на них отметку маркером или ручкой. Затем выкладывают нить на стол и измеряют расстояние между отметками. Полученное значение делят на число пи, равное 3,142, и получают искомый размер. Данный способ, как рассчитать диаметр, позволяет узнавать параметры трубопровода с более высокой точностью благодаря тысячным значениям числа пи и большей протяженности длины окружности, чем напрямую измеренного параметра.
Иногда бывает сложно установить внутренний трубный размер по ряду причин, в этом случае задачу, как определить диаметр трубы, решают комплексным методом. Вначале замеряют ее внешний размер в окружности, затем толщину стенки, после чего по формуле делят первый показатель на число пи и отнимают от него двойную толщину оболочки.
Рис. 15 Как измерить диаметр трубы с использованием лент для замеров и внешний вид циркомера
Измерительными лентами
Один из самых быстрых способов, как замерить диаметр трубы – использовать ленты с размерными шкалами. Иногда для этих целей применяют строительную рулетку, которая имеет гибкую ленту с нанесенными делениями и проставленными значениями длины.
В быту часто встречается сантиметровая лента, которая применяется для определения размеров одежды в шитье, ее также можно использовать аналогично рулетке. После замеров длины по внешнему кругу проводят несложный расчет: результат делят на 3,142 и находят таким способом наружный диаметр.
Аналогом бытовых ленточных измерителей является производственный циркомер – специальный прибор с градуированной гибкой стальной полосой для измерения длин окружностей.
Методом копирования фотосъемки
Фотографический способ позволяет узнавать параметры трубопровода в экстремальных и аварийных условиях при отсутствии освещенности, плохого доступа к коммуникациям, ограниченном временном интервале. При замерах трубных диаметров при помощи фотосъемки рядом с трубой размещают рулетку с делениями или любой предмет, которой можно унести с собой, и делают фотоснимок фотоаппаратом или сотовым телефоном. Затем в спокойных условиях анализируют фотографию, сопоставляя размеры цифровой шкалы рулетки или габаритов предмета с параметрами трубы.
Рис. 16 Сравнительная таблица диаметров водопроводных труб из различных материалов
Благодаря стандартному ряду типовых размеров стальных, медных, полимерных трубопроводов, задача, как узнать диаметр трубы, в большинстве случаев успешно решается изучением соответствующих госстандартов. Если по каким-либо причинам возникает необходимость в замерах, для бытовых целей вполне можно обойтись линейкой, рулеткой, использовать измерительные ленты или кусок бечевки, получив искомый результат при помощи простой формулы.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Измерение длины
Правильное измерение длины обеспечивается параллельным положением штанги в двух плоскостях к линии измеряемой длины.
Параллельность к поверхности штанги
Параллельность к поверхности штанги
Не параллельность боковой поверхности штанги или ребра к линии размера вызовет снятие ложного размера.
Ложный размер
Установить правильное положение инструмента поможет увеличенная длина контакта губок с поверхностями, а также приложение штанги к поверхности оси детали.
Надежный контакт инструмента
Измерение внутренних длин
Плоскость и ребро штанги должны быть параллельны линии размера. На фото показано неправильное и правильное положение инструмента при снятии размера.
Неправильное положение
Правильное положение
Правильное положение инструмента ШЦ-2
Правильный прижим инструмента
Теперь, когда с правильным позиционированием инструмента определились, остаётся обеспечить плотный контакт измерительных поверхностей с контр-поверхностями.
Очень важно следить, чтобы контакт не пришёлся на радиус в углах уступов. Правильно сделанный прижим к поверхности, должен быть плотным исключающим наличие каких-либо зазоров
Правильно сделанный прижим к поверхности, должен быть плотным исключающим наличие каких-либо зазоров.
Зазор образованный неплотным прижимом, в совокупности с фактическим размером, будет показан отсчетным устройством штангенциркуля, но эти данные будут ложными.
Обычно губки прижимаются к поверхностям детали усилием, приложенным непосредственно к рамке или через подающий ролик.
Такой способ прижима может обеспечить достаточную стабильность и точность при измерениях. С увеличением измеряемых длин, когда усилие прижима должно быть более жестким с целью формирования надежного прижима к измеряемым поверхностям.
Применение такого способа содержит риск получения ложных результатов.
Дело в том, что увеличенное давление на основную рамку может вызвать перекос рамки вместе с подвижными губками.
Перекос рамки
Устранить перекос в рамке поможет увеличение прижима ее к штанге стопорным винтом.
Способ жёсткого прижима при замерах
Правильное позиционирование штангенциркуля при осуществлении замера предполагает прижим давлением непосредственно на рёбра губок.
Жесткий прижим губок
Давление на рёбра не может привести к перекосу рамки, а это значит, что жесткий прижим с легким покачиванием, только улучшит точность съема размера.
Важно недопущение перекоса рамки при достижении плотного прижима. После нахождения положения, стопорный винт зажимается для выведения инструмента из контакта с деталью и последующего считывания размера
Как пользоваться штангенциркулем: пошаговая инструкция
Штангенциркуль используется для определения наружных и внутренних диаметров, линейных размеров, глубин канавок и отверстий, а также расстояний между уступами. Некоторые модификации позволяют наносить разметку на поверхности заготовок. Инструмент применяется для измерения обрабатываемых деталей на механических и слесарных производственных участках, контроля выработки изнашиваемых поверхностей при проведении ремонта оборудования, благодаря простоте в освоении используется в домашних мастерских.
Как работает цифровой штангенциркуль?
Существует три модификации штангенциркуля, их разделили по способу снятия размеров.
- Простейшими нониусными моделями можно пользоваться для домашних нужд. Целые значения снимаются со штанги, доли определяют по нониусу – это основные правила, как пользоваться штангенциркулем.
- Механический принцип замера используется в циферблатных моделях. Через зубчатую передачу со шкалы штанги доли миллиметра переносятся на циферблат, целые значения берутся со штанги.
- Самым удобным и точным считается цифровой вариант, где все результаты получают с экрана дисплея. Сама электронная часть может настраиваться, пользоваться еще удобнее.
Чтобы понять, как пользоваться, следует разобраться с тем, как устроен цифровой штангенциркуль. В основе работы используется цифровой емкостный нониус: внутри устройства емкостная матрица, несколько пластин, основными из них являются статор и ползунок. При снятии расчетов они выводятся на дисплей, статор располагается на механической линейке, а ротор – под самим дисплеем.
https://youtube.com/watch?v=7CsvxNz6K50%250D
Конструкция штангенциркуля
Представленный на рис. 1 штангенциркуль типа ШЦ-1 состоит из:
- Штанги.
- Рамки.
- Измерительной шкалы.
- Верхних губок.
- Нижних губок.
- Глубиномера.
- Шкалы нониуса.
- Зажимного винта.
Выбор штангенциркуля для конкретной задачи определяется габаритами, конструктивными особенностями детали и требованиями к точности размеров. Инструменты различаются следующими параметрами:
- Диапазоном измерений. Длина шкалы на штанге составляет от 125 до 4000 мм.
- Точностью. Распространенные модификации имеют погрешность 0.1, 0.05, 0.02 и 0.01 мм.
- Функционалом. Существуют штангенциркули с глубиномером и без него.
- Количеством и формой мерительных поверхностей. Губки односторонних и двухсторонних инструментов бывают плоскими, заостренными или закругленными.
- Конструкцией отсчетного устройства. Оно бывает нониусным, механическим часового типа или электронным.
Штангенциркули изготавливаются из износостойких инструментальных сталей, а их мерительные поверхности могут быть усилены твердосплавными напайками. Для разметки деталей на незаостренные губки устанавливают резцы (рис. 2), комплектующиеся державками и зажимными винтами.
Как работать со штангенциркулем
Процесс измерения начинают с подготовки инструмента. Его очищают от пыли и смазки, совмещают губки для наружных измерений. Шкала на штанге и первая отметка на нониусе должны совпадать с нулевой риской. 10 отметка на нониусной шкале – с риской 19 мм на шкале штанги.
Цифровой штангенциркуль готов к работе, если стрелка показывает на «0». Нулевой показатель должен быть на дисплее электронного прибора. Как пользоваться штангенциркулем? Видео поможет новичкам правильно пользоваться прибором, измерять толщину стенок деталей, диаметр изделий, глубину отверстий.
Как проводить измерения штангенциркулем
Для определения параметров наружных поверхностей работают с большими губками.
- Раздвинуть губки на необходимую ширину, передвигая рамку.
- Зафиксировать между ними деталь так, чтобы лезвия плотно прилегали к её поверхности: используют регулировочный винт.
- Проверить точность установки прибора: перекосы губок недопустимы.
- Отложить деталь, расшифровать информацию.
Как правильно измерить штангенциркулем внутреннюю поверхность детали?
- Выставить шкалу на «0».
- Малые губки помещают внутрь детали.
- Раздвигают губки: они должны коснуться внутренней поверхности.
- Зафиксировать с помощью винта положение штангенциркуля.
- Проверить точное прилегание лезвий губок.
- Изучить параметры.
При измерении штангенциркулем глубины отверстия, используют глубиномер. Его выдвигают из штанги, передвигая рамку. Считывают параметры после того, как планка достигает дна отверстия.
Как определить показания на штангенциркуле
При считывании информации размеров наружной, внутренней поверхности детали, её глубины, принимают во внимание показатели на основной и дополнительной шкале
- Основной размер детали определяют по разметке на штанге прибора там, где находится нулевая отметка нониуса.
- Доли миллиметра высчитывают по рискам шкалы нониуса или на циферблате стрелочного механизма.
- Основной показатель и размеры на дополнительной шкале складываются.
Если нулевая отметка нониуса на штанге находится между цифрами 22 мм и 23 мм, то размер детали 22 мм. Чтобы определить показатель нониуса, необходимо установить, какая риска дополнительной шкалы совпадает с разметкой на штанге. Точное взаиморасположение даёт показатель доли миллиметра.
Если риска нониуса находится между двумя штрихами основной шкалы, то принимают во внимание наименьшее число. Риска нониуса находится между показателями 4 и 5 линейки штанги, доли миллиметров будут составлять «4»
Общий размер детали — 22,4 мм.
Подобным образом считывается информация с циферблатного устройства. Электронный прибор показывает на дисплее уже общий результат: скорость измерения 60 сек. Прибор подключают к компьютеру, выводят данные на жёсткий диск для дальнейшего анализа информации.
После завершения работы штангенциркулем регулировочный винт на приборе ослабляют, губки раздвигают на 2 мм. Все составляющие детали протирают ветошью от пыли и масла, устройство укладывают в футляр.
Штангенциркуль не относится к сложным измерительным приборам. Он прост в использовании. Точность показателей удовлетворит самых требовательных мастеров. Прибором измеряют не только параметры деталей. Его используют, чтобы мерить диаметр сверла, отверстий, камней в ювелирной промышленности.
https://youtube.com/watch?v=Nobw6s9k4dQ
Порядок измерений
Инструмент и деталь нужно подготовить к работе: удалить загрязнения, свести губки вплотную и убедиться в том, что показания соответствуют «0». Для измерения наружного диаметра или линейного размера необходимо:
- развести губки путем передвижения рамки;
- сдвинуть до плотного прилегания к контрповерхостям;
- зафиксировать положение рамки стопорным винтом;
- вывести штангенциркуль для оценки полученных результатов.
Чтобы измерить внутренний размер, губки сводят в «0», а затем раздвигают до соприкосновения с контрповерхностями. Если конструктивные особенности детали позволяют увидеть шкалу, то показания считывают без фиксации и выведения.
Диаметры некоторых популярных типов труб
Единственный размер труб, который вне зависимости от их материала изготовления, назначения, форм сечения принимают одинаковым для всех — номинальный DN (или условный проход Ду). Если прибавить к условному проходу толщину стенки S, которая различна у всех видов труб, легко получить их Dнар.
Поэтому регламентируется только номинальный диаметр, типовые значения которого приведены в ГОСТ 28338-89 и обязательны для всех видов трубопроводов и арматуры.
Размеры водогазопроводных стальных и медных труб
ГОСТ 3262-75 регламентирует сортамент сварных труб из не оцинкованной и оцинкованной стали для водопроводных, отопительных и газопроводных коммуникаций.
Рис. 4 Сортамент водогазовых труб по ГОСТ 3262-75
Стандарт распространяется также на изделия с цилиндрической резьбой, полученной технологиями нарезки или накатки.
Если внимательно посмотреть на табличные данные рис. 4 размерных и весовых характеристик водогазопроводных труб, то можно заметить, что изделия с одинаковыми условным проходом Ду и наружным диаметром имеют разную ширину стенку S.
Это невозможно теоретически, если не учесть, что в ранее приведенном определении условного прохода указано на его приблизительное соответствие внутреннему диаметру.
К примеру, у обыкновенной легкой стальной трубы с Dнар. 17 мм и S стенки 2 мм, Dвнутр. будет равен 13 мм. Для тяжелого 17 мм изделия с S стенки 2,8 мм Dвнутр. — 11,4 мм, при этом условный проход DN в обоих изделиях одинаков и равен 10 мм согласно таблицы на рис. 4.
Иногда при монтаже систем отопления и укладке теплых полов используют медные трубопроводы, техусловия на которые приведены в ГОСТ 617-2006. Госстандарт напрямую указывает метод задания их размеров Dнар., толщиной стенки и длиной, в документе также отмечено, что по соглашению производителя с заказчиком за основу может быть принят Dвнутр. В некоторых пунктах документ также оперирует средним диаметром изделия, который определяют как среднее арифметическое от наибольшего и наименьшего его значений в одной плоскости сечения, перпендикулярного оси.
Рис. 5 Характеристики медных труб ГОСТ 617-2006
Размерные параметры НПВХ — труб для бытовой канализации
В отличие от металлических линий, участки которых соединяют между собой сваркой, основной вид стыковки безнапорных канализационных трубопроводов — раструбное соединение. Сущность метода заключается в том, что одна труба входит в расширенный раструб другой, имеющей внутри эластичное резиновое кольцо для обеспечения герметизации стыка.
То есть основными техническими размерами при данном методе стыковки являются наружный трубный или внутренний раструбный, а параметры ширины проходного канала имеют второстепенное значение.
Считывание результатов
По нониусной шкале
Количество целых миллиметров отсчитывается от нулевого деления на рейке до нулевого деления нониуса. Если они не совпадают, то размер содержит доли миллиметра, соответствующие точности инструмента. Чтобы определить их, необходимо на нониусе отсчитать от нуля до штриха, совпадающего с риской на штанге, а затем умножить их количество на цену деления.
На рисунке 4 показаны размеры: а – 0.4 мм, б – 6.9 мм, в – 34.3 мм. Цена деления нониуса 0.1 мм
По часовому индикатору
Количество целых миллиметров отсчитывают на штанге от нуля до последней риски, не скрытой под рамкой. Доли определяют по индикатору: номер деления, на котором остановилась стрелка, умножают на его цену.
На рисунке 5 показан размер 30.25 мм. Цена деления индикатора 0.01 мм.
По цифровому табло
Здесь считать не нужно, размер отображается на дисплее.
Для определения внутреннего размера, снятого инструментом с радиусными мерительными поверхностями (нижние губки на рис. 3), к показаниям на шкале добавляют их толщину, которая указана на неподвижной губке. Чтобы посчитать наружный размер, снятый штангенциркулем с резцами (рис. 2), их толщину отнимают от показаний на шкале.
Какие измеряют диаметры
Основные размеры любой трубы — это ее внутренний, наружный диаметры (D) и толщина стенки (S), в дальнейшем для первых двух параметров примем сокращенные обозначения Dвнутр. и Dнар.
Наиболее часто встречающиеся термины для названия внутреннего трубного диаметра: номинальный (это общепринятое наименование с маркировкой по ГОСТ 28338-89 — DN), условный (устаревшее название с символьными маркировками Ду, Dy). Нередко DN называют условным или проходом на свету.
Для любого специалиста или пользователя важно знать, что DN номинальный, приведенный в таблице рис. 2, не является фиксированной величиной и приблизительно определяется по внутреннему D в мм.
На технических чертежах DN обозначается символами перечеркнутого круга Ø или такими же литерами с проставленным рядом числовым значением в мм.
Рис. 2 Ряд DN по ГОСТ 28338-89 и его обозначение на чертежах (ГОСТ 21.601-2011)
Обозначение наружного диаметра не регламентировано в ГОСТ на металлопрокат, поэтому в технической документации могут проставлять различные символы из ряда D, Dн, DE, Дн и прочие в зависимости от выбора их составителей.
На чертежах Dнар. без специального обозначения показывают перечеркнутым кругом Ø с его цифровым номиналом и символом с числом, указывающим толщину стенки S.
Еще один размер трубы по наружному диаметру, с которым может столкнуться монтажник — резьбовая насечка, часто обозначаемая символом G. Главные типы резьбы, используемые в технике — метрическая и дюймовая, соответственно рядом с символом проставляют ее номинал в миллиметрах или дюймах.
Для труб из термопластов (полимеров, изменяющих свои линейные габариты при температурном воздействии) ГОСТ ИСО 161-1-2004 устанавливает следующие типы размеров:
- номинальный наружный диаметр dn, обозначение распространяется на все полимерные трубопроводы за исключением фланцевых и резьбовых, представляется целым числом. Нормированные показатели dn соответствуют приведенным в таблице на рис. 3;
- наружный, внешние средний и средний минимальный диаметры с обозначениями соответственно de, dem, и dem.min.
Рис. 3 Типовой ряд значений dn по ГОСТ ИСО 161-1-2004 и его описание
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
Правила эксплуатации штангенциркуля
Чтобы измерительный инструмент смог прослужить верой и правдой долгие годы, необходимо соблюдать несложные правила по его эксплуатации и хранению. Прежде всего следует избегать механических повреждений, которые могут возникнуть в результате падения или силового воздействия. Помимо этого, в процессе измерения деталей нельзя допускать перекоса губок штангенциркуля. Чтобы этого не произошло, их нужно зафиксировать в определенном положении на измеряемой детали с помощью стопорного винта.
Хранить прибор следует только в мягком чехле либо жестком футляре. Второй вариант предпочтительнее, так как сможет обеспечить защиту от случайных деформаций. Место для хранения штангенциркуля должно быть выбрано с таким учетом, чтобы туда не попадали опилки от разных материалов, пыль, вода, химические смеси и пр. Плюс к этому должна быть исключена угроза падения тяжелых предметов на инструмент.
После каждого использования штангенциркуля его необходимо тщательно протирать чистой мягкой ветошью.
Естественно, не следует забывать и о соблюдении правил безопасности при эксплуатации данного прибора. На первый взгляд он не несет никакой угрозы для здоровья, однако это не совсем так. Дело в том, что концы губок для измерения внутренних размеров достаточно острые, поэтому о них запросто можно пораниться при неаккуратном обращении. В остальном же инструмент полностью безопасен.
Почему возникают ошибки при измерениях
Наиболее распространенные ошибки, снижающие точность результатов измерений исправным инструментом:
- Чрезмерное давление на рамку вызывает перекос относительно штанги. Такой же эффект получается, если при измерении нижними губками сводить штангенциркуль за верхние.
- Установка губок на галтели, фаски и скругления.
- Перекосы при позиционировании.
- Нарушение калибровки инструмента.
Первые три ошибки чаще всего возникают от недостатка опыта, и уходят с практикой. Последнюю нужно предотвратить на этапе подготовки к измерениям. Проще всего выставить «0» на электронном штангенциркуле: для этого там предусмотрена кнопка (на рис. 6 кнопка «ZERO»). Часовой индикатор обнуляется вращением винта, расположенного в его нижней части. Чтобы откалибровать нониус, отпускают винты крепления к рамке, передвигают его в нужное положение и снова фиксируют.
Особенности использования штангенциркуля
Удобство и простота использования этого инструмента обуславливают его широкое применение не только в производственной сфере, но и в домашних условиях. Существует три разновидности штангенциркулей: нониусные, циферблатные и цифровые, отличающиеся своей конструкцией. Наибольшей популярностью пользуется первый вариант. Такой инструмент имеет механическую структуру, поэтому ломаться там нечему. При аккуратном обращении (необходимо беречь прибор от деформаций и ржавчины) срок его эксплуатации практически не ограничен.
Измерять штангенциркулем как микрометром, то есть до десятых долей миллиметра, позволяет шкала Нониуса. В конструкции инструмента предусмотрена возможность фиксации измеряемого объекта как с наружной, так и с внутренней стороны, благодаря чему вероятность погрешности сводится к нулю.
Что можно измерить штангенциркулем?
1) Внешний размер детали (предмета)
Например, с помощью губок для наружных измерений можно измерить наружный диаметр трубы:
2) Толщину детали (предмета)
Например, точно также с помощью губок для наружных измерений можно измерить толщину стенки трубы:
3) Внутренний размер детали (предмета)
Например, с помощью губок для внутренних измерений можно измерить внутренний диаметр трубы:
4) Глубину детали (предмета)
Штангенциркуль имеет специальный глубиномер, который позволяет измерить глубину детали:
Отличия систем измерения
Иногда специалистам или обычным пользователям приходится сталкиваться с обозначением трубных диаметров в дюймах. Для преобразования в метрическую форму, дюймы в сантиметры переводят по формуле 1 к 2,54 см.
Обычно нет необходимости проводить подобные расчеты на калькуляторе, для упрощения задачи есть специальные таблицы. Правда при их использовании следует знать, что значения дюймов в миллиметрах различны для разных типов труб. Если рассматривать трубы из металлов, то соотношение 25,4 мм к 1 дюйму выдерживается практически на этом уровне без больших погрешностей и обозначает ширину их проходного канала.
Если в дюймах измеряют полимерные трубы, то это означает наружный диаметр, больший на один типоразмер внутреннего для металлических или самих полимерных изделий.
Существует и трубный дюйм, которым регламентируют размерные характеристики изделий с трубной резьбой, его значение на единицу — 33,25 мм.
Рис. 10 Таблица перевода дюймов в мм
Конструктивные элементы приборов
Штангенциркуль устроен просто, работать им легко и удобно. Любая его модификация состоит из следующих конструктивных элементов:
- Измерительная линейка (штанга) – главная часть прибора, на верхней поверхности которого нанесена шкала разметки с градацией в 1 мм. Стандартная линейка имеет длину 150 мм. Этот показатель определяет максимально доступную величину измерения. Выпускаются приборы, имеющие более длинную штангу, для замеров больших деталей.
- Измерительная рамка – подвижный элемент прибора, перемещающийся по линейке. Внутри рамки размещена плоская пружина, которая плотно прижимает ее к штанге. На рамке имеется дополнительная измерительная шкала (нониус), по которой отсчитываются десятые или сотые доли миллиметра при совмещении с одним из штрихов основной шкалы. Нониусная шкала имеет 10 делений, ширина каждого -1,9 мм. В конструкции предусмотрен стопорный винт, который позволяет жестко фиксировать рамку.
- Неподвижные губки. Один элемент жестко прикреплен к штанге, другой закреплен на рамке и перемещаются вместе с ней. Рабочая поверхность внутри. Используются для наружных замеров.
- Подвижные губки. Рабочие элементы располагаются по тому же принципу, что большие неподвижные губки, но размещены по другую сторону линейки. Рабочая поверхность обращена наружу. Дополнительные губки применяются для внутренних замеров.
- Линейка глубиномера – выдвигающаяся планка, жестко соединенная с двигающейся рамкой.
Разновидности и маркировка
По конструкции и своему назначению штангенциркули бывают следующих видов:
- ШЦ-1. Рабочие губки размещены с 2 сторон. Применяется для проведения наружных и внутренних измерений. Оснащены стержнем для измерения уступов и глубин. Удобны для разметочных работ.
- ШЦ-2. Губки для внутренних и наружных замеров совмещены и имеют одинаковый размер. При этом плоские рабочие поверхности располагаются внутри, а цилиндрические повернуты наружу. С противоположной стороны от штанги находятся разметочные остро заточенные кромки. Дополнительно прибор оснащен рамкой микрометрической подачи, с помощью которой можно производить более точные измерения.
- ШЦ-3. Одностороннее размещение измерительных губок. Специфика этих моделей в том, что они предназначены для больших замеров.
Штангенциркули делятся по способу снятия результата замеров:
- Нониусные (ШЦ). Механический инструмент, в котором целые миллиметры отмечаются на основной шкале, а доли миллиметра отсчитываются с помощью нониусной шкалы.
- Циферблатные (ШЦК). Используется механический принцип замера. На подвижной рамке размещен циферблат, который соединяется со штангой с помощью зубчатой передачи. Миллиметры определяются по основной разметке, а доли по круговой шкале.
- Цифровые (ШЦЦ). На измерительной рамке размещен цифровой дисплей, который показывает результаты измерения. Электронный модуль имеет ряд удобных настроек.
Тип индикатора определяет, с какой точностью штангенциркуль снимает показания. Нониусные приборы считаются менее точными, но в использовании они просты и надежны. Циферблатный инструмент точнее и удобнее, но зубчатая рейка может загрязняться от деталей. Цифровой штангенциркуль позволяет производить замеры с высокой точностью, но зависит от температурных перепадов.
Правила эксплуатации штангенциркуля
Прежде чем приступать к замерам, нужно проверить инструмент. Для этого губки ШЦ сводят вместе и смотрят на просвет, нет ли между ними зазора. Нужно проверить и совпадение шкал на нуле. Прибор должен быть чистым, особенно подвижные части. Результат замера будет более точным, т. к. ржавчина и грязь сильно увеличивают погрешность измерения.
С помощью ШЦ можно определить размеры внешнего и внутреннего диаметра, толщину поверхности и глубину выемки или уступа. Во время проведения работ нужно знать, в каком положении должны находиться губки штангенциркуля при измерении и как правильно снять показания.
Как правильно измерять штангенциркулем наружные поверхности
Для снятия наружных размеров (толщины) нужно развести губки штангенциркуля, поместить между ними измеряемый предмет, затем сдвинуть губки и слегка сжать. Измерительные кромки должны располагаться параллельно поверхности заготовки. Деление на основной шкале штангенциркуля, совместившееся с нулевой риской дополнительной шкалы, будет обозначать целые миллиметры. Риска, которая на нониусе совпадет с риской на штанге, определяет десятые доли миллиметра.
Аналогичным образом измеряется внешний диаметр трубы, при этом губки должны касаться диаметрально противоположных точек на наружном диаметре изделия. Таким же образом измеряются и другие детали, имеющие круглое сечение: кабель, размер болта и пр.
Как измерить штангенциркулем внутренний диаметр детали
Для замера внутреннего диаметра требуется сдвинуть штанги губки в нулевое положение и ввести в отверстие параллельно измеряемой плоскости. Затем их нужно развести до упора, при этом стараясь добиться максимального значения показаний. Этим же способом штангенциркулем проверяют расстояние между параллельными плоскостями, только стараются получить минимальные показания шкалы. Диаметр отверстия от сверла небольшого диаметра замерить не удастся, все определяется толщиной губок.
Определение глубины
Воспользовавшись выдвижной линейкой глубиномера штангенциркуля можно замерить глубину отверстия или высоту уступа. Для этого выдвигают глубиномер и опускают его в отверстие до соприкосновения с дном. Он должен располагаться параллельно поверхностям объекта. Затем торец штанги прибора двигают обратно на измерительную планку до упора в верхний край измеряемой детали.
Замер резьбовых соединений
Штангенциркулем можно осуществлять замеры резьбовых соединений. Диаметры резьбы могут быть измерены по выступам. Болт зажимается между губок вертикально, затем снимаются показания.
Читать также: Как ровно пилить бензопилой
Для того чтобы замерить штангелем шаг резьбы, нужно произвести замер внешнего диаметра и высоту стержня и подсчитать количество витков резьбы. Шаг резьбы получится в результате деления длины стержня на число витков. Используя функцию микроподачи (если она есть), можно замерить шаг измерительными губками штангенциркуля. Для этого они размещаются на одинаковых склонах.
Как правильно хранить инструмент
Штангенциркуль считается высокоточным метрическим инструментом, поэтому обращаться с ним нужно бережно. Хранить его необходимо в пластиковом или деревянном футляре. Допускается и мягкий чехол, но следует избегать случайных деформаций. Держать прибор нужно в сухом месте, где исключены случайные падения тяжелых предметов, а также загрязнение пылью, грязью, опилками прочим мусором. При соблюдении этих условий инструмент будет вам исправно служить многие годы.
Вопрос, как измерить диаметр трубы, является отнюдь далеко не праздным. Ведь необходимость в проведении измерений может возникнуть в самых разных случаях. И бывает очень обидно, если вдруг приобретенный фитинг или иное переходное устройство не подходит только по той причине, что был неверно измерен диаметр трубы.
Обучение по применению штангенциркуля учимся читать показания
На начальном этапе перед измерительными манипуляциями необходимо уточнить класс точности прибора. Позволяет убедиться, что указанная величина погрешности является допустимой. Чем выше значение погрешности, тем ниже класс точности инструмента.
Для измерения наружного диаметра детали надо развести губки, а затем плотно совместить их со стенками измеряемой заготовки. Это может быть любая деталь, например, сверло или поршень. Когда губки плотно соприкоснутся со стенками детали, надо воспользоваться зажимным винтом, чтобы зафиксировать подвижную планку в неподвижном положении. Далее можно извлечь деталь, и приступать к подсчету значений.
- Шкала на неподвижной планке показывает целое значение в миллиметрах
- Чтобы узнать размер детали в миллиметрах, следует смотреть на подвижную шкалу. Первая риска на подвижной шкале совместится с определенным значением на неподвижной. Это и есть соответствующее значение в мм, например, получается 15 мм
- Зачастую таких показаний достаточно, например, когда надо узнать диаметр сверла. Если же надо узнать десятые или даже сотые доли миллиметров, тогда приступаем к дальнейшим исчислениям
- Для этого смотрим на нониусную шкалу подвижной рамки. Надо найти риску на нониусе, которая точно совпадает с отметкой на неподвижной планке. Причем здесь требуется выяснить точное совпадение рисок
- Если попадает на значение 5 (нониусной шкалы), тогда получается, что десятое значение составляет 0,5 мм, и получаем размер детали 15,5 мм. Может совпасть значение 5,5 на нониусной шкале, что означает величину 15,55 мм. Все зависит от класса точности используемого прибора для измерений
Читайте также: Фасоны платьев на торжество (111 фото)
Опираясь на описанную инструкцию, можно понять, для чего нужны цифры на нониусной шкале. С их помощью можно выявить десятые и даже сотые доли миллиметров размера детали. Аналогичным образом выполняются исчисления при снятии замеров внутренних диаметров заготовок, а также глубины пазов.
Как быть, если труба недоступна для обычного измерения
Бывают случаи, когда подступиться к торцу трубы просто нет никакой возможности. К примеру, она уже смонтирована в ту или иную трубопроводную систему. Разумеется, разбирать всю систему и даже какой-то один ее участок только для того, чтобы измерить диаметр трубы, будет нерационально. Но в этом случае диаметр также можно измерить при помощи штангенциркуля. Для этого потребуется прижать ножки прибора не к торцевой, а к боковой части трубы, стараясь удерживать измерительный прибор максимально перпендикулярно трубе.
Труднодоступные участки трубы.
При этом длина ножки штангенциркуля должна быть больше половины диаметра той трубы, которая подвергается измерению.
Снятие показаний
Измерения штангенциркулем Циферблатный штангенциркуль
Цифровой штангенциркуль
По способу снятия показаний штангенциркули делятся на:
- нониусные,
- циферблатные — оснащены циферблатом для удобства и быстроты снятия показаний,
- цифровые — с цифровой индикацией для безошибочного считывания.
Порядок отсчёта показаний штангенциркуля по шкалам штанги и нониуса:
- считают число целых миллиметров, для этого находят на шкале штанги штрих, ближайший слева к нулевому штриху нониуса, и запоминают его числовое значение;
- считают доли миллиметра, для этого на шкале нониуса находят штрих, ближайший к нулевому делению и совпадающий со штрихом шкалы штанги, и прибавляют его порядковый номер и цену деления нониуса (цена деления нониуса рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса), у наиболее распространенных штангенциркулей ШЦ-1 цена деления нониуса — 0.1мм.
- подсчитывают полную величину показания штангенциркуля, для этого складывают отсчет по основной шкале (число целых миллиметров) и отсчет по шкале нониуса (долей миллиметра).
§ 17. Измерение размеров деталей с помощью штангенциркуля
При изготовлении деталей из тонколистового металла и проволоки можно воспользоваться простейшими контрольно-измерительными инструментами: линейкой, слесарным угольником и др. Для измерения и контроля деталей с большей точностью применяют штангенциркули. Они предназначены для измерения наружных и внутренних размеров деталей и глубины отверстий, пазов, канавок. Штангенциркули бывают разных типов и отличаются пределами и точностью измерения.
На рисунке 63 показан штангенциркуль ШЦ-1 с пределами измерения от 0 до 125 мм и точностью — 0,1 мм. Он состоит из штанги 1, имеющей шкалу 6 с миллиметровыми делениями. По штанге перемещается подвижная рамка 4, которая может быть закреплена в нужном положении зажимным винтом 3. К рамке прикреплён глубиномер 5.
Рис. 63. Штангенциркуль ШЦ-1: 1 — штанга; 2 — губки для внутренних измерений: 3 — зажимный винт для фиксации рамки; 4 — подвижная рамка; 5 — глубиномер; 6 — шкала штанги; 7 — нониус; 8 — губки для наружных измерений; 9 — измеряемые детали
Нижние губки 8 служат для измерения наружных размеров, верхние 2 — для измерения внутренних размеров. Глубиномером измеряют глубину пазов и отверстий.
Каким же образом удаётся измерять десятые доли миллиметра, если шкала штангенциркуля имеет миллиметровые деления? Для этой цели служит вспомогательная шкала, называемая нониусом 7. Длина нониуса 19 мм. Нониус поделён на 10 равных частей, следовательно, цена каждого деления равна 1,9 мм.
При сомкнутых губках нулевые штрихи шкалы штанги и нониуса совпадают (рис. 64), а десятый штрих нониуса совмещается с девятнадцатым штрихом миллиметровой шкалы.
Рис. 64. Шкала штанги и нониус
Обратите внимание на то, что первый штрих нониуса не доходит до второго штриха шкалы штанги ровно на 0,1 мм (2 – 1,9 = 0,1). Это и позволяет производить замеры с точностью до 0,1 мм
При измерении штангенциркулем целое число миллиметров отсчитывают по миллиметровой шкале штанги до нулевого штриха нониуса. Десятые доли миллиметра — по шкале нониуса от нулевой отметки до того штриха нониуса, который совпадает с каким-либо штрихом миллиметровой шкалы (рис. 65).
Рис. 65. Примеры измерения штангенциркулем. Положение шкалы штанги и нониуса при измерении размерон: а — 0,4 мм; 6 — 6,9 мм; в — 34,3 мм
Помните!
Штангенциркуль — это дорогостоящий измерительный инструмент, требующий бережного обращения.
Правила обращения со штангенциркулем
Перед началом работы протереть штангенциркуль чистой тканью, удалив смазку и пыль
Нельзя очищать инструмент шлифовальной шкуркой или ножом.
Нельзя класть инструмент на нагревательные приборы.
Измерять можно только чистые детали без задиров, заусенцев, царапин.
Губки штангенциркуля имеют острые концы, поэтому при измерении нужно соблюдать осторожность.
Не допускать перекоса губок штангенциркуля. Фиксировать их положение зажимным винтом.
При чтении показаний на измерительных шкалах держать штангенциркуль прямо перед глазами.
На предприятиях штангенциркуль является одним из основных измерительных инструментов. Им пользуются рабочие различных специальностей и контролёры станочных и слесарных работ. В настоящее время всё чаще применяют штангенциркули с цифровыми индикаторами (на батарейках), позволяющие измерять детали с точностью до 0,01 мм.
Знакомимся с профессиями
Контролёр отдела технического контроля (ОТК) — специалист, который на предприятии отвечает за качество выпускаемых деталей. Он следит за тем. чтобы изготовленные детали в точности соответствовали чертежам. Это очень ответственная работа, так как если в изделие попадёт бракованная деталь, не соответствующая чертежу, то изделие быстро выйдет из строя. Контролёры ОТК должны знать правила настройки и регулирования контрольно-измерительных инструментов и приборов, методы проверки качества поверхностей, правила приёмки деталей и т. д.
Лабораторно-практическая работа № 17
Измерение размеров деталей штангенциркулем
- Выполните в рабочей тетради эскиз выданного учителем ступенчатого валика (рис. 66).
- Измерьте каждый размер валика штангенциркулем и запишите результаты в миллиметрах в таблицу.
- Проставьте полученные размеры на эскизе, выполненном в рабочей тетради.
Рис. 66. Эскиз детали «ступенчатый валик» (к пп. 1-3)
Проверяем свои знания
- Из каких основных частей состоит штангенциркуль?
- Сколько измерительных шкал имеет штангенциркуль?
- Какие измерения можно выполнять с помощью штангенциркуля?
- Во сколько раз точность измерения штангенциркулем превышает точность измерения линейкой?
- Как по штангенциркулю производят отсчёт целых и десятых долей миллиметра?
Замеры при конструировании и изготовлении резьбовых соединений
Соединение типа «болт-гайка» — одно из наиболее распространённых в механике. При разработке и изготовлении конструкций задача – как измерить болт штангенциркулем – часто представляет трудности.
Перед работами стоит вспомнить, что главными размерами болта /гайки являются длина изделия и диаметр резьбы. Стандартный болт любого исполнения в проведении таких измерений не нуждается. Иное дело, когда болт изготовлен в кустарных условиях, либо требуется замерить крепёжную деталь без демонтажа соединения. Здесь возможны следующие ситуации:
- Между головкой и противоположным торцом стержня имеется плоскость или деталь/плита, размеры которой не позволяют ввести измерительные губки штангенциркуля. В этом случае, используя основную измерительную шкалу и глубиномер (иногда именуемый «колумбиком»), определяют последовательно высоту головки, толщину шайбы (если есть), толщину промежуточного элемента и высоту выступающей с противоположной стороны соединения части детали. Полученный результат складывают, а затем по таблицам соответствия длин стержня и размеров «под ключ», которыми обладает болт, устанавливают типоразмер крепёжной детали.
Измерение внутренний резьбы и оттиск ниток резьбы - Неизвестен диаметр резьбы на болте. Перед замерами стоит вспомнить, что для стержневых деталей диаметр внешней резьбы определяется диаметром её выступов, а не впадин. Поэтому, установив по внешней шкале штангенциркуля требуемый размер, можно легко выяснить искомое значение измеряемой резьбы. Оно должно быть равным одному из стандартных значений первого (в крайнем случае – второго) ряда предпочтительных чисел. Точность существенно повысится, если замеряемый участок тщательно очистить от загрязнений и смазки. Если результат по каким-то причинам не вписывается в стандарт, глубиномером устанавливают глубину резьбы. Отняв удвоенное значение параметра от общего значения, можно проверить, не был ли применён б/у болт со срезанной частью профиля резьбы. Такое изделие следует заменить.
Измерение шага резьбы - Измеряемый болт полностью «утоплен» в гайку, а разъединение конструкции нежелательно. Следует, используя внешнюю шкалу штангенциркуля, установить размеры головки – «под ключ» и диаметр окружности выступов. После чего, пользуясь измерительными таблицами определять типоразмер крепежа. Таким же образом производятся измерения и других крепёжных стандартизованных деталей – шпилек, винтов и т.д. Исключение составляют гайки. Здесь придётся воспользоваться внутренними губками. В некоторых инструментах при этом необходимо к полученному результату прибавить толщину самих губок (она указывается на штанге).
Измерение резьбомерами
- Как измерить шаг резьбы штангенциркулем? Для этого болт придётся вывернуть. Вначале глубиномером устанавливается высота стержня, а затем подсчитывается количество витков резьбы на нём. Разница даст значение тангенса угла наклона резьбы, т.е., отношение неизвестного шага к внешнему диаметру. Последний уже известен, так что выяснение шага резьбы сложностей уже не составляет. Можно определить шаг резьбы и прямым измерением расстояния между смежными вершинами, но это будет достаточно точно лишь для крепежа, полностью очищенного от загрязнений.
Из чего состоит штангенциркуль
Основными составляющими штангенциркуля являются измерительная шкала и дополнительный элемент в виде нониуса. С его помощью удается отсчитать доли деления. Рассмотрим прибор внимательно.
В составе обычного штангенциркуля присутствуют элементы в виде:
- штанг и подвижных частиц;
- измерительной шкалы;
- губки, с помощью которой проводятся внутренние измерения;
- губки, которая позволяет проводить внешние измерения;
- глубинометрической линейки;
- нониуса;
- зажимного механизма.
Схема штангенциркуля
Как видно из рисунка, главным измерительным элементом прибора является линейка, она выполняет роль штанги. Чаще всего её размер составляет 15 см. С одной стороны линейки расположены специальные зажимы, в виде губок.
Различают два варианта губок: внешние – 2, внутренние – 1
С помощью первых удается измерить геометрическую внутреннюю длину, а вторые помогают измерить предмет снаружи. Для повышения точности снятия мерок на раме имеется специальный винт, позволяющий фиксировать результаты замеров.
Нониусный штангенциркуль
Именно такой штангенциркуль чаще всего можно найти в домашней мастерской. Это самый простой механический прибор, который, однако, обеспечивать высокую точность измерений.
Нониус – это дополнительная шкала для расчётов, которая позволяет измерять доли миллиметра, каждый шаг деления составляет 0,19 мм
Циферблатный штангенциркуль и его цифровые вариации
Для того чтобы упростить процесс измерения и легко снимать показания, в электронной версии штангенциркуля нониус заменяется циферблатным механизмом. Здесь не нужно присматриваться и высчитывать показания. Всё для вас сделает электроника. Вам останется только посмотреть на данные и записать их.
Электронный штангенциркуль используется для более точных и быстрых вычислений, к примеру, специалистами для отбраковки деталей
В свою очередь цифровой штангенциркуль может проводить самостоятельные измерения, необходимо лишь зафиксировать прибор в нужном положении.
Специальные штангенциркули
Яркие примеры специализированных моделей:
Разметочный
С остро заточенными твердосплавными губками и специальным циркульным механизмом.
Кроме проведения измерений, позволяет отрисовывать дуги прямо губками на твердом материале.
Разметочный штангенциркуль аналогичен вариантам без циркульного механизма с губками, в основе которых лежат твердые сплавы.
Цена – от 2,5 тыс. рублей.
Для тормозных дисков (ШЦЦД)
Конструкция с односторонними удлиненными губками для наружных измерений, имеющими на рабочей поверхности зубья для повышения точности замеров.
Существуют варианты, позволяющие определять толщину тормозных дисков авто и мотоциклов без необходимости демонтажа колеса.
Стоимость самых простых моделей – около 1 тыс. рублей.
Путевой
Для замера параметров рельсового полотна.
Цена – от 20 тыс. рублей.
К аналогам штангенциркуля относятся следующие измерительные инструменты:
Штангенглубиномер
Инструмент, предназначенный для измерения глубин, высот глухих отверстий, выступов, пазов, канавок.
Штангенрейсмас
Инструмент, позволяющий без специализированных навыков выполнять измерения высот и производить вертикальную разметку деталей с точностью до 0,05 мм.
Другое название – штангенрейсмус.
Виды штангенциркулей
Существуют три основных типа таких устройств. Использование их для определённого вида работы обусловлено её особенностями.
- Штангенциркули нониусные или аналоговые. Измерения производятся по нониусной шкале. Эти механические инструменты простые и недорогие. Они наиболее распространены.
- Штангенциркули циферблатные или стрелочные. Для измерения на них вместо шкалы имеется циферблат, который показывает результаты, и не требует проведения вычислений. Стоимость их выше, чем аналоговых моделей. Пользоваться ими несложно.
- Штангенциркули цифровые или электронные. Это устройства, на которых имеются жидкокристаллические цифровые дисплеи с аккумуляторными батареями. Применение таких приборов позволяет получить наиболее точные результаты. Они показывают данные как в миллиметрах, так и в дюймах.
Помимо перечисленных также существуют модели штангенциркулей специального назначения. Их используют для особых работ. К примеру, ШЦЦД, которыми измеряются детали, имеющие выступы, или ШЦЦП – конструкция для измерения протекторного рисунка шин, и др. Эти устройства в обычных магазинах не продаются, их при необходимости можно приобрести на специальных сайтах. Пользуются ими профессиональные мастера.
Все разновидности штангенциркулей имеют свои обозначения в зависимости от особенностей применения.
- ШтангенциркульШЦ-1. Им измеряются детали, их внешние и внутренние размеры с помощью двух пар губок. Им так же можно пользоваться при измерении размеров отверстия, используя глубиномер.
- ШЦ-1С. Такие устройства оснащены стрелочными головками, благодаря чему процесс измерения упрощён.
- ШЦК. Конструкции, имеющие круговую шкалу с пружинным механизмом. Пользоваться им можно для измерений, когда не требуется идеальная точность.
- ШЦТ-I. Устройства, оснащённые губками с твердосплавным покрытием для предупреждения истирания поверхности. Устойчивы к износу, пользоваться ими можно долгое время.
- ШЦ-II. Помимо губок такие устройства имеют также механизм для подачи рамки. Благодаря этому можно наносить разметку.
- ШЦ- III. Этот прибор имеет крупные размеры. Губки на нём односторонние. Для измерения глубины непригоден.
- ШЦЦ. Устройство с цифровой шкалой, с которой снимаются показания.
Каждый тип штангенциркуля изготавливается соответственно действующему в настоящее время ГОСТу 166-89 и имеет соответствующую маркировку.
Скачать
Как хранить инструмент
Лучше всего хранить штангенциркуль в специальном кейсе для инструмента. Обычно он защищен специальными прокладками. В этом случае, даже если вы уроните чемоданчик, инструмент не пострадает.
После каждого измерения прибор следует обязательно убирать в коробку
Для профилактического очищения прибор вынимают из кейса, ослабляют зажимы, насколько это возможно, раздвигая лапки, протирая все измерительные и подвижные элементы.
Если у вас остались вопросы по работе с прибором, то следующее видео поможет ответить на них.
Watch this video on YouTube
Предыдущая Бытовая техника Тепловизор для обследования зданий и сооружений: ловим тепло правильно Следующая Бытовая техника Замена подшипника в стиральной машине: как сэкономить на вызове мастера
Способы как можно измерить наружный и внутренний объем
До того, как приступать к работе, и выяснить, как меряется диаметр, придется установить, какой именно объем нужен для конкретной задачи. Весь трубопрокат для любых магистралей меряется и классифицируется по величине внутреннего диам-ра. Он носит название «условный проход», потому, что именно он отвечает за пропускные возможности сети.
Если меряется диаметр внутри, то он обозначается Dу, а внешний – Dн. Толщину стенки при этом указывают как h. С этими обозначениями удобно мерить и выполнять расчеты, и составлять проекты различных магистралей для жилых и производственных зданий.
Что касается способов замера размера объема трубных изделий, то первое, что важно отметить – это отличие их особенностей зависимо от условий. Их необходимо учитывать, иначе можно сделать много ошибок.
Определять выбор того, или иного варианта, приходиться зависимо от того, насколько в доступном месте расположили объект, который меряется. Теперь о некоторых из способов более детально.